胶量称重记录表
背胶类进料检验记录表
背胶类进料检验记录表一、产品基本信息1. 产品名称:背胶类产品2. 产品规格:根据实际产品情况填写3. 生产厂家:根据实际产品情况填写4. 进料日期:填写具体进料日期二、外观检验1. 外观要求:根据产品的外观标准填写,如颜色、光泽度、表面平整度等2. 外观检验结果:根据实际检验情况填写,如合格、不合格等三、尺寸检验1. 尺寸要求:根据产品的尺寸标准填写,如长度、宽度、厚度等2. 尺寸检验结果:根据实际检验情况填写,如合格、不合格等四、物理性能检验1. 物理性能要求:根据产品的物理性能标准填写,如拉伸强度、撕裂强度、温度抗变形性等2. 物理性能检验方法:根据产品的物理性能标准填写,如拉伸试验、撕裂试验、热变形试验等3. 物理性能检验结果:根据实际检验情况填写,如符合标准、不符合标准等五、化学成分检验1. 化学成分要求:根据产品的化学成分标准填写,如含胶量、PH 值、溶剂残留量等2. 化学成分检验方法:根据产品的化学成分标准填写,如含胶量测定、PH值测定、溶剂残留量测定等3. 化学成分检验结果:根据实际检验情况填写,如符合标准、不符合标准等六、其他检验1. 其他检验项目:根据产品特点填写其他需要检验的项目,如抗老化性能、耐候性等2. 其他检验方法:根据产品特点填写其他检验的方法,如老化试验、耐候试验等3. 其他检验结果:根据实际检验情况填写,如符合标准、不符合标准等七、检验结论根据以上各项检验结果,综合评定产品的质量状况,给出检验结论,如合格、不合格等。
八、备注根据实际情况填写其他需要备注的信息,如特殊情况说明、不合格原因分析等。
九、检验人员填写参与检验的人员姓名和职务,确保检验人员的资质和技术能力。
十、审批人员填写审批检验报告的人员姓名和职务,确保检验结果的准确性和可信度。
十一、附件如有必要,可附上其他相关的检验报告、数据记录等文件。
以上为背胶类进料检验记录表的基本内容,根据具体产品的特点和要求,可增加或调整相应的检验项目和检验要求。
质量检验记录表 质量三检记录表

相关人员会签:检验员:
组长:
未件确认情况结论为:□合格 □不合格,完善模具 □不合格,其他处理方案
相关人员会签:检验员:
组长:
注:本表由过程检验员按实际检验情况操作;2:检验时在检验项目前面□打√如无检验项目则空置不填写;3.该表格在生产现场实时填写,每班每种生产的产品一张三检记录。
g
胶量
g
喷前
g
: 喷后
g
胶量
g
喷前
g
: 喷后
g
胶量
g
喷前
g
: 喷后
g
胶量
g
喷前 : 喷后
胶量
喷前 : 喷后
胶量
g g g 1件/每班首 g 末件检验 g g
5
□时间检查
模具时间
6
温度参数 □模具温度 核查查
模压时间符合作业指导书要求
检查模具温度是否符合
工艺参数
℃
:
标准:基板模压时间 实际:基板模压时间
终检 检验 检验 合格 检验频次 时间 数量 数量
1
材料核对
□材料型号
材料规格型号符合产品要求,并 记录材料批次号
PU板型号:
玻纤型号:
:
面料型号: 基材板胶水型号:
面料胶水型号:
固化剂水型号:
批号为: 批号为: 批号为: 批号为: 批号为: 批号为:
; □符合、□不符合 ; □符合、□不符合 ; □符合、□不符合 ; □符合、□不符合 ; □符合、□不符合 ; □符合、□不符合
:
标准:基板上模 实际:基板上模
S S
℃ 下模 ℃ 下模
□符合 □不符合
℃ □符合 ℃ □不符合
