绕线机张力点检表
绕线机设备点检表
空
运
转
1.是否有异常响声或振动,各指示灯、调速器是否正常
2.链条/皮带松紧程度是否灵敏可靠
运
行
过
程
检
查
机械设备
1..有无异常声音、升温、气味、振动等情况
2..脚踏开关、限位、是否灵敏可靠
3。润滑部分是否加润滑油(一月一次)
4.半年更换一次蜗轮涡杆油
完工检查
清洁保养
1.,是否关闭电源停机
绕线机设备点检表
文件编号
设备编号
设备名称
规格型号
日期
DB02040604
记录符号:完好√异常×待修△未用○
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
开
机
前
工
作
准
备ห้องสมุดไป่ตู้
准
备
1.各操纵运行部位、按键是否正常、灵敏、限位装置是否可靠。
2.检查记数探头位置及反应是否正常
2.工件、废料是否清理干净,设备是否清洁、保养,不用模具是否卸下
3.现场是否整理、定置合理
备注:
点检者
米特绕线机用张力器说明书
张力器说明书张力器包括壳体、L形连杆、钓鱼杆、半圆形凸轮、弹簧、摩擦轮、摩擦轮轴,半圆形凸轮活动连接在壳体内的销轴上,钓鱼杆一端与半圆形凸轮相连接,另一端连接一个过线轮,弹簧的一端连接在半圆形凸轮靠近外边缘处,另一端连接在壳体上,摩擦轮轴穿在壳体的侧壁上,处于壳体外一端与摩擦轮连接,处于壳体内的一端与连接于L形连杆的摩擦块相接触,L形连杆与连杆轴活动连接,L形连杆也与半圆形凸轮圆弧形边缘相接触,连杆轴固定在与壳体相贴合的调整机构上,连杆轴通过调整机构带动可沿垂直于摩擦轮轴的轴线方向移动;壳体上还可设置一个气缸,汽缸轴的末端顶住L形连杆;本发明能精细控制漆包线的张紧力,且不容易发生断线。
1、一种绕线机用的张力器,包括壳体、L形连杆、钓鱼杆、半圆形凸轮、弹簧、摩擦轮、摩擦轮轴,其特征在于:半圆形凸轮有一个偏离圆心的通孔,通孔中心至半圆形凸轮圆弧形边缘的距离逆时针旋转时由小到大,半圆形凸轮通过这个通孔活动连接在一个固定于壳体内的销轴上,钓鱼杆的一端与半圆形凸轮靠近通孔处相连接,钓鱼杆的另一端连接一个过线轮,弹簧的一端连接在半圆形凸轮靠近外边缘处,另一端连接在壳体上,所述的摩擦轮轴穿在壳体的侧壁上,一端处于壳体外且与摩擦轮连接,另一端处于壳体内,所述的L形连杆通过两个悬臂连接处的通孔活动连接在连杆轴上,所述的连杆轴固定在与壳体相贴合的调整机构上,所述的连杆轴通过调整机构带动可沿垂直于摩擦轮轴的轴线方向移动,L形连杆靠近摩擦轮轴的悬臂连接一个摩擦块,此摩擦块与摩擦轮轴处于壳体内的一端相接触,L形连杆远离摩擦轮轴的另一悬臂内侧与半圆形凸轮圆弧形边缘相接触。
2、根据权利要求1所述的绕线机用的张力器,其特征在于:所述的调整机构包括贴合于壳体上的底座,底座上有燕尾槽,一个滑块装于底座的燕尾槽上,滑块平行于燕尾槽中心线有一个螺纹通孔,一根头部处于壳体外的调整螺丝先穿过壳体的侧壁然后穿到滑块的螺纹通孔上,连杆轴固定在滑块上可由滑块带动沿垂直于摩擦轮轴的轴线方向移动。
机械张力器使用说明书
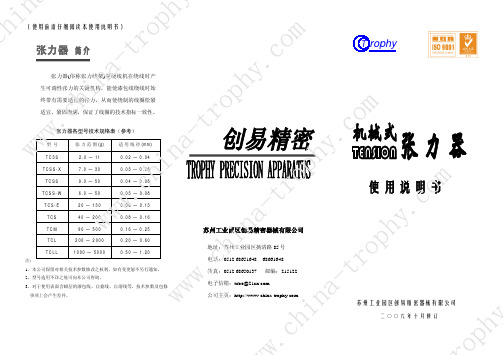
ww - . 型 号
张 力 范 围 (g)
适 用 线 径 (mm)
w na y TC3S
2 .0 — 11
0.02 — 0.04
i ph TCSS-X
7.0 — 30
0.03 — 0.06
h o m TCSS
9.0 — 50
0.04 — 0.08
c r 使 用 说 明 书o TCSS-W
6.0 — 50
0.03 — 0.08
. t c TCS-E
20 — 130
0.06 — 0.13
w - . TCS
40 — 200
0.08 — 0.16
ww a y TCM
90 — 500
0.16 — 0.25
in h TCL
200 — 2000
0.20 — 0.60
h op 注:
TCLL
1000 — 5000
0.50 — 1.20
张力调节旋钮
(工作时) 张力杆
T rophy
