台车PLC控制系统毕业设计
plc程序设计 台车控制系统功能的实现
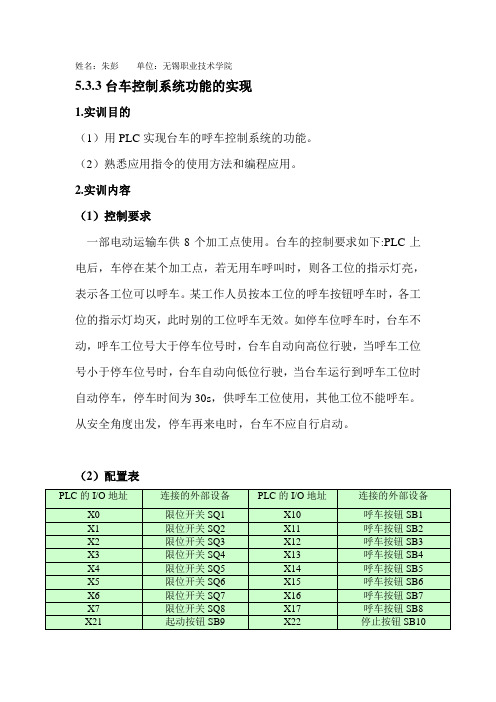
姓名:朱彭单位:无锡职业技术学院5.3.3台车控制系统功能的实现1.实训目的(1)用PLC实现台车的呼车控制系统的功能。
(2)熟悉应用指令的使用方法和编程应用。
2.实训内容(1)控制要求一部电动运输车供8个加工点使用。
台车的控制要求如下:PLC上电后,车停在某个加工点,若无用车呼叫时,则各工位的指示灯亮,表示各工位可以呼车。
某工作人员按本工位的呼车按钮呼车时,各工位的指示灯均灭,此时别的工位呼车无效。
如停车位呼车时,台车不动,呼车工位号大于停车位号时,台车自动向高位行驶,当呼车工位号小于停车位号时,台车自动向低位行驶,当台车运行到呼车工位时自动停车,停车时间为30s,供呼车工位使用,其他工位不能呼车。
从安全角度出发,停车再来电时,台车不应自行启动。
(2)配置表3.实训分析(1)梯形图③梯形图分析与总结PLC开始运行,闭合起动按钮X21,首先此设计分为两种情况,一种是电机正转情况,一种是电机反转情况。
电机正转情况中X0~X7表示各个加工点的限位开关,并且其并联,意思是小车可能在8个加工点的任意位置,在哪个加工点那么此加工点的限位开关闭合,只要X17加工点的呼叫按钮按下后,辅助继电器得电,M1自锁,正转电机运行,指示灯熄灭,并且电动机制动系统Y0断开,小车运行,等到小车运行到SQ8限位开关时,此开关常闭触点断开,电机停止运行,并且制动系统Y0闭合,M50自锁,定时器开始计时30s,等待工人使用,30s后M50常闭触点闭合,指示灯亮,其他工位可以呼车。
串入M2~M7常闭触点是为了在X17工位呼车过程中使其他工位无法呼车。
等X17工位各种情况完成后,X16工位原理与其基本一致,一直到X11,电机正转情况结束。
电机反转与正转原理一致,以此类推。
作者QQ:2528647412。
自动工作台,自动送料车PLC控制课程设计
河南工业职业技术学院毕业设计(论文)题目:自动送料车控制年级专业:电气自动化学生姓名:SB戚晓江学号:01指导老师:冯硕课题2 自动送料车控制一、控制要求1、初始状态:红灯L1灭,绿灯L2亮,表示允许汽车开进装料,料斗出料口阀门K2关闭,电动机M1、M2、M3皆为OFF。
按下启动按钮SB1,表示能够进入装车控制。
2、装车控制:(1)进料:如料斗中料不满(S1为OFF),5S后进料阀K1开启进料;当料满(S1为ON)时,终止进料。
(2)装车:当汽车开到装车位置时,检测开关S2接通(S2为ON),红灯L1亮,绿灯L2灭,同时启动电动机M3,2S后启动电动机M2,再经2S 后启动电动机M1。
再经2S后打开料斗(K2为ON)出料。
当汽车装满后,开关S2断开(S2为OFF),料斗出料阀门K2关闭,2S 后M1停止,M2在M1停止2S后停止,M3在M2停止2S后停止,同时绿灯L2亮,红灯L1灭,表示汽车可以开走。
3、停机控制:当按下停止按钮SB2时,整个系统终止运行。
图:自动送料车系统二、I/O 分配与接线图自动送料车控制I/O 分配表I/O 接线图进料电磁阀K1出料电磁阀K2红灯L1绿灯L2电动机M1电动机M2电动机M3目录摘要Abstract第一章绪论 (8)1.1 课题的背景意义 (8)1.2 设计内容及要求 (9)第二章可编程序控制器 (12)2.1可编程序控制器概述 (12)2.2可编程控制器的特点 (12)2.3可编程控制器的应用与发展 (16)第三章可编程控制器的编程语言 (21)3.1 梯形图语言 (21)3.2助记符语言 (24)3.3基本逻辑指令系统 (27)第四章PLC控制送料小车的设计 (31)4.1自动送料小车概述 (31)4.2 控制要求 (31)4.3 PLC选型 (32)4.4 控制程序设计 (35)第五章设计小结 (42)参考文献 (44)摘要:本次设计介绍了FX2N PLC机的性能及其特点,可编程序控制器(programmable controller)简称PLC。
毕业设计(论文)-基于PLC的小车运动控制系统
IVT-REJX-50苏州工业园区职业技术学院毕业项目2011 届2011年5月20日项目类别:毕业论文项目名称:基于PLC 的小车运动控制系统专业名称:电子产品质量检测姓 名 :学 号 :班 级:指导教师:IVT-REJX-51苏州工业园区职业技术学院毕业项目任务书(个人表)系部:电子工程系毕业项目类别:毕业论文毕业项目名:基于PLC的小车运动控制系统校内指导教师:职称:工程师类别:专职校外指导教师:职称:工程师类别:兼职学生:专业:电检班级:1、毕业项目的主要任务及目标任务:结合工作实际,实现基于PLC的小车运动控制系统,完成小车运动控制系统得软硬件设计。
目标:完成一篇5000字以上的论文。
2、毕业项目的主要内容论文的主要内容:用plc控制小车的要求;I/O分配表和工作流程;小车运动系统的控制流程和梯形图;调试过程中的问题及解决方式。
