零件工序卡-
工序卡(1)
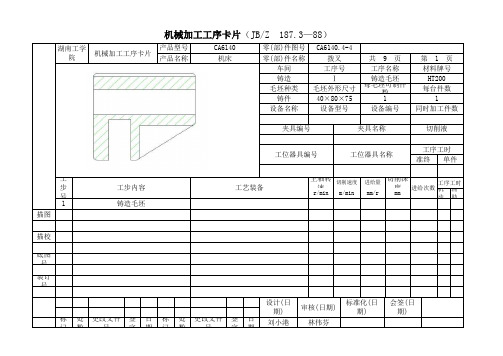
主轴转速切削深度r/min mm机动辅助1描图描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港审核(日期)标准化(日期)林伟芬会签(日期)机械加工工序卡片(JB/Z 187.3—88)工步号工步内容工艺装备设计(日期)m/min mm/r 工序工时准终单件切削速度工序工时切削液HT200设备名称设备型号铸件40×80×7511机械加工工序卡片铸造Ⅰ铸造毛坯 工序号工序名称产品型号产品名称CA6140机床湖南工学院每台件数车间材料牌号夹具编号夹具名称同时加工件数第 1 页零(部)件图号CA6140.4-4工位器具编号工位器具名称零(部)件名称拨叉共 9 页设备编号毛坯种类毛坯外形尺寸每毛坯可制件数进给量进给次数铸造毛坯主轴转速切削深度r/min mm机动辅助1300 1.3描图1501###描校底图号机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号CA6140.4-4产品名称机床零(部)件名称拨叉共 9 页第 2 页材料牌号铣床Ⅱ粗、半精铣左端面C面HT200车间工序号工序名称设备型号设备编号每台件数铸件40×80×75毛坯种类毛坯外形尺寸每毛坯可制件数设备名称夹具名称切削液气动夹具1同时加工件数铣床X5032工序工时准终单件工步号工步内容工艺装备切削速度进给量工位器具编号工位器具名称1夹具编号1.粗铣表面75×40专用夹具、高速钢镶嵌式端面铣刀,游标卡尺500.2进给次数工序工时1m/min mm/z 2.精铣表面75×40专用夹具、高速钢镶嵌式端面铣刀,游标卡尺800.51装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度r/min mm机动辅助127220CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 3 页材料牌号铣床III 钻孔并扩花键底孔Φ22并锪2×30°倒角HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数铣床X5032设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工步号工步内容工艺装备切削速度进给量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数钻孔φ20专用夹具、直柄麻花钻,卡尺,塞规17.10.48进给次数工序工时1mm/r mm/r描图21402###3描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度r/min mm机动辅助1300 1.5 倒角30°专用夹具、卡尺,塞规扩孔至φ22专用夹具、直柄麻花钻,卡尺,塞规9.670.621CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 4 页材料牌号拉床Ⅳ拉花键Φ25H7HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数矩形花键拉刀L6120设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工步工步内容工艺装备切削速度齿开量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数拉花键Φ25H7专用夹具、拉刀30.06进给次数工序工时1m/min mm/z描图 ###描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度r/min mm机动辅助14602 CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 5 页材料牌号铣床 Ⅴ粗、半精铣底面D面HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数铣床X5032设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工步工步内容工艺装备切削速度进给量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数粗铣表面 80× 30专用夹具、高速钢镶嵌式端面铣刀,18.29124.2进给次数工序工时1m/min mm/r描图24601###描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度精铣表面80× 30专用夹具、高速钢镶嵌式端面铣刀,2282.81CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 6 页材料牌号钻床Ⅵ钻孔攻螺纹HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数钻床Z525设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工工步内容工艺装备切削速度进给量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数进给次数工序工时16809.5描图23929.5###描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度钻孔2×φ8并钻Φ5锥孔专用夹具、麻花钻,内径千分尺14.90.361攻螺纹2×M8专用夹具、M8细柄机用丝锥,内径千9.8 1.252CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 7 页材料牌号铣床Ⅶ粗、半精铣槽HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数X5032设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工工步内容工艺装备切削速度进给量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数进给次数工序工时146030描图24605###描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港专用夹具工位器具编号工位器具名称工序工时准终单件每台件数铸件40×80×7511切削液同时加工件数设备型号设备编号车间工序号工序名称毛坯种类夹具编号夹具名称毛坯外形尺寸每毛坯可制件数设备名称零(部)件图号CA6140.4-4材料牌号铸造Ⅷ去毛刺HT200产品名称机床零(部)件名称拨叉共 9 页第 8 页湖南工学院机械加工工序卡片产品型号CA6140粗铣18H11槽专用夹具、铣刀游标卡尺250.091半精铣18H11槽专用夹具、铣刀游标卡尺220.061林伟芬设计(日期)审核(日期)标准化(日期)会签(日期)r/min mm机动辅助1描图描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港单件切削液专用夹具工位器具编号工位器具名称工序工时准终铸件40×80×7511毛坯外形尺寸每毛坯可制件数铸造同时加工件数设备名称设备型号设备编号每台件数共 9 页车间工序号工序名称毛坯种类夹具编号夹具名称机床Ⅸ终检,入库HT200零(部)件图号CA6140.4-4材料牌号零(部)件名称拨叉设计(日期)审核(日期)标准化(日期)第 9 页湖南工学院机械加工工序卡片产品型号CA6140产品名称会签(日期)林伟芬去除毛刺m/min mm/r 步r/min mm机动辅助1描图描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期徐菠林伟芬设计(日期)审核(日期)标准化(日期)会签(日期)1.检验2.入库m/min mm/r 步。
