友佳加工中心点检表
立式加工中心精度检测记录表格模板

机床型号:机床编号:检测日期:
检测人:记录人:
N0.
检验项目
检验方法
示意图
允差值
测量值
1
工作台面之真平度(水平度)
(A)
X轴方向
将工作台移至X轴Y轴方向运动全程之中央,以精密水平仪在工作台上面作中央及两端3处之测量,以其读数之最大差为测量值。
0.06/M
(B)
Y轴方向
0.04/M
Ps
Pa
U
P=0.012
Ps=0.01
Pa=0.007
U=0.007
检验工具:水平仪、角尺、千分表、检验棒、直规、激光测距仪。
Per 300
4
X轴方向运动与工作台基准T形槽侧面的平行度
将直规之凸边与工作台基准T形槽侧面依靠,在其垂直面将固定于主轴头之千分表与之接触,并沿X轴方向移动工作台连同直规,以全程距离内千分表读数之最大差为测量值。
0.03
Per 300
5
X轴方向运动与Y轴方向运动的垂直度
将工作台移至X轴方向运动全程之中央,将角尺置于工作台上,使角尺之一边与工作台之X轴方向运动平行,再将固定于主轴头之千分表与角尺另一边接触并沿Y轴方向移动工作台,以千分表读数之最大差为测量值。
2
X轴方向运动与工作台面的平行度
将固定于主轴头上之千分表与工作台顶面接触,并沿X轴方向移动工作台,以全程距离内千分表读数之最大差为测量值。
0.03
Per 300
3
Y轴方向运动与工作台面的平行度
将固定于主轴头上之千分表与工作台顶面接触,并沿Y轴方向移动工作台,以全程距离内千分表读数之最大差为测量值。
0.02
A:0.005
立式加工中心日常保养点检表
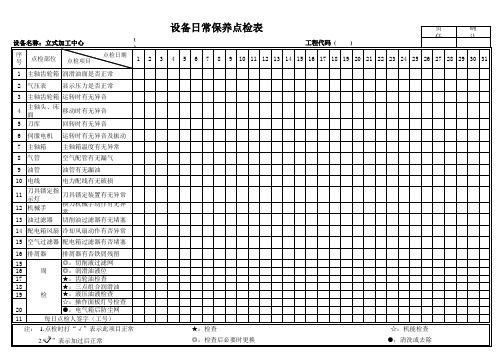
注: 1.点检时打“√”表示此项目正常
2.“ 加”表示加过后正常
★:检查 ◎:检查后必要时更换
☆:机能检查 ●:清洗或去除
2 气压表 显示压力是否正常
3 主轴齿轮箱 运转时有无异音
4
主轴头、床 面
移动时有无异音
5 刀库
回转时有无异音
6 伺服电机 运转时有无异音及振动
7 主轴箱 主轴箱温度有无异常
8 气管
空气配管有无漏气
9 油管
油管有无漏油
10 电线
电力配线有无破损
11
刀具锁定指 示灯
刀具锁定装置有无异常
12 机械手
换刀机械手动作有无异 常
13 油过滤器 切削油过滤器有无堵塞
14 配电箱风扇 冷却风扇动作有否异常
15 空气过滤器 配电箱过滤器有否堵塞
16 排屑器 排屑器有否铁屑残留
15
◎:切削液过滤网
16
周 ◎:润滑油液位
17
★:齿轮油检查
18
★:三点组合润滑油
19
检 ★:液压油液检查
☆:操作面板灯号检查
20
●:电气箱后防尘网
11
每日点检人签字(工号)
设备名称:立式加工中心
序 号点检表
责
确
( )
工程代码 ( )
任
认
点检日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 主轴齿轮箱 润滑油面是否正常
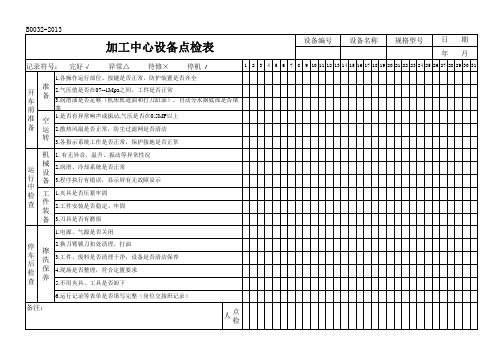
加工中心设备日常保养点检表

开机后
检查夹治具是否有损坏或基本点是否仍然正常
开机后
检查加工刀具是否缺失或不足
开机后
检查加工程序是否完整
开机后
检查集中润滑油泵油位,不足时加注68#导轨油
8小时
检查压缩空气三点组合,添加汽轮机油或主轴油;及时 排水
