模具结构
模具的基本结构

模具的基本結構1、雙板模(2板模)A.典型操作條件1)塑料型腔壓力從1000至12000ps(典型值為5000ps)(1)注嘴衬套——有锥度的插入注塑模中,让塑料从注喙流入分浇道。
(2)定位环——常用来精确校准模具在机器模板上的正确位置。
(3)阴模板——包含模具型腔的半付模具。
(4)阳模板——另半付模具,模芯常装在可移动的模具上使注塑件容易脱模。
(5)推杆(顶销)——使注塑件和浇道脱出模具的移动杆。
(6)浇道拉料杆——设计成当模具开模时从注嘴衬套中拉出塑料注道残料。
(7)支承板——使模具提高抗挠度的支承板后面。
(8)支承柱——放在抗挠度的支承板后面。
(9)推杆回定板——固定推杆和拉料杆的头部。
(10)导柱——用作精确位上下两片模上彼此相关的位置。
(11)夹模板(装模板)——夹持或用螺栓固定于机器模板上的底板。
(12)冷却通道——在支承板或阴模板和阳模板中,常被用来分散注塑件的热量。
(13)加热元件——对热固性塑料模具,热固元件用来帮助塑料固化。
注塑模具基础1.二板模与三板模的区别是什么?请画出二种类模具简图,并描述三板模的开合模顺序?✧二板模与三板模的区别是:三板模在定模部分多一次取出流道与产品分离。
三板模一般采用点浇口二板模浇口可根据产品及要求灵活选用。
✧二板模结构(2plate mold)✧前模压板(top damp plate)✧母模板(A plate)✧活动板(或推板strpper plate, 在推板顶出时选用);✧公模板(B plate)✧承板(supplrt plate)✧间隔板(spaoer block)✧顶针固定板(ejector retainer plate)✧顶针板(ejector plate)✧公模固定板(bottom damp plate)在AMP模具有Ejectorhousing,实际上是为了防止产品异物掉落顶出机构,而用封闭的间隔板✧三板模结构(3 plate mold)在二板模的前模板与母模板中加一块水口脱料板(runner strpper plate);模具一般有四支导柱(guide pin)和四支拉杆(support pin);另外也有只用四支长导柱,导柱兼拉杆用。
模具结构介绍(共48张PPT)

C、带螺纹塑件的转螺纹抽芯。
※ 分型面——分开型腔以便取出塑件的面。 ※ 收缩率
※ 脱膜角度〔塑料对型芯的摩擦系数随脱膜斜度的增大而减小〕
机模的型芯
机模的型腔
镶件及镶针
开模时向内滑动抽芯
开模时向外滑动抽芯
顶出时平行滑动的斜顶
顶出时斜向滑动的斜顶
1、平面分型 2、斜面分型
一、主体部件
指在模具中起安装、导向、机构动作等作用的模架及其辅助零件。
1、定模局部:开模时留于注塑机定模板上的一部份模具。由A板、面板等零件构成。
2、动模局部:开模时随注塑机动模板运动的局部 。由B板、方铁、底板等零件构成。
3、辅助零件:导柱、导套、导套辅助器、压块、定位梢、耐磨块、平衡块、撑头、定位
顶针顶出
顶针的定位和防滑
司筒顶出
顶块顶出
K.O孔
顶出系统先复位机构
谢谢大家!
※ 二次顶出
由A、B板主、流方道铁:、指底从板从等喷零 嘴件与构模成具。接触的部位开始,到分流道为止的塑料熔体流动通道。 B※、脱液膜压角油度缸〔、塑气料缸对驱型动芯。的摩擦系数随脱膜斜度的增大而减小〕 B4、、抽防芯止机因构气:体塑受件压上,有体非积脱缩模小方而向温凹度凸上形升状,时导采致用塑的件脱局模部前碳成化型或零烧件焦先〔行排移气开槽的通一常种设机置构在。熔体最后充满的地方〕。 圈B、、防弹止簧因等气。体受压,体积缩小而温度上升,导致塑件局部碳化或烧焦〔排气槽通常设置在熔体最后充满的地方〕。 2、到达控制模温的目的。 ※2、快冷速料模穴:、仅拉满料足杆短。期生产、极小批量生产的模具。 指 由注B板塑、成方型铁后、将底塑板件等顶零出件使构制成品。脱离模具的装置。 指4、注抽塑芯成机型构后:将塑塑件件上顶有出非使脱制模品方脱向离凹模凸具形的状装时置采。用的脱模前成型零件先行移开的一种机构。 2※、快到速达模控:制仅模满温足的短目期的生。产、极小批量生产的模具。 2指、模型具腔中:控成制型模塑具料温外度部的形系状统。,保证塑料熔体的顺利充型和塑件的固化定型。 1圈、、模弹具簧温等度。对制品的收缩率,变形,尺寸稳定性,机械强度,外表质量等均有影响。 2B、、动液模压局油部缸:、开气模缸时驱随动注。塑机动模板运动的局部 。 3指、在排模气具系中统起:输注送塑流时体排、出传型递腔压的力气、体将或塑挥料发由物注。塑机喷嘴引向型腔的通道。 1圈、、模弹具簧温等度。对制品的收缩率,变形,尺寸稳定性,机械强度,外表质量等均有影响。 A对、模主具流进道行:冷指却从或从加喷热嘴,与必模要具时接两触者的兼部有位。开始,到分流道为止的塑料熔体流动通道。
模具结构

不产生合配干涉即可,模座上较多.
减重孔:在不影响模具强度,装配加工及成型的情况下尽量减轻模具 的重量,无配合精度要求及面粗度要求.
外R角.C角:R角为让位作用,按理论直接加工到位即可,模仁上无 粗﹑精加工要求,只可大不可小,入子等零件须按尺寸精度加工另 当外论. C角为避免划伤手,便於装配,安全.