要求:(1).采用学院规定的文档格式(2).论文正文层次分明,行文流畅,易懂(3).不得整段抄袭他人文章或技术资料3、主要参考文献(若不需要参考文献,可注明,但不要空白)[1]范次猛. 可编程控制器原理与应用[M].北京:理工大学出版;[2]张桂香.电气控制与PLC应用[M].北京:化学工业出版社;[3]邓则名,邝穗芳等.电器与可编程序控制器应用技术[M].北京;机械工业出版社;[4]曹辉.可编程序控制器系统原理及应用[M].北京:电子工业出版社;[5]戴冠秀.PLC在运料小车自动控制系统中的应用[J]. 工矿自动化6期,2005年;[6]李仁编.电器控制[M].北京:机械工业出版社;[7]郑凤翼.图解PLC控制系统梯形图和语句表[M]. 北京:人民邮电出版社;[8]廖常初.PLC应用技术问答[M].北京:机械工业出版社;[9]刘柏生. PLC编程实用指南[M]. 北京:机械工业出版社;[10]张万忠. 可编程控制器应用技术[M].北京:化学工业出版社;[11]赵华军. PLC 在生产线送料小车控制系统中的应用[J].机电工程技术,第36卷,第三期;[12]郝力文,王子文.车间运输小车的智能控制[J]. 机电工程.2001 年第28 卷增刊;[13]汪晓光,孙晓瑛,王艳丹.可编程控制器原理及应用[M].北京:机械工业出版社.2002.5;[14]张传祥.电气自动控制系统[M].北京:电子工业出版社. 2003;[15]王国庆.现在PLC的发展及其在先进制造技术中的应用[J].机电工程.1997年,第四期;[16]求是科技. PLC应用开发技术与工程实践[M]. 北京:人民邮电出版社. 2005年。
基于PLC的立体车库控制系统设计毕业设计

基于PLC的立体车库控制系统设计毕业设计随着科技的发展和城市化进程的加快,立体车库作为一种能够有效解决城市空间不足和车辆停放问题的设施,日益受到人们的。
而基于PLC(可编程逻辑控制器)的立体车库控制系统,能够实现高效、安全、智能的车辆存取,因此具有广泛的应用前景。
本文将探讨基于PLC的立体车库控制系统设计毕业设计的有关问题。
基于PLC的立体车库控制系统主要由PLC、传感器、升降电机、转向电机、编码器等组成。
其中,PLC作为主控制器,负责接收传感器信号,控制电机动作,并监测车库的运行状态。
在立体车库控制系统中,硬件的选型与配置是关键环节。
我们选用具有强大运算和控制能力的PLC作为主控制器,配合高性能的传感器、升降电机、转向电机和编码器,实现车库的智能化控制。
软件设计是立体车库控制系统的核心。
我们采用结构化编程方法,将程序分为输入、输出、中断、定时等模块,实现车辆的自动存取、车位状态监测、故障诊断等功能。
在完成硬件和软件设计后,我们将各部分进行集成,构建出一套完整的立体车库控制系统。
同时,我们编写了用户界面,方便用户进行操作和控制。
为验证立体车库控制系统的性能,我们进行了大量的测试。
测试结果表明,该系统能够准确感知车位状态,控制电机准确升降和转向,实现车辆的高效存取。
同时,系统运行稳定,具有良好的可靠性和安全性。
本文设计的基于PLC的立体车库控制系统实现了高效、安全、智能的车辆存取,解决了城市空间不足和车辆停放问题。
通过测试验证了系统的性能和可靠性。
该设计具有广泛的应用前景,为立体车库的发展提供了新的解决方案。
展望未来,随着科技的不断进步,立体车库将向着更加智能化、自动化的方向发展。
我们将继续研究新的控制策略和技术,提升立体车库的运行效率和服务质量,为城市的发展贡献力量。
随着社会的快速发展和城市汽车的普及,立体车库作为一种有效的停车解决方案,越来越受到人们的。
可编程逻辑控制器(PLC)作为一种自动化控制的核心器件,在立体车库控制系统中发挥着重要的作用。
本科毕业设计论文--基于plc行车控制设计

1前言1.1选题的必要性随着当今工业的发展,我们越来越依赖于流水线作业。
对于像我国这样的“世界工厂”而言那就更应该实现生产的流水线自动化作业。
在我国工业生产中,轻工业的流水线作业地发展是非常迅速的。
但对于重工业而言,却不是如此。
要实现重工业的流水线作业,首先要解决的一个问题,便是工件在生产过程中拖动问题。
对与轻工业而言,我们可以用传送带来完成。
但对于重工业而言,用传送带传送工件,则不太实用。
首先找重工业中所加工的产品,都是一些大型的工件,所以传送带的拖动力达到。
其次,传送带传送大型工件,需要占据较大的地面操作空间。
最后,大型工件在地面移动过程中,对生产工人的安全,也构成了一定的威胁。
鉴于此,我们在生产车间中,广泛采用行车起吊装置,即节省了地面操作空间,有提高了安全性。
但是,我们现在的许多起吊行车都是有人工控制。
这仍然达不到自动化生产的要求。
所以,本课题的研究着重于解决这一个问题,并将对现有行车的改造作为重点。
以求向自动化的生产迈进一步。
从而提高生产率、提高生产效益、改善生产环镜等。
1.2选题的依据本课题的选择来源于生产。
我之所以选择本课题的原因有四点:第一点,我曾于2009年暑假期间,在自贡川润股份有限责任公司实习过起重工这个职业。
所以我对起重行车的一些控制过程比较熟悉,同时发现现在人工控制的行车也确实存在着许多缺陷,特别是越来越不能满足当今自动化生产作业的要求。
第二点是,我对于自己本专业的学习。
其中很重要的一门专业课便是《电气控制与PLC的应用》,它为我在控制系统的选择与设计方面奠定了坚实的基础。
在诸多的专业课程中还有《电子电工基础》、《传感器原理及应用》、《维修电工实训》《CAD制图》等课程,都为我在线路设计、控制柜设计、行程开关的选择以及图纸的制作上奠定里基础。
第三点,是有王赛老师的鼎力支持。
对我所欠缺的许多东西(思维方式、论文格式等),他都给予了极大的支持。
第四点,学院图书馆的藏书,它为我的设计提供了极大的资料查阅支持。
电子信息工程论文 基于FX2NPLC的台车呼车控制设计