8小时
检查各运动部件有无异常声音、振动及发热现象
8小时
检查切削液液位高度,不足时需添加
8小时
随时保持机台、操作面板的干燥清洁
8小时
检查各安全门、电源开关、动力源开关是否关闭,把三 每天作业
轴移至行程中间,以保持机台均衡精度
结束时
清洁主轴锥度孔、三轴盖板、刀把、各轴马达、外观, 每天作业
并做好工作台等部件的防锈
结束时
更换冷却液
变脏变味 时
重大问题记录:
注:1、每天分早、中班时,相应人员进行维护后均应及时填写记录; 2、填写方法:正常打"√"、异常打"×"、休息时空白不填,重大设备故障请填写在"重大问题记录"栏。
时间要求
安全事项:请确保维护工作的安全,各电气门及护盖除了维护工作的需要绝不可以打开
开机前
开机前
检查气动系统压力(一般应大于0.6MPa)
开机前
检查系统有无报警信息,如有否正常 ,变压器是否 产生高温
开机后
检查主轴顶端,刀具座及其它附件是否有异音、破损或 损坏并清洁主轴周围
生产设备日常保养点检表
设备名称
设备型号 厂内编号 班组
加工中心
点检、维护事项
检查电源线及各线路,管路接头是否有破损或接触不 良,各安全装置是否正常,危险区域内无人员
检查各水、油、气路有无泄漏
机加车间设备点检表(汇编总版)

1、润滑油油位、手工供油时压力正 常HAAS40-60psi(1bar≈14.5psi)
2、气压正常HAAS80-100psi(1bar≈ 14.5psi)
3、检查冷却水、油、气管油缸有无 泄漏
4、检查安全防护装置是否有效、可 靠
5、导轨、换刀装置运行是否正常, 有无零部件有限公司
HAAS加工中心点检表
版本号:A-0 ;表单编号:XX-QP06-QR-8
设备名称:HAAS加工中心
设备编号:
20xx 年 9 月
内容
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
点检人签名:
点检人签名:
点检人签名:
确认人签名:
确认人签名:
确认人签名:
注:在点检过程中,有数据的记录数据,没有数据要求的若正常则打“√”,反之则打“×”,不正常的地方必须要有相关维修记录;停机打“/”。
每月点检完后,点检人员右上角检查栏签字,主管核对记录后在审核栏签字,最后部门经理在批准栏签字后将记录保存
7、机身清洁、防锈,清洁排屑机
点检人签名:
确认人签名:
周点检项目
一二三四
月点检项目
确认
机床停机原因及维修记录
1、清洗电气柜过滤网 2、清洗切削液水箱过滤网 3、刀库、换刀臂清洁 4、检查压缩空气系统各开关、旋钮的作业情况
1、清洁油压单元滤油网 2、检查并及时对加工中心各轴行程开关进行 清 3、洁检查压缩空气系统各开关、旋钮的作业情 况
06-QR-8 31
确认
加工中心点检表

机台号:
检测项目控制范围检测方法检测结果
超标后处理方法加工液工作浓度实际要求折光仪补加新液加工液pH 值8.5~9.5pH 计补加pH 调整剂有用碱值≥50滴定仪补加有用碱调节剂细菌/真菌含量
≤106/ml
测菌片
补加杀菌剂调整加工液浓度
或补加防锈剂
工作液稳定性乳液均匀无分层
目测静制24h 后观察水源氯离子含量<150ppm 滴定法更换水源或改善水质水质硬度<400ppm 硬度试纸更换水源或改善水质
污油含量<7%酸分解更换加工液导电率
<4000µs/cm
导电率仪
更换切削液