胶带检验标准
标准名 称项目
钢板粗 细度 辗压机 速度
辗压后放 置时间
拉伸速 度 数据取 法
ASTM D-1000 UL 510
0. 050± 0.025μm 3000 mm/min
20±5 min
300 mm/min
算术平均值
PSTC-1
CSA MIL
0. 050± 0.025μm 300±13 mm/min 1 min
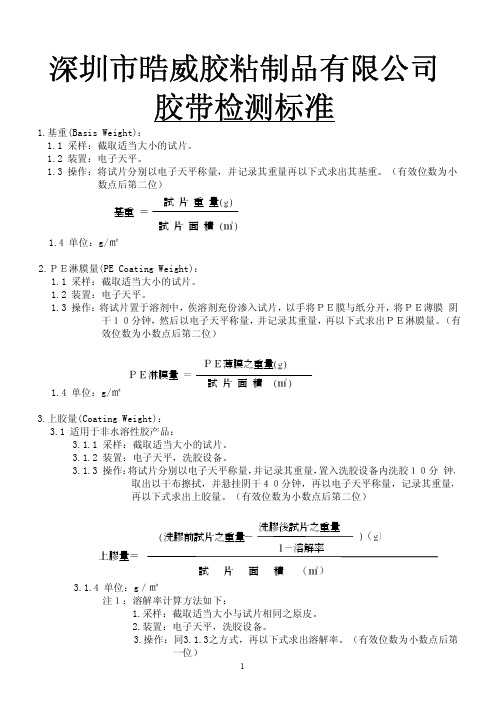
(有效位数为小数点后第三位)
4.1.4 单位:mm
4.1.5 厚度计之接触面直径及接触压力:
参考标准
接触面直径 接 触 压 力
ASTM D-1000
6.35 ~ 50.8 mm
52 Kpa
BS
6 ~ 8 mm
50±5 Kpa
CNS、PNS 79
5 mm
80g (0.78N)
CSA
6 ~ 50 mm
170±3g(52Kpa)
B.如品管人员与制造单位所测量出的上胶厚度有争议时,双方应留取样品由双方课
长(或代理人)进行确认工作。确认后如任何一方确时有所错误,该方课长应负起
教育该员之责任;如该员连续累犯错误二次,该方课长应针对此事提出对策报告
厂长确认。
2
4.1.8 基材厚度之测量应依横向约每10cm测一点,求其平均值。
4.2 上胶厚度:
上膠量=
洗膠後試片之重量 (洗膠前試片之重量-
1-溶解率
)(g)
試 片 面 積 (㎡)
3.1.4 单位:g/㎡ 注1:溶解率计算方法如下: 1.采样:截取适当大小与试片相同之原皮。 2.装置:电子天平,洗胶设备。 3.操作:同3.1.3之方式,再以下式求出溶解率。(有效位数为小数点后第 一位)
胶水管理规范
胶水存储及使用管理规范1.目的规范胶水的储存,分装及应用处置规范.减少胶水对产品可靠性造成的风险及减少胶水浪费.2.范围适用于电容笔和电磁模组生产所用胶水的管理。
3.定义:3.1储存:指库房及领用至车间的胶水的存放管理。
3.2 分装:指按生产日用量,车间由原包装提出相应用量的过程。
3.3解冻:指以冷藏为储存条件的胶水,于开瓶前在室温下条件使胶水温度与室温达到自然平衡的过程。
4.职责4.1采购部:负责按工程要求购买胶水,并要求供应商提供相关资料,如胶水的MSDS、环保资料。
4.2库房:负责胶水来料后的收货检查.并按胶水规格书要求作储存管理,并按照先进先出的原则发放胶水。
4.3生产车间:4.3.1负责领用至车间胶水的储存及分装与应用管理。
4.3.2生产车间指定专人按SOP的要求进行配比并按其使用要求进行管理。
4.3.3 生产车间负责统一领取、发放,并作好登记;同时对胶水的开启和停用日期进行标识;4.3.4生产线长负责每天保留胶量称重记录,并与每日清线时对胶水所产生的废弃物统一放置到化学品回收区。
4.3.5 粘胶工序员工每日开线前需要对胶水的有效日期进行确认。
4.4 产品质量部4.4.1 IQC负责对胶水进行检验,核对胶水型号、生产和有效期(确保有效截止日期不得超过保质期的一半)、环保进行确认;4.4.2 IPQC负责对胶水称量的确认及验证,并对胶水回收进行监督。
5. 操作程序:5.1收货检查.库房按送货单项收货后,需对胶水的资料/包装/重量的符合性进行核实.同时重点对胶水的重量及有效期作检查.当胶水的剩余有效期不足既定有效期的50%时作拒收处理.注:特殊情况,如生产急用,PMC可根据情况决定允收及允收数量。