配即可,不可太大否则会漏胶,尺寸公差一般为0.05MM以内, 由铰刀加工即可.顶针孔深度一般保证在PL面以下25MM即 可,背部可作逃料加工.
入子孔:一般由线割加工,精度要求较高,NC加工无法 满足要求,只加工预孔,非标准孔则由WE加工到位.
靠 肩:用於定位入子,顶针深度方向的尺寸,故深度尺
寸为加工重点.径向尺寸不重要,只可大不可小,相对 在工件上靠肩的位置不精确,不可以做基准加工使用.
定位块
上固定板 母模板 GP 公模板
EGP(顶板导柱) SP(支撑柱)
模脚 下固定板
常用两板模结构介绍
2D结构图
开模过程﹕
1.公模侧在注塑机的拉力作用下与母模侧分开﹐分开到设定位置时停止不动。
2.在注塑机背杆的推动作用下﹐顶出板带动顶出机构(顶针﹑顶杆﹑斜梢)向前运 动﹐将成品顶出(自然落下或用机械手取走)。
Thanks!
合模过程﹕
在注塑机的推动作用下﹐公模侧向母模侧运动﹐若回位销 (RP)没有预先拉回﹐回 位销最先接触母模侧﹐在反作用力的作用下﹐回位销将顶出板回位。公母模侧完 全合聚后﹐注塑机开始注塑。
特殊两板模
为了实现成品倒勾的脱出﹐结构需跑母模滑 块。在开﹑合模过程中﹐上固定板和母模板 需相对运动一定距离﹐而实现母模滑块的运 动﹐使其脱离成品倒勾。
模具结构图示

司筒
司筒针
红色框为斜顶,出模时,斜顶沿绿色箭头方向移动,在斜顶里的扣位与 斜顶脱离后,产品方可脱模
此角度大于90度,出模时斜 顶沿着斜方向向上顶
大于90度 大于 度
90度 度
产品顶出时,产品的行走路径与 模具垂直,而斜顶沿着斜的轨迹 向前推进,当顶出有一段距离后, 产品的扣位与斜顶已脱离,即可 完成脱模
斜顶
行位
回针
后模模胚
顶针板回针,作用: 在顶针板顶出和后退时, 起导向的作用,并保证在 前后模合模后,因为回针 与前模模胚接触,所以可 以保证顶针板退到位(共 4根)
顶针面板
顶针底板
顶针图示,产品在顶出时,是依 靠顶针,斜顶,司筒顶出的
司筒针,固定于底板上,顶针 板顶出时,司筒针保持不动
司筒,作用:当产品上有环形骨位, 而且骨位的高度比较高,出模很容 易粘模时,则要考虑做司筒
0.5 mm
斜顶出模后的状态,斜顶与产品扣位之间距离 要有0.5mm以上,才能保证产品出模不会扣到斜顶
此孔为顶棍孔,在成型完 成后,顶棍推顶顶针板, 顶针板向前推进,从而 将产品顶出,
水口拉杆,用于开模时将水 口板拉开,从而使水口易取出
导柱,作用:在前后模 合模时,起到导向的 作用(共4根)
运水接口,作用:当模具生产时, 模具温度会不断升高,运水 可使模具处在一种恒温下生 产,从而保证产品的稳定性
此孔直接与啤机的射咀接触,
唧嘴
水口
产品
前模仁
斜边,作用:在开模时,若行 位的弹簧不起作用则斜边 会带动行位向后退出(斜边 固定在前模上)
前模仁
铲基,作用:在合模时,依靠斜 面将行位向前推进,铲基固定 在前模上(铲基与行位的配 合面为斜面)
模具基本结构及分类
模具基本结构及分类:一、基本结构,根据部分起作用不同分类:〈一〉浇注系统将塑料由注射机喷嘴引向型腔的通道称浇注系统,其由主流道,分流道,内浇口,冷料穴等结构组成,由零件的浇注套,拉料杆等组成.〈二〉成型零件是直接构成塑料件形状及尺寸的各种零件,由型芯成型塑件内部形状,型腔成型塑料外部形状,成型杆,镶块等构成.〈三〉结构零件构成零件结构的各种零件,在模具中起安装,导向,机构动作及调温等作用.导向零件:导柱,导套.装配零件:定位隙,定模底板,定模板,动模板,动模垫板,模脚冷却加热系统主流道浇注系统内浇口分流道冷料穴注射型芯模成型零件型腔成型杆镶块导柱导向零件导套结构零件装配固定零件定位隙,定模底板,定模板,动模板,动模垫板,模脚冷却加热系统根据其运动特点均可分为两大部分:定模部分:一部份留于模具机座的定模板上,动模部分:随注射机动模板运动的部分定模部分与动模部分闭合则可形成型腔与浇注系统二、模具的分类〈一〉按注射机类型分:立式注射机,卧式注射机,直角式注射机上用的模具〈二〉按注射模具的总体结构特征分:1、单分型面模分流道位于分型面上,需切除流道凝料.2、点浇口脱出模具三板式模具3、带横向轴芯的分型模具4、自动卸螺纹注射成型模具注塑模基本组成注塑模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上.在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品.模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的.模具主要由浇注系统、调温系统、成型零件和结构零件组成.其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分.浇注系统是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等.成型零件是指构成制品形状的各种零件,包括动模、定模和型腔、型芯、成型杆以及排气口等.典型塑模结构如图示.一.