加工中心切削液点检表
审核: 检验人: 时间:
年 月 日
防锈性S 斑点≤10%铸铁屑法。
加工中心日常点检表

设备编号:
加工中心日常点检表
设备名称:
年
月
序 号
点检部位
点检项目
点检时间
开关、按钮无损坏;显示正常;
1
电器、照明 系统
控制柜空调滤网清洁;
照明灯正常。
2 刀库 运行正常
液压油位正常;
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
压力指示正常;
3 液压系统
散热器滤网清洁;
电机及油泵转向正常;
润滑油位正常;
4 润滑系统 压力指示正常;
电机及油泵转向正常
5 气压系统 压力表指示正常;
过滤网无积尘、及时清理;
6 冷却器
冷却器运行无异常、效果正常
7 刀具 刀具无灰尘油污; 8 排屑器 链排无积屑、电机运转正常; 9 主轴 主轴锥孔清洁;
10
6S
机床外身、周围环境、机床工装 及附件整理、清洁并注意防锈。
Байду номын сангаас
注:常用点检方法:视、听、闻、手感、清扫、加油、紧固。此表挂在设备处,使用时须按设备的要求对设备进行检查、保养,无异常填“√”,异常填“X”,并 作好异常记录。
,并
立式加工中心点检表模板
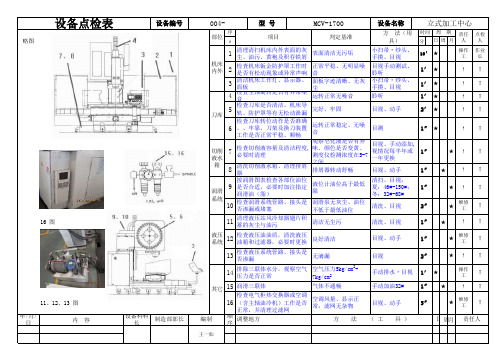
顺序No(分)周月1表面清洁无污垢作业长2正常平稳、无明显噪音↑3面板字迹清晰、无灰尘↑4运转正常无噪音↑5完好、牢固↑6运转正常稳定、无噪音↑7观察皂化液是否有异味、颜色是否变黄、测度仪检测浓度在5-7之间★↑8排屑器转动舒畅★↑9液位计油位高于最低限★↑10润滑泵无灰尘、油位不低于最低油位★↑16 图11清洁无尘污★↑12良好清洁★↑13无滴漏★↑14空气压力5kg/cm 2-7kg/cm 2↑15气体不通畅★↑11、12、13 图16空调风量、显示正常;滤网无杂物★↑内 容设备科科长顺序周月 5″略图检查刀库转位动作是否准确、、牢靠。
刀架及换刀装置工作是否正常平稳、顺畅检查刀库是否清洁、机床导轨、防护罩等有无松动泄漏目视、动手刀库手动加油32#1″↑↑检查切削液容量及清洁程度,必要时清理目视、手动添加,视情况每半年或一年更换维修工其它↑MCV-1700★日↑责任人操作工↑↑责任人日周 期点检人型 号1′10′1′时间小扫帚・纱头、手摸、目视↑↑★1″★★★★2′制造部部长设备点检表设备编号年/月/日项目判定基准方 法 ( 工 具 ) 调整地方1″检查机床钣金防护罩工作时是否有松动现象或异常声响检查主轴旋转是否有异常噪音1′润滑三联体2″004-聆听王一仙编制部位★清理清扫机床内外表面的灰尘、油污、黄袍及积存铁屑设备名称立式加工中心 方 法(用具)↑操作工目测清洁机床工作灯、显示器、面板机床内外小扫帚・纱头、手摸、目视目视手动测试、聆听检查电气柜热交换器或空调(含主轴油冷机)工作是否正常,并清理过滤网目视、动手排除三联体水分,观察空气压力是否正常手动排水・目视1′清洗切削液水箱、清理排屑器按润滑图表检查各部位油位是否合适,必要时加注指定润滑油(脂)检查润滑系统管路、接头是否渗漏或堵塞清理液压站风冷却器翅片积蓄的灰尘与油污目视1″1″切削液水箱润滑系统检查液压油油质,清洗液压油箱和过滤器,必要时更换目视、动手清扫、目视;夏:46#-150#;冬:32#-68#清洗、目视液压系统检查液压系统管路、接头是否渗漏↑清洗、目视2″维修工1″↑目视、动手1″维修工231。