5.2 防灾管理.5.2.1为确保泄露事故发生时有明确的处置指引及资料可查,需要将胶水的MSDS张贴于胶水的储存和使用现场,同时,胶水的管理应指定专人.5.2.2应按MSDS要求,于储存区内配备相应的应急设备及符合安全规范的必备设施/标识等。
用兵兵球,弹力球,铁球称重实验实验报告
用兵兵球,弹力球,铁球称重实验实验报告实验报告实验目的:本实验的目的是通过使用不同材质和形状的球体进行称重实验,探究不同材质和形状对于球体的弹力和重量的影响。
实验材料和仪器:1.兵兵球(橡胶球)2.弹力球(橡胶球)3.铁球(金属球)4.称重器5.获取数据的记录表实验步骤:1.将兵兵球、弹力球和铁球依次放在称重器上进行称重,并记录下每个球的重量。
2.将兵兵球从一个确定高度自由落下,在落地时记录弹跳的高度。
3.重复步骤2,分别记录弹力球和铁球的弹跳高度。
4.将实验数据整理并进行分析。
实验数据记录:兵兵球重量:50g弹力球重量:60g铁球重量:100g兵兵球弹跳高度:实验1:20cm实验2:18cm实验3:19cm平均值:19cm弹力球弹跳高度:实验1:30cm实验2:32cm实验3:29cm平均值:30.33cm铁球弹跳高度:实验1:5cm实验2:4cm实验3:6cm平均值:5cm实验分析:通过实验数据的记录和分析,我们可以得出以下结论:1.兵兵球的重量较轻,弹跳高度较高,说明兵兵球具有较好的弹性。
2.弹力球的重量稍重,弹跳高度比兵兵球更高,说明弹力球的弹性更好。
3.铁球的重量最重,弹跳高度最低,说明铁球的弹性较差。
实验总结:通过本次实验,我们学到了不同材质和形状的球体对于其重量和弹性的影响。
根据实验结果,我们可以得出结论:材质较轻且具有弹性的球体,其弹力和弹跳高度较高;而材质较重的球体,则弹性较差,弹跳高度相对较低。
在实际应用中,我们可以根据需要选择合适的球体,在不同领域发挥其特点和优势。
值得注意的是,本实验只是对球体弹力和重量的简单测量和分析,实验结果可能受到其它外力因素的影响。
为了更准确地得出结论,未来可以考虑采用更精确的测量仪器和方法进行进一步的研究。
环氧胶粘剂检验原始记录表格

强度Ar(MPa)
荷载F(N)
强度A1(MPa)
荷载F(N)
强度Af(MPa)
荷载F(N)
强度Ar(MPa)
1
2
3
4
5
平均值
平均值
平均值
平均值
仪器设备
微机控制电子万能试验机、电热鼓风恒温干燥箱
计算公式
AfF/S
检验依据
□《干挂石材幕墙用环氧胶粘剂》JC887□《陶瓷墙地砖胶粘剂》JC/T547
环氧胶粘剂检验原始记录表格
样品名称
试验境
温度:相对湿度:
规格类型
样品编号
样品状态
固化条件
_月_日_时_分至_月_日.时_分放置_h.
委托日期
检验日期
检验项目
压剪强度(石材一不锈钢)
压剪强度(石材一石材)
标准条件(48h)
标准条件(48h)
浸水(23±2℃、168h)
热处理(80±2℃、168h)
编号
检验结论
备注
检验:
复核:
第页
共页
说明
1.压剪强度试件胶接面积S为50mm×20mm.
2.标准试验条件:温度(23±2)℃,相对湿度(50±5)%,试验速率为5mm∕min.
3.标准条件:试样在标准条件下固化48h后进行测试;浸水试验在标准条件下固化48h,接着在(23±2)℃水中浸泡168h,在IOn1in内擦干试件表面水渍并进行测试;热处理试验在标准条件下固化48h,接着在(80±2)°C烘箱中放置168h,在标准条件下冷却2h后进行测试.