工序卡(法兰盘)--法兰盘工艺课程设计工序卡(有详细工序图)
粗车端面,保持尺寸粗车外圆,保持尺寸
粗车端面,保持粗车外圆
钻孔18锥柄麻花钻
扩孔19.7锥柄扩孔钻
粗绞孔20钢锥柄机用铰刀精绞孔20钢锥柄机用铰刀
粗车端面,保持尺寸
粗车外圆,
粗车端面,保持尺寸粗车端面,保持尺寸粗车外圆
半精车端面,保持尺寸半精车端面,保持尺寸半精车端面,保持尺寸半精车端面,保持尺寸半精车外圆
半精车外圆
半精车外圆
精车端面,保持尺寸精车端面,保持尺寸
粗铣平面,保持尺寸粗铣平面,保持尺寸
保证尺寸精铣平面,保持尺寸
钻孔8.4锥柄麻花钻头绞孔9锥柄机用铰刀
钻孔4锥柄麻花钻头钻孔 5.8锥柄麻花钻头绞孔6锥柄机用铰刀
面、、磨外圆
磨外圆
24。
机械加工工序卡片工艺过程卡片
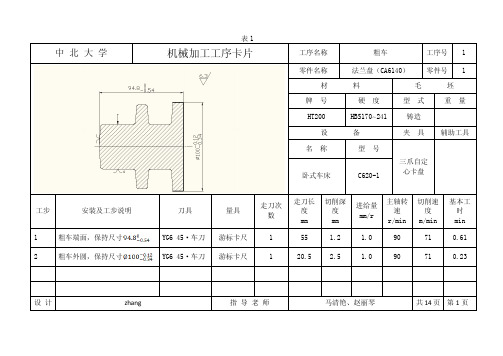
1
粗车外圆 mm
车刀
游标卡尺
120
50
1
84s
2
粗车 mm
镗刀
游标卡尺
160
37
1
117s
3
4
设 计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
机械加工工序卡片
底图号
装订号
描校
描图
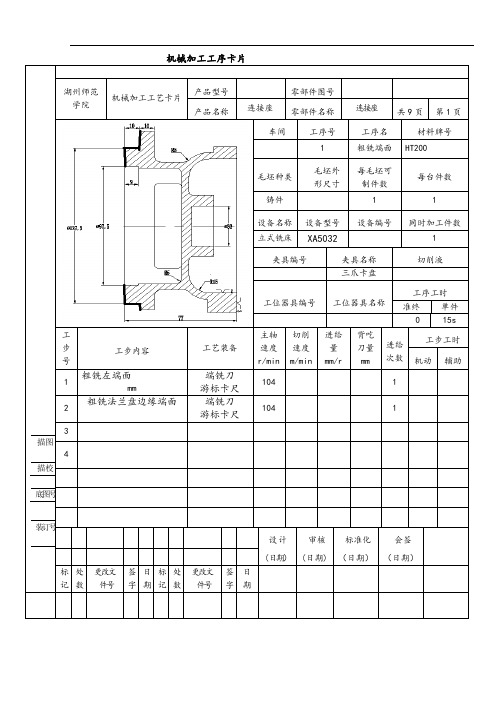
湖州师范学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
连接座
零部件名称
1
每台件数
1
备注
工序号
工 名 序 称
工 序 内 容
车间
工段
设 备
工艺装备
工 时
准终
单件
1
粗铣左凸台左端面
粗铣左端面~~mm 粗铣左凸台~
XA5032立式铣床
高速钢镶齿端铣刀、游标卡尺、专用夹具
2
粗铣右凸台右端面
粗铣右端面~
粗铣右凸台~5mm
XA5032立式铣床
高速钢镶齿端铣刀、游标卡尺、专用夹具
3
粗车外圆
18
1
3
4
设 计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
机械加工工序卡片
机械加工工艺过程卡
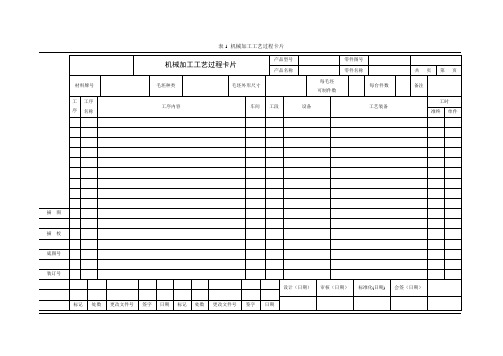
工序名称
共页 第页 材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制造件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
冷却液
程序编号
数控系统
工序工时
准终
单件
工步 号
Байду номын сангаас
工步内容
刀具号 刀具规格
量具及检具
主轴转速 /(r/min)
切削速度 /(m/min)
进给速度 (mm/min)
背吃刀 量/mm
备注
描图
描校
底图号
装订号
设计(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
表 2 机械加工工序卡片
机械加工工序卡片
产品型号 产品名称
车间
零件图号 零件名称 工序号
工序名称
共页 第页 材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制造件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步 号
描图
工步内容
工艺设备
主轴 转速
切削 速度
进给量 /(mm/r)
切削 深度
进给 次数
工步时间 / min 机动 辅助
描校
底图号
装订号
设计(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工序卡

工步内容
设名称
夹具及辅具
刀具及辅具
量具
L
t
i
S
N
V
T机
T单
车两端外圆、法兰面、止口及端面
普通车床
三爪卡盘
外圆车刀
深度尺
CW6180F
Ø250
BD00—201
0~200/0.02
1
按附图装夹,用三爪以两端内孔定位,
25×30×200
外径千分尺
50
2
3
0.17
108
67.8
18
26
车两端外圆至Ø200+0.05 0Ra6.3
规格:
工序名称:铣琵琶上方面、贯通孔侧面、两个板簧面和钻锪放气孔
零件号:2501ZHS01-025
毛坯种类:
每车
数量:
年产
纲令:
零件名称:中桥壳体
设备:YZJ1361
负荷:
单件
节奏:
冷却
液:
车型:
工序号:40
工步号
工步内容
设备名称
夹具及辅具
刀具及辅具
量具
L
t
i
S
N
V
T机
T单
铣琵琶上方面、贯通孔侧面、两个板簧面和钻锪放气孔
0~300/0.02
调节垫铁将已铣四方面调平,已确保
YT14
所铣四方面与该四方面平行,然后夹
粗糙度样块
紧铣两个四方面,保证上下两平行四
方面的尺寸170±0.2
Ra12.5
更改
批准
审核
会签
校对
拟定
日期
签名
共27页第19页
南阳汇森精密仪器铸造有限公司
工艺过程卡以及工序卡

.拨叉机械加工工艺过程卡片产品型号零〔零件〕图号机械加工工艺过程卡片第产品名称拨叉零〔零件〕名称拨叉共21页页资料牌号QT200毛坯种毛坯外形尺寸每毛坯可制件数1每台件数备铸件1类注工序工时/s工序内容车间工段设施工艺设施准 工序名称号单件终1 锻造锻造2粗铣面以凹弧面及60的外圆为粗基准粗加工加工底面,同时加工两个φ20的下端面到尺寸。
3 精铣面精加工底面留刮余量,4钻、绞孔钻φ的孔,绞至φ20的基准孔。
以底面和孔定位,加工φ30的沉孔到尺寸要求,粗铣尺寸5铣沉孔、铣面 长度尺寸104的两头面抵达所需尺寸,用相同的方法粗铣内侧表面抵达尺寸6 钻孔 钻φ 的通孔,钻φ的通孔绞至φ10 的孔7 绞孔、攻螺纹 绞φ的孔至尺寸要求,攻M12的螺纹至深度.8钻孔、攻螺纹以φ10的孔为基准钻φ的孔,攻M6的螺纹。
9钻、绞孔以底面和孔为定位基准钻φ的同轴孔,绞同轴孔尺寸至φ10铸工机工X62卧式铣床专用夹具、端面铣刀、三用游标卡尺机工X62卧式铣床专用夹具、端面铣刀、三用游标卡尺机工Z525型立式钻专用夹具、麻花钻、硬质床合金锥柄绞、内径千分尺机工X51立式铣床专用夹具、端面铣刀、三用游标卡尺机工Z525型立式钻专用夹具、麻花钻、内径床千分尺机工Z525型立式钻专用夹具、硬质合金锥柄床绞、丝锥、内径千分尺机工Z525型立式钻专用夹具、麻花钻、丝锥、床内径千分尺机工Z525型立式钻专用夹具、麻花钻、硬质床。
合金锥柄绞、内径千分尺;..10刮底面刮底面到尺寸及表面粗拙度。