数控加工中心CNC系统功能检查表

M19
1、切换MDI模式 2、程序下M19 3、检测主轴定位到其参考角度并且不动
39
自动模式检查
1、按下自动模式按键 2、打开一个程序
3、按下程序开始按键
4、检查程序运行
40
主轴正转按键检查
1、切换手动模式
2、按主轴正转按键,检查主轴正转
41
主轴停止按键检查
1、切换手动模式
2、按主轴停止按键,检查主轴停止
57
程序暂停按键检查
1、切换自动模式
2、选择程序,按程序开始按键 3、按程序停止按键
4、检测程序是否停止
58
注油时间间隔
1、机床维护登录
2、检查PLC变量设定值
59
注油时间
1、机床维护登录
2、检查PLC变量设定值
60
刀库回原点超时
1、机床维护登录
2、检查PLC变量设定值
61
刀套动作超时
1、机床维护登录
3、检测Z轴正向移动
46
Y轴点动正向按键检查
1、切换手动模式
2、同时按快速进给和Y轴正向点动按键
3、检测Y轴正向移动
47
X轴点动正向按键检查
1、切换手动模式
2、同时按快速进给和X轴正向点动按键
3、检测X轴正向移动
48
工作灯按键检查
1、按下工作灯按键
2、检查工作灯是否亮起,检测讯号
49
切削液按键检查
1、按下切削液按键
2、检查三轴的ACC和JERK
78
三轴的PID
1、优化软件或者系统自带功能检查三轴PID参数
79
三轴负载
1、程序下编制最大速度的轴移动速度,分别移动三轴。
加工中心类设备点检表
运 行 中 检 查
停 车 后 检 查
擦 洗 3.工件、废料是否清理干净,设备是否清洁保养 保 4.现场是否整理,符合定置要求 养
5.不用夹具、工具是否卸下 6.运行记录等表单是否填写完整(岗位交接班记录)
2.换刀臂锁刀扣处清理、打油
备注:
点 检 人
B0032-2013
加工中心设备点检表
记录符号: 完好√ 异常△ 待修× 停机 /
1.各操作运行部位、按键是否正常,防护装置是否齐全
设备编号
设备名称
规格型号
日 年
期 月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
开 车 前 准 备
准 2.气压值是否在07--1Mpa之间、工件是否常 备
3.润滑油是否足够(机床轨道油和打刀缸油),自动分水器底部是否堵塞 1.是否有异常响声或振动,气压是否在0.5MP以上
空 运 2.散热风扇是否正常,防尘过滤网是否清洁 转 3.各指示系统工作是否正常,保护接地是否正常 机 1.有无异音、温升、振动等异常性况 械 2.润滑、冷却系统是否正常 设 备 3.程序执行有错误,显示屏有无故障显示 工 1.夹具是否压紧牢固 件 2.工件安装是否稳定、牢固 装 备 3.刀具是否有磨损
数控车床日常点检表
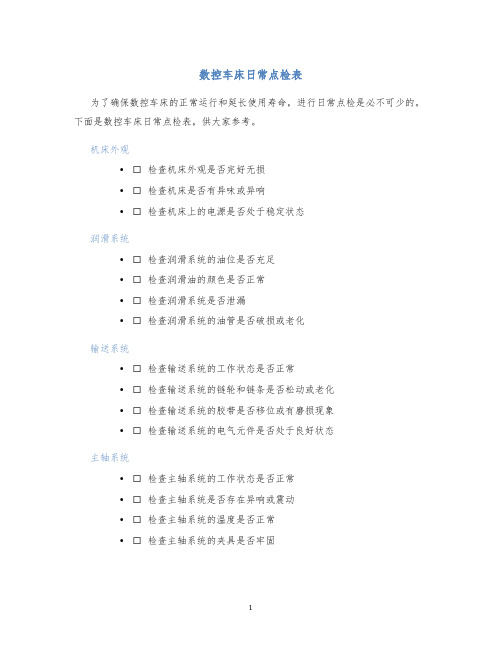
数控车床日常点检表
为了确保数控车床的正常运行和延长使用寿命,进行日常点检是必不可少的。
下面是数控车床日常点检表,供大家参考。
机床外观
•☐检查机床外观是否完好无损
•☐检查机床是否有异味或异响
•☐检查机床上的电源是否处于稳定状态
润滑系统
•☐检查润滑系统的油位是否充足
•☐检查润滑油的颜色是否正常
•☐检查润滑系统是否泄漏
•☐检查润滑系统的油管是否破损或老化