中国网络大学CHINESE NETWORK UNIVERSITY 毕业设计(论文) 基于FX2NPLC的台车呼车控制设计院系名称:百度网络学院专业:百度学生姓名:百度学号:123456789指导老师:百度中国网络大学教务处制2019年3月1日毕业设计(论文)任务书专业电气自动化班级电气121 姓名一、课题名称:基于FX2NPLC的台车呼车控制设计二、主要技术指标(或基本要求):1.允许的温度范围-10℃~40℃;2.允许的过负荷能力150FS% ;3.允许的湿度不能大于90% ;4.反应的时间0.2S,反应的速度0.5m/s;5.允许的输入电压:AC200~220 V ;三、主要工作内容:1.确定台车呼车控制系统的总体设计方案;2.设计台车呼车控制系统工作流程示意图;3.确定台车呼车控制系统PLC的型号规格;4.确定 I/O元件,列出 I/O元件分配表;5.设计台车呼车控制系统的 I/O接线图和梯形图;四、主要参考文献:1.韩安荣.通用变频器及其应用[M].机械工业出版社,2000.2.孔凡才.自动控制原理与系统[M].机械工业出版社,1999.3.陶永华等.新型PID控制及其应用[M].机械工业出版社,1998.4.三菱公司.FX2N编程手册.19985.孙德伟,李伟. PLC操作实训[M].北京:机械工业出版社,2007.学生(签名)年月日指导教师(签名)年月日教研室主任(签名)年月日系主任(签名)年月日毕业设计(论文)开题报告设计(论文)题目基于FX2NPLC的台车呼车控制设计一、选题的背景和意义:在现代化工业生产中,为了提高劳动生产率,降低成本,减轻工人的劳动负担,要求整个工艺生产过程全盘自动化,这就离不开控制系统。
随着现代工业设备的自动化越来越多的工厂设备采用PLC,人机界面自动化等来控制,随着自动化程度越来越高。
电气控制技术将随着科学技术的不断发展,生产工艺不断提出新的要求而得到迅速发展的。
台车PLC控制系统毕业设计

目录引言 (3)可编程控制器概述 (5)PCL的基本结构和工作原理 (6)一、工艺过程 (8)二、系统控制方案 (9)三、PLC系统选择 (9)四、I/O地址分配 (9)五、程序设计 (11)感谢信 (12)小结 (13)参考文献 (14)电动运输车呼车PLC控制系统设计况月荣摘要:随着经济的发展,台车呼车控制系统在医药、冶金、建材、饲料加工等行业被广泛地用于物料的自动配置。
实现物料的自动配置控制,不仅节省了人力和物力,而且也提高了产品的质量,提高了生产率,同时也可以实现现代化科学管理。
本设计介绍的是基于可编程控制器西门子S7-200的台车呼车控制系统的设计与实现,能够指示台车的停车位和呼车使能、是否可以呼车及台车是否到位、能够实现电机正转、电机反转、可以紧急停车等功能。
本文阐述了可编程控制器西门子S7-200的功能特点以及操作。
提出了系统的总体设计方案。
本系统具有价格低廉、高可靠性、高性能和智能化的特点。
通过该系统的成功研制和应用,生产效率将大幅提高,工人的劳动强度将大幅度降低,控制精度也将进一步提高。
With economic development, the control system of car call in medicine, metallurgy, building materials, feed processing industries are widely used in the automatic configuration of materials. Automatic configuration to achieve control of materials, not only saves manpower and material resources, but also improved product quality, increase productivity, but also can achieve modernization and scientific management.Papers presented is based on Siemens S7-200 programmable controller of the car call control system for vehicle design and implementation, to indicate car parking spaces and car call enabled, can call cars and car is in place, can be achieved the motor is transferred, the motor reversal, can be an emergency stop and other functions.In this paper, Siemens S7-200 programmable controller's features and operation. Proposed overall system design.The system has a low cost, high reliability, high performance and intelligent features. Success of the system through the development and application of productivity will increase dramatically, the labor intensity will be greatly reduced, the control accuracy will be further enhanced.关键词:可编程控制器;呼车;西门子S7-200引言PLC技术代表了当今电气程序控制的世界先进水平。
基于PLC的车辆出入库毕业设计
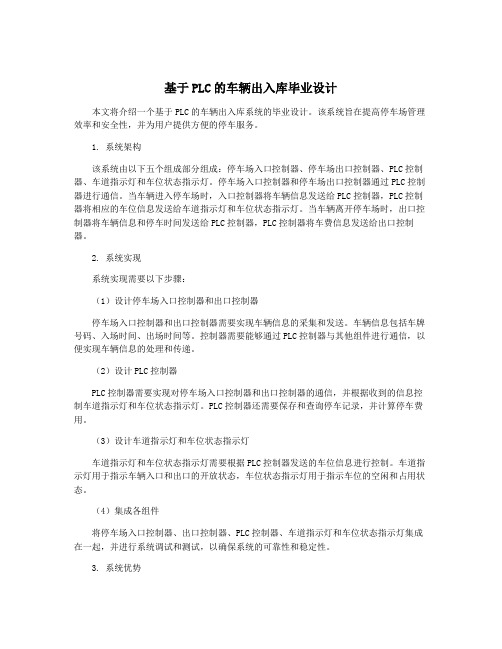
基于PLC的车辆出入库毕业设计本文将介绍一个基于PLC的车辆出入库系统的毕业设计。
该系统旨在提高停车场管理效率和安全性,并为用户提供方便的停车服务。
1. 系统架构该系统由以下五个组成部分组成:停车场入口控制器、停车场出口控制器、PLC控制器、车道指示灯和车位状态指示灯。
停车场入口控制器和停车场出口控制器通过PLC控制器进行通信。
当车辆进入停车场时,入口控制器将车辆信息发送给PLC控制器,PLC控制器将相应的车位信息发送给车道指示灯和车位状态指示灯。