机工平底锪刀11去毛刺去除所有毛刺钳工台虎钳锉刀12检查终检标准化设计〔日期〕审查〔日期〕会签〔日期〕〔日期〕改正签日标处改正文件签日标志处数文件字期记数号字期号;.机械加工工序卡片.机械加工工序卡片产品型号产品名称零〔零件〕图号拨叉零〔零件〕名称车间工序号机工02毛坯毛坯外形种类尺寸共拨叉2第1页页工序名资料牌号粗铣面QT200每毛坯可制每台件数件数铸件256*60*62.511设施设施型号名称卧式X62卧式铣铣床床夹具编号工位用具编号设施编号同时加工夹具名称切削液专用夹具乳化液工位用具工序工时/s单名称准终件工步号工步内容工艺设施1粗铣60端面硬质合金镶齿套式端面铣刀2粗铣φ20端面硬质合金镶齿套式端面铣刀3粗铣φ20端面硬质合金镶齿套式端面铣刀切削主轴转速速度进给量/r﹒s-1/mm﹒r-1/m﹒s-1走刀进工步工时/s给长度次灵活协助/mm数60111;..标志处数改正文件署名日期标志处数改正文件号署名日号期;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片产品名称拨叉零〔零件〕名称拨叉共1 第1页页车间 工序号工序名 资料牌号机工 03精铣面 QT200毛坯 毛坯外形尺寸每毛坯可 每台件数种类 制件数铸件11设施 设施型号设施编号同时加工名称卧式 X62卧式铣床铣床夹具编号夹具名称 切削液专用夹具 乳化液工位用具编号工位用具名工序工时/s称准终单件主轴转切削走刀 进 工步工时/s速度 进给量给工步号工步内容工艺设施速/r ﹒-1长度/m ﹒/mm ﹒r 次 灵活 协助s-1/mms -1数 1精铣60端面硬质合金镶齿套式端面铣601刀2精铣φ20 端面硬质合金镶齿套式端面铣201刀3精铣φ20 端面硬质合金镶齿套式端面铣201刀标志处数改正文件日期标志处数改正文件号日署名署名号期;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片拨叉拨叉产品名称零〔零件〕名称车间工序号工序名机工04钻、绞孔毛坯种毛坯外形尺寸每毛坯可类制件数铸件1设施名设施型号设施编号称卧式铣Z525型立式钻床床夹具编号夹具名称专用夹具工位用具编号工位用具名称共1第1页页资料牌号QT200每台件数1同时加工切削液乳化液工序工时/s准终单件主轴转切削速进给量走刀进给工步工时/s工步号工步内容工艺设施速/r﹒度-1长度/mm﹒r次数灵活协助s-1/m﹒s-1/mm1钻φ的孔麻花钻、内径千分尺12绞至φ20的基准孔硬质合金锥柄绞、内径千分尺201标志改正文件署名日期标志处数改正文件号日处数署名号期;.工步号123标志.机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片产品名称拨叉零〔零件〕名称拨叉共1第1页页车间工序号工序名资料牌号机工05铣面钻QT200绞孔毛坯每毛坯毛坯外形尺寸可制件每台件数种类数铸件11设施设施型号设施编同时加工名称号卧式X52K立式铣床铣床夹具编号夹具名称切削液专用夹具乳化液工位用具编号工位用具名工序工时/s称准终单件主轴转切削走刀进工步工时/s速度进给量给工步内容工艺设施速/r﹒-1长度/m﹒/mm﹒r次灵活协助s-1/mms-1数粗铣、半精铣尺寸长度尺寸104的两头面抵达所需尺硬质合金镶齿套式端面铣2寸刀用相同的方法粗铣内侧表面抵达尺寸84硬质合金镶齿套式端面铣82刀铣U型槽硬质合金镶齿套式端面铣141刀处数改正文署名日期标志处数改正文件号署名日件号期;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片产品名称拨叉零〔零件〕名称拨叉共1 第1页页车间 工序号工序名资料牌号机工 06钻孔 QT200毛坯 毛坯外形尺寸每毛坯可 每台件数种类 制件数铸件11设施 设施型号设施编号同时加工名称卧式 Z525型立式钻铣床床夹具编号夹具名称 切削液专用夹具乳化液工序工时/s工位用具编号工位用具名称准终单件127 256主轴转切削走刀工步工时/s速度 进给量 进给工步号工步内容工艺设施速/r ﹒长度辅 /m ﹒/mm ﹒r -1次数 灵活s-1/mm 助s -11钻φ 的通孔 麻花钻、内径千分尺1 122 钻φ的通孔麻花钻、内径千分尺25 1 73绞至φ10的孔硬质合金锥柄绞、内径千分尺2516标志处数 改正文件署名日期标志处数改正文件号署名日号期;.机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片拨叉拨叉产品名称零〔零件〕名称5车间工序号工序名机工07绞孔、攻螺纹毛坯种毛坯外形尺寸每毛坯可类制件数铸件1设施名设施型号设施编号称卧式铣Z525型立式钻床床夹具编号夹具名称专用夹具工位用具名工位用具编号称.共1第1页页资料牌号QT200每台件数1同时加工切削液乳化液工序工时/s准终单件7.2108.6主轴转切削速走刀进工步工时/s进给量给工步号工步内容工艺设施速/r﹒度-1长度/mm﹒r次灵活协助s-1/m﹒s-1/mm数1绞φ的孔至尺寸要求硬质合金锥柄绞、内径千分1尺2攻M12的螺纹丝锥、内径千分尺1标志处数改正文件日期标志处数改正文件号署名日署名期号;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片共1第产品名称拨叉零〔零件〕名称拨叉1页页车间工序号工序名资料牌号机工08钻孔、攻螺纹QT200毛坯种毛坯外形尺寸每毛坯可制每台件数类件数铸件11设施名设施型号设施编号同时加工称卧式铣X62床夹具编号夹具名称切削液专用夹具乳化液工序工时工位用具编号工位用具名称/s单准终件3.56主轴转切削速走刀工步工时进给量进给次/s工步号工步内容工艺设施速/r﹒度-1长度/mm﹒r数辅s-1/m﹒s-1/mm灵活助1以φ10的孔为基准钻φ的孔麻花钻、内径千分尺412攻M6的螺纹丝锥、内径千分尺41标志改正文件署名日期标志处数改正文件号日处数署名号期;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片产品名称拨叉零〔零件〕名称拨叉共1第1页页车间工序号工序名资料牌号机工09钻、绞孔QT200毛坯毛坯外形尺寸每毛坯可制每台件数种类件数铸件11设施设施型号设施编号同时加工名称卧式Z525型立式钻铣床床。
机器人零件工艺卡片

机器人零件工序卡片零件名称零件模型工序号工序内容数量顶盖板1用手锯裁下112*62.5mm旳矩形毛胚,挖去多出部分,轮廓余量1mm12钻φ11mm通孔,距中心25mm对称做20*15mm矩形孔3折弯4倒角打磨修光,清除余量,表面喷漆。
脚面板1手锯裁下57*37mm旳矩形毛胚,,轮廓余量1mm 42倒角打磨修光,清除余量,3折弯4表面喷漆关节件1手锯裁下125*26mm旳矩形毛胚,,轮廓余量1mm142钻孔,折弯3倒角打磨修光,清除余量,表面喷漆加强板 1 手锯裁下61.5*16mm旳矩形毛胚,,轮廓余量1mm22折弯3倒角打磨修光,清除余量,表面喷漆2 脚底板 1 用手锯裁下122*102mm旳矩形毛胚,挖去多出部分,轮廓余量1mm2倒角打磨修光,清除余量,3折弯4表面喷漆2 胸板用手锯裁下110*110mm旳矩形毛胚,,轮廓余量1mm挖去4个40*8mm旳矩形通孔倒角打磨修光,清除余量,表面喷漆4 腿 1 用手锯裁下91*49mm旳矩形毛胚,清除多出部分,轮廓余量1mm2台钻钻两个φ10mm通孔3倒角打磨修光,清除余量,表面喷漆2 外盖板 1 用手锯裁下48*61.5mm旳矩形毛胚,,轮廓余量1mm2 折弯3倒角打磨修光,清除余量,表面喷漆2 膝盖 1 用手锯裁下110*110mm旳矩形毛胚,尺寸余量1mm2挫出边缘轮廓,3 折弯4倒角打磨修光,清除余量,表面喷漆2 手 1 用手锯裁下63*63mm旳矩形毛胚,尺寸余量1mm2挫出边缘轮廓,倒圆角3 折弯4打磨修光,清除余量,表面喷漆舵机转接件1用手锯裁下97*65mm旳矩形毛胚, 62 打孔,挫出外轮廓并倒角3 折弯4打磨修光,清除余量,表面喷漆。