!注意: 1、调整结束开始工作,张力杆的工作角度如与安装静态时的角 度一样,或是一开机后,张力杆猛地呈水平状,则请务必再重 新调整张力,以免张力器各部件造成非正常磨损,而降低使用 寿命。 2、张力器正常使用时,在装换漆包线时,请检查阻尼轮上是否 有残留漆包线断头,以免再次开机时卷入阻尼轮中引起张力无 规则变化。 3、如果张力反复调整仍无效,请确认选用型号是否正确,或及 时与我公司联系。
in ph (使用前请仔细阅读本使用说明书) ch ro om 张力器 简介
a-t y.c 张力器(俗称张力线架)是绕线机在绕线时产 n h 生可调性张力的关键机构,能使漆包线绕线时始 i p 终带有需要适宜的张力,从而使绕制的线圈松紧 h o m 适宜、紧固饱满,保证了线圈的技术指标一致性。
压机设备点检表 - 副本 (2)
文Hale Waihona Puke 编号设备编号设备名称
规格型号
日期
DB02040626
600-070
线圈整形压力机
ZYJ-100
记录符号:完好√异常×待修△未用○
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
开
机
前
工
作
准
备
准
备
1.电气线路是否完好,有无破损漏电。
3.现场是否整理、定置合理
备注:
点检人
2.接地是否完好
机械电气
设备
1.设备有无漏油,噪音大、异响等不正常现象
2.压力表是否使用正常。
3.电动机及其风扇是否运转正常
4.机头行程导轨是否润滑。
运
行
过
程
检
查
机械电气设备
1.各个按钮开关使用是否正常。
2.机头行程是否正常
3.压紧工作过程中时刻注意避免超载。
完工检查
清洁保养
1.电源是否关闭。
2设备是否清洁、保养
全自动绕线机绕线不平整的原因
绕线机绕线不平整竟然是这些原因
1.物料
不同的线材,比如漆包铜、漆包铝等,外径存在一些差异,有圆形、方形。
还有不同的漆包线厂家,标准也不一样,生产的质量、外径等都存在一些差异。
也有的和平时的参数设置有些区别,如果设置不恰当,就会造成全自动绕线机绕排线不整齐。
2.张力器调整错误
如果张力太小的话,就会导致全自动绕线机绕线不紧凑,松垮,绕线就会出现不整齐现象;张力太大,则容易造成断线、伤线,所以合理的张力控制很重要。
还有张力器的质量也很关键,尽量选用品牌厂家的产品。
3.伺服驱动控制器
控制器好比人的大脑,数据及参数都是由它来控制的,很多控制器精密度不够,导致出现一些偏差没法调整,这也容易造成全自动绕线机绕排线不整齐状况。
4.排线及模具装置
排线装置的精密度影响排线的整齐,这是直接影响排线不整齐的关键,排线及模具的定位及安装一定要符合精度要求,不合适就需要微调修改,直到绕出的线标准整齐,无偏差为止。
以上便是全自动绕线机绕线不平整的主要原因,其实这个是多方面因素影响的,既有硬件因素,也有软件因素,只有两者相互配合,通过专业的技术人员操作,才能顺利完成这一项工作。
4轴绕线机张力测试点检表
产品型号: 检查时 段 上班一 上班二 上班一 上班二 上班一 上班二 上班一 上班二 上班一 上班二 上班一 上班二 上班一 上班二 上班一 上班二 上班一 上班二 上班一 上班二 上班一 上班二 上班一 上班二 注:漆皮线张力合格值范围:__________ 如出现张力异常,可以适当的调节绕线机上的张力装置。 NO: CA-PIE-004 绕线机编号: 绕线机张力 1# 2# 3# 4# ____年____月 转速 绕线圈数 检查人 产品型号: 日期 检查时 段 上班一 上班二 上班一 上班二 上班一 上班二 上班一 上班二 上班一 上班二 上班一 上班二 上班一 上班二 上班一 上班二 上班一 上班二 上班一 上班二 上班一 上班二 上班一 上班二 审核:____________ 绕线机编号: 绕线机张力 1# 2# 3# 4# 转速 ____年____月 绕线圈数 检查人 日期
Hale Waihona Puke
表面张力计点检表1

表面张力计卫生清理 各旋钮开关功能是否正常
备注:
判定基准
干净整洁 正常运转
检查项目
表面张力计卫生清理 各旋钮开关功能是否正常
备注:
判定基准
干净整洁 正常运转