浇注系统浇注系统又称流道系统,它是将塑料熔体由注射机喷嘴引向型腔的一组进料通道,通常由主流道、分流道、浇口和冷料穴组成.它直接关系到塑料制品的成型质量和生产效率.1.主流道它是模具中连接注射机射嘴至分流道或型腔的一段通道.主流道顶部呈凹形以便与喷嘴衔接.主流道进口直径应略大于喷嘴直径O.8mm以避免溢料,并防止两者因衔接不准而发生的堵截.进口直径根据制品大小而定,一般为4-8mm.主流道直径应向内扩大呈3°到5°的角度,以便流道赘物的脱模.2.冷料穴它是设在主流道末端的一个空穴,用以捕集射嘴端部两次注射之间所产生的冷料,从而防止分流道或浇口的堵塞.如果冷料一旦混入型腔,则所制制品中就容易产生内应力.冷料穴的直径约8一lOmm,深度为6mm.为了便于脱模,其底部常由脱模杆承担.脱模杆的顶部宜设计成曲折钩形或设下陷沟槽,以便脱模时能顺利拉出主流道赘物.3.分流道它是多槽模中连接主流道和各个型腔的通道.为使熔料以等速度充满各型腔,分流道在塑模上的排列应成对称和等距离分布.分流道截面的形状和尺寸对塑料熔体的流动、制品脱模和模具制造的难易都有影响.如果按相等料量的流动来说,则以圆形截面的流道阻力最小.但因圆柱形流道的比表面小,对分流道赘物的冷却不利,而且这种分流道必须开设在两半模上,既费工又易对准.因此,经常采用的是梯形或半圆形截面的分流道,且开设在带有脱模杆的一半模具上.流道表面必须抛光以减少流动阻力提供较快的充模速度.流道的尺寸决定于塑料品种,制品的尺寸和厚度.对大多数热塑性塑料来说,分流道截面宽度均不超过8m,特大的可达10一12m,特小的2-3m.在满足需要的前提下应尽量减小截面积,以免增加分流道赘物和延长冷却时间.4.浇口它是接通主流道或分流道与型腔的通道.通道的截面积可以与主流道或分流道相等,但通常都是缩小的.所以它是整个流道系统中截面积最小的部分.浇口的形状和尺寸对制品质量影响很大.浇口的作用是:A、控制料流速度:.B、在注射中可因存于这部分的熔料早凝而防止倒流:C、使通过的熔料受到较强的剪切而升高温度,从而降低表观粘度以提高流动性:D、便于制品与流道系统分离.浇口形状、尺寸和位置的设计取决于塑料的性质、制品的大小和结构.一般浇口的截面形状为矩形或圆形,截面积宜小而长度宜短,这不仅基于上述作用,还因为小浇口变大较容易,而大浇口缩小则很困难.浇口位置一般应选在制品最厚而又不影响外观的地方.浇口尺寸的设计应考虑到塑料熔体的性质.型腔它是模具中成型塑料制品的空间.用作构成型腔的组件统称为成型零件.各个成型零件常有专用名称.构成制品外形的成型零件称为凹模又称阴模,构成制品内部形状如孔、槽等的称为型芯或凸模又称阳模.设计成型零件时首先要根据塑料的性能、制品的几何形状、尺寸公差和使用要求来确定型腔的总体结构.其次是根据确定的结构选择分型面、浇口和排气孔的位置以及脱模方式.最后则按控制品尺寸进行各零件的设计及确定各零件之间的组合方式.塑料熔体进入型腔时具有很高的压力,故成型零件要进行合理地选材及强度和刚度的校核.为保证塑料制品表面的光洁美观和容易脱模,凡与塑料接触的表面,其粗糙度Ra>0.32um,而且要耐腐蚀.成型零件一般都通过热处理来提高硬度,并选用耐腐蚀的钢材制造.2.调温系统为了满足注射工艺对模具温度的要求,需要有调温系统对模具的温度进行调节.对于热塑性塑料用注塑模,主要是设计冷却系统使模具冷却.模具冷却的常用办法是在模具内开设冷却水通道,利用循环流动的冷却水带走模具的热量;模具的加热除可利用冷却水通道热水或蒸汽外,还可在模具内部和周围安装电加热元件.3.成型部件成型部件由型芯和凹模组成.型芯形成制品的内表面,凹模形成制品的外表面形状.合模后型芯和型腔便构成了模具的型腔.按工艺和制造要求,有时型芯和凹模由若干拼块组合而成,有时做成整体,仅在易损坏、难加工的部位采用镶件.排气口它是在模具中开设的一种槽形出气口,用以排出原有的及熔料带入的气体.熔料注入型腔时,原存于型腔内的空气以及由熔体带入的气体必须在料流的尽头通过排气口向模外排出,否则将会使制品带有气孔、接不良、充模不满,甚至积存空气因受压缩产生高温而将制品烧伤.一般情况下,排气孔既可设在型腔内熔料流动的尽头,也可设在塑模的分型面上.后者是在凹模一侧开设深0.03-0.2mm,宽1.5-6mm的浅槽.注射中,排气孔不会有很多熔料渗出,因为熔料会在该处冷却固化将通道堵死.排气口的开设位置切勿对着操作人员,以防熔料意外喷出伤人.此外,亦可利用顶出杆与顶出孔的配合间隙,顶块和脱模板与型芯的配合间隙等来排气.4.结构零件它是指构成模具结构的各种零件,包括:导向、脱模、抽芯以及分型的各种零件.如前后夹板、前后扣模板、承压板、承压柱、导向柱、脱模板、脱模杆及回程杆等.1.导向部件为了确保动模和定模在合模时能准确对中,在模具中必须设置导向部件.在注塑模中通常采用四组导柱与导套来组成导向不见,有时还需在动模和定模上分别设置互相吻合的内、外锥面来辅助定位.2.推出机构在开模过程中,需要有推出机构将塑料制品及其在流道内的凝料推出或拉出.推出固定板和推板用以夹持推杆.在推杆中一般还固定有复位杆,复位杆在动、定模合模时使推板复位.3.侧抽芯机构有些带有侧凹或侧孔地塑料制品,在被推出以前必须先进行侧向分型,抽出侧向型芯后方能顺利脱模,此时需要在模具中设置侧抽芯机构.4.标准模架为了减少繁重的模具设计和制造工作量,注塑模大多采用了标准模架.设计方面1壁厚小,应加厚制件以免过早固化.2嵌件位置不当,应以调整.。
