CMT焊接翻译1
cmt焊接标准
cmt焊接标准
"CMT" 可能指的是Cold Metal Transfer(冷金属传递)焊接技术,它是一种电弧焊接过程,通常应用于薄材料的焊接。
这种技术通过控制电弧的传递方式,使焊接过程更加稳定,减少对工件的热影响,适用于对热敏感性高的材料。
具体的焊接标准可能会根据你所在的国家、行业和应用领域而有所不同。
如果你正在使用CMT 技术进行焊接,并希望查阅相关的标准,建议采取以下步骤:
1.制造商文档:查阅CMT 焊接设备制造商提供的文档和使用手
册。
这些文档通常包含有关正确操作和维护CMT 设备的信息。
2.国际标准:查询国际标准组织(如ISO)是否发布了与CMT
焊接相关的标准。
这可能包括关于焊接程序、质量控制和检验
的标准。
3.行业标准:在你所在的行业中,可能有一些特定的标准适用于
CMT 焊接。
检查相关行业协会或标准组织的网站,以获取更多
信息。
4.当地法规:根据你所在地区的法规,了解是否有对焊接过程和
焊接质量的特定要求。
这可能涉及到安全标准、环境标准等。
请注意,CMT 焊接标准可能会根据技术的不断发展而更新,因此始终确保查阅最新版本的标准文档。
如果有特定的焊接标准或方面你想要了解的,请提供更具体的信息,以便我能够提供更精准的帮助。
常用焊接中英文词典

焊接代号AW——ARC WELDING——电弧焊AHW——atomic hydrogen welding——原子氢焊BMAW——bare metal arc welding——无保护金属丝电弧焊CAW——carbon arc welding——碳弧焊CAW-G——gas carbon arc welding——气保护碳弧焊CAW-S——shielded carbon arc welding——有保护碳弧焊CAW-T——twin carbon arc welding——双碳极间电弧焊EGW——electrogas welding——气电立焊FCAW——flux cored arc welding——药芯焊丝电弧焊FCW-G——gas-shielded flux cored arc welding——气保护药芯焊丝电弧焊FCW-S——self-shielded flux cored arc welding——自保护药芯焊丝电弧焊GMAW——gas metal arc welding——熔化极气体保护电弧焊GMAW-P——pulsed arc——熔化极气体保护脉冲电弧焊GMAW-S——short circuiting arc——熔化极气体保护短路过度电弧焊GTAW——gas tungsten arc welding——钨极气体保护电弧焊GTAW-P——pulsed arc——钨极气体保护脉冲电弧焊MIAW——magnetically impelled arc welding——磁推力电弧焊PAW——plasma arc welding——等离子弧焊SMAW——shielded metal arc welding——焊条电弧焊SW——stud arc welding——螺栓电弧焊SAW——submerged arc welding——埋弧焊SAW-S——series——横列双丝埋弧焊RW——RWSISTANCE WELDING——电阻焊FW——flash welding——闪光焊RW-PC——pressure controlled resistance welding——压力控制电阻焊PW——projection welding——凸焊RSEW——resistance seam welding——电阻缝焊RSEW-HF——high-frequency seam welding——高频电阻缝焊RSEW-I——induction seam welding——感应电阻缝焊RSEW-MS——mash seam welding——压平缝焊RSW——resistance spot welding——点焊UW——upset welding——电阻对焊UW-HF——high-frequency ——高频电阻对焊UW-I——induction——感应电阻对焊SSW——SOLID STATE WELDING——固态焊CEW——co-extrusion welding——CW——cold welding——冷压焊DFW——diffusion welding——扩散焊HIPW——hot isostatic pressure diffusion welding——热等静压扩散焊EXW——explosion welding——爆炸焊FOW——forge welding——锻焊FRW——friction welding——摩擦焊FRW-DD——direct drive friction welding——径向摩擦焊FSW——friction stir welding——搅拌摩擦焊FRW-I——inertia friction welding——惯性摩擦焊HPW——hot pressure welding——热压焊ROW——roll welding——热轧焊USW——ultrasonic welding——超声波焊S——SOLDERING——软钎焊DS——dip soldering——浸沾钎焊FS——furnace soldering——炉中钎焊IS——induction soldering——感应钎焊IRS——infrared soldering——红外钎焊INS——iron soldering——烙铁钎焊RS——resistance soldering——电阻钎焊TS——torch soldering——火焰钎焊UUS——ultrasonic soldering——超声波钎焊WS——wave soldering——波峰钎焊B——BRAZING——软钎焊BB——block brazing——块钎焊DFB——diffusion brazing——扩散焊DB——dip brazing——浸沾钎焊EXB——exothermic brazing——反应钎焊FB——furnace brazing——炉中钎焊IB——induction brazing——感应钎焊IRB——infrared brazing——红外钎焊RB——resistance brazing——电阻钎焊TB——torch brazing——火焰钎焊TCAB——twin carbon arc brazing——双碳弧钎焊OFW——OXYFUEL GAS WELDING——气焊AAW——air-acetylene welding——空气乙炔焊OAW——oxy-acetylene welding——氧乙炔焊OHW——oxy-hydrogen welding——氢氧焊PGW——pressure gas welding——气压焊OTHER WELDING AND JOINING——其他焊接与连接方法AB——adhesive bonding——粘接BW——braze welding——钎接焊ABW——arc braze welding——电弧钎焊CABW——carbon arc braze welding——碳弧钎焊EBBW——electron beam braze welding——电子束钎焊EXBW——exothermic braze welding——热反应钎焊FLB——flow brazing——波峰钎焊FLOW——flow welding——波峰焊LBBW——laser beam braze welding——激光钎焊EBW——electron beam welding——电子束焊EBW-HV——high vacuum——高真空电子束焊EBW-MV——medium vacuum——中真空电子束焊EBW-NV——non vacuum——非真空电子束焊ESW——electroslag welding——电渣焊ESW-CG——consumable guide eletroslag welding——熔嘴电渣焊IW——induction welding——感应焊LBW——laser beam welding——激光焊PEW——percussion welding——冲击电阻焊TW——thermit welding——热剂焊THSP——THERMAL SPRAYING——热喷涂ASP——arc spraying——电弧喷涂FLSP——flame spraying——火焰喷涂FLSP-W——wire flame spraying——丝材火焰喷涂HVOF——high velocity oxyfuel spraying——高速氧燃气喷涂PSP——plasma spraying——等离子喷涂VPSP-W——vacuum plasma spraying——真空等离子喷涂TC——THERMAL CUTTING——热切割OC——OXYGEN CUTTING——气割OC-F——flux cutting——熔剂切割OC-P——metal powder cutting——金属熔剂切割OFC——oxyfuel gas cutting——氧燃气切割CFC-A——oxyacetylene cutting——氧乙炔切割CFC-H——oxyhydrogen cutting——氢氧切割CFC-N——oxynatural gas cutting——氧天然气切割CFC-P——oxypropanne cutting——氧丙酮切割OAC——oxygen arc cutting——氧气电弧切割OG——oxygen gouging——气刨OLC——oxygen lance cutting——氧矛切割AC——ARC CUTTING——电弧切割CAC——carbon arc cutting——碳弧切割CAC-A——air carbon arc cutting——空气碳弧切割GMAC——gas metal arc cutting——熔化极气体保护电弧切割GTAC——gas tungsten arc cutting——钨极气体保护电弧切割PAC——plasma arc cutting——等离子弧切割SMAC——shielded metal arc cutting——焊条电弧切割HIGH ENERGY BEAM CUTTING——高能束切割EBC——electron beam cutting——电子束切割LBC——laser beam cutting——激光切割LBC-A——air——空气激光切割LBC-EV——evaporative——蒸气激光切割LBC-IG——inert gas——惰性气体激光切割LBC-O——oxygen——氧气激光切割11 AUT indication (自动超声探问题)12 BAD FILM QUALITY (成片质量差)13 Dent (凹坑/摔坑)14 Internal Defects (内部缺陷)15 Lack Of Penetration (未焊透)20 OVERLAP (焊瘤)21 OFFSET (错边)22 Other Defects (其它缺陷)23 Porosity (气孔)飞溅:spatter24 Slag (焊渣)25 SCRATCH (划痕)31 Rust (锈蚀)32 Mis-Alignment (焊偏)33 Crack (裂纹)34 Crater (弧坑)35 Lap (折叠)36 Lamination (母材分层)37 Seam (重皮)38 Defect not repaired (缺陷未补)40 DWTT (落锤不合)42 OD Oversize (管径大)43 OD Undersize (管径小)44 Impact Test Not Passed (冲击不合)45 Welding Interruption (内外断)46 Manual UT (手动超声探问题)47 Bevel Damage (坡口损坏)49 Scuff Marks (磨损痕迹)50 Weld Damage (焊缝缺陷)51 Weld Spatter (焊接飞溅)52 Pipe Marking (管子标识问题)67 Repair Areas are more than Allowed (补焊超处)。
CMT简介