胶带测试记录表模板
日期
测试项目
胶带型号
试样规格
数量 实验环境 (件) 温度(℃)
标准值指标
试验实测值
1
2
3
结论
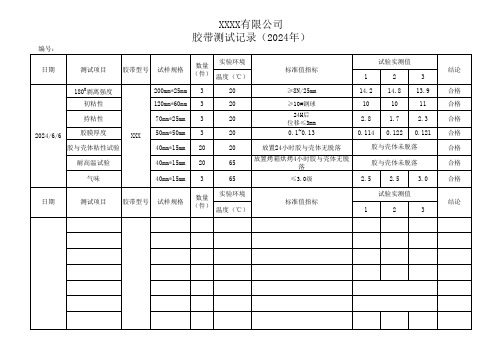
胶与壳体未脱落
65
放置烤箱烘烤4小时胶与壳体无脱 落
胶与壳体未脱落
65
≤3.0级
2.52.5Βιβλιοθήκη 3.0合格 合格 合格
日期
测试项目
胶带型号
试样规格
数量 实验环境 (件) 温度(℃)
标准值指标
试验实测值
1
2
3
结论
日期
测试项目
胶带型号
试样规格
数量 实验环境 (件) 温度(℃)
标准值指标
试验实测值
1
2
3
结论
气味
120mm*60mm 3 70mm*25mm 3 50mm*50mm 3 40mm*15mm 20 40mm*15mm 20 40mm*15mm 3
20
≥10#钢球
10
10
11
合格
20
24H后 位移≤3mm
2.8
1.7
2.3
合格
20
0.1~0.13
0.114 0.122 0.121 合格
20
放置24小时胶与壳体无脱落
XXXX有限公司 胶带测试记录(2024年)
编号:
日期
测试项目
胶带型号
试样规格
数量 实验环境 (件) 温度(℃)
标准值指标
试验实测值
1
2
3
结论
1800剥离强度
200mm*25mm 3
20
≥8N/25mm
14.2 14.8 13.9
橡胶过程参数记录表

审核(组长):
PQC:
KK-8.XXXXX
2.每次调整药水配方PQC需如实记录相关数据并报告品质主管,每桶不同药水配方需用标识卡注明如:RPS高第1次处理药水配方、第2次处理药水配方、、、
3.每桶处理后胶条进行跟进。胶条烘烤冷却后观察,将处理、分割结果填写到相对应的那栏。分割后的胶条取样收集并标识好。(PQC请注意需及时跟进、汇报情况)。
批准(主管):
亚硫酸 钠重量
(KG)
处理 清水 清水 烘烤 烘烤 时间 处理1 处理2 时间 温度 (min) 次 次 (min) (℃)
烘烤后胶条 表面处理描述
刷雨测试
判定
PQC 签名
放置7天后刷雨效果/级别 OK/NG
备注:
1.主导人:李文清
配合人员:李文华、欧春华
XXXXXXX 汽 配 有 限 公 司
橡胶课过程参数记录表
混炼
成型
药水处理配方
烘烤
处理结果
日期
规格/料号
温度
(℃)
成型 温度
(℃)
成型 压力 产品 时间 (kg/c 重量
(s) ㎡) (KG)
处理 水重
(KG)
处理 水水
温
(℃)
漂白 水重 量
(KG)
处理 时间
(min)
盐酸 重量
(KG)
处理 时间
(min)
二楼拉丝1#75Kg以及电子地磅秤FW-GP-026电子秤校验记录
25.00Kg
□合格□不合格
8
25.00Kg
□合格□不合格
9
25.00Kg
□合格□不合格
10
25.00Kg
□合格□不合格
11
25.00Kg
□合格□不合格
12
25.00Kg
□合格□不合格
13
25.00Kg
□合格□不合格
14
25.00Kg
□合格□不合格
15
25.00Kg
□合格□不合格
16
25.00Kg
26
25.00Kg
□合格□不合格
27
25.00Kg
□合格□不合格
28
25.00Kg
□合格□不合格
29
25.00Kg
□合格□不合格
30
25.00Kg
□合格□不合格
31
25.00Kg
□合格□不合格
审核:制表:
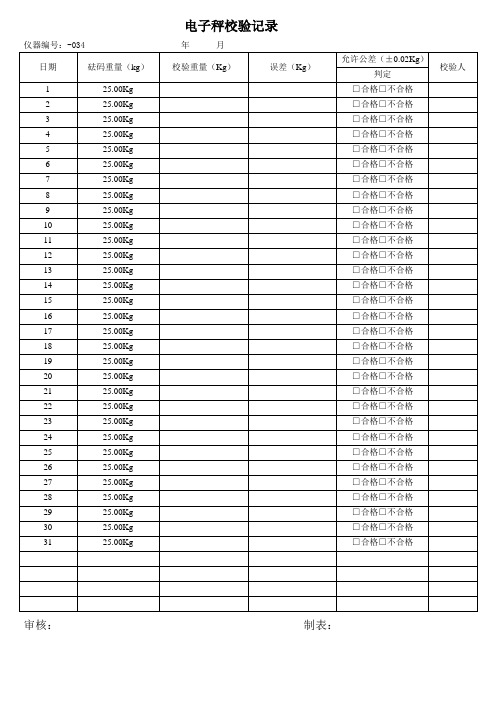
电子秤校验记录
仪器编号:-034 年 月
日期
砝码重量(kg)
校验重量(Kg)
误差(Kg)
允许公差(±0.02Kg)
校验人
判定
1
25.00Kg
□合格□不合格
2
25.00Kg
□合格□不合格
3
25.00Kg
□合格□不合格
4
25.00Kg
□合格□不合格
5
25.00Kg
□合格□不合格
6
25.00Kg
□合格□不合格
□合格□不合格
17
25.00Kg
□合格□不合格
18
25.00Kg
□合格□不合格
19
25.00Kg