当车辆离开停车场时,出口控制器将车辆信息和停车时间发送给PLC控制器,PLC控制器将车费信息发送给出口控制器。
2. 系统实现系统实现需要以下步骤:(1)设计停车场入口控制器和出口控制器停车场入口控制器和出口控制器需要实现车辆信息的采集和发送。
车辆信息包括车牌号码、入场时间、出场时间等。
控制器需要能够通过PLC控制器与其他组件进行通信,以便实现车辆信息的处理和传递。
(2)设计PLC控制器PLC控制器需要实现对停车场入口控制器和出口控制器的通信,并根据收到的信息控制车道指示灯和车位状态指示灯。
PLC控制器还需要保存和查询停车记录,并计算停车费用。
(3)设计车道指示灯和车位状态指示灯车道指示灯和车位状态指示灯需要根据PLC控制器发送的车位信息进行控制。
车道指示灯用于指示车辆入口和出口的开放状态,车位状态指示灯用于指示车位的空闲和占用状态。
(4)集成各组件将停车场入口控制器、出口控制器、PLC控制器、车道指示灯和车位状态指示灯集成在一起,并进行系统调试和测试,以确保系统的可靠性和稳定性。
3. 系统优势基于PLC的车辆出入库系统相比传统的人工管理系统具有以下优势:(1)提高停车场管理效率和安全性:使用PLC控制器和车辆控制器可以实现自动化管理,减少了人工干预,提高了管理效率和安全性。
(2)方便停车:车道指示灯和车位状态指示灯让驾驶员能够快速找到空闲车位,提高了用户体验。
台车控制系统
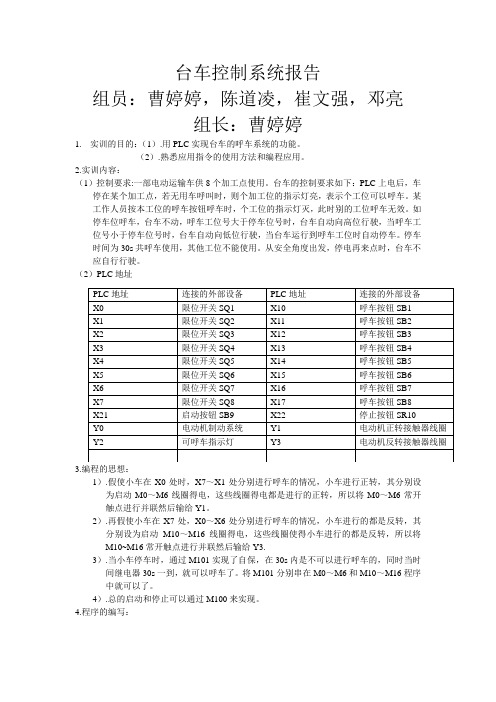
台车控制系统报告组员:曹婷婷,陈道凌,崔文强,邓亮组长:曹婷婷1.实训的目的:(1).用PLC实现台车的呼车系统的功能。
(2).熟悉应用指令的使用方法和编程应用。
2.实训内容:(1)控制要求:一部电动运输车供8个加工点使用。
台车的控制要求如下:PLC上电后,车停在某个加工点,若无用车呼叫时,则个加工位的指示灯亮,表示个工位可以呼车。
某工作人员按本工位的呼车按钮呼车时,个工位的指示灯灭,此时别的工位呼车无效。
如停车位呼车,台车不动,呼车工位号大于停车位号时,台车自动向高位行驶,当呼车工位号小于停车位号时,台车自动向低位行驶,当台车运行到呼车工位时自动停车。
停车时间为30s共呼车使用,其他工位不能使用。
从安全角度出发,停电再来点时,台车不应自行行驶。
(2)PLC地址3.编程的思想:1).假使小车在X0处时,X7~X1处分别进行呼车的情况,小车进行正转,其分别设为启动M0~M6线圈得电,这些线圈得电都是进行的正转,所以将M0~M6常开触点进行并联然后输给Y1。
2).再假使小车在X7处,X0~X6处分别进行呼车的情况,小车进行的都是反转,其分别设为启动M10~M16线圈得电,这些线圈使得小车进行的都是反转,所以将M10~M16常开触点进行并联然后输给Y3.3).当小车停车时,通过M101实现了自保,在30s内是不可以进行呼车的,同时当时间继电器30s一到,就可以呼车了。
将M101分别串在M0~M6和M10~M16程序中就可以了。
4).总的启动和停止可以通过M100来实现。
4.程序的编写:说明:当小车在X0~X6时,X17呼叫小车,则按下启动按钮X17,小车启动进行正转,当到达限位开关X7时,小车停车,开始工作了。
说明:当小车在X0~X5时,X16呼叫小车,则按下按钮X16,小车启动进行正转,当小车到达限位开关X6时,小车停车,开始工作了。
当小车在X0~X4时,X15呼叫小车,则按下按钮X15小车启动进行正转,当小车到达限位开关X5时,小车停车,开始工作。
台车PLC自动控制系统
台车PLC自动控制系统关键词:台车可编程控制器控制系统1 引言自动仓库是货储的重要组成部分,它是在不直接进行人工处理的情况下能自动地存储和取出物品的系统。
在仓库进货过程中,使用台车设备将物品存入仓库。
主计算机与PLC之间以及PLC与PLC之间的通信可以及时地汇总信息,仓库计算机及时记录订货和到货时间,显示库存量,计划人员可以方便作出供货决策,管理人员随时掌握货源及需求。
满足了人们速度、精度、高度、重量、重复存取和搬运等要求。
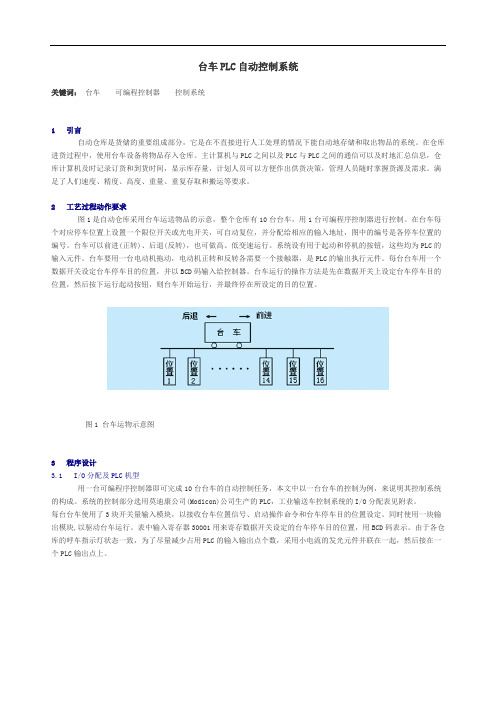
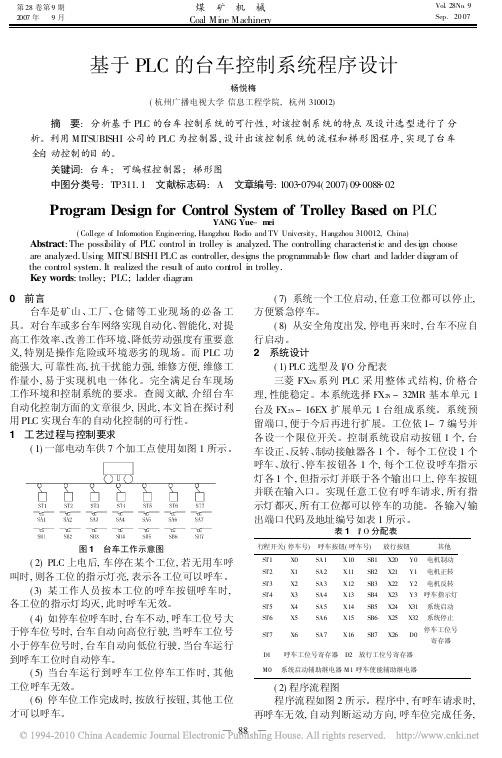
2 工艺过程动作要求图1是自动仓库采用台车运送物品的示意,整个仓库有10台台车,用1台可编程序控制器进行控制。
在台车每个对应停车位置上设置一个限位开关或光电开关,可自动复位,并分配给相应的输入地址,图中的编号是各停车位置的编号。
台车可以前进(正转)、后退(反转),也可做高、低变速运行。
系统设有用于起动和停机的按钮,这些均为PLC的输入元件。
台车要用一台电动机拖动,电动机正转和反转各需要一个接触器,是PLC的输出执行元件。
每台台车用一个数据开关设定台车停车目的位置,并以BCD码输入给控制器。
台车运行的操作方法是先在数据开关上设定台车停车目的位置,然后按下运行起动按钮,则台车开始运行,并最终停在所设定的目的位置。
图1 台车运物示意图3 程序设计3.1 I/O分配及PLC机型用一台可编程序控制器即可完成10台台车的自动控制任务,本文中以一台台车的控制为例,来说明其控制系统的构成。
系统的控制部分选用莫迪康公司(Modicon)公司生产的PLC,工业输送车控制系统的I/O分配表见附表。
每台台车使用了3块开关量输入模块,以接收台车位置信号、启动操作命令和台车停车目的位置设定。
同时使用一块输出模块,以驱动台车运行。
表中输入寄存器30001用来寄存数据开关设定的台车停车目的位置,用BCD码表示。
由于各仓库的呼车指示灯状态一致,为了尽量减少占用PLC的输入输出点个数,采用小电流的发光元件并联在一起,然后接在一个PLC输出点上。
车辆出入库管理PLC系统设计_本科毕论设计论文
车辆出入库管理PLC系统设计【摘要】本设计采用光传感器采集信号,使用完全PLC控制,完成了车辆出入库时的统计和显示工作。