模具结构设计
VS
详细描述
锻造模具结构设计需要考虑锻造工艺参数 、锻造材料特性、模具寿命和制造成本等 因素。在设计中,应注重优化模膛设计、 导向装置、顶出装置等部分,以确保锻造 生产的顺利进行和产品质量。
05
模具结构设计软件与应用
CAD/CAE/CAM技术在模具结构设计中的应用
01
CAD(计算机辅助 设计)
利用CAD软件进行模具的三维建 模,实现模具零件的精确设计和 定位。
低热膨胀系数
模具材料的热膨胀系数应尽可能小,以减小 温度变化对模具尺寸的影响。
04
模具结构设计实例分析
注塑模具结构设计实例
总结词
注塑模具结构设计是模具设计中的重要一环,需要考虑多方面因素,如塑考虑塑料的收缩率、流动性、结晶性等特性,以及模具的强度、刚度、寿命等因素。同时, 还需要考虑注塑机参数,如注射量、注射压力、模具安装尺寸等。在设计中,应注重优化浇注系统、冷却系统、 顶出系统等部分,以提高生产效率和产品质量。
浇注系统设计
浇注系统是模具的重要组成部分,其 设计的好坏直接影响到制品的质量和 生产效率。
浇注系统的结构形式有多种,应根据 制品的大小、形状和材料特性选择合 适的结构形式。
浇注系统的设计应遵循“快速、等高 、等流量”的原则,确保金属液能够 均匀地充满型腔。
浇注系统的尺寸和位置对制品的尺寸 精度和模具的加工制造也有很大影响, 需要仔细考虑。
02
CAE(计算机辅助 工程)
通过CAE技术对模具结构进行有 限元分析,预测模具的应力分布、 变形和寿命等性能。
03
CAM(计算机辅助 制造)
将模具设计数据导入CAM软件, 生成数控加工代码,控制机床完 成模具的加工制造。
常用模具结构设计软件介绍
模具典型结构
模具典型结构模具是制造工业中不可或缺的重要工具之一。
模具典型结构是模具中最基本和重要的部分,其结构种类繁多,常用的有冲模、压模、注塑模等。
本文将重点介绍几种典型的模具结构和其应用场景。
一、冲模结构冲模是一种最基本的模具结构,由模板、模架、上下模板装置、导向及压板等组成。
主要用于冲裁、冷冲、复合模冲压、拉伸、压铸等制造工艺,适用于不同类型的工件加工。
冲模分为单动模和连动模两种。
单动模结构可以实现单方向的模具运动,常用于小批量和单个零件生产;而连动模结构可以在多个方向上运动,常用于大批量生产。
在冲模的应用过程中,需要注意以下几个方面:首先,要对模具材料进行合理的选择,以保证模具的强度和耐磨性;其次,要注意模具的保养和维护,及时更换磨损的零部件;最后,要根据具体的加工工序选择合适的模具结构,以提高效率和降低成本。
二、压模结构压模是一种用于金属、塑料等高强度材料的成形工艺。
其主要特点是通过一定的压力将原材料变形成所需要的形状。
压模结构由上、下模板、导向柱及压板等组成,通常可分为单向压模和双向压模两种类型。
在压模的生产过程中,需要注意以下几点:首先,要根据具体的成形工件选择合适的模具结构;其次,要对模具材料进行合理的选择和设计,以保证模具的强度和耐磨性;最后,要对模具保持适当的湿度和温度,以保证模具的使用寿命和稳定性。
三、注塑模结构注塑模是一种用于塑料制品生产的模具结构。
其主要特点是通过注塑机将熔融的塑料注入模具中,在模具中冷却成型。
注塑模结构由模板、闭合系统、导向装置、喷嘴、螺旋杆及保温系统等组成。
在注塑模的应用过程中,需要注意以下几个方面:首先,要根据具体的塑料材料和生产工艺选择合适的注塑模结构;其次,要对模具材料进行合理的选择和设计,以保证模具的强度和耐磨性;最后,要对模具进行维护和保养,及时更换磨损的零部件,以保证生产效率和成品质量。
总结:模具典型结构是模具制造中最基本和重要的部分,其结构种类繁多,常用的有冲模、压模、注塑模等。
模具结构图
1-凸凹模 2-反拉深凸 模 3-拉深凸 凹模 4-卸料 板 5一导 料板 6-压 边圈 7-落 料凹模
落料、正、反拉深模
第六章 拉深工艺与拉深模设计
1-顶杆 2-压边圈 3-凸凹模 4-推杆 5-推件板 6-卸料板 7-落料凹模 8-拉深凸模
落料拉深复合模
第六章 拉深工艺与拉深模设计
1-上模座 2-推杆 3-推件板 4-锥形凹模 5-限位柱 6-锥形压边圈 7-拉深凸模 8-固定板 9-下模座
带锥形压边圈的倒装拉 深模
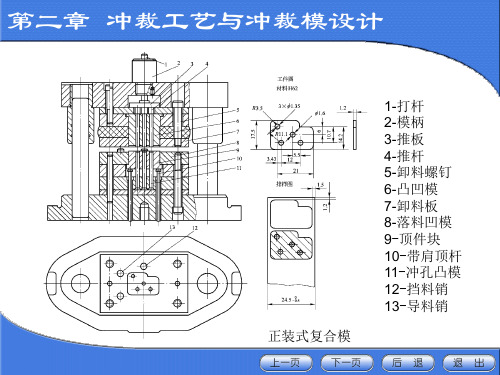
第二章 冲裁工艺与冲裁模设计
正装式复合模
1-打杆 2-模柄 3-推板 4-推杆 5-卸料螺钉 6-凸凹模 7-卸料板 8-落料凹模 9-顶件块 10-带肩顶杆 11-冲孔凸模 12-挡料销 13-导料销
第二章 冲裁工艺与冲裁模设计
倒装式复合模
1-下模座 2-导
柱
3、20-
弹簧 4-卸料
ห้องสมุดไป่ตู้
板
5-活动
挡料销 6-导套
双侧刃定距的冲孔落料级进模