不锈钢 1.5mm ER308LSi
150cm/min PA PB
© Fronius 05/2007
珠海福尼斯焊接 2007
CMT方法的应用
零件部分: 母材: 填充金属:
1.0mm 焊接速度: 焊接位置:
不锈钢 0.8mm ER308LSi
100cm/min PA
© Fronius 05/2007
© Fronius 05/2007 珠海福尼斯焊接 2007
在短路状态下焊丝的回抽运动帮助 焊丝与熔滴分离
t = 0 ms
t = 4.59 ms
t = 6.21 ms
t = 7.56 ms
t = 11.34 t = 13.23 t = 13.77
ms
ms
ms
t = 14.31 ms
珠海福尼斯焊接 2007
• 引弧可靠迅捷 • 引弧的速度是迄今为止的两倍 • 在非常短的时间内即可熔化母材
© Fronius 05/2007
珠海福尼斯焊接 2007
CMT焊较普通MIG/MAG焊的优势: • CMT焊弧长控制更精确,电弧更稳定
普通MIG/MAG焊在焊 接过程中,焊丝干伸长 改变时,焊接电流会增 加或减少。而CMT焊焊 丝干伸长改变时,仅仅 改变送丝速度,不会导 致焊接电流的变化,从 而实现一致的熔深,加 上弧长高度的稳定性, 就能达到非常均匀一致 的焊缝外观成形
喷射电弧
电弧过渡形式
旋转电弧
短路过渡
vD IS
US
Short arc period
arc period T
CMT过渡
© Fronius 05/2007
vD
t
Plasma period
焊接英语1

actual weld-throat thick-ness焊缝厚度
all-around weld整周焊缝 all-around weld (整周焊缝)环焊缝
angle butt weld斜对接焊
angle weld角焊
appearance of weld焊缝成形
arc-seam weld电弧缝焊
insufficient or excess reinforcement of weld加强焊缝不足或过量
intermittent fillet weld间断角缝焊接; 断续角焊缝
intermittent weld断续焊; 断续焊缝
jam weld对接焊; 对头焊接
lap fillet weld搭接角焊缝
downhand weld平焊缝
duplex spot weld双点点焊接头
edge joint weld边缘焊
edge weld端接焊; 端接焊缝; 端面焊缝; 对边焊
electric resistance weld mill电阻焊管机
electric weld-pipe mill电焊管机
outside weld外焊缝
over weld过焊
overhead fillet weld仰焊角焊缝
overhead weld仰焊
oversize weld超尺寸焊缝
oxygen weld氧气焊接
parallel-arc weld并列弧焊
patch weld补焊; 补孔焊缝
Peltier's cross weld珀耳帖交叉焊接
axis of weld焊缝轴线; 焊接轴线
铝及铝合金的焊接cmt焊接参数

铝及铝合金的焊接cmt焊接参数英文回答:CMT Welding Parameters for Aluminum and Aluminum Alloys.Introduction.CMT (Cold Metal Transfer) welding is a specialized arc welding process designed for welding aluminum and its alloys. It is a variation of the GMAW (Gas Metal Arc Welding) process but utilizes a unique wire feeding mechanism and shielding gas mixture to achieve high-quality welds with minimal spatter and porosity.Parameters.The optimal CMT welding parameters vary depending onthe specific aluminum alloy, thickness, and joint design being welded. However, some general guidelines can be provided:Welding Current: 60-200 amps.Arc Voltage: 15-25 volts.Wire Feed Speed: 2-6 meters per minute.Shielding Gas: Argon-based mix (82% Argon, 18% Helium)。
Electrode Extension: 10-20 mm.Travel Speed: 0.5-2.5 meters per minute.Advantages of CMT Welding.Reduced Spatter: The unique wire feeding mechanism controls the molten metal droplet transfer, minimizing spatter and improving weld quality.Low Porosity: CMT welding produces welds with minimal porosity due to the shielding gas mixture and controlled metal transfer.High Strength: The combination of low spatter and porosity results in welds with excellent mechanical properties and tensile strength.Automation Compatibility: CMT welding is well-suited for automated welding applications due to its stable arc and consistent results.Applications.CMT welding is commonly used in industries where high-quality aluminum welds are required, such as:Automotive.Aerospace.Electronics.Construction.Medical.Conclusion.CMT welding is a versatile and reliable process for welding aluminum and its alloys. By carefully selecting and adjusting the welding parameters, it is possible to achieve high-quality welds with minimal defects.中文回答:CMT焊接铝及铝合金工艺参数。
福尼斯焊机CMT焊接工艺介绍

CMT过渡技术为MIG/MAG焊的应用拓开了新 的领域
MIG/MAG焊是目前世界上应用最广泛、最经济的焊接工艺。 但由于存在热输入量大、变形严重、飞溅无法避免等缺陷, 限制了它在某些领域的应用,尤其1mm以下的薄板更是其 应用的“禁区”。
脉冲电弧 短路电弧
CMT 电弧
喷射电弧
电弧过渡形式
旋转电弧
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
CMT焊较普通MIG/MAG焊的优势:
CMT更低的热输入量,焊缝均匀一致
普通MIG焊
送丝速度
5,0 m/min
焊接电流
96 A
焊接电压
13,3 V
CMT
送丝速度
5,0 m/min
焊接电流
84 A
焊接电压
11,1 V
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
短路过渡
vD IS US
Short arc period
arc period T
t t
t
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
CMT过渡
vD
t
Plasma period
Short arc
Boost period burning period
IS
t US
t T
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
CMT焊接同普通MIG/MAG焊有三个 显著的特点:
(1) 送丝运动与熔滴过渡过程进行数字化协调
当数字化的控制监测到一 个短路信号,就会反馈给送 丝机,送丝机作出回应,迅 速回抽焊丝,从而使得焊 丝与熔滴分离。在全数字 化的控制下,这种过渡方 式完去区别于传统的熔滴 过渡方式。
CMT焊接资料

CMT焊接目前国内外低热输入焊接新工艺CMT(cold metal transfer)一冷金属过渡焊是低热输入焊接工艺中的佼佼者,CMT技术是福尼斯公司开发的一种低热输入焊接工艺。
该技术在熔滴短路时电源输出电流几乎为零,同时焊丝回抽帮助熔滴脱落,实现熔滴“冷”过渡,大大降低了焊接过程的热输入。
1.CMT焊接研究现状图1 CMT焊与P-MIG焊熔滴过渡形式分布CMT技术的发展过程经历了几个阶段:90年代初,奥地利福尼斯公司是为研究钢铝的异种焊接而开始;到90年代末,开发了无飞溅引弧技术(SFI,此技术为CMT的研究奠定了基础;在接下来的几年到1999年,使得CMT技术得以问世;到2010年,Fronius公司对CMT焊接系统进行开发,发展到了CMT Advanced和CMT Advanced +P焊接技术。
发展到现在,CMT焊与P-MIG焊熔滴过渡形式电流电压的分布如图1所示,CMT技术的热输入量达到的范围明显的小于P-MIG。
CMT技术创新的将熔滴过渡过程与送丝运动相结合,该创新处大大降低了焊接过程的热输入量,真正实现了无飞溅焊接。
此焊接工艺不仅提高焊后工件表面质量,还减小金属的损失,降低焊接过程中的烟尘、有害气体,对环境的污染进一步减小是一种绿色环保的焊接技术。
目前CMT焊接的研究主要涉及到薄板焊接、异种焊接、钎焊等,利用的均是其热输入低的特点。
CMT焊可以焊接薄板低至0.3mm的超薄板,CMT焊接工艺己研究应用的有3 mm及以下的铝合金焊接、镁铝异种焊接、铝钢异种焊接、钦铜异种焊接等。
CMT技术问世后专家学者不断的进行研究,目前关于CMT技术复合热源也出现了。
国外学者利用CMT-GMAW焊接镍基超耐热不锈钢,河北科技大学也正在研究利用CMT与高频复合焊接铝锂合金。
2. CMT焊接原理与特点CMT(冷金属过渡技术)的熔滴过渡形式是在短路过渡基础上开发的,普通的短路过渡过程如下:焊丝端部熔化形成熔滴,熔滴与熔池接触形成小桥,焊丝在小桥处爆断,短路时伴有大的电流和飞溅。
焊接专业网焊接英汉词典