能够准确无误的进行计数,无论单个车辆怎样的往返运动,都不会出现误计数和漏计数,而且在人通过光传感器时不会误计数。
为了节省单片机I/O口数以及数码管驱动,采用了HD7279键盘显示芯片。
PLC采用了循环扫描的工作方式。
最后采用两个LED做显示,能够显示车库内车辆的实际数量。
为了防止意外计数错误,本系统采用反复程序校验,来提高系统的可靠性。
首先,注意控制两个传感器之间的距离,用程序验证进出车库的是否是车辆,当人通过传感器时不计数;其次,采用逻辑互锁方式,启动加计数则要锁定减计数,产生加计数脉冲时则要锁定减计数脉冲,如此以保证可靠性;最后,及时的进行复位处理,以免车辆在传感器附近作往返运动时错误计数。
【关键词】PLC;读卡器;光传感器;智能控制;车辆出入库管理Vehicle storage management of PLC system 【Abstract】This design uses the light sensor signal acquisition, use PLC control, complete vehicle storage and display of statistical work. To be able to accurately count, whether a single vehicle to move back and forth, there are no error count and counting loss, but also in people through the optical sensor without error count. In order to save chip I / O port number and the digital tube driver, using HD7279keyboard display chip. PLC uses a circular scanning mode. Finally, using two LED display, can display the actual number of the vehicles in the garage. In order to prevent accidents counting error, the system used repeatedly checking procedures, to enhance the reliability of the system. First of all, pay attention to control the distance between the two sensor, program verification of whether a vehicle into the garage, when through the sensor does not count; secondly, the logical interlock manner, starting with counting is to lock the minus count, and count pulse when the lock by counting pulses, so as to ensure the reliability of the final;, timely reset treatment, so as to avoid the vehicle in the vicinity of the sensor makes reciprocating motion error count.【Key words】PLC; card reader; optical sensor; intelligent control; vehicle out of storage management1 引言随着生产力和科学技术的不断发展,人们的日常生活和生产活动大量的使用自动化控制,不仅节约了人力资源,而且很大程度的提高了生产效率,又进一步的促进了生产力快速发展,并不断的丰富着人们的生活。
设计6基于PLC的台车呼叫控制设计
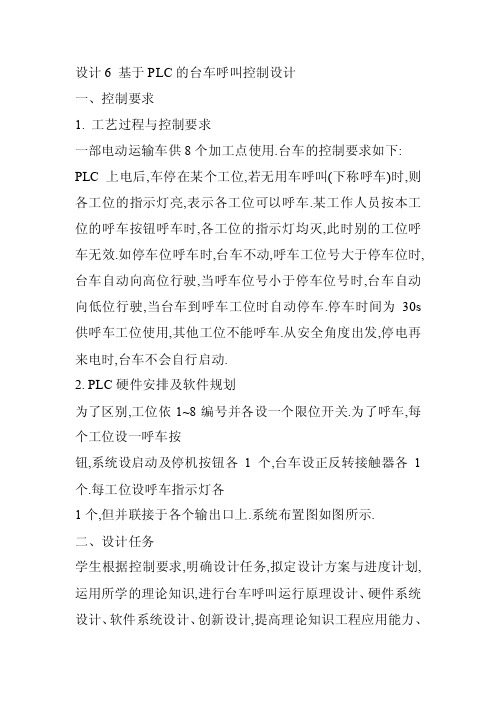
设计6 基于PLC的台车呼叫控制设计
一、控制要求
1. 工艺过程与控制要求
一部电动运输车供8个加工点使用.台车的控制要求如下: PLC上电后,车停在某个工位,若无用车呼叫(下称呼车)时,则各工位的指示灯亮,表示各工位可以呼车.某工作人员按本工位的呼车按钮呼车时,各工位的指示灯均灭,此时别的工位呼车无效.如停车位呼车时,台车不动,呼车工位号大于停车位时,台车自动向高位行驶,当呼车位号小于停车位号时,台车自动向低位行驶,当台车到呼车工位时自动停车.停车时间为30s 供呼车工位使用,其他工位不能呼车.从安全角度出发,停电再来电时,台车不会自行启动.
2. PLC硬件安排及软件规划
为了区别,工位依1~8编号并各设一个限位开关.为了呼车,每个工位设一呼车按
钮,系统设启动及停机按钮各1个,台车设正反转接触器各1个.每工位设呼车指示灯各
1个,但并联接于各个输出口上.系统布置图如图所示.
二、设计任务
学生根据控制要求,明确设计任务,拟定设计方案与进度计划,运用所学的理论知识,进行台车呼叫运行原理设计、硬件系统设计、软件系统设计、创新设计,提高理论知识工程应用能力、
系统调试能力、分析问题与解决问题的能力.主要内容包括:
1. 设计出硬件系统的结构图、接线图、时序图等;
2. 系统有启动、停止功能;
3. 运用功能指令进行PLC控制程序设计,并有主程序、子程序和中断程序;
4. 程序结构与控制功能自行创新设计;
5. 进行系统调试,实现台车呼叫的控制要求.