(完整版)机械加工工艺过程卡与工序卡
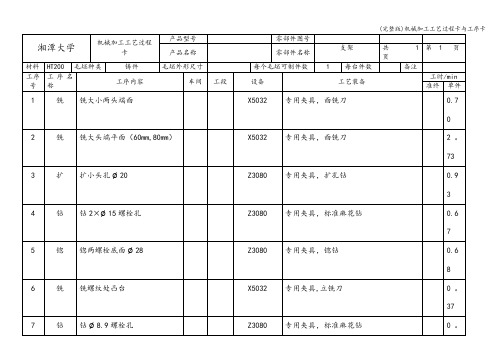
湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共 14页第 1页车间工序号工序名称材料牌号1粗铣端面HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数立式铣床X50321夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件0。
70工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时/min机动辅助1粗铣小头端端面A1Ø50mm硬质合金面铣刀,专用夹具37558。
90。
15310.30。
382翻转夹具,粗铣小头端端面A237558。
90.15310。
30。
38(完整版)机械加工工艺过程卡与工序卡设计(日期)审核(日期)标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共 14页第 2页车间工序号工序名称材料牌号2铣大头端端面HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数立式铣床X50321夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件2。
73工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时/min机动辅助1粗铣大头端端面A面至6119.00 mm,BØ50mm硬质合金面铣37558。
90。
1572 2.20。
38面至8122.0mm刀,专用夹具设计(日期)审核(日期)标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共 14 页第 3页车间工序号工序名称材料牌号3扩小头孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数钻床Z30801夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件0.93工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时/min机动辅助1粗扩铸造毛坯孔Ø16mm 至Ø1921.00+mmØ19mm 硬质合金扩孔钻,专用夹具 20011。
机械加工工序卡
主轴转速
切削速度
基本工 时
设计者
指导教师
共
10
页
第3 页
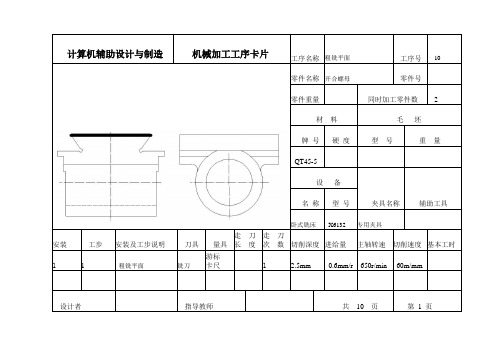
计算机辅助设计与制造
机械加工工序卡片
工序名称 铰孔、攻螺纹 零件名称 开合螺母 零件重量 材 牌 号 QT45-5 设 名 称 备 型 号 夹具名称 料 硬 度 型 号
工序号 零件号 同时加工零件数 毛 坯 重
4
1
量
辅助工具
专用夹具
安装 1 2
共
10
页
第4 页
计算机辅助设计与制造
机械加工工序卡片
工序名称 钻、锪孔 零件名称 开合螺母 零件重量 材 牌 号 QT45-5 设 名 称
台式钻床
工序号 零件号 同时加工零件数
40
2
料 硬 度 型 号
毛
坯 重 量
备 型 号Z512Fra bibliotekA夹具名称
专用夹具
辅助工具
安装 1 1 1 设计者
工步 1 2 3
工序号 35 零件号 同时加工零件数 毛 坯 重 量 2
辅助工具
台式钻床
Z5125A
专用夹具
安装 1
工步 1
安装及工步说明 钻 8 孔
刀具
走 量具 长
游标卡尺
刀 走 度 次
刀 数 切削深度 进给量 6mm 1.2mm/r
主轴转速 160r/min
切削速度 基本工时 45m/mm
8 钻头
设计者
指导教师
切削速度 60m/mim 40m/mim 50m/mim 第3 页
基本工 时
锯片铣刀 游标卡尺 锯片铣刀 游标卡尺 锯片铣刀 游标卡尺
指导教师
计算机辅助设计与制造
(完整版)机械加工工序卡片

机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 1 页车间工序号工序名材料牌号金工 3 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm处外圆及其端面定位,粗车半精车外圆Ø110mm及端面专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 2 页车间工序号工序名材料牌号金工 4 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以加工过的Ø110mm外圆及其端面定位,粗车另一端面,粗车外圆Ø55mm,倒角专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 3 页车间工序号工序名材料牌号金工 5 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以加工过的Ø55mm外圆及其端面定位,粗镗Ø35mm内孔专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 4 页车间工序号工序名材料牌号金工 6 镗HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm外圆及其端面定位,精镗Ø35mm内孔专用夹具,镗刀,游标卡尺350 35.6 1 5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 5 页车间工序号工序名材料牌号金工7 铣HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数铣床X52K 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm外圆及端面定位,粗铣、半精铣键槽专用夹具,插刀,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 6 页车间工序号工序名材料牌号金工8 钻HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数钻床Z525 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø30mm孔端面定位,一共要加工4个Ø11mm孔专用夹具,钻头,游标卡尺285 19.9 1 1.5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第7 页车间工序号工序名材料牌号金工9 钻孔攻丝HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数钻床Z525 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 钻孔攻丝M8专用夹具,钻头,丝锥,游标卡尺285 19.9 1 1.5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工艺过程卡片及工序卡