焊接专业网焊接英汉词典(4)weldable 可焊的weldless 无焊缝的weldment 焊(接)件double-bevel groove weld 双斜边坡口焊缝, K形坡口焊缝butt weld 对接焊缝groove weld 坡口焊contour weld 特形焊接automatic spot weld 自动点焊法explosive weld 爆炸焊接gas-pressure weld 气压焊concave fillet weld 凹角焊downhand weld 平焊缝carbon arc weld 碳极弧焊braze welding 硬焊, 铜焊, 钎焊air-acetylene welding 空气-乙炔焊接argon arc welding 氩弧焊automatic slag-pool welding 自动电渣焊aircomatic welding 自动调弧氩弧焊, 惰性气体保护金属极弧焊aluminothermic welding 铸焊, 铝热剂焊接butt welding 对接焊, 对焊austenite welding 不锈钢(焊条)焊接automatic submerged arc welding 自动埋弧焊argon shielded arc welding 氩护电弧焊weld all around 围焊weld appearance 驾吨焊缝外观welding powder 焊粉weldable steel 可焊钢;焊接钢weldable copper 可焊复合铜板non-weldable steel 不可焊接的钢high strength weldable aluminium alloy 高强度可焊铝合金weldable 可焊的non-weldable 不可焊接的weldable strain gauge 悦焊接式应变计weldbonding 粘焊(指电阻点焊与用粘胶粘接相结合的焊接) welddecay [冶]焊接区晶间腐蚀welded all around(round)沿周边焊接的lap welded casing 搭焊套管welded aluminum alloy (WAA)焊制铝合金welded and expansion joint 焊接加胀接法welded and rolled tube joint 焊胀welded armor 焊接甲板welded attachment 焊接附件welded austenitic stainless steel pipe 焊接奥氏体不锈钢钢管welded bellows 焊接波纹管welded body 焊接车身;焊体welded bond 焊接轨隙连接器welded cap 焊接管封头projection welded cap 凸焊帽;有凹凸的焊帽welded bridge 焊接桥, 焊接桥梁welded casing 焊接套管welded case 焊接机匣helically-welded case 螺旋焊接壳体welded chain 焊接链welded cathode 焊接阴极welded connection 焊接合,焊接头,焊接联结shop-welded connection 厂焊接头welded construction 焊接结构all-welded construction 全焊结构welded contact rectifier 熔接整流器welded corner joint 角焊接welded crossing 焊接断面welded digester 焊接蒸煮锅welded elbow 焊接机械肘, 焊接弯头welded encapsulation 焊接封装welded ends 焊接连接端welded fin tube 焊片式翅片管welded fissure 焊接裂缝,焊合的裂缝, 焊接裂纹welded fitting 焊接式管接头welded flange 焊接法兰;焊接翼缘manhole with common welded flange 平焊法兰人孔manhole with butt welded flange 对焊法兰人孔handhole with butt welded flange 对焊法兰手孔welded flat head 焊接式平盖welded frame 焊接骨架, 焊接车架, 焊接隔框tubular welded frame scaffold 管状焊接框架式脚手架welded frog 焊接辙叉welded gasket 焊接垫tie-in weld 管段间焊接powder weld process 粉末焊接法intermittent fillet weld 断续角焊缝edge weld 端接焊缝tack weld 定位焊backing run;backing weld 打底焊道strapped weld;strapped joint 搭板对接焊缝strength weld 承载焊缝lap fillet welding 搭接角焊overlap welding;lap welding 搭接焊magneticetic pulse welding 磁力脉冲焊flywheel type friction welding;inertia welding 储能摩擦焊stored energy welding 储能焊percussion welding 冲击焊workshop welding 车间焊接explosive welding 爆炸焊接blasting welding factory 爆破焊接厂welded eye 焊眼welded elbow;welded ell 焊接直角弯头welded nut 焊接螺母welded tank 焊接罐welded pipe 焊接管ratio-frequency welded tube 高频焊管furnace butt-welded pipe 对接炉焊管hammer welded pipe 锻焊管lap welded casing 搭焊套管concave fillet weld 凹形角焊缝automatic spot weld 自动点焊法butt weld 对接焊缝carbon arc weld 碳极弧焊concave fillet weld 凹角焊contour weld 特形焊接double-bevel groove weld 双斜边坡口焊缝, K形坡口焊缝downhand weld 平焊缝explosive weld 爆炸焊接gas-pressure weld 气压焊groove weld 坡口焊heliarc weld 氦弧焊inert gas carbon-arc weld 惰性气体保护碳弧焊接inert gas metal-arc weld 惰性气体保护金属极弧焊intermittent weld 间断焊缝lap(seam) weld 搭接焊缝;搭接焊laser weld 激光焊multiple-electrode submerged arc weld 多电极埋弧焊multiple-pass weld 多道焊缝non-pressure weld 熔焊, 不加压焊接overhead fillet weld 仰焊角焊缝oxyacetylene weld 氧[乙]炔焊, 气焊oxygen weld 氧气焊接, 气焊projection weld 凸焊resonance butt weld 谐振式对接焊scarf weld 斜面焊接, 两端搭接焊, 嵌接焊semi-automatic arc weld 半自动电弧焊shot weld 点焊strength weld 承载焊缝submerged arc weld 埋弧焊, 潜弧焊;焊剂层下焊(接)tack weld 临时点焊, 间断焊, 预焊transverse fillet weld 正面角焊union-melt weld 埋弧焊, 合熔焊air-acetylene welding 空气-乙炔焊接aircomatic welding 自动调弧氩弧焊, 惰性气体保护金属极弧焊(焊接网 )aluminothermic welding 铸焊, 铝热剂焊接argon arc welding 氩弧焊argon shielded arc welding 氩护电弧焊austenite welding 不锈钢(焊条)焊接automatic slag-pool welding 自动电渣焊automatic submerged arc welding 自动埋弧焊braze welding 硬焊, 铜焊, 钎焊butt welding 对接焊, 对焊carbon arc welding 碳弧焊carbon dioxide gas arc welding 二氧化碳气体保护焊deep fillet welding 深熔角焊downhand welding 俯焊downward welding 平焊, 俯焊electric butt welding welding 电阻接触焊electrogas welding 气电焊electrogas flux-cored welding 气电管状焊条焊接electro-beam welding 电子束焊接electrode [electrical arc] welding 电弧焊electron-bombardment welding 真空电子束焊electronic arc welding 直流电弧焊electrons leaves welding 电子束焊接electropercussive welding 电冲击焊, 电接触焊, 电点焊electroslag welding 电渣焊electrostatic percussion welding 静电焊接eutectic welding 低温焊exothermic welding 铝热焊fine welding 精密焊接(焊接网 )fine wire welding 细丝焊接fire cracker welding 躺焊fixed-position welding 定位焊接flare welding 喇叭形坡口焊接flash butt welding 闪光对接焊flat position welding (顶面)平卧焊flux-cored welding 包芯焊条焊接forehand welding 顺手焊接fusion welding 熔焊fusion pressure welding 熔化压接fusion thermit welding 熔化铅热焊gas-electric welding 气电联合焊接gas metal arc welding 气体保护金属极电弧焊, 熔化极气体保护焊gas shielded arc welding 气体保护焊, 气体保护弧焊gas shielded magnetic flux arc welding 磁性焊剂气体保护焊gas torch welding 炬焊gas tungsten arc welding 钨电极惰性气体保护焊girth welding 环缝焊接gravity welding 重力焊, 重力式电弧焊hammer welding 锻接hard facing arc welding 表面加硬电弧焊heated-tool welding 热烙铁焊接helium shielded welding 氦气保护焊接hidden arc welding 潜弧焊, 埋弧焊high-frequency induction welding 高频感应焊接horizontal fillet welding 水平角焊接horizontal-rolled-position welding 滚动水平焊, 水平转动焊接hydrogen atomic welding 原子氢焊接induction resistance welding 感应电阻焊接indirect spot welding 间接点焊inert gas shielded-arc welding 惰性气体保护焊inert gas tungsten arc welding 钨板惰性气体保护焊inertial welding 惯性焊接jump welding 丁字形焊keyhole mode plasma arc welding 小孔型等离子弧焊接lap welding 搭焊;搭头焊接lap fillet welding 搭角焊light ga(u)ge welding 薄板焊接line welding (电阻)缝焊liquid metal welding 熔焊, 浇注补焊longitudinal seam welding 纵缝焊接, 纵向滚焊(焊缝)magnetic discharge welding 电磁焊magnetic-force welding 磁力焊接法manual eletro-slag welding 手工电渣焊mash stitch welding 多针缝式焊接match assemble welding 装架焊接metal barie welding 埋渣焊microgap welding 