三、设计报告
课程设计报告要做到层次清晰,论述清楚,图表正确,书写工整;详见"课程设计报告写作要求".。
自动工作台,自动送料车PLC控制课程设计
河南工业职业技术学院毕业设计(论文)题目:自动送料车控制年级专业:电气自动化学生姓名:SB戚晓江学号:01指导老师:冯硕课题2 自动送料车控制一、控制要求1、初始状态:红灯L1灭,绿灯L2亮,表示允许汽车开进装料,料斗出料口阀门K2关闭,电动机M1、M2、M3皆为OFF。
按下启动按钮SB1,表示能够进入装车控制。
2、装车控制:(1)进料:如料斗中料不满(S1为OFF),5S后进料阀K1开启进料;当料满(S1为ON)时,终止进料。
(2)装车:当汽车开到装车位置时,检测开关S2接通(S2为ON),红灯L1亮,绿灯L2灭,同时启动电动机M3,2S后启动电动机M2,再经2S 后启动电动机M1。
再经2S后打开料斗(K2为ON)出料。
当汽车装满后,开关S2断开(S2为OFF),料斗出料阀门K2关闭,2S 后M1停止,M2在M1停止2S后停止,M3在M2停止2S后停止,同时绿灯L2亮,红灯L1灭,表示汽车可以开走。
3、停机控制:当按下停止按钮SB2时,整个系统终止运行。
图:自动送料车系统二、I/O 分配与接线图自动送料车控制I/O 分配表I/O 接线图进料电磁阀K1出料电磁阀K2红灯L1绿灯L2电动机M1电动机M2电动机M3目录摘要Abstract第一章绪论 (8)1.1 课题的背景意义 (8)1.2 设计内容及要求 (9)第二章可编程序控制器 (12)2.1可编程序控制器概述 (12)2.2可编程控制器的特点 (12)2.3可编程控制器的应用与发展 (16)第三章可编程控制器的编程语言 (21)3.1 梯形图语言 (21)3.2助记符语言 (24)3.3基本逻辑指令系统 (27)第四章PLC控制送料小车的设计 (31)4.1自动送料小车概述 (31)4.2 控制要求 (31)4.3 PLC选型 (32)4.4 控制程序设计 (35)第五章设计小结 (42)参考文献 (44)摘要:本次设计介绍了FX2N PLC机的性能及其特点,可编程序控制器(programmable controller)简称PLC。
基于PLC控制的小车运动控制系统的毕业设计论文

小车运动控制系统的研究摘要:小车运动控制Ⅰ型实物教学模型的机械结构由丝杆、滑杆等机械部件组成;电气方面有直流减速电机、传感器、开关电源等电子器件组成;可编程控制器可采用目前市面上比较流行的各类PLC,如西门子、三菱或欧姆龙等。
本论文采用的是欧姆龙的PLC。
该模型是将PLC技术,位置控制技术、机械传动等有机结合成一体的教学仪器。
本文详细介绍了小车运动控制系统的硬件电路的设计与实现。
并给出详细的电路连接图。
对欧姆龙PLC,直流电机以及接近开关传感器的工作原理和在本实验中直流电机,传感器所起的作用做了详细的介绍。
重点就如何用梯形图实现小车的左行与右行,停止以及位置的显示,如何报警进行研究。
对现场总线和工业现场控制进行了简单的介绍。
用PLC继电器逻辑实现小车的智能控制具有深远的现实意义,可以将此技术广泛应用于车间物料的传送。
其具有极为方便的操作性能,较高运行效率和运行可靠性。
关键词:直流电机;接近开关;欧姆龙PLC;机械传动;The study for vehicle motion control systemAbstract: The mechanical structure of the teaching model which is called the type ⅠMotion Control Vehicle is made up of screw, slider and other mechanical components; There are DC geared motors, sensors, electronic devices, such as switching power supply components in electrical part; The PLC can be the currently popular types in the market, such as Siemens, Mitsubishi or Omron. In this thesis, the Omron PLC is used. The model is the teaching equipment which is the organic integration made up of PLC technology, the location of control technology, mechanical transmission.This paper describes the design and implementation of the hardware circuit in car motion control system. And a detailed connection diagram of the circuit is given. For Omron PLC, the working principle of DC motors and the proximity switch sensor switch, as well as the actions of DC motor and sensors in this experiment are presented in detail. Which are focused that how to achieve the left-right running, stop as well as the location display of car by ladder diagram, and how to give an alarm. CAN-Bus and control system in industrial site are also introduced in brief.There is far-reaching practical significance using PLC relay to logically achieve the intelligent control of car, and this technology can be widely used in the transmission of workshop materials. It has very convenient interoperability, and can improve the operating efficiency and operating reliability.Keywords: DC motor; proximity switch; Omron PLC; mechanical transmission目录第一章绪论 (1)1.1 课题在理论和实际应用方面的价值 (1)1.2 主要研究内容 (2)第二章智能小车的研究现状 (3)2.1 国内智能小车的研究现状 (3)2.2 国外智能小车的研究现状 (4)第三章小车运动控制系统的关键技术 (6)3.1 PLC的选择及工作原理 (6)3.2 直流电机与接近开关 (10)3.2.1 直流电机的基本工作原理 (10)3.2.2 接近开关的工作原理: (14)3.3 机械传动原理和现场总线技术 (15)3.3.1 机械传动原理 (15)3.3.2 现场总线技术 (16)第四章小车运动控制系统的设计 (19)4.1 硬件电路的设计 (19)4.1.1 实验器材 (19)4.1.3 控制要求 (23)4.1.4 实验步骤 (24)4.2 梯形图的设计 (24)结论 (32)致谢 (33)参考文献 (34)第一章绪论1.1 课题在理论和实际应用方面的价值小车运动控制系统,也就是最简单的轮式机器人,最适合在那些人类无法工作的环境中工作,它们已在许多工业部门获得广泛应用。
本科毕业设计--基于plc的送料小车控制系统的设计

西门子S7-400PLC在运动系统精确定位中的应用摘要随着科技的不断发展,工业自动化程度不断提高,定位控制已广泛应用于机械装配、材料加工、包装等工业自动化领域,而定位的准确性也成了完成自动化的关键环节。
在机械设备中,为了提高生产效率,必须提高生产机械的运行速度,而为了保证加工精度,又必须提高定位精度。
但是,这两者之间存在着矛盾。
要改善这种情况,就必须采用定位控制技术。
本文就通过运料小车详细讨论定位控制技术在其中的应用,对其工作原理进行系统的分析,同时对定位控制系统所涉及到的软硬件的使用进行了详尽的阐明。
在本系统中采用S7-400PLC控制变频器实现运料小车的精确定位,它具有可靠性高、响应时间快、平滑调速等优点,提高了性能方便了操作。
程序部分则采用梯形图和语句表相结合的方式,有使用方便、修改灵活和扼要明了的特点。