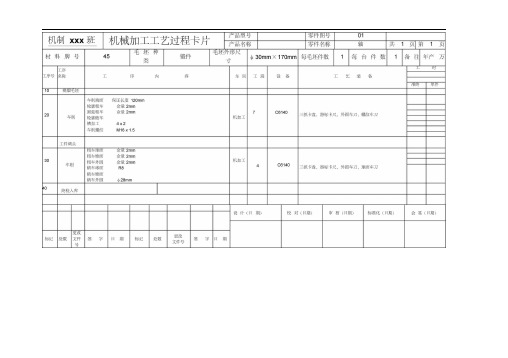
机制XXX班机械加工工序卡片 1产品名称零件名称2页第1页车间工序号工序名称材料牌号机加工20 车削2A121832 29 15120X-\-毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件设备名称车床夹具编号© 30x170设备型号CA6140工位器具编号设备编号夹具名称三抓卡盘同时加工件数切削液工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm基本辅助1端面车削端面车刀,游标卡尺320300.2112轮廓车削外圆车刀,游标卡尺320300.223槽加工槽车刀,游标卡尺320302214螺纹车削螺纹车刀,游标卡尺10030 1.512校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期设计(日期)-r 心口、 工步号工步内容 工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时 r/min m/min mm/r mm基本 辅助1 球面车削 球面车刀,游标卡尺 320 300.2 122 锥面车削 外圆车刀,游标卡尺 320 30 0.2 1 23外圆车削外圆车刀,游标卡尺320300.212机制XXX 班机械加工工序卡片产品名称零件名称轴共 2页第 2页车间 工序号 工序名称材料牌号机加工30车削2A12丄 0.01ALA毛坯种类 锻件设备名称 卧式车床毛坯外形尺寸设备型号CA6140每毛坯可制件数1设备编号每台件数1同时加工件数夹具编号夹具名称切削液工位器具编号三抓卡盘工序工时(分) 准终单件「8 ...32 (29)’15 二 22—十——1120 —11厂更改文件号签字日期标记更改文件号签字日期标记处数。
零件加工工艺卡模板

工步号
工步内容
工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/min)
切削深度
(mm)
进给次数
工步工时
机动
辅助
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
××大学××学院零件加工工艺卡
零件号
材料
毛坯
页码
第共
工序
工序内容
车间
设备型号
夹具
刀具
量具
备注
设计
日期
审核
日期
批准
日期
××大学
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称设ຫໍສະໝຸດ 型号设备编号同时加工件数
夹具编号
夹具名称
机械加工工序卡片工艺过程卡片

工位器具名称
工序工时
准终
单件
0
15s
工步号
工步内容
工艺装备
主轴速度r/min
切削速度m/min
进给量mm/r
背吃刀量mm
进给次数
工步工时
机动
辅助
1
粗铣左端面
mmRa6.3um
端铣刀
游标卡尺
104
49.1
0.8
1.5
1
15.6s
2.34s
2
粗铣法兰盘边缘端面
Ra6.3um
端铣刀
游标卡尺
104
18
8
0.02
0.25
1
129.6s
3.24s
2
磨内圆
砂轮
游标卡尺
1500
18
0.8
0.3
1
41.5s
2.34s
3
4
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
描图
描校
底图号
装订号
湖州师范学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
连接座
机械加工工序卡片
底图号
装订号
描校
描图
湖州师范学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
连接座
零部件名称
连接座
共9页
第1页
车间
工序号
工序名
加工工艺卡和工序卡模板

工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
每台件数
锻件
75×22 中心孔 20
1
设备名称
设备型号
设备编号
空气锤
夹具编号
夹具名称
1 同时加工件数
1 切削液
工
步
工步内容
号
1
下料
2
锻造尺寸 75×22mm 中心孔 20mm 的毛坯
刀具
工 艺装备
检测手段
工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
进
工步工时
主轴 切削速 进给
切削深 给
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
产品型号 产品名称
1702504 齿轮
零件图号 零件名称
车间 机加
齿轮
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
机械加工工序卡--模板

机械加工工序卡--模板机械加工工序卡--模板机械加工工序卡片产品名称小伞型齿轮10 工序号 10 工序名称粗车每毛坯可制件数 1 设备编号1 材料牌号毛坯种类锻件设备名称车床夹具编号每台件数 1 同时加工件数 160 10设备型号 CA6140 夹具名称三爪卡盘工序工时 (分) 准终单件工步号 1 2工粗车小端端面打孔主轴转速 r/min 500切削速度 m/min 15.7进给量 mm/r 0.4切削深度 mm 5.4工步工时机动辅助车刀、游标卡尺设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称零件图号零件名称共10 页第 2 页材料牌号工序名称粗车每毛坯可制件数 1 设备编号毛坯种类锻件设备名称车床夹具编号每台件数 1 同时加工件数 160 10设备型号 CA6140 夹具名称工序工时 (分) 准终单件工步号 1 2工粗车大端端面打孔主轴转速 r/min 500切削速度 m/min 15.7进给量 mm/r 0.4切削深度 mm 3.1工步工时机动辅助车刀、游标卡尺设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称零件名称工序号 30 工序名称粗车共 10 页第材料牌号毛坯种类锻件设备名称车床夹具编号每毛坯可制件数 1 设备编号每台件数 1 同时加工件数 160 10设备型号 CA6140 夹具名称工序工时 (分) 准终单件工粗车外圆锥面主轴转速 r/min 800切削速度 m/min 30.14进给量 mm/r 0.3切削深度 mm 1.2工步工时机动辅助设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称小伞型齿轮车间零件图号零件名称工序号 40 工序名称精车每毛坯可制件数 1 设备编号每台件数 1 同时加工件数共 10 页第 4 页材料牌号坯种类锻件设备名称60 10夹具名称切削液工序工时 (分) 准终单件工精车外圆锥面主轴转速 r/min 800切削速度 m/min 