第二章 冲裁工艺与冲裁模设计
旋
入
式
模
1-模柄
柄
2-螺钉 3-冲孔凸模 4-落料凸模
的 应 用
5-导正销
6-固定导料销
7-始用导料销
用导正销定距的冲孔落料级进模
第二章 冲裁工艺与冲裁模设计
1-模柄 2-止动销 3-上模座 4、8-内六角螺钉 5-凸模 6-垫板 7-凸模固定板 9-导板 10-导料板 11-承料板 12-螺钉 13-凹模 14-圆柱销 15-下模座 16-固定挡料销 17-止动销 18-限位销 19-弹簧 20-始用挡料销
7-上模座 8-凸
模固定板 9-推
模具结构图示(1)
4.2 注塑模具标准模架
• 4.2.1 标准模架分类 • 按进料口(浇口)的形式模架分为大水口模架和小水口模
架两大类,香港地区将浇口称为水口,大水口模架指采用 除点浇口外的其他浇口形式的模具(二板式模具)所选用的 模架,小水口模架指进料口采用点浇口模具(三板式模具) 所选用的模架。
以上的工作位置。分为单注塑头多模位、多注塑头单模位 和多注塑头多模位注塑机三种。 ‘
• 如图5—5所示为单注塑头多模位注塑机,图5—6所示
为多注塑头单模位注塑机,图5—7所示为多注塑头多模 位注塑机。这些注塑机主要用来成型两种以上颜色或物料 的制品,可实现多模注塑,适应大批量生产,能提高生产 效率。
• (5)顶出机构 • 顶出机构是指模具分型以后将塑件顶出的装置(又称脱
模机构)杆、复位杆、顶杆固定扳、顶板、主流道拉料杆 等组成。
模具结构图示(1)
• (6)冷却和加热系统 • 为了使熔融塑料在模具型腔内尽快固化成型,提高生
产效率,一些塑料成型时必须对模具进行冷却,通常是在 模具上开设冷却水道,当塑料充满型腔并经一定的保压时 间后,水道通以循环冷水对模具进行冷却。
• 注塑成型设备主要是用来成型塑料制品,所以注塑成
型设备俗称注塑机。如图所示为一台往复螺杆式注塑机、 主要由合模装置、注塑装置、液压传动系统和电气控制系 统组成。
模具结构图示(1)
模具结构图示(1)
模具结构图示(1)
模具结构图示(1)
5.1 注塑成型设备的分类
•
近年来注塑机发展很快,种类日益增多,分类方式也
• 形式,设计的模具大致结构如图所示(B形式模架)。其模
架型号为:
• 1520—B—I一40—40—60,该代码表示规格为大水口、
模具的基本结构

适用范围:
1,中心进胶的单型腔模具; 2,边缘进胶的多型腔模具;
二板模主要特点:
1,注射压力损失相对较小; 2,流道较短,减少水口料的浪费; 3,相对地缩短成型时间; 4,结构简单,成本低;
-4-
6/3/2020
B 三板式模具---在动模板与定模板之间, 还有一块活动的水口板。
适用范围:
1,中心进胶的单型、多型腔模具; 2,表面进胶复式针点形单、多型
腔模具; 3,边缘进胶的不平衡单、多型腔模具;
热流道模具主要特点:
1.成型周期短; 2.成型压力相对较小,有利于提
高制品品质; 3.结构相对复杂,模具成本高,
不适合小批量生产; 4.减少废料,提高原料利用率和
生产率,制品成本降低。
2.滑块抽芯方向与分型面成交角的关系为滑块抽向定模. 如下图所示:
α1°=d°-b°
d-b°≦25
°
c°=a°+(2°+3°)
H=H1+S*sinb°
S=H1+tgd°/cosb°
L4=H/cosd°
-27-
九‧母模遂道滑块
1.应用特点: a.制品倒勾成型在母模侧 b.制品外观有允许有痕迹 c.滑块成型面积不大
-1-
塑模结构
6/3/2020
-2-
斜方 斜导柱 斜压块
塑模的基本结构
回针
撑头
6/3/2020
定位圈 唧嘴 面板
型腔
动模板(A板)
限位柱 弹簧
型芯
定模板(B板) 销钉 方铁
垃圾钉
中托边
顶针面板 顶针底板 底板
-3-
6/3/2020
模具结构

两板式模具也 叫单分型面模具, 叫单分型面模具,它 只有一个分型面, 只有一个分型面,是 注塑模中最简单也是 最常见的种类。 最常见的种类。两板 式注塑模的主流道设 在定模上, 在定模上,分流道设 在分型面上, 在分型面上,开模后 塑件连同浇注系统凝 料一起留在动模一侧。 料一起留在动模一侧。 动模上设有脱模机构, 动模上设有脱模机构, 用来推出塑件和浇注 系统凝料。 系统凝料。
直浇口模架 Direct Gate Mould Base
直浇口模架基本型分为( 12555-2006): 直浇口模架基本型分为(GB/T 12555-2006): 定模二模板,动模二模板; A型:定模二模板,动模二模板; 定模二模板,动模二模板,加装推件板; B型:定模二模板,动模二模板,加装推件板; 定模二模板,动模一模板; C型:定模二模板,动模一模板; 定模二模板,动模一模板,加装推件板。 D型:定模二模板,动模一模板,加装推件板。
高光面壳 Highlight shell
螺纹抽芯 Mould with unscrewing unit
分型面 Parting line
• • • • • • • •
保证塑件外观 有利于排气 尽量使塑件留在动模一侧 保证塑件精度 容易加工 考虑侧向分型面与主分型面的协调 分型面应与注射机的参数相适应 考虑脱模斜度的影响