关键词:定位控制技术,可编程序控制器,运料小车,变频器The Application of SIEMENS S7-400 PLC in Accurate Positioning ofTractarian SystemAbstractWith the continuous development of science and technology,Constantly raise the level of industrial automation,Positioning control has been widely applied to mechanical assembly, material processing, packaging,and other industrial automation field.And the positioning accuracy has become the key link to complete automation. Mechanical equipment in order to increase production efficiency,The need to improve the operating speed of production machinery,In order to ensure processing accuracy,and the need to improve positioning accuracy.However,there are contradictions between the two.To improve this situation,we must use positioning control technology.The detailed discussion on the adoption of trolleys transported material positioning control technology in the application,A systematic analysis of its operating principles,while positioning control systems software and hardware involved in the use of detailed elaboration.In the system used to transport materials S7-400 PLC control transducer trolleys precise positioning,it has high reliability,quick response time and smooth mechanics,and other advantages,and enhanced performance for the operation.Most of the procedures used Tixingtu, user-friendly, concise and clear and flexible modification features.Key words:Positioning Control Technology,PLC,Transportted Materials Trolleys, Frequentcy Inverter目录摘要 (I)ABSTRACT (II)1绪论 (1)1.1定位控制技术国内外背景及研究的目的和意义 (1)1.2运料小车的介绍及其应用 (2)1.3变频器调速技术简介 (2)1.4论文的主要工作 (3)2西门子S7-400的组成与变频调速原理 (4)2.1S7-400系列PLC的基本结构 (4)2.2STEP7的编程语言 (5)2.3变频调速的原理 (5)3运料小车的精确定位的设计方案 (6)3.1设计的产生背景 (6)3.2小车运行设计 (6)3.3PLC与变频器的通讯部分的软件设计 (31)结论 (37)致谢 (39)参考文献 (40)附录A (MICROMASTER 440 OPERATING INSTRUCTIONS) (41)附录B (MICROMASTER 440使用大全) (48)1绪论1.1定位控制技术国内外背景及研究的目的和意义定位控制技术是适应现代高科技需要而发展起来的先进控制技术,是高科技产品开发过程中不可或缺的关键手段,它应用于现代电子,传感技术及计算机等高新技术,并综合应用了机械技术发展的新成果,不管是在民用工业,还是在国民经济建设中都有着极其广泛的应用前景,如机床定位、精密医疗器械、计算机硬盘定位系统、纺织、自动贴片等。
本科毕业设计论文--车辆出入库管理plc系统设计
1、绪论近20年来,随着我国城市建设速度的加快,城市交通需求量也日益增大。
由于私家车、出租车比重呈现逐年上升的趋势,因此车辆停放依旧是市民最为关注的问题。
也许还有不少人对上世纪八、九十年代的“挤车难”记忆犹新,但现在“停车难”的问题更让不少人头疼。
车辆停放设施的落后确实是长期困绕市民日常生活的一个老大难问题。
近年来各地政府部门投入了大量人力、物力用以改善城市停车设施,随着基础设施和重大工程的建设,以及车辆的淘汰、更新和扩容,一定程度上提高了许多车辆出入库的智能管理和安全化,并缓解了交通问题。
但是,简单的基础设施建设和停车管理技术已经不能满足社会日益增长的车辆对停车服务的需求。
为了使交通更加便捷畅通,智能交通系统(ITS)的理念越来越受到人们的关注,该系统将先进的计算机处理技术、信息技术、数据通信传输技术、自动控制技术、人工智能及电子技术等有效地综合运用于车辆出入库智能管理体系中,建立一种在区域性内全方位发挥作用的准时、快捷、高效的停车智能管理体系。
在车辆出入库智能管理领域,相应的也出现了PLC车辆出入库智能管理的概念,即含有高科技的智能系统,与普通的停车系统不同的是,它能以PLC技术为基础来解决停车难的问题,直接安全、迅速地到达目的地。
因此,在大力加强车辆停放智能管理的建设方面,尤其在实现快捷、便利、安全这一点上拥有很大的发展空间和潜力。
为此,本文对车辆出入库智能控制管理上引入了PLC技术,对车辆出入库进行了一个关于PLC为主的系统设计。
近几年来我国不少城市也提出了实现数字化、智能化城市停车管理的设想;客观地说,目前我国的车辆停放管理还是面临着不少有待解决的问题。
停车位的详细数据采集、车辆收费系统的管理、车辆出入库安全布局等都有待通过提高信息化程度加以提高。
因此,使用准确而高效的智能车辆管理系统,为管理部门和政府决策机构提供快捷的监督管理工具和详实完整的信息,将是车辆出入库发展的关键。
智能交通系统ITS(Intelligent Transportation system)是目前世界交通运输领域研究的前沿课题,其核心是针对我国目前日益严重的停车需求、资源过度开发和环境保护的压力,采用信息技术、数字通信传输技术、计算机技术、电子控制技术及系统集成等高新技术对传统车辆出入库系统进行深入的改造,以提高整个车辆出入库系统资源的使用效率、改善和提高车辆的安全性。
基于PLC的台车控制系统程序设计
力出版社, 2005. [ 2] 邓则名, 祁穗芳. 电 器与可编 程控制器 应用技 术[ M ] . 北京: 机 械
工业出版社, 1997.
作者简介: 杨悦梅 ( 1972 - ) , 女, 江 苏泰州 人, 讲师, 硕士, 主 要 研究方向嵌入式系统开发、自动控制等, 电话: 0571- 88935060.
X2
SA3 X12 SB3 X22 Y2 电机反转
ST4
Y3 呼车指示灯
ST5
X4
SA5 X14 SB5 X24 X31 系统启动
ST6
X5
SA6 X15 SB6 X25 X32 系统停止
停车工位号
ST7
X6
SA7 X16 SB7 X26 D0
寄存器
D1 呼车工位号寄存器 D2 放行工位号寄存器
0 前言 台车是矿山、工厂、仓 储等工业现 场的必备 工
具。对台车或多台车网络实现自动化、智能化, 对提 高工作效率、改善工作环境、降低劳动强度有重要意 义, 特别是操作危险或环境恶劣的现场。而 PLC 功 能强大, 可靠性高, 抗干扰能力强, 维修方便, 维修工 作量小, 易于实现机电一体化。完全满足台车现场 工作环境和控制系统的要求。查阅文献, 介绍台车 自动化控制方面的文章很少, 因此, 本文旨在探讨利 用 PLC 实现台车的自动化控制的可行性。 1 工艺过程与控制要求
第 28 卷第 9 期 2007 年 9 月
煤 矿机 械 Coal Mine Machinery
Vol 28No 9 Sep. 20 07
基于 PLC 的台车控制系统程序设计
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录引言 (3)可编程控制器概述 (5)PCL的基本结构和工作原理 (6)一、工艺过程 (8)二、系统控制方案 (9)三、PLC系统选择 (9)四、I/O地址分配 (9)五、程序设计 (11)感谢信 (12)小结 (13)参考文献 (14)电动运输车呼车PLC控制系统设计况月荣摘要:随着经济的发展,台车呼车控制系统在医药、冶金、建材、饲料加工等行业被广泛地用于物料的自动配置。
实现物料的自动配置控制,不仅节省了人力和物力,而且也提高了产品的质量,提高了生产率,同时也可以实现现代化科学管理。
本设计介绍的是基于可编程控制器西门子S7-200的台车呼车控制系统的设计与实现,能够指示台车的停车位和呼车使能、是否可以呼车及台车是否到位、能够实现电机正转、电机反转、可以紧急停车等功能。
本文阐述了可编程控制器西门子S7-200的功能特点以及操作。
提出了系统的总体设计方案。
本系统具有价格低廉、高可靠性、高性能和智能化的特点。
通过该系统的成功研制和应用,生产效率将大幅提高,工人的劳动强度将大幅度降低,控制精度也将进一步提高。