输送系统
•☐检查输送系统的工作状态是否正常
•☐检查输送系统的链轮和链条是否松动或老化
•☐检查输送系统的胶带是否移位或有磨损现象
•☐检查输送系统的电气元件是否处于良好状态
主轴系统
•☐检查主轴系统的工作状态是否正常
•☐检查主轴系统是否存在异响或震动
•☐检查主轴系统的温度是否正常
•☐检查主轴系统的夹具是否牢固
其他部分
•☐检查进给系统、主轴驱动、变速箱等部分是否正常工作
•☐检查电气系统的接线是否安全可靠
•☐检查控制系统的程序是否正确
•☐检查工件的定位是否准确
注意事项
•在点检前,必须先了解设备的相关资料和操作规程
•点检时应关闭设备电源,并带上绝缘手套和防护眼镜
•如发现问题应及时进行记录,并进行排除处理
•点检周期应根据机床的使用情况和维护保养计划进行安排以上就是数控车床日常点检表的内容,希望对大家有所帮助。
数控加工中心设备点检表

有限公司设备点检运行交接记录表
使用部门:模具车间班次:年月
设备编号名称加工中心型号
序号内容 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 开机检查设备各处有无异响
2 按机床润滑要求加油
3 检查导轨是否正常。
4 电机无异响,运转有力
5 主电机皮带松紧合适不偏磨
6 即时注油并达到油标处
7 X轴Y轴正常工作
8 快进系统工作正常灵活可靠
9 变速系统变速正常,工作可靠
10 电气控制系统线路板清洁,按钮旋钮灵敏可靠
11 看各处螺丝有无松动
实际运行时间(小时)合计:
故障停机时间(小时)合计:
操
作
者
故障问题记录第一周第二周第三周第四周
原因分析记维修记录
维修人员:维修人员:维修人员:维修人员:
说明:
1.此表由设备部部逐月下达到设备操作者,操作者点检并记录。
2.记录符号:正常“√”异常“×”待修“△”。
3.操作者要如实填写故障问题及停机、开动时间,维修人员填写故障原因分析记维修记录。
4.记录时字体要工整,禁止随意填写并注明每个周的具体日期。
立式加工中心精度检测记录表

9
主轴端面轴向跳动
B:0。01
10
主轴端锥孔径向跳动
C:0。005
11
主轴偏差(摆差)(主轴与主轴锥孔中心线的同轴度)
将检验棒插入主轴端锥孔内,将千分表分别打至检验棒外圆顶端与靠近主轴之根部,转动主轴,读取跳动数值之最大差为测量值。
A:0.008
B:0.02
12
主轴中心线与
Z轴方
向运动的平行度
0。02
Per 300
6
Z轴方
向运动与工作台面的垂直度
X
Z
将工作台移至X轴方向运动全程之中央,将角尺置于工作台上,再将固定于主轴头上之千分表与之接触,并沿Z轴方向移动主轴头,以千分表读数之最大差为测量值。
0。02
Per 300
Y
Z
将固定于主轴上之千分表与置于工作台上之角尺接触,并沿Z轴方向移动主轴,以千分表读数之最大差为测量值.
2
X轴方向运动与工作台面的平行度
将固定于主轴头上之千分表与工作台顶面接触,并沿X轴方向移动工作台,以全程距离内千分表读数之最大差为测量值.
0.03
Per 300
3
Y轴方向运动与工作台面的平行度
将固定于主轴头上之千分表与工作台顶面接触,并沿Y轴方向移动工作台,以全程距离内千分表读数之最大差为测量值。
0.02
立式加工中心精度检测记录表
机床型号:机床编号:检测日期:
检测人:记录人:
N0.