高光无痕注塑模具 High light & weldless plastic injection mould
高光无痕塑件 High light & weldless part
传统塑件 Traditional part 熔接痕 Weldless line
近随形热冷介质通路
Approximately conformal heating & cooling channel
模具七结构

模具七结构成型部分、顶出部分、冷却部分、流道部分、导向部分、支撑部分、辅助部分1、顶出部分顶针(直身顶针、扁顶针、有托顶针)、司筒(司筒针)、直顶(直顶杆、直顶块)、斜顶(斜顶杆、斜顶导轨块、导滑块、导滑板)气顶、顶针板(顶针面板、底板、推板)、油缸、扣鸡2、冷却部分运水管、喉塞、中间喉塞、喉箍、隔水片、胶圈、集水器3、流道部分唧咀(唧咀套)、勾针(拉料镶针)、定位圈、水口司、水口镶件、热流道板、热咀、汽口、冷料井、冷料位、隔热板4、导向部分中托边(尼龙扣钉)、中托司、边钉、边司、直身锁(斜导边)、杯司、回针、复位杆、导轨块、导滑块、导滑板5、支撑部分垫脚、支撑柱、方铁6、辅助部分楔紧块、限位开关、感应开关、KO镶件、开口介子、螺丝、挡板、压片、吊模块、垫块、平衡块、耐磨块传感器、行程开关调整架、弹性胶、计数器、防尘板、垃圾钉、发热管、弹弓一、成型部分啤件成型部分称为型腔。
由于某些原因啤件容易出现缩水,顶白等。
缩水——料位凹进去的现象;主要是因为走料不均匀,进水量大压力饱和不够,入水太小溶胶密度不够等。
顶白——啤件出现白色痕迹主要是因为扣模太大,抛光不够,出模斜度与出模角不合规格困气——啤件上有烧焦痕迹主要是因为料位很深排气糟开的不够。
水纹——两股或多股胶料融和在一起时,没有完全紧密结合实,在啤件表面形成一条看得的见细纹主要原因是因为入水位流道的设计,内模上有油污原料水份没有烘干。
走料不平衡——一般出现在多合内蘑中,有的件没有走满的现象主要是因为压力不够,流道的设计披锋——一般出现在分型线多出的料主要上司因为fit没有fit好。
AI 上内模功能:为啤件主要成型部分。
检验要求:(1)要在A板上有与其相对应的方向装配字码(原身出的模具除外)如:AI01、AI02等字样;(2)若在上模开有排气检验排气是否有开通到料位,内模做排气槽的作用是为了使啤件不困气,一般模具排气槽宽6mm,渔仔模排气宽7.8mm,深0.02mm;(3)检验硬度是否符合模图要求,原则上与模图相对应的硬度相同,实际上低于3º以内也算合格。
模具结构概述

专注今天,好好努力,剩下的交给时 间。20 .10.24 20.10 .2412 :1712 :17:3 012:1 7:30Oct-20
牢记安全之责,善谋安全之策,力务 安全之 实。20 20年1 0月24 日星期 六12时 17分3 0秒Sat urday , October 24, 2020
相信相信得力量。20.10.242020年 10月24 日星期 六12 时17分 30秒20 .10.2 4
圆顶
圆顶顶在平 面上
方销用于顶较深的RIB
套筒用于顶 产品BOSS
2.顶出板(块)
3.两段顶出
模具重量计算
计算公式:长*宽*高*7.8(密度)*0.8*0.000001 重量单位为KG
树立质量法制观念、提高全员质量意 识。20 .10.24 20.10 .24Sa turday , October 24, 2020
定位环
三板模图面
脱料板 锁模块 母模仁 公模仁 小拉杆
开闭器 公模板
大拉杆 模角板 上顶出板 下顶出板 下固定板
大拉杆 小拉杆
开闭器
锁模块 母模板
脱料板
上固 定板
上顶 出板
下顶出板
公模板
模角
下固 定板
三板模开模顺序
开模顺序:开模1处 母模板于脱料板打 开(如A图),开模 2处脱料板于上固定 板打开(如B图)
达内信息 (常州)有限公司
模具基础
DA NEI版权所有翻录必究
课程大纲
一.模具基础构造 二.模具常用结构件
一.模具基础构造
按结构分: 一. 二板模 二. 三板模 三. 热浇道系统 四. 公模进胶系统(倒灌模) 按穴数分: 一.单穴模 二.多穴模
模具结构

ejector pin
return pin
sprue bush
两板式模具结构的优缺点 优点: 1) 结构简单,操作方便,能满足塑件自动落下 的要求。 2) 造成故障的原因少,使用寿命长,能够缩短 成型周期。 3) 模具价格便宜。 4) 能够比较容易地选择进料口的形状与位置。 缺点: 1) 除直浇口之外,除非采取特殊措施,进料口 被局限于塑件的侧端面。 2) 在成型之后,通常必须进行塑件与进料口的 切断工作。
二板式模具 三板式模具
Two-plate injection mould Three-plate injection mould
二板式注塑模 Two-plate injection mould