微隙间隙焊micro resistance welding 显微电阻焊mitre welding 斜接焊接multiple-electrode welding 多焊条焊接multiple-impulse welding 多脉冲焊multiple projection welding 多点凸焊multiple resistance welding 复式电阻焊multiple-wire multiple-power submerged-arc welding 多丝埋弧焊multi-run welding 多道焊narrow gap one side welding 窄间隙单面焊non-gas shielded arc welding 无气体保护电弧焊non-vacuum electron beam welding 大气压电子束焊接open arc welding 明弧焊接open butt gas pressure welding 开式加压气焊orbit welding 环形轨道自动焊接overhead position welding 仰焊overlap welding 搭接焊overlaying welding 堆焊, 补焊pad welding 垫块焊接parallel gap welding 平行间隙焊接, 平行间隙熔焊penetration fusion welding 深熔焊接percussion arc pile-up welding 振动电弧堆焊percussive welding 锻接pile-up welding 堆焊pinpoint welding 点焊plasma-MIG welding 等离子熔化极气体保护焊plate electrode slag pool welding 板极电渣焊pressure thermit welding 加压铝热焊接progressive induction seam welding 连续感应滚焊puddle welding 熔焊pulsation welding 脉冲接触焊pulsed laser welding 脉冲激光焊接push welding 手压点焊(接)quasi-arc welding 潜弧自动焊radio-frequency welding 射频焊接, 高频焊接resistance butt-seam welding 电阻对缝焊接resistance electro-slag welding 接触[电阻]电渣焊resistance-flash welding 电阻闪光焊接resistance seam welding 电阻缝焊resistance spot welding 接触点焊resistance stud welding 电阻栓焊resurfacing welding 堆焊ring welding 滚焊rotating arc welding 旋转电弧焊sandwich welding 夹紧冷焊scarf welding 两端搭接焊, 嵌焊, 斜面焊接self-adjusting [self-regulating] arc welding 自动调节电弧焊series welding 单边多电极焊接, 串焊, 系列焊接series projection welding 单边多极凸焊series seam welding 单边双电极焊缝, 单边多极滚焊series-spot welding 单面点焊shape welding 异形焊shield-arc welding 封闭电弧焊, 保护式电弧焊, 气体保护焊shielded carbon arc welding 碳弧保护焊, 气体保护碳极电弧焊Sigma welding 惰性气体保护金属极弧焊, 西格马焊接single-impulse welding 单脉冲焊接single-pass [run] welding 单道焊skip block welding 分段多层跳焊skys welding 间隔焊接slag pile-up welding 电渣堆焊slant angle type welding 低角度式焊接slanting butt seam welding 斜对接缝焊solid-phase (pressure) welding 固相压焊solid-state welding 固态焊special build-up welding 特殊堆焊spin welding 旋转熔接spring type welding 弹力式焊接stack welding 多层接触点焊staggered welding 错列焊staggered-intermittent fillet welding 错综式间断角焊step-by-step welding 跨步焊stitch welding 叠焊(法);跳焊;针脚点焊(法)stitch-and-seam welding 点线焊, 断续焊缝straight bead welding 直线焊接stud welding 螺柱焊接submerged arc welding 潜弧焊submerged slag pool welding 埋弧电渣焊接symmetry welding 对称焊接tack welding 平头焊接, 点焊tee spot welding 丁字点焊thermal compression welding 热压焊接three o'clock welding 横向自动焊three-phase arc welding 三相电弧焊接tie welding 搭接焊torch welding 吹管焊接torch braze welding 焊矩钎焊track welding 轨道焊接ultrasonic spot welding 超声波点焊underside welding 仰焊, 顶焊union melt welding 埋弧自动焊upset butt welding 电阻对接焊vacuum diffusion welding 真空扩散焊(接)vertical position welding 立焊water gas welding 水煤气焊接water vapor arc welding 水蒸汽保护焊接weaving welding 摆动焊Westing-arc welding 惰性气体保护金属板弧焊, 西屋电弧焊wire welding 焊网(焊接网 )。
cmt焊接技术

cmt焊接技术一、引言随着工业技术的不断发展和人们对高品质产品的需求不断提高,焊接技术作为一种常见的金属连接方式,在现代工业生产中占有重要地位。
而其中的cmt(Cold Metal Transfer)焊接技术,由于其高效、高质、环保等诸多优点,成为了焊接技术领域的一种新宠。
本文旨在介绍cmt焊接技术的原理、特点、应用及发展前景等相关内容。
二、cmt焊接技术的基本原理cmt焊接技术是一种反向短脉冲焊接技术。
它通过控制焊丝的进给速度,采用短周期中断焊丝电弧的方式,将焊丝熔化后送入焊缝处,从而实现金属材料的连接。
该技术的独特之处在于,它能够在低温、低压力和低能量输入的条件下完成熔池的形成,因此被称为“冷金属转移”(Cold Metal Transfer)。
cmt焊接技术的原理如图1所示。
图1 cmt焊接技术原理示意图三、cmt焊接技术的特点1、高效cmt焊接技术采用短脉冲的方式进行焊接,高速往返的电弧能够使焊丝的熔化速度和熔池的稳定性得到极大提高,从而完成更加高效的焊接工作。
2、高质cmt焊接技术在焊接过程中,由于电弧间断和自动控制技术的应用,焊缝处产生的熔渣及气孔等缺陷得到了充分抑制,从而大幅度提高了焊缝的质量和可靠性。
3、环保cmt焊接技术采用的短周期中断焊丝电弧的方式,在焊接过程中产生的飞溅和烟尘等有害物质明显减少,从而有效减少了对环境的污染。
4、适应性强由于cmt焊接技术可以在低能量输入的条件下完成焊接,因此它适用于各种金属材料、不同厚度的工件的焊接,使得焊接应用更加广泛。
5、操作简便cmt焊接技术采用数字化控制系统,可以通过触摸屏进行操作,并可根据焊接要求自动选择并控制焊接参数,操作过程简单方便。
四、cmt焊接技术的应用cmt焊接技术的应用非常广泛,可以用于汽车、航空、船舶、建筑、电力、电子、冶金等各种领域。
具体来说,cmt焊接技术可以用于以下几个方面:1、汽车制造汽车制造是cmt焊接技术的主要应用领域之一。
cmt焊接工艺
cmt焊接工艺
"CMT" 是Cold Metal Transfer(冷金属传递)的缩写,是一种由Fronius公司开发的先进的焊接工艺。
CMT焊接工艺主要用于对热敏感性较高的材料进行焊接,尤其是对铝和其他合金的焊接,以及对薄板的焊接。
以下是CMT焊接工艺的一些特点和步骤:
特点:
1.低热输入:CMT焊接工艺的特点之一是低热输入,这有助于
减少对焊接材料的热影响,特别适用于薄板和热敏感性材料。
2.高精度:CMT焊接能够提供高精度的焊接,因为焊接时金属
以一个精确的速度传递,有助于控制焊接过程。
3.减少飞溅:相对于传统的MIG/MAG焊接,CMT焊接减少了飞
溅的问题,这降低了后续工艺的复杂性。
4.适用于薄板:由于其低热输入和高精度,CMT焊接工艺特别
适用于对薄板的焊接。
5.逆变电源:CMT焊接通常使用逆变电源,这使得焊接过程更
为灵活和可控。
步骤:
1.设定参数:根据具体的焊接任务和焊接材料,设定CMT焊接
机的参数,包括电流、电压、传递速度等。
2.准备工作:清理并准备待焊接的材料表面,确保焊接区域干净,
并进行适当的夹持或定位。
3.启动焊接:开始焊接时,CMT焊接机会控制电流和传递速度,
使得金属以一种特殊的方式传递,从而实现精确控制的焊接。
4.焊接完成:完成焊接后,等待焊接区域冷却,然后进行必要的
清理和处理。
CMT焊接工艺由于其低热输入和高精度的优势,逐渐在一些特殊焊接应用中得到了广泛应用。
在应用CMT焊接工艺时,建议根据具体的焊接任务和材料要求,进行仔细的参数设定和实施。
CMT焊接

CMT焊接目前国内外低热输入焊接新工艺CMT(cold metal transfer)一冷金属过渡焊是低热输入焊接工艺中的佼佼者,CMT技术是福尼斯公司开发的一种低热输入焊接工艺。
该技术在熔滴短路时电源输出电流几乎为零,同时焊丝回抽帮助熔滴脱落,实现熔滴“冷”过渡,大大降低了焊接过程的热输入。
1.CMT焊接研究现状图1 CMT焊与P-MIG焊熔滴过渡形式分布CMT技术的发展过程经历了几个阶段:90年代初,奥地利福尼斯公司是为研究钢铝的异种焊接而开始;到90年代末,开发了无飞溅引弧技术(SFI,此技术为CMT的研究奠定了基础;在接下来的几年到1999年,使得CMT技术得以问世;到2010年,Fronius公司对CMT焊接系统进行开发,发展到了CMT Advanced和CMT Advanced +P焊接技术。
发展到现在,CMT焊与P-MIG焊熔滴过渡形式电流电压的分布如图1所示,CMT技术的热输入量达到的范围明显的小于P-MIG。
CMT技术创新的将熔滴过渡过程与送丝运动相结合,该创新处大大降低了焊接过程的热输入量,真正实现了无飞溅焊接。
此焊接工艺不仅提高焊后工件表面质量,还减小金属的损失,降低焊接过程中的烟尘、有害气体,对环境的污染进一步减小是一种绿色环保的焊接技术。
目前CMT焊接的研究主要涉及到薄板焊接、异种焊接、钎焊等,利用的均是其热输入低的特点。
CMT焊可以焊接薄板低至0.3mm的超薄板,CMT焊接工艺己研究应用的有3 mm及以下的铝合金焊接、镁铝异种焊接、铝钢异种焊接、钦铜异种焊接等。
CMT技术问世后专家学者不断的进行研究,目前关于CMT技术复合热源也出现了。
国外学者利用CMT-GMAW焊接镍基超耐热不锈钢,河北科技大学也正在研究利用CMT与高频复合焊接铝锂合金。
2. CMT焊接原理与特点CMT(冷金属过渡技术)的熔滴过渡形式是在短路过渡基础上开发的,普通的短路过渡过程如下:焊丝端部熔化形成熔滴,熔滴与熔池接触形成小桥,焊丝在小桥处爆断,短路时伴有大的电流和飞溅。
CMT焊接技术工作原理资料

CMT焊较普通MIG/MAG焊的优势:
可以实现0.3mm的超薄铝板的焊接
良好的搭桥能力, 装配间隙要求降低