检验项目
检验方法
示意图
允差值
测量值
1
工作台面之真平度(水平度)
(A)
X轴方向
将工作台移至X轴Y轴方向运动全程之中央,以精密水平仪在工作台上面作中央及两端3处之测量,以其读数之最大差为测量值。
加工中心日常点检表

加工中心日常点检表
加工中心日常点检表
日期:____________
设备名称:_____________
序号 | 检查项目 | 检查内容 | 检查结果 | 备注
---|---|---|---|---
1 | 连接件 | 检查所有的紧固件是否松脱 | |
2 | 润滑系统 | 检查油位是否充足,油管是否有老化、损坏 | |
3 | 电气系统 | 检查电源线、接线是否有老化、损坏 | |
4 | 机床本体 | 检查机床表面是否有明显损伤、变形 | |
5 | 刀库系统 | 检查刀具插座,夹持力是否正常 | |
6 | 四轴系统 | 检查四轴传动带、联轴器是否有老化、损坏 | |
7 | 主轴系统 | 检查主轴是否正常工作,垂直度是否合格 | |
8 | 热交换器 | 检查热交换器是否有腐蚀、冷却液泄漏 | |
9 | 手动操作 | 检查手动操作的灵活性,加工精度是否正常 | |
10 | 自动操作 | 检查自动操作的流程是否正常,加工效果是否理想 | |
备注:
1. 若检查结果为异常,请记录具体异常情况并进行处理;
2. 日常点检表须每周核对一次,并做好记录;
3. 若设备长期未使用,请在重新使用前检查;
4. 点检表应存档备份,以备查阅。
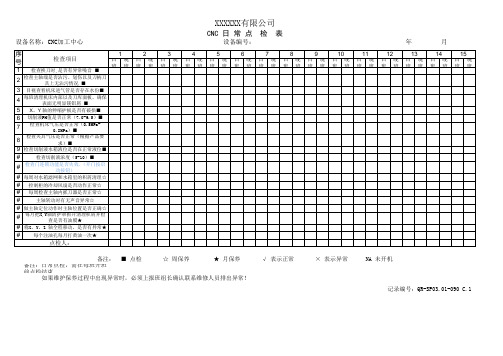
CNC日常点检表
XXXXXX有限公司
CNC 日 常 点 检 表
设备编号:
年
月
序 号
检查项目
1 检查换刀时,是否有异常噪音 ■
2
检查主轴端是否沾污、划伤以及刀柄刀 具上无沾污情况 ■
3 目视查看机床进气管是否存在水份■
4
每班清理机床内部以及刀库面板,确保 表面无明显镁铝屑 ■
5 X、Y 轴的伸缩护板是否有破损■
# 每周检查主轴内抓刀器是否正常☆
#
主轴转动时有无声音异常☆
# 做主轴定位动作时主轴位置是否正确☆
#
每月把X,Y轴防护罩拆开清理积屑并检 查是否有油膜★
# 将X、Y、Z 轴全程移动,是否有异常★
#
每个注油孔每月打黄油一次★
点检人:
1 白晚 班班
2 白晚 班班
3 白晚 班班
4 白晚 班班
5 白晚 班班
√ 表示正常
× 表示异常
NA 未开机
记录编号:QR-SP03.01-090 C.1
常!
6 切削液PH值是否正常(7.0-9.5)■
7
检查机床气压是否正常(0.5MPa0.8MPa)■
8
检查夹具气压是否正常(根据产品要 求)■
9 检查切削液水箱液位是否在正常液位■
#
检查切削液浓度(5-10)■
#
检查门连锁功能是否失效.(开门按启 动按钮)
# 每周对水箱滤网和水箱里的积屑清理☆
# 控制柜的冷却风扇是否动作正常☆
6 白晚 班班
7 白晚 班班
8 白晚 班班
9 白晚 班班
10 白晚 班班
11 白晚 班班
12 白晚 班班
13 白晚 班班
加工中心可视化日常点检表

NO
时间
变更理由
变更内容
注:本月初是从上月26日开始算
填表示例:√ 正常;× 异常;△ 处理完;◎其它
ቤተ መጻሕፍቲ ባይዱ
年
月
第一周段 班长印
担当
第二周段 班长印
28
29
30
31
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
2
液压站与空 气过滤器
3
润滑装置
4
接油盒
5 6 7 故 障 处 理 记 录 栏 变 更 履 历
铁屑传输带 护罩 整机 日 期
故 障 内 容
故障处理记要
操作担当
维修担当
加 工 中 心 日 常 点 检
编号:
表
担当 第三周段 班长印 担当 第四周段 班长印