电镀课表面张力计点检表
修订 时
年月
级 周 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 一日 一日
点ቤተ መጻሕፍቲ ባይዱ点点点点点点点点点点点点点点 检检检检检检检检检检检检检检检检 人人人人人人人人人人人人人人人人
GR03501A0
主主主主主主主主主主主主主主主主 管管管管管管管管管管管管管管管管
级 周 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 一日 一日
点点点点点点点点点点点点点点点 检检检检检检检检检检检检检检检 人人人人人人人人人人人人人人人
主主主主主主主主主主主主主主主 管管管管管管管管管管管管管管管
高压箔绕点检表
维修人员签名 一、操作人员应在每天工作前按要求点检设备并签字。异常应及时联系维修人员处理。
备
注
许 继 变 压 器 有 限 公 司
设备日常点检表
设备名称:高压箔绕1# 序 检查项目 检查周期 号 1 气压 每班 1 气体过滤器清洁 每周 2 气体油雾器油位 每周 3 各操作按钮正常 每班 4 急停按钮 每班 5 冷却水位 每班 6 冷却水质 每班 7 焊枪冷却水流速 每班 8 焊架冷却水流速 每班 9 丝杠润滑 每班 10 丝杠清洁 每班 11 导轨润滑 每班 12 导轨清洁 每班 13 主轴转动 每班 14 主轴离合器 每班 15 液压站 每班 16 液压站压力 每班 17 前调偏 每班 18 后调偏 每班 19 支撑臂锁紧装置 每班 20 23 点 检 人 签 名 使用部门:线圈车间 2 3 4 5 6 7 8 日期:2013 年 05 月 点检日期 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
张力校对记录
检定用标准设备:室温:相对湿度:
被检点()
标准值
()
行程
仪表示值
()
误差
回程误差
上
下
上
下
上
下
上
下
上
下
上
下
外观:基本误差:允许值实际最大误差
回程误差:允许值实际值结论:
检定员:复核员检定日期有效期
冷却张力校对记录
送检单位:型号:分度号:测量范围:
准确度等级:制造厂:本厂编号:
检定用标准设备:室温:相对湿度:
被检点()
标准值
()
行程
仪表示值
()
误差
回程误差
上
下
上
下
上
下
上
下
上
下
上
下
外观:基本误差:允许值实际最大误差
回程误差:允许值实际值结论:
检定员:复核员检定日期有效期
干燥张力校对记录
送检单位:型号:分度号:测量范围:
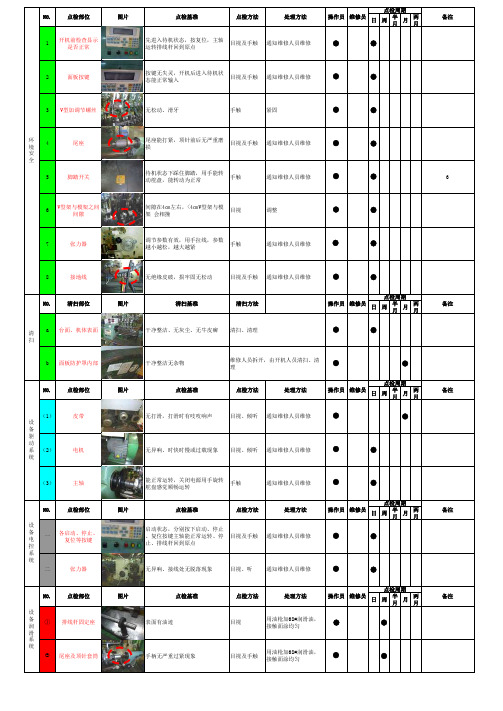
WE-R041037 次级绕线机(手的)设备点检基准表及点检表V1.0
环 境
4
安
全
尾座
尾座能打紧,顶针前后无严重磨 损
目视及手触
通知维修人员维修
5
脚踏开关
待机状态下踩住脚踏,用手能转 动舵盘,能转动为正常
手触
通知维修人员维修
6
6
V型架与模架之间 间隙
间隙在4㎝左右,<4㎝V型架与模 架 会相撞
目视
调整
7
张力器
调节参数有效,用手拉线,参数 越小越松,越大越紧
手触
通知维修人员维修
表面有油迹
目视、听 通知维修人员维修
点检方法
处理方法
点检周期
操作员
维修员
日
周
半 月
月
两 月
目视
用油枪加68#润滑油, 接触面涂均匀
手柄无严重过紧现象
目视及手触
用油枪加68#润滑油, 接触面涂Байду номын сангаас匀
备注 备注 备注 备注
8
接地线
NO.
清扫部位
清 a 台面、机体表面 扫
b 面板防护罩内部
NO.
点检部位
(1) 设 备 驱 动 系 (2) 统
皮带 电机
图片
无绝缘皮破,损牢固无松动
目视及手触 通知维修人员维修
清扫基准
清扫方法
干净整洁、无灰尘、无牛皮癣 清扫、清理
点检周期
操作员
维修员
日
周
半 月
月
两 月
图片
干净整洁无杂物 点检基准
统
排线杆固定座
尾座及顶针套筒
图片
能正常运转,关闭电源用手旋转 舵盘感觉顺畅运转
手触
通知维修人员维修