CMT的溶滴过渡是在电流几乎
为零的情况下,通过焊丝的回抽把溶
滴送进溶池,持续输入热量的时间非 常短,从而给溶池一个冷却的过程.使 焊缝形成良好的搭桥能力,从而降低 了薄板工件的装配间隙要求.在薄板或 超薄板的焊接,并且无需担心塌陷和 烧穿 0.8mm铝板对接 背面未加衬垫
当数字化的控制监测到一
个短路信号,就会反馈给送 丝机,送丝机作出回应,迅 速回抽焊丝,从而使得焊 丝与熔滴分离。
数/模
转换
数字处理器 控制监测
实际值
CMT控制电路
CMT焊接同普通MIG/MAG焊有三个 显著的特点 :
(2) 低热输入量:CMT技术实现了
无电流状态下的熔滴过渡
短路电流产生,数字化控制的CMT焊接系统会自动 监控短路过渡的过程,在熔滴过渡时,电源将电流 降至非常低,几乎为零,热输入量也几乎为零, 焊丝 即停止前进并自动地回抽.在这种方式中,电弧自身
CMT方法的应用
3 个主要的应用: 无飞溅的MIG钎焊 薄板的应用 (铝、钢、不锈钢) 钢与铝的异种焊接 母材和填充材料 所有气体保护焊可用的材料
CMT方法的应用
接头类型
搭接 对接 法兰接 角接
焊接位置
PA PB PC PG
MIG pulsed arc
CMT
IS= 111 A US=17,87 V
AlSi5 1,2 mm wfs= 5 m/min
IS= 81 A US=11,2 V
CMT焊较普通MIG/MAG焊的优势:
CMT冷金属过渡焊接技术
CMT冷金属过渡焊接技术CMT是冷金属过渡焊接技术的缩写,据Elb-Form公司称,CMT冷金属过渡焊接是一种不产生任何焊渣飞溅的焊接工艺技术。
经过2个月的安装调试,CMT冷金属过渡焊接设备可用于大批量生产六种不同的产品。
焊接不同壁厚的零部件时,要求具有良好焊缝厚度的厚工件要过渡到薄工件,并且在焊缝厚度过渡区仅具有少量的热传导。
同时,从外观质量和安全保护的角度来看,焊缝处也不允许有飞溅的焊渣出现。
在这种要求下,传统的气体保护焊接(MSG)已经无能为力,因为气体保护焊之后经常需要进行补焊修复和焊渣的清理工作,而这些成为制约气体保护焊技术对不同厚度板材进行焊接的瓶颈。
对于这些焊接难题,Elb-Form有限责任公司的Helmut Haspl先生表示,由Fronius公司研发生产的CMT冷金属过渡焊接设备可以解决所有的问题,从而保证顺利的生产过程,避免返修。
Elb-Form公司的主要产品是形状复杂、采用内高压变型加工工艺(IHU)制造的空腔钢结构件、铬-镍钢结构件和铝合金结构件。
主要为汽车工业、飞机制造业、摩托车和自行车制造业提供高强度薄壁、轻结构合金材料结构件。
在经过变型加工后,这些零件将在机器人焊接设备中焊接成为较大的部件,以供生产厂家使用。
一次调整完毕后,CMT冷金属过渡焊接设备即可自动保证极高的焊接质量。
CMT冷金属过渡焊接技术由Fronius公司在2004年欧洲板材技术博览会上展示的CMT冷金属过渡焊接技术是一种无焊渣飞溅的新型焊接工艺技术。
所谓冷金属过渡,指的是数字控制方式下的短电弧和焊丝的换向送丝监控。
其中的换向送丝系统由前、后两套协同工作的焊丝输送机构组成,从而使焊丝的输送过程呈间断的送丝。
后送丝机构按照恒定的送丝速度向前送丝,前送丝机构则按照控制系统的指令以70Hz的频率控制着脉冲式的电焊丝输送。
数字式焊接控制系统能够知道电弧生成的开始时间,自动降低焊接电流,直到电弧熄灭,并调节中脉冲式的焊丝输送,这种脉冲式焊丝输送有效改善了焊丝熔滴的过渡。
焊接专业英汉词典

焊接专业英汉词典(1)熔接fusion welding压接pressure welding焊接过程welding process焊接技术welding technique焊接工艺welding technology/procedure焊接操作welding operation焊接顺序welding sequence焊接方向direction of welding焊接位置welding position熔敷顺序build-up sequence/deposition sequence 焊缝倾角weld slope/inclination of weld axis焊缝转角weld rotation/angle of rotation平焊位置flat position of welding横焊位置horizontal position of welding立焊位置vertical position of welding仰焊位置overhead position of welding平焊downhand welding/flat position welding横焊horizontal position welding立焊vertical position welding仰焊overhead position welding全位置焊all position welding:熔焊时,焊件接逢所处空间位置包括平焊、横焊、仰焊等位置所进行的焊接。
如水平固定管所进行的环缝焊接向下立焊vertical down welding/downward welding in the vertical position向上立焊vertical up welding/upward welding in th e vertical position倾斜焊inclined position welding上坡焊upward welding in the inclined position下坡焊downward welding in the inclined position 对接焊butt welding角焊fillet welding搭接焊lap welding船形焊fillet welding in the downhand position/fille t welding in the flat position平角焊horizontal fillet welding立角焊fillet welding in the vertical position仰角焊fillet welding in the overhead position坡口焊groove weldingI形坡口对接焊square butt welding喇叭形坡口焊flare groove welding卷边焊flanged edge welding纵缝焊接welding of longitudinal seam横缝焊接welding of transverse seam环缝焊接girth welding/ circumferential螺旋缝焊接welding of spiral seam/welding of helic al seam环缝对接焊butt welding of circumferential seam 定位焊tack welding 单面焊welding by one side双面焊welding by both sides单道焊single pass welding/single run welding多道焊multi-pass welding单层焊single layer welding多层焊multi-layer welding分段多层焊block sequence/ block welding分层多道焊multi-layer and multi-pass welding连续焊continuous welding断续焊intermittent welding打底焊backing weld封底焊back sealing weld盖面焊cosmetic welding深熔焊deep penetration welding摆动焊welding with weaving/weave bead welding 前倾焊foreward welding (英国)/ forehand welding (美国)后倾焊backward w elding(英国)/ backhand weldin g(美国)分段退焊backstep welding跳焊skip welding对称焊balanced welding/ balanced welding seque nce左焊法leftward welding /forehand welding右焊法rightward welding /backhand welding挑弧焊whipping method自动焊automatic welding手工焊manual welding/hand welding车间焊接shop welding工地焊接site welding(英国)/ field welding (美国)拘束焊接restraint welding堆焊surfacing/building up/overlaying隔离层堆焊buttering端部周边焊boxing/end return返修焊rewelding补焊repair welding塞焊plug welding槽焊slot welding衬垫焊welding with backing焊剂垫焊welding with flux backing窄间隙焊narrow-gap welding强制成形焊enclosed welding脉冲电弧焊pulsed are welding电弧点焊arc spot welding螺柱焊stud welding热风焊hot gas welding高能焊high grade energy welding固态焊接solid-state welding单面焊双面成形one-side welding with back formati on焊接条件welding condition焊接工艺参数welding parameter极性polarity正接electrode negative/straight polarity反接electrode positive/reversed polarity运条方式manipulation of electrode焊接电流welding current焊接电流增加时间welding current upslope time焊接电流衰减时间welding current downslope time 电流密度current density短路电流short circuit current脉冲电流pulse level/pulse current level脉冲电流幅值pulse current amplitude基值电流background level脉冲频率pulse frequency脉冲焊接电流占空比duty cycle of pulse duration电弧电压arc voltage再引弧电压reignition voltage焊接速度welding speed行走速度rate of travel/travel speed送丝速度wire feed rate线能量heat input/energy input热输入heat input预热preheat后热postheat焊后热处理posweld heat treatment/postheat treat ment预热温度preheat temperature层间温度interpass temperature焊接终了温度finishing temperature后热温度postheating temperature焊丝伸出长度wire extension弧长arc length熔化速度melting rate熔化时间melting time熔化系数melting coefficient熔敷速度rate of deposition/deposition rate熔敷系数deposition coefficient熔敷效率deposition efficiency损失系数loss coefficient飞spatter飞溅率spatter loss coefficient融合比fusion ratio稀释dilution稀释率rate of dilution合金过度系数transfer efficiency/recovery (of an el