1.浇道套 sprue bush; 2.导柱 guide pin; 3.定模板 fixed mould plate; 4.型芯 core; 5.动模板 moving mould plate; 6.动模垫板 moving mould support plate; 7.顶管 sleeve; 8. 限位钉 stop pin; 9.支承块 spacer block; 10.型芯 core; 11.螺钉 screw; 12.动模座板 clamping plate of moving mould; 13. 顶杆固定板 ejector-retainer plate; 14.拉料杆 sprue puller pin; 15.顶杆垫板 ejector-support plate; 16.复位杆 return pin
斜推杆侧抽芯模具结构 Slanted lifer core-pulling
1.顶杆垫板 ejector-support plate; 2.导槽架 channel frame; 3.滚动轴 rolling axis; 4.顶杆 ejector pin; 5.动模板 moving mould plate; 6.型芯 core; 7.斜推杆 slanted lifter; 8.定模板 fixed mould plate;
模具结构 精品

BL型
12.内导柱
PI型
1.PH(上模板) 2.PP(穿孔针固定板) 3.SP(卸料板)
4.DI(凹模板)
7.HP(底座)
5.DH(下模板)
8.导柱 9.导套
6.SL(模座支撑板)
10内导柱
标准化部件 穿孔针:70mm
1.PH(上模板) 4.DI(V型凹模)
2.PP(凸模固定板) 5.DH(下模板)
3.PU(V型凸模) 6.SL(模座支撑板)
BE型
7.HP(底座)
8.导柱
9.导套
10.SE(保护柱)
1.PH(上模板) 4.DU(凹模板) 7.PD(凸模板) 10.SL(模座支撑板) 13.导套
2.PP(穿孔针固定板) 5.SP(上模卸料板) 8.BD(凸模固定板) 11.HP(底座)
3.DS(加厚板) 6.SC(下模卸料板) 9.DH(下模板) 12.导柱
2.1.2 BL型各板的使用材料 1,2,3,7,8,9均使用45#钢;4,5,6均使用SKD-11或铬钢或DC-53; 2.1.3 BL型的冲裁间隙,(BL型模具的技术参数) 1. 凸模PU与凹模DI的冲裁间隙为¢=T¬(5%¬8%)单边间隙,(T为材料厚度) 2. 穿孔间隙,穿孔针径与底孔的取值¢D,穿孔针径=¢D+0.03;底孔径=¢D+T(5%--8%)¬2 3. 导向间隙SP板与PU板间的间隙单边为0.0075MM 4. 穿孔针与SP板单边间隙为0.0075MM 5. 内导柱与导向孔的单边间隙为 0.0075MM
2.2.5 CO型模具简介 CO模叫复合落料模它是集外形落料,穿孔,翻边,压花,拉深,刻印,切断,折弯等符加工为一体的模具,它采用内外导柱,导向,能很好的保证部 品加工精度,当然这种模具本身的制作精度也很高,一但这种模具导向被破坏,修理起来很困难,所有的导向装置都将全部全换位置,而更换 后的模具,也很难达到初始的精度. 2.2.6 COA型与B型的区别: A型CO模是最普遍的复合落料模具,它采用弹簧卸料,这种模具结构形式在我公司多用于200T,110T,60T,及部45T. B型CO模具,是一种较特殊的复合落料模具这种模具适用于部品较小或部品加工的孔数较多时无法在 SP板上布置弹簧的情况,它的工作 原理是通过顶杆将卸料力传送给SP板,在我公司的45T模具上使用较多,但当部品较小.以致不能布置弹簧时通常采用打料杆卸料. 2.2.7 CO型模具一般易出现的问题及造成的原因: 问题点:1.毛刺(原因:A.中心不重合;B.冲裁间隙不一致;C.中心位置偏移<导向不良>) 2.上下模粘料(原因:A.卸料力不足,<SP,SC板>;B.DU与SP,SC与PD变形或间隙变小.
模具结构简介

10.顶针板导柱(EJECTOR GUIDE PIN)
11.顶针板导套(EJECTOR GUIDE BUSH)
12.定位销(CENTER SLEEVE) 13.垃圾钉(STOP DISC)
14.INTERLOCK
15. LIMIT SWITCH
模具基本结构简介之三板模
Wireless Business Unit
Wireless Business Unit
模具结构基本 简介
前言
Wireless Business Unit
模具基本结构一般分为两 板模﹐三板模和热流道三种。 模具的结构一般由客户或者依 据产品来决定的。
模具基本结构简介之两板模
Wireless Business Unit
两板模基本零件简介
Wireless Business Unit
三板模的运动过程
Wireless Business Unit
合模过程:当顶出板上有拉回机构时,在合模前,顶出板被注塑机強制 拉回。
(1)在注塑机地推动下,动模向定模运动,若頂出板沒有被预先拉 回,复位杆最先接触定模板,在反作用力下,顶出板在复位杆的带动下 回位.
(2)动模板压向定模板和弹料板,最后完全合紧,注塑机上的喷嘴 与模具上的浇口套密合,开始注塑. 这样就完成塑胶模具的整个运动周期.