30.14进给量 mm/r 0.1切削深度 mm 0.1工步工时机动辅助设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称小伞型齿轮车间零件图号零件名称工序号 50 工序名称共 10 页第 5 页材料牌号每毛坯可制件数 1 设备编号每台件数 1 同时加工件数 1 夹具名称切削液毛坯种类锻件设备名称60 10工序工时 (分) 准终单件工步号 1 2 3主轴转速 r/min 1220 800 800切削速度 m/min 38.31 20.1 25.6进给量 mm/r 0.14 0.4切削深度 mm 0.9 1 0.5进给次数 2 2 1工步工时机动辅助粗车Ø8 外圆粗车Ø6 外圆粗车Ø7.5 外圆设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称小伞型齿轮车间零件图号零件名称工序号 60 工序名称车每毛坯可制件数每台件数共 10 页第 6 页材料牌号毛坯种类锻件设备名称60 10设备型号设备编号同时加工件数夹具名称切削液工序工时 (分) 准终单件工步号 1 2工车退刀槽倒角主轴转速 r/min 800 800切削速度 m/min 25.6 20.1进给量 mm/r切削深度 mm 0.5进给次数 1 1工步工时机动辅助设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称小伞型齿轮车间零件图号零件名称工序号 70 工序名称铣每毛坯可制件数 1 设备编号每台件数 1 同时加工件数 1 夹具名称切削液共 10 页第 7 页材料牌号毛坯种类锻件设备名称60 10ZBT8216工序工时 (分) 准终单件主轴转速 r/min切削速度 m/min 26.94进给量 mm/r切削深度 mm 1.7工步工时机动辅助设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称零件图号零件名称工序号 80 工序名称铣每毛坯可制件数 1 设备编号每台件数 1 同时加工件数 1 夹具名称切削液共 10 页第 8 页材料牌号毛坯种类锻件设备名称60 10铣床夹具编号ZBT8216工序工时 (分) 准终单件主轴转速 r/min切削速度 m/min进给量 mm/r切削深度 mm工步工时机动辅助设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称小伞型齿轮车间零件图号零件名称工序号 90 工序名称共 10 页第 9 页材料牌号每毛坯可制件数每台件数毛坯种类锻件设备名称60 10夹具编号夹具名称工序工时 (分) 准终单件主轴转速 r/min切削速度 m/min进给量 mm/r切削深度 mm 0.1工步工时机动辅助精磨Ø8 外圆和伞齿轮背平面设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称零件图号零件名称工序号 100 工序名称共 10 页第 10 页材料牌号毛坯种类每毛坯可制件数 1每台件数 160 10工序工时 (分) 准终单件主轴转速 r/min切削速度 m/min进给量 mm/r切削深度 mm 0.1工步工时机动辅助精磨Ø6.5 外圆及其端面设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签期标记处数更改文件号签。
工序卡
工 粗车轴的端面 半精车轴的端面
步
内
容
工
艺
装
备
主轴转速 r/min 480 900 480 480 900 480
切削速度 m/min 41 85 21 60 113 21
进给量 mm/r 0.45 0.35
切削深度 mm 2 1.4
夹具名称
量具名称
端面车刀 端面车刀 中心钻 端面车刀 端面车刀 中心钻 4
进给量 mm/r 0.15 0.08 0.15 0.08
切削深度 mm 12.5 12.5 5 8.5
夹具名称
量具名称
按图示要求在 C 轴段粗铣第一、二个平键 按图示要求在 C 轴段半精铣第一、二个平键 按照图示要求在 M 轴段粗铣 b=12、b=10 的平键 按照图示要求在 M 轴段半精铣 b=12、b=10 的平键
工
步
内
容
工
艺
装
备
主轴转速 r/min 1200
切削速度 m/min 151
进给量 mm/r 0.2
切削深度 mm 0.1
夹具名称
量具名称
精车 C、E、G、I、K、M 轴端外圆达到如图所示精度
外圆车刀
顶针、锥堵、 中心架
千分尺
10
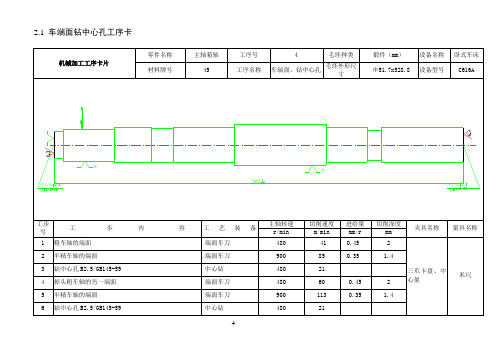
2.8 研磨中心孔工序卡
零件名称 机械加工工序卡片 材料牌号
主轴箱轴 45
锻件(mm) Φ51.7x528.8
设备名称 设备型号
卧式车床 C616A
工步 号 1 2 3 4
工
步
内
容
工
艺
装
备
主轴转速 r/min 480 480 480 480
切削速度 m/min 60 72.3 60 72.3
工序卡(10张)

磨孔底面∅60 游标卡尺、砂轮 G36YA6N 20X6X8
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
湖北工业大学
机械加工工序卡片
产品型号 产品名称
零件图号 零件名称
填料箱压盖
工序名称 镗
共
10 页 第 9 页
材 料 牌 号 HT200 每 台 件 数 1 同时加工件数 1
工步工时 机动 辅助 1.41m 1.22m 1.56m
钻孔 Ø 25mm 扩孔 Ø 25mm 铰孔 Ø 25mm 游标卡尺、钻头
78 58
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
湖北工业大学
机械加工工序卡片
产品型号 产品名称
零件图号 零件名称
填料箱压盖
工序名称 钻
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
湖北工业大学
机械加工工序卡片
产品型号 产品名称
零件图号 零件名称
填料箱压盖
工序名称 磨
共
10 页 第 8 页
材 料 牌 号 HT200 每 台 件 数 1 同时加工件数 1
车间 金工 毛 坯 种 类 锻件 设备名称 内圆磨床 夹具编号
产品型号 产品名称
零件图号 零件名称
填料箱压盖
工序名称 钻
共
10 页 第 3 页
材 料 牌 号 HT200 每 台 件 数 1 同时加工件数 1
车间 金工 毛 坯 种 类 锻件 设备名称 转塔机床 夹具编号
工序号 工序 3 毛坯外形尺寸 φ 160X143 设备型号 转塔机床 C365L
模具零件加工工序卡片大全