ement)坡口groove坡口面groove face坡口面角度angle of bevel (英国)/ bevel angle (美国)坡口角度included angle(英国)/groove angle(美国) 坡口高度groove depth钝边root face钝边高度thickness of root face/width of root face 根部间隙root gap(英国)/root opening (美国)根部半径root radius/groove radius根部锐边root edge卷边高度height of flange卷边半径radius of flange单面坡口single groove双面坡口double groove坡口形式groove typeI形坡口square grooveV形坡口single V grooveY形坡口single V groove with root face双Y形坡口double Vgroove with root face带钝边U形坡口single U groove带钝边双U形坡口double U grooveVY形坡口single compound angle groove带钝边J形坡口single J groove带钝边双J形坡口double J groove单边V形坡口single bevel groove双V形坡口double V groove不对称双V形坡口asymmetric double V groove双单边V形坡口double bevel groove/K groove带垫板V形坡口V groove with backing/ single V g roove with backing喇叭形坡口flare groove锁底坡口single bevel groove with backing locked 坡形板边tapered edge焊缝weld接逢seam焊缝符号welding symbol焊缝金属weld metal填充金属filler metal熔敷金属deposited metal焊缝表面weld face/ face of weld焊缝背面back of weld焊缝轴线axis of weld焊缝尺寸size of weld焊缝宽度weld width/ width of weld焊缝长度weld length/ length of weld焊缝有效长度effective length of weld焊缝厚度throat depth/ throat thickness焊缝计算厚度theoretical throat焊缝实际厚度actual throat熔深penetration/ depth of penetration焊缝成形appearance of weld焊缝成形系数form factor of weld余高reinforcement/ excess weld metal背面余高root reinforcement削平焊缝flush weld/ weld machined flush对接焊缝butt weld角焊缝fillet焊脚leg/ fillet weld leg角焊缝断面形状profile of fillet weld平形角焊缝flat fillet凸形角焊缝convex fillet weld凹形角焊缝concave fillet weld角焊缝凹度concavity侧面角焊缝side fillet weld/ fillet weld in parallel s hear正面角焊缝front fillet weld/ fillet weld in normal s hear立角焊缝fillet weld in the vertical position横角焊缝fillet weld in the horizontal position平角焊缝fillet weld in the flat position斜角焊缝oblique fillet weld连续焊缝continuous weld断续焊缝intermittent weld连续角焊缝continuous fillet weld断续角焊缝intermittent fillet weld交错断续角焊缝staggered intermittent fillet weld 并列断续角焊缝chain intermittent fillet weld端接焊缝edge weld卷边焊缝flanged edge weld塞焊焊缝plug weld纵向焊缝longitudinal weld横向焊缝transverse weld环行焊缝girth weld/ circumferential weld螺旋形焊缝spiral weld/ helical weld密封焊缝seal weld承载焊缝strength weld联系焊缝connective weld定位焊缝tack weld焊道bead/ run/ pass焊波ripple焊根weld root/ root of weld焊趾weld toe/ toe封底焊道sealing run (after making main weld)/ b ack weld打底焊道backing weld (before making main weld) / back weld根部焊道root pass/ root run填充焊道filling bead盖面焊道cosmetic bead/ cover pass回火焊道temper bead/ annealing bead熔透焊道penetration bead焊层layer焊接接头welded joint接头形状joint geometry等强匹配接头equalmatching weld joint低强匹配接头undermatching weld joint 超强匹配接头overmatching weld joint接头根部root of joint对接接头butt jointI形对接接头square butt jointV形对接接头single V butt jointU形对接接头single U butt jointJ形坡口接头single J butt joint双V形对接接头double V butt joint双单边V形对接接头double bevel butt joint/ K groo ve butt joint带钝边U形对接接头double U butt joint带钝边J形坡口接头double J joint角接接头corner jointT形接头T joint斜T形接头inclined T joint十字接头cruciform joint/ cross-shaped joint三联接头joint among three members搭接接头lap joint套管接头muff joint/ sleeve joint双盖板接头double strapped joint盖板接头strapped joint端接接头edge joint卷边接头flanged edge joint锁底对接接头lock butt joint斜对接接头oblique butt joint混合接头mixed joint/ composite joint有间隙接头open joint无间隙接头closed joint焊接电弧welding arc电弧形态arc shape电弧物理行为arc physics behaviour引弧striking arc引弧电压striking voltage电弧气氛arc atmosphere阴极cathode热阴极hot cathode冷阴极cold cathode阴极斑点cathode spot阴极区cathode region阴极区电场强度intensity of the electric field in the cathode region阴极压降cathode drop阳极anode阳极斑点anode spot斑点压力spot pressure阳极区anode region阳极区电场强度intensity of the electric field in the anode region阳极压降anode drop弧柱arc column/ arc stream弧柱压降voltage drop in arc column弧柱电位梯度potential gradient in the arc column 弧焰arc flame弧心arc core硬电弧forceful arc/ hard arc软电弧soft arc旋转电弧rotating arc脉冲电弧pulsed arc脉冲喷射电弧pulsed spray arc起皱现象puckering phenomena起皱电弧puckering arc起皱临界电流puckering critical current间接电弧indirect arc压缩电弧compressive arc磁控电弧magnetic controlling arc电弧力arc force电磁力electromagnectic force电磁收缩效应pinch effect电弧飘移wandering of arc电弧稳定性arc stability电弧静特性static characteristic of arc电弧动特性dynamic characteristic of arc最小电压原理principle of minimum voltage电弧挺度arc stiffness电弧偏吹arc blow磁偏吹magnetic blow阴极清理作用cleaning action of the cathode电弧自身调节arc self-regulation挖掘作用digging action极性效应polarity effect熔滴droplet熔滴比表面积specific surface of droplet熔滴过渡metal transfer过度频率transition frequency粗滴过渡globular transfer; drop transfer短路过渡short circuiting transfer喷射过渡spray transfer旋转喷射过渡rotating spray transfer脉冲喷射过渡pulsed spray transfer爆炸过渡explosive transfer渣壁过渡flux wall guided transfer熔池molten pool沸腾状熔池boiling molten pool弧坑crater熔渣slag渣系slag system渣系相图slag system diagram碱性渣basic slag酸性渣acid slag碱度basicity酸度acidity长渣long slag 短渣short slag粘性熔渣viscous slag氧化物型熔渣oxide melting slag盐型熔渣salt melting slag盐-氧化物型熔渣salt-oxide melting slag熔渣流动性fluidity of the slag; slag fluidity熔渣solidified slag多孔焊渣porous slag玻璃状焊渣vitreous slag自动脱落焊渣self-releasing slag脱渣性slag detachability焊接设备welding equipment; welding set焊机welding machine; welder电焊机electric welding machine; electric welder 焊接电源welding power source焊接热循环weld thermal cycle焊接温度场field of weld temperature; weld tempe rature field准稳定温度场quasi-stationary temperature field焊接热源welding heat source点热源point heat source线热源linear heat source面热源plane