2.浇口套(SPRUE BUSH)
材料CALMAX
3.支撑柱(SUPPORT PILLAR) 材料709
4.吊模块(TIE BAR)
材料S50C
5.限位块(STOPPER)
材料709
6.导柱(GUIDE PIN)
7.导套(GUIDE BUSH)
8.弹簧(SPRING)
9.复位杆(RETURN PIN)
模具常见的结构

模具常见的结构:
模具的结构主要包括以下几个部分:
1.模具基座:模具基座是注塑模具的底部结构,通常由厚重的钢板或铸铁制成,用于
支撑模具的其他部分。
2.模芯:模芯是注塑模具中用于成型产品内部形状的部分,通常由高硬度的钢材制成。
3.模腔:模腔是注塑模具中用于成型产品外部形状的部分,通常由高硬度的钢材制成。
4.导柱和导套:导柱和导套是注塑模具中用于定位和支撑模芯和模腔的部分,通常由
高强度的钢材制成。
5.顶针和顶针座:顶针和顶针座是注塑模具中用于成型产品中的细小孔洞和槽口的部
分,通常由高硬度的钢材制成。
6.冷却系统:冷却系统是注塑模具中用于散热的部分,通常由水管或气管组成,用于
调节模具温度,保证注塑加工质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Project Number: 426520; Manufactured Item Number: 3686771; Manufactured Item Description: 96 CAVITY COMPLETE MOLD
Description Socket Head Cap Screw Connector, M12 4 pin Straight Bottom Mounting Bracket,Sensor Mounting Bracket Top Mounting Bracket, Sensor Lexan Cover Plate Receiver Transmitter Cable Hanger Cable Hanger Panel Mtg Base H-B 6 AG-LB Female Insert H-BE 6 BS Key Pin for H-BE,H-BVE,H-A Male Insert H-BE 6 SS Hood Top Entry H-B 6 TG PG13.5 Key Pin for H-BE,H-BVE,H-A Strain relief ST13.5 grey Power Cable Wire Clip Electrical Box Panel Mtg Base H-B 24 AG Male Insert H-D 64 SCG Male Crimp Contac H-D1,6/1.5mm PVC Fork Terminal Ground Wire S/A Flat Washer Lock Washer Socket Head Cap Screw O-Ring Pan Head Cap Screw Button Head Socket Cap Screw Flat Washer Socket Head Cap Screw Threaded Insert Socket Head Cap 520; Manufactured Item Number: 3686771; Manufactured Item Description: 96 CAVITY COMPLETE MOLD
Page 3 of 33
DRAWING PACKAGE v3.0 Bill of Materials BOM Item / Revision: 3799473/0 BOM Description: CORE PLATE SECTION Drawing / Revision: 3363720/4 Print Date: 2007-Mar-28 Position Item Number Quantity Unit of Measure 41 600928 384 EA 42 601080 4 EA 43 533847 2 EA 44 600576 2 EA 45 3028390 2 EA 46 530027 4 EA 47 532695 4 EA 50 3495617 1 EA 110 3720478 2 EA 111 3720479 2 EA
3290312/2 3350175/8
Project Number: 426520; Manufactured Item Number: 3686771; Manufactured Item Description: 96 CAVITY COMPLETE MOLD
Page 1 of 33
DRAWING PACKAGE v3.0 Bill of Materials BOM Item / Revision: 3495617/4 BOM Description: OPD Medium Adjustment Drawing / Revision: 3363720/4 Print Date: 2007-Mar-28 Position Item Number Quantity Unit of Measure 27 600865 24 EA 28 3357345 6 EA 29 3302635 6 EA 50 2399222 12 EA 51 3281469 6 EA 52 3290468 12 EA 53 3219120 6 EA 54 2156527 6 EA 55 530922 16 EA 56 2407275 8 EA 57 533879 1 EA 58 533880 1 EA 59 533209 4 EA 60 533882 1 EA 61 533878 1 EA 62 533209 2 EA 63 2252557 1 EA 64 2159748 2000 MM 65 2149222 18 EA 66 2715898 1 EA 67 533205 1 EA 68 534174 1 EA 69 534178 28 EA 70 3499468 2 EA 74 3357018 1 EA 80 532488 24 EA 81 623474 48 EA 82 211800 24 EA 83 530485 12 EA 84 3357351 48 EA 86 534762 24 EA 87 2156540 24 EA 88 600596 24 EA 89 533847 4 EA 90 600571 4 EA
Dwg / Revision 3363720/4 3363720/4 3703856/0 3467869/1 1165362/2 3614795/1 3692676/2 3741846/1 3742295/0
3077061/4 3363811/4 3665860/1 3743107/0 3615131/2
Description
Description Core Lock Ring, PCO 50P CRL Core Cooling Tube Pipe Plug Taper Pin Spacer Leader Pin Leader Pin OPD Adapter Block Socket Head Cap Screw O-Ring Socket Head Cap Screw O-Ring Core Plate Taper Pin Mold Foot Cycle Counter Cam Lock Adapter,2"CamMx2"NPTF Pipe Plug Pipe Plug Pipe Plug Pipe Plug 37° Male Adapter Pipe Plug Dowel, Tubular Socket Head Cap Screw Socket Set Screw, Flat Point
Project Number: 426520; Manufactured Item Number: 3686771; Manufactured Item Description: 96 CAVITY COMPLETE MOLD
Page 2 of 33
DRAWING PACKAGE v3.0 Bill of Materials BOM Item / Revision: 3495617/4 BOM Description: OPD Medium Adjustment Drawing / Revision: 3363720/4 Print Date: 2007-Mar-28 Position Item Number Quantity Unit of Measure 91 600599 2 EA Socket Head Cap Screw 92 600571 4 EA Socket Head Cap Screw For drawing 3363720/4, see page 5. DRAWING PACKAGE v3.0 Bill of Materials BOM Item / Revision: 3799473/0 BOM Description: CORE PLATE SECTION Drawing / Revision: 3363720/4 Print Date: 2007-Mar-28 Position Item Number Quantity Unit of Measure 1 3741847 96 EA 2 3397352 96 EA 3 3741849 96 EA 4 530106 6 EA 5 3743166 2 EA 6 1500129 2 EA 7 1500128 2 EA 8 3745386 12 EA 9 602189 24 EA 10 534062 96 EA 11 646041 2 EA 12 530394 96 EA 20 3755976 1 EA 21 3342282 2 EA 22 3099501 2 EA 23 1500395 1 EA 30 534688 2 EA 31 530105 18 EA 32 530106 2 EA 33 532849 24 EA 34 534442 4 EA 36 530807 4 EA 37 530108 2 EA 38 531537 8 EA 39 601072 8 EA 40 646895 4 EA