担当 № 点检项目 点检标准 点检方法 点检 周期 26 各操作屏功能正常, 1 操作面板 各按钮与指示灯功能正常 、无缺失 液压站工作无异响,油位 正常 空气过滤器工作正常 各润滑装置工作正常,油 位正常 检查X轴油盒是否已满并及 时清理,内部无异物 检查Y轴油盒是否已满并及 时清理,内部无异物 传输带工作正常,无堆积 、上部无异物 X\Y轴护罩无变形、无异物 开机空运转5-10分钟 部 位№ 操作 操作、目视 目视、听 目视、操作 操作、目视 目视、操作 目视、操作 目视、操作 目视 操作 日 日 日 日 日 日 日 日 日 日 27
CNC加工中心点检表(编)

檢查各軸運行是否靈活,主軸、電機運行是否正常,有無異常噪音及溫升
檢查切削液液位是否正常,管路是否堵塞,液箱是否清潔,泵是否正常工作
檢查氣壓是否正常,氣管有無漏氣,空氣過濾器是否排水
檢查冷凝器顯示面板是否正常,散熱口是否正常排風
檢查電箱散熱風扇是否正常
每周
六
更換過濾棉及清洗冷凝器過濾網
檢查主軸、絲桿、導軌是否清潔
檢查油氣過濾器油杯油量是否足夠
每年
檢查工作台平面度是否正常(工務部每年調整水平度)
記錄人:
檢查方法:看、試、聽
記錄符號:
正常
異常
已修好
重大問題處理意見:
V
X
△
CNC加工中心點檢表(第二次修改)FED-QR-122-09
部門:設備名稱:設備編號:
檢查期
檢查項目指引
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
10
21
22
23
24
25
26
27
28
29
30
31
每
天
檢查機器各部位是否清潔
檢查開關按鈕是否靈活,鎖緊螺絲是否松脫
檢查操作程序是否正確,參數設置是否准確
设备点检表

车间 点检内容 班组 资产编号 检查日期 设备型号 1 2 3 4 5 6 7 8 班组长 操作者A 操作者B 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 2 3 4 5 6 7 8 9 10 11 12 13 14
4 5 6
7 8 9
机修员:
本月点检发现 本月维修解决 其它 正常 记录 √ 符号 年
处 处 异常 × 月 已修 ⓧ 日
收拾工作地点,将与工作无关的物件收拾干净,将毛坯放妥 工作结束下班时、必须切断电源。 安全罩是否随加工物件自动调整高度。 各变速手柄操作灵活,定位可靠。 运作速度是否依规定设置。 钻头是否锐利 各配合部位是否有松动 下班后是否有保养机台
班组长确认 交 班 问 题 记 录
检方法
1 2 3
看试听 检查周期 每 天 重大问题 处理意见
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一二三四
月点检项目
1、清洁油压单元滤油网
确 认
机床停机原因及维修记录
确 认
2、清洗切削液水箱过滤网
2、检查润滑油打油是否正常
3、刀库、换刀臂清洁 4、检查压缩空气系统各开关、旋钮的作业情况 点检人签名:
3、平衡配重块链条加润滑脂 4、检查并及时对加工中心各轴行程开关进行清洁 (三个月) 点检人签名:
设备编号: CK02.A01.01.
2017 年 9 月
检查
审核
批准
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
8、机身清洁、防锈,清洁排屑机
点检人签名:
确认人签名:
周点检项目 1、清洗电气柜过滤网
设备名称:友佳加工中心
内容
日期
1、润滑油油位、手工供油时压力正 常友嘉1-1.5mpa
2、气压正常友嘉0.4-0.6mpa
3、检查冷却水、油、气管油缸有无 泄漏
4、检查安全防护装置是否有效、可 靠
5、导轨、换刀装置运行是否正常, 有无异响
6、电机及各轴快速移动声音有无异 常
7、三点组合放水(友嘉)
友佳加工中心点检表
点检人签名:
确认人签名:
确认人签名:
确认人签名:
注:在点检过程中,有数据的记录数 据,没有ห้องสมุดไป่ตู้据要求的若正常则打“√ ”,反之则打“×”,不正常的地方 必须要有相关维修记录;停机打“/ ”。
每月点检完后,点检人员右上角检查 栏签字,主管核对记录后在审核栏签 字,最后部门经理在批准栏签字后将 记录保存