heat source瞬时集中热源instantaneous concentration heat so urce热效率thermal efficiency热能集中系数coefficient of heat flow concentratio n峰值温度peak temperature瞬时冷却速度momentary cooling rate冷却时间cooling time置换氧化substitutionary oxydation扩散氧化diffusible oxydation脱氧desoxydation先期脱氧precedent desoxydation扩散脱氧diffusible desoxydation沉淀脱氧precipitation desoxydation扩散氢diffusible hydrogen初始扩散氢initial diffusible hydrogen100℃残余扩散氢diffusible hydrogen remained at 100℃残余氢residual hydrogen去氢dehydrogenation去氢热处理heat treatment for dehydrogenation脱硫desulphurization脱磷dephosphorization渗合金alloying微量合金化microalloying一次结晶组织primary solidification structure二次结晶组织secondary solidification structure联生结晶epitaxial solidification焊缝结晶形态solidification mode in weld-bead结晶层状线ripple多边化边界polygonization boundary结晶平均线速度mean solidification rate针状铁素体acicular ferrite条状铁素体lath ferrite侧板条铁素体ferrite side-plate晶界欣素体grain boundary ferrite; polygonal ferrit e; pro-entectoid ferrite粒状贝氏体granular bainite板条马氏体lath martensite过热组织overheated structure魏氏组织Widmannst?tten structureM-A组元martensite-austenite constituent焊件失效分析failure analysis of weldments冷裂判据criterion of cold cracking冷裂敏感系数cold cracking susceptibity coefficient 脆性温度区间brittle temperature range氢脆hydrogen embrittlement层状偏析lamellar segregation愈合healing effect断口金相fractography断口fracture延性断口ductile fracture韧窝断口dimple fracture脆性断口brittle fracture解理断口cleavage fracture准解理断口quasi-cleavage fracture氢致准解理断口hydrogen-embrittlement induced 沿晶断口intergranular fracture穿晶断口transgranular fracture疲劳断口fatigue fracture滑移面断口glide plane fracture断口形貌fracture apperance断口试验fracture test宏观断口分析macrofractography放射区radical zone纤维区fibrous zone剪切唇区shear lip aone焊接性weldability使用焊接性service weldability工艺焊接性fabrication weldability冶金焊接性metallurgical weldability热焊接性thermal weldability母材base metal; parent metal焊接区weld zone焊态as-welded (AW)母材熔化区fusion zone半熔化区partial melting region未混合区unmixed zone 熔合区bond area熔合线weld junction (英);bond line (美)热影响区heat-affected zone (HAZ)过热区overheated zone粗晶区coarse grained region细晶区fine grained region过渡区transition zone硬化区hardened zone碳当量carbon equivalent铬当量chromium equivalent镍当量nickel equivalent舍夫勒组织图Schaeffler's diagram德龙组织图Delong’s diagram连续冷却转变图(CCT图)continuous cooling transfo rmation裂纹敏感性cracking sensibility焊接裂纹weld crack焊缝裂纹weld metal crack焊道裂纹bead crack弧坑裂纹crater crack热影响区裂纹heat-affected zone crack纵向裂纹longitudinal crack横向裂纹transverse crack微裂纹micro-crack; micro-fissure热裂纹hot crack凝固裂纹solidification crack晶间裂纹intercrystalline crack穿晶裂纹transcrystalline crack多边化裂纹polygonization crack液化裂纹liquation crack失延裂纹ductility-dip crack冷裂纹cold crack延迟裂纹delayed crack氢致裂纹hydrogen-induced crack焊道下裂纹underbead crack焊根裂纹root crack焊趾裂纹toe crack锯齿形裂纹chevron cracking消除应力处理裂纹stress relief annealing crack (SR crack)再热裂纹reheat crack焊缝晶间腐蚀weld intercryctalline corrosion刀状腐蚀knife line attack敏化区腐蚀weld decay层状撕裂lamellar tearing焊接性试验weldability裂纹试验cracking testIIW裂纹试验IIW cracking testY形坡口裂纹试验slit type cracking test分块形槽热裂纹试验segmented circular groove cra cking testH形裂纹试验H-type cracking test鱼骨形裂纹试验fishbone cracking test指形裂纹试验finger (cracking) testT形裂纹试验Tee type cracking test环形槽裂纹试验circular-groove cracking test可调拘束裂纹试验varestraint testBWRA奥氏体钢裂纹试验BWRA cracking test for au stenitie steel圆棒裂纹试验bar type cracking test; round bar cr acking test里海裂纹试验Lehigh restraint cracking test圆形镶块裂纹试验circular-path cracking test十字接头裂纹试验cruciform cracking testZ向窗口拘束裂纹试验Z-direction window type rest raint cracking testG-BOP焊缝金属裂纹试验G-BOP weld metal crack t est巴特尔焊道下裂纹试验Battelle type underbead crac king testU形拉伸试验U-tension test缪雷克期热裂纹试验Murex hot cracking test菲斯柯裂纹试验FISCO (type) cracking testCTS裂纹试验controlled thermal severity拉伸拘束裂纹试验(TRC试验)tensile restraint cracki ng test刚性拘束裂纹试验(RRC试验)rigid restraint crackin g test插销试验implant testTigamajig 薄板焊接裂纹试验Tigamajing thin plate cracking test焊道纵向弯曲试验longitudinal-bead test柯麦雷尔弯曲试验Kommerell bead bend test肯泽尔弯曲试验Kinzel test缺口弯曲试验notch bend test热朔性试验hot-ductility test热影响区冲击试验impact test of HAZ热影响区模拟试验synthetic heat-affected zone test 最高硬度试验maximum hardness test落锤试验NRL (Naval Research Laboratory)测氢试验Hydrogen test焊接材料电极焊接材料welding consumables电极electrode熔化电极consumable electrode不熔化电极nonconsumable electrode钨电极tungsten electrode焊丝welding wire. Welding rod实心焊丝solid wire渡铜焊丝copper-plating welding wire自保护焊丝self-shielded welding wire 药芯焊丝flux-cored wire复合焊丝combined wire堆焊焊丝surfacing welding rod填充焊丝filler wire焊条electrode/ covered electrode焊芯core wire药皮coating (of an electrode)/ covering (of an el ectrode)涂料coating flux/coating material造气剂gas forming constituents造渣剂slag forming constituents合金剂alloying constituent脱氧剂dioxidizer稳弧剂arc stabilizer粘接剂binder水玻璃water glass水玻璃模数modules of water glass酸性焊条acid electrode高钛型焊条high titania (type) electrode钛钙型焊条lime titania type electrode钛铁矿形焊条ilmenite type electrode氧化铁型焊条iron oxide type electrode/ high iron oxide type electrode高纤维素型焊条high cellulose (type) electrode石墨型焊条graphite type electrode碱性焊条basic electrode/ lime type covered electr ode低氢型焊条low hydrogen type electrode高韧性超低氢焊条high toughness super low hydrog en electrode奥氏体焊条austenitic electrode铁素体焊条ferritic electrode不锈钢焊条stainless steel electrode珠光体耐热钢焊条pearlitic heat resistant steel elect rode低温钢焊条low temperature steel