机械加工工序卡片产品型号零(部)件图号SLPG-01共19页产品名称塑料瓶盖模具零(部)件名称定模板第1页施工车间工序号工序名称金一10铣平面材料牌号同时加工件数冷却液45钢 1毛坯种类毛坯外形尺寸锻件320×255×65设备名称设备型号设备编号平面铣床X62W每毛坯件数每台件数工序工时11准终单件夹具编号夹具名称通用夹具安装工步内容工艺装备主轴转速(转//分)切削速度(米//分)进给量(毫米//齿)吃刀深度(毫米)走刀次数工时定额刃具量具辅具机动(min)辅助1粗铣后表面盘铣刀Φ400mm游标卡尺921160.18 2 1 2.6描图描校底图号装订号编制(日期)审核(日期)会签(日期)标准化(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号 SLPG-01共19页产品名称塑料瓶盖模具零(部)件名称定模板第2页施工车间工序号工序名称金一20铣平面材料牌号同时加工件数冷却液45钢 1毛坯种类毛坯外形尺寸锻件320×255×65设备名称设备型号设备编号平面铣床X62W每毛坯件数每台件数工序工时11准终单件夹具编号夹具名称通用夹具安装工步内容工艺装备主轴转速(转//分)切削速度(米//分)进给量(毫米//齿)吃刀深度(毫米)走刀次数工时定额刃具量具辅具机动(min)辅助1粗铣前表面盘铣刀Φ400mm游标卡尺921160.182 1 2.6 2粗铣四周侧面盘铣刀Φ100mm491154 0.18210.9 描图描校底图号装订号编制(日期)审核(日期)会签(日期)标准化(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号 SLPG-01共19页产品名称塑料瓶盖模具零(部)件名称定模板第3页施工车间工序号工序名称金一30铣平面材料牌号同时加工件数冷却液451毛坯种类毛坯外形尺寸锻件320×255×65车间工序号工序名称材料牌号金一40钻孔45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数普通钻床夹具编号夹具名称冷却液台虎钳工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/转吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1钻6×Ф20的通孔Ф20钻头0~300/0.021432450.34.910.35描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号 SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第5页车间工序号工序名称材料牌号金一50钻孔45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数普通钻床夹具编号夹具名称冷却液台虎钳工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1钻两侧2×Ф10孔Ф10钻头0~300/0.021432450.3 4.910.35描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号 SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第6页车间工序号工序名称材料牌号金一60扩孔45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数普通钻床夹具编号夹具名称冷却液台虎钳工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1钻4×Ф28的通孔Ф28钻头游标卡尺1432450.31010.24描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号 SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第7页车间工序号工序名称材料牌号金一70扩孔45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1扩4×Ф20孔的端部至4×Ф28深25Φ28扩孔刀游标卡尺573.25360.121010.24描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号SLPG-01 共19页产品名称塑料瓶盖模具零件名称定模板第8页车间工序号工序名称材料牌号机械加工工序卡片产品型号零件图号 SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第 9 页车间工序号工序名称材料牌号金一90攻丝45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×65设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1攻Ф32.8孔至20mm深Ф32丝锥游标卡尺95.525 1.53810.61描校底图号描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第12页车间工序号工序名称材料牌号金一120特种加工45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1电脉冲加工型腔精密尺寸千分尺描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号 SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第13页车间工序号工序名称材料牌号金一130磨45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1产品名称塑料瓶盖模具零件名称定模板第 14 页车间工序号工序名称材料牌号金一140磨45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×65设备名称设备型号设备编号同时加工件数夹具编号夹具名称冷却液工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1磨型腔面砂轮千分尺描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第10页车间工序号工序名称材料牌号金一100珩磨45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数磨床夹具编号夹具名称冷却液工步号工步内容刀具名称及编号量具名称及编号辅具名称及编号主轴转速转/分切削速度米/分走刀量毫米/齿吃刀深度毫米走刀次数单件工时定额机动(min)辅助描图1镗45×45孔镗刀0~300/0.0295.525 1.53810.61描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第15页车间工序号工序名称材料牌号金一150珩磨45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数磨床夹具编号夹具名称冷却液工步工步内容刀具名称及量具名称及辅具名称及主轴转速切削速度走刀量吃刀深度走刀单件工时定额机动辅助描图号编号编号编号转/分米/分毫米/齿毫米次数(min)1磨浇口套的孔砂轮0~300/0. 02描校底图号装订号编制(日期)校对(日期)会签(日期)标准化(日期)审核(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期机械加工工序卡片产品型号零件图号SLPG-01共19页产品名称塑料瓶盖模具零件名称定模板第16页车间工序号工序名称材料牌号金一160珩磨45毛坯种类毛坯外形尺寸每毛坯件数每台件数锻件320×255×651 1设备名称设备型号设备编号同时加工件数磨床夹具编号夹具名称冷却液。