With economic development, the control system of car call in medicine, metallurgy, building materials, feed processing industries are widely used in the automatic configuration of materials. Automatic configuration to achieve control of materials, not only saves manpower and material resources, but also improved product quality, increase productivity, but also can achieve modernization and scientific management.Papers presented is based on Siemens S7-200 programmable controller of the car call control system for vehicle design and implementation, to indicate car parking spaces and car call enabled, can call cars and car is in place, can be achieved the motor is transferred, the motor reversal, can be an emergency stop and other functions.In this paper, Siemens S7-200 programmable controller's features and operation. Proposed overall system design.The system has a low cost, high reliability, high performance and intelligent features. Success of the system through the development and application of productivity will increase dramatically, the labor intensity will be greatly reduced, the control accuracy will be further enhanced.关键词:可编程控制器;呼车;西门子S7-200引言PLC技术代表了当今电气程序控制的世界先进水平。
它与数控技术,工业机器人技术已成为机械工业自动化和CIM的三大支柱。
据预测,在90年代,美、日、德等发达国家的控制屏将完全由PLC所占据。
由于PLC吸收了微电子技术和计算机技术的最新成果,发展十分迅速,使它已远远超出单纯取代继电器的应用领域,远远超出逻辑控制的范畴,在从单机自动化到整条生产线自动化,乃至整个工厂的生产自动化;从FMS、工业机器人到大型分散型控制系统中都担当着重要角色。
PLC的由来1968年美国最大的汽车制造商通用汽车公司(GM),为了适应汽车型号不断更新的要求,以在激烈的竞争的汽车工业中占有优势,提出要研制一种新型的工业控制装置来取代继电器控制装置,为此,特拟定了十项公开招标的技术要求,即:1)编程简单方便,可在现场修改程序;2)硬件维护方便,最好是插件式结构;3)可靠性要高于继电器控制装置;4)体积小于继电器控制装置;5)可将数据直接送入管理计算机;6)成本上可与继电器柜竞争;7)输入可以是交流115V;8)输出为交流115V,2A以上,能直接驱动电磁阀;9)扩展时,原有系统只需做很小的改动;10)用户程序存储器容量至少可以扩展到4KB。
根据招标要求,1969年美国数字设备公司(DEC)研制出世界上第一台PLC (PDP—14型),并在通用汽车公司自动装配线上试用,获得了成功,从而开创了工业控制新时期。
PLC的发展PLC问世以来,其发展极为迅速。
由最初的1位机发展为8位机,现在的大型PLC已采用了32位微处理器,可同时进行多任务操作,其技术已经相当成熟。
目前,世界上有PLC生产厂200多家,比较著名的有美国的A-B公司、通用电气公司,日本的三菱、松下电工、欧姆龙,德国的西门子,法国的施耐德等。
生产的PLC品种繁多,产品的更新换代也极快,著名的生产公司几乎每1~2年即可推出一种新产品。
PLC的结构不断改进,功能日益增强,性能价格比越来越高。
展望未来,PLC在规模和功能上正朝着两个方向发展。
一方面,大型PLC不断向大容量、高速度、多功能的方向发展,能取代工业控制微机对大规模复杂系统进行综合性的自动控制。
另一方面,小型PLC向超小型、简易、廉价方向发展,能真正完全取代最小的继电接触器系统,适应单机、数控机床和工业机器人等领域的控制要求。
另外,不断增强PLC的联网通信功能,便于分散控制与集中控制的实现;大力开发智能I/O模块,极大地增强PLC的过程控制能力,提高它的适应性和可靠性;不断使PLC的编程语言与编程工具向标准化和高级化方向发展可编程控制器概述(1)可编程控制器是当今工业控制领域占主导地位的一种新型自动控制装置,微电子技术和计算机技术的发展是PLC出现的技术基础和物质基础,GM10是促使其问世的直接原因。
目前,PLC正向着标准化、小型化、大容量、高速度、多功能等方面发展。
(2) PLC专为工业环境而设计,具有抗干扰能力强、可靠性高、通用性好、功能强、编程简单、使用维护方便等特点,主要应用于开关量控制、模拟量控制、数字控制及通信联网等到领域。
(3) PLC按结构形式分为整体式和模块式两类;按功能和I/O点数可分为低档机(小型、超小型)、中档机(中型)、高档机(大型、超大型)三类。
衡量PLC性能的指标主要有:I/O总点数、用户程序存储容量、指令总数、扫描速度、内部寄存器配置及特殊功能模块等。
(4) PLC常用的编程语言有梯形图、语句表、流程图及高级语言等,其中梯形图、语句表最常用。
(5) PLC主要由CPU、存储器、I/O模块、电源模块、I/O扩展模块、外设接口及编程器等部分组成;软件部分包括系统软件和用户软件两大部分。
(6) PLC的工作方式是采用循环扫描工作方式,每一循环包含了自诊断、与编程器等的通信、输入采样、执行用户程序、输出刷新五个阶段。
小型PLC使用集中输入、集中输出工作方式,这大大提高了PLC工作的可靠性和抗干扰能力。
(7) 扫描周期的大小与扫描速度、用户程序长短、I/O点数及其刷新速度、连接外设的多少等因素有关。
(8) 继电接触器控制采用硬逻辑“并行”运行的方式,而可编程序控制器采用循环扫描的工作方式,其逻辑关系是用程序实现而不是实际电路。
PCL的基本结构和工作原理一、PLC的工作方式PLC对用户程序的执行采用循环扫描的工作方式。
PLC开始运行时,CPU对用户程序作周期性循环扫描,在无跳转指令或中断的情况下,CPU从第一条指令开始顺序逐条地执行用户程序,直到用户程序结束,然后又返回第一条指令开始新的一轮扫描,并周而复始地重复。
在每次扫描过程中,还要完成对输入信号的采集和对输出状态的刷新等工作。
二、PLC的工作原理PLC采用循环扫描的工作方式,这是有别于微型计算机、继电接触器控制的重要特点。
微机一般采用等待命令的工作方式。
继电接触器控制系统采用硬逻辑“并行”运行的方式。
PLC采用循环扫描的工作方式,在工作过程中,如果某个软继电器的线圈接通,该线圈的所有常开和常闭触点并不一定会立即动作,只有CPU扫描到该接点时才会动作:其常闭触点断开,常开触点闭合。
也就是说,PLC在任一时刻只能执行一条指令,是以“串行”方式工作,这样便避免了继电接触器控制的触点竞争和时序失配问题。
三、PLC的工作过程1.PLC的工作过程PLC整个工作过程包含五个阶段:自诊断、与编程器等进行通信、输入采样、执行用户程序、输出刷新。
PLC的工作过程框图2. 输入和输出映像寄存器输入和输出映像寄存器是在PLC的RAM工作区中将一特定区域的存储单元作为输入映像寄存器和输出映像寄存器的存储区。
输入映像寄存器中存储着对应位输入“继电器”的通/断状态。
高电平“1”为通,低电平“0”为断。
此处“继电器”是指由系统软件程序贼予的具有继电器功能的“软继电器”。
每位输入映像寄存器也对应着PLC每个实际输入端的通/断状态。
输入映像寄存器的内容只能被PLC中的CPU读出,而不能被改写。
输出映像寄存器单元存储着对应位输出寄存器的状态。
在执行用户程序时,输出映像寄存器既可被PLC的CPU读出,又可被CPU改写。
3.PLC对I/O的处理规则(1)输入映像寄存器的状态取决于各输入端子在上一个刷新期间的状态;(2)程序执行阶段所需的输入、输出状态,由输入映像寄存器和输出映像寄存器读出;(3)输出映像寄存器的内容由程序中输出指令的执行结果决定;(4)输出锁存器中的内容由上一次输出刷新时输出映像寄存器的状态决定;(5)各输出端子的通断状态由输出锁存器的内容来决定。
< 正文 >一、工艺过程电动运输车呼车PLC控制系统控制要求:电动运输车呼车PLC控制系统示意图如下图所示。
其中电动运输车供8个加工点使用,对车的控制要求如下:电动运输车呼车系统未上电时,车停在某个加工点(也称工位)。