electrode/ steel electrode for low temperature铝合金焊条aluminum alloy arc welding electrode 铜合金焊条copper-alloy arc welding electrode铜芯铸铁焊条cast iron electrode with steel core纯镍铸铁焊条pure nickel cast iron electrode球墨铸铁焊条electrode for welding spheroidal grap hite cast iron铸芯焊条electrode with cast core wire镍基合金焊条nickel base alloy covered electrode 蒙乃尔焊条Monel electrode纯铁焊条pure iron electrode渗铝钢焊条alumetized steel electrode高效率焊条high efficiency electrode铁粉焊条iron powder electrode底层焊条backing welding electrode深熔焊条deep penetration electrode重力焊条gravity electrode立向下焊条electrode for vertical down position we lding节能焊条saving energy electrode水下焊条underwater welding electrode耐海水腐蚀焊条seawater corrosion resistant steel electrode低尘低毒焊条low-fume and harmfulless electrode/ low-fume and low-toxic electrode堆焊焊条surfacing electrode耐磨堆焊焊条hardfacing electrode钴基合金堆焊焊条cobalt base alloy surfacing electr ode碳化钨堆焊焊条tungsten carbide surfacing electrod e高锰钢堆焊焊条high manganese steel surfacing ele ctrode双芯焊条twin electrode绞合焊条stranded electrode编织焊条braided electrode双层药皮焊条double coated electrode管状焊条flux-cored electrode气渣联合保护型药皮semi-volatile covering焊条工艺性usability of the electrode/ technicality of the electrode焊条使用性running characteristics of an electrode/ operating characteristics of an electrode焊条熔化性melting characteristics of an electrode 焊条直径core diameter焊条偏心度eccentricity (of an electrode)药皮重量系数gravity coefficient of coating焊条药皮含水量percentage of moisture for coverin g焊条夹吃持端bare terminal (of an electrode)焊条引弧端striking end (of an elcetrode)焊剂welding flux/ flux熔炼焊剂fused flux粘结焊剂bonded flux烧结焊剂sintered flux/ agglomerated flux窄间隙埋弧焊焊剂flux for narrow-gap submerged a rc welding低氢型焊剂low hydrogen type flux高速焊剂high speed welding flux无氧焊剂oxygen-free flux低毒焊剂low poison flux磁性焊剂magnetic flux电弧焊arc welding直流电弧焊direct current arc welding交流电弧焊alternating current arc welding三相电弧焊three phase arc welding 熔化电弧焊arc welding with consumable金属极电弧焊metal arc welding不熔化极电弧焊arc welding with nonconsumable碳弧焊carbon arc welding明弧焊open arc welding焊条电弧焊shielded metal arc welding (SMAW)重力焊gravity welding躺焊fire cracker welding电弧堆焊arc surfacing自动堆焊automatic surfacing躺板极堆焊surfacing by fire cracker welding带极堆焊surfacing with band-electrode振动电弧堆焊vibratory arc surfacing耐磨堆焊hardfacing埋弧焊submerged arc welding (SAW)多丝埋弧焊multiple wire submerged arc welding纵列多丝埋弧焊Tandem sequence (submerged-arc welding)横列多丝埋弧焊series submerged arc welding (SA W-S)横列双丝并联埋弧焊transverse submerged arc wel ding热丝埋弧焊hot wire submerged-arc welding窄间隙埋弧焊narrow-gap submerged arc welding 弧压反馈电弧焊arc voltage feedback controlling ar c welding自调节电弧焊self-adjusting arc welding适应控制焊接adaptive control welding焊剂层burden; flux layer气体保护电弧焊gas shielded arc welding保护气体protective atmosphere惰性气体inert-gas活性气体active-gas惰性气体保护焊inert-gas (arc) welding氩弧焊argon arc welding熔化极惰性气体保护电弧焊metal inert-gas arc weldi ng钨极惰性气体保护电弧焊tungsten inert-gas arc wel ding钨极氢弧焊argon tungsten arc welding脉冲氢弧焊pulsed argon arc welding熔化极脉冲氢弧焊argon metal pulsed arc welding 钨极脉冲氢弧焊argon tungsten pulsed arc welding 热丝MIG焊hot wire MIG welding热丝TIG焊hot wire TIG welding氨弧焊helium-arc welding活性气体保护电弧焊metal active-gas arc welding混合气体保护电弧焊mixed gas arc welding二氧化碳气体保护电弧焊carbon-dioxide arc welding;CO2 arc welding细丝CO2焊CO2 arc welding with thin wire粗丝CO2焊CO2 arc welding with thick wire磁性焊剂CO2焊unionarc welding药芯焊丝CO2焊arcos arc process; dual shield arc welding气电立焊electrogas (arc) welding氮弧焊nitrogen-arc welding水蒸气保护电弧焊water vapour arc welding原子氢焊atomic hydrogen welding冲器室中电弧焊controlled atmosphere arc welding 旋转电弧焊rotating arc welding短路过渡电弧焊short circuiting arc welding焊丝横摆频率weaving speed of wire焊丝停摆时间electrode keep time of slider等离子弧焊plasma arc welding (PAW)等离子弧plasma arc等离子流plasma jet转移弧transferred arc非转移弧nontransferred arc联合型等离子弧combined plasma arc主弧main arc维弧pilot arc维弧电流pilot arc surrent双弧现象double arcing双弧临界电流critical current of double arcing等离子弧焊枪plasma (welding) torch压缩喷嘴constricting nozzle单孔喷嘴single port nozzle多孔喷嘴multiport nozzle压缩喷嘴孔径orifice diameter孔道长度orifice throat length孔道比orifice throat ratio等离子气plasma gas; orifice gas电极内缩长度electrode setback小孔效应keyhole effect小孔型等离子弧焊keyhole-mode welding熔透型等离子弧焊fusion type plasma arc welding 大电流等离子弧焊high-current plasma arc welding 中电流等离子弧焊intermediate-current plasma arc welding小电流等离子弧焊low-current plasma arc welding 微束等离子弧焊micro-plasma arc welding交流等离子弧焊AC plasma arc welding脉冲等离子弧焊pulsed plasma arc welding等离子弧堆焊plasma arc surfacing热丝等离子弧堆焊hot wire plasma arc surfacing粉末等离子弧堆焊plasma arc powder surfacing等离子-熔化极惰性气体保护电弧焊plasma MIG weldi ng转移弧电源transferred arc power supply 非转移弧电源nontransferred arc power supply电弧焊设备arc welding equipment电弧焊机arc welding machine直流弧焊机DC arc welding machine交流弧焊机AC arc welding machine交直流两用弧焊机AC/DC arc welding machine单站弧焊机single operator arc welding machine多站弧焊机multi-operator arc welding set固定式弧焊机stationary arc welding machine移动式弧焊机portable arc welding machine台式弧焊机bench arc welding machine内燃机驱动式弧焊机combustion engine driven arc welding set电动机驱动式弧焊机motor driven arc welding set 熔化极弧焊机arc welding machine using a consu mable electrode不熔化极弧焊机arc welding machine using a non-consumable electrode脉冲弧焊机pulsed arc welding machine气体保护弧焊机gas shielded arc welding machine 氩弧焊机argon arc welding machine