轴类零件工艺设计工序卡片

76
2
15
0.0111
1
13
4
精磨φ30外圆面
平形砂轮
40
2
15
0.0111
1
5.4
5
精磨φ37外圆面
平形砂轮
90
4
15
0.0111
1
14.7
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
04-02-01-17
产品名称
零件名称
二代变右半轴
共7页
第6页
车间
工序号
工序名称
材料牌号
车床
5
铣键槽
毛坯种类
通用夹具
68.5
6
铣键槽
在φ35、φ37、φ40外圆柱面上铣键槽
机加工
铣床加工
X53T
专用夹具
41
7
检验
去毛刺,检验
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
04-02-01-17
产品名称
零件名称
二代右半轴
共7页
第2页
车间间
工序号
工序名称
材料牌号
车床
1
车端面
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
1
21
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
04-02-01-17
产品名称
零件名称
二代变右半轴
共7页
第5页
车间
工序号
工序名称
材料牌号
车床
5
精磨加工
毛坯种类
毛坯外型尺寸
机械加工工序卡--模板

机械加工工序卡--模板----419dfce8-7160-11ec-90c9-7cb59b590d7d机械加工工序卡片产品名称:锥齿轮10工序号10工序名称粗车每毛坯可制件数1设备编号1.材料品牌毛坯种类锻件设备名称车床夹具编号每台机器的件数1同时加工的件数16010设备型号CA6140夹具名称三爪卡盘工序工时(分)准终单件工作步骤12工粗车小端端面打孔主轴转速r/min500切削速度m/min15.7进给速度mm/R0 4切削深度mm5.4Step工时移动辅助车刀、游标卡尺设计编号(日期)标记更改文件编号签名日期标记编号更改文件编号签名日期校对(日期)审核(日期)标准化(日期)会签(日期)加工工艺卡产品型号产品名称零件图号零件名称10页第2页材料等级工序名称粗车每毛坯可制件数1设备编号毛坯锻造设备名称车床夹具编号每台件数1同时加工件数16010设备型号ca6140夹具名称操作工时(分钟)准最终件工步号12粗轧机大端面钻孔主轴转速r/min500切割速度M/min 7进给量mm/r0.4切割深度mm3 1工步工时机动辅助游标卡尺车刀设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期审核人(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称零件名称工序号30工序名称粗车第页,共10页材料牌号毛坯锻造设备名称车床夹具编号每毛坯可制件数1设备编号每台机器的件数1同时加工的件数16010设备型号CA6140夹具名称工序工时(分)准终单件粗车削圆柱锥面主轴转速r/min800切割速度M/min 14进给量mm/r0.3切割深度MM1 2工步工时机动辅助设计编号(日期)标记更改文件编号签名日期标记编号更改文件编号签名日期校对(日期)审核(日期)标准化(日期)会签(日期)加工工艺卡产品型号产品名称锥齿轮车间零件图号零件名称工序号40工序名称精车每毛坯可制件数1设备编号每台件数1同时加工件数共10页第4页材料等级坯种类锻件设备名称6010夹具名称切削液操作工时(分钟)准最终件工精车外圆锥面主轴转速r/min800切削速度m/min30.14进给速度mm/R0 1切削深度mm0.1Step工时移动辅助设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期审核人(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称小伞型齿轮车间零件图编号零件名称操作编号50操作名称第5页,共10页材料牌号每件毛坯的工件数量1台设备数量1每套工件数量1同时加工的工件数量1夹具名称切削液毛坯种类锻件设备名称6010工序工时(分)准终单件工作步骤123主轴转速r/min1220800800切割速度M/min38 3120.125.6进给量mm/r0.140.4切割深度mm0玖佰壹拾点五进给次数221Step工时移动辅助粗车ø8外圆粗车ø6外圆粗车ø7.5外圆设计编号(日期)标记更改文件编号签名日期标记编号更改文件编号签名日期校对(日期)审核(日期)标准化(日期)会签(日期)加工工艺卡产品型号产品名称锥齿轮车间零件图号零件名称工序号60工序名称车每毛坯可制件数每台件数共10页第6页材料等级毛坯种类锻件设备名称6010设备型号设备编号同时加工件数夹具名称切削液工序工时(分)准终单件工作步骤12工车退刀槽倒角主轴转速r/min800800切削速度m/min25.620.1进给速度mm/R切削深度mm0.5喂食次数11工步工时机动辅助设计编号(日期)标记更改文件编号签名日期标记编号更改文件编号签名日期校对(日期)审核(日期)标准化(日期)会签(日期)加工工艺卡产品型号产品名称锥齿轮车间零件图号零件名称工序号70工序名称铣每毛坯可制件数1设备编号每台件数1同时加工件数1夹具名称切削液共10页第7页材料等级毛坯种类锻件设备名称6010zbt8216操作工时(分钟)准最终件主轴转速r/min切割速度M/min26九十四进给量mm/r切割深度MM1 7工步工时机动辅助设计编号(日期)标记更改文件编号签名日期标记编号更改文件编号签名日期校对(日期)审核(日期)标准化(日期)会签(日期)加工工艺卡产品型号产品名称零件图号零件名称工艺号80工艺名称每件坯料铣削工件数每套设备工件数1同时加工工件数1夹具名称切削液第8页,共10页材料牌号空白类型锻件设备名称6010铣床夹具编号zbt8216工序工时(分)准终单件主轴转速r/min切削速度m/min进给速度mm/R切削深度mmStep工时移动辅助设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期审核人(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称小伞型齿轮车间零件图号零件名称操作编号90操作名称第9页,共10页材料牌号每个毛坯的工件数量毛坯种类锻件设备名称6010夹具编号夹具名称操作工时(分钟)准最终件主轴转速r/min切割速度M/min进给量mm/r切割深度mm0 1工步工时机动辅助精磨ø8外圆和伞齿轮后平面设计(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期审核人(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号产品名称零件图号零件名称工序号100工序名称共10页第10页材料牌号空白类型每毛坯可制件数1每套的件数16010操作工时(分钟)准最终件主轴转速r/min切割速度M/min进给量mm/r切割深度mm0 1工步工时机动辅助精磨ø6.5外圆及其端面设计(日期)审核人(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签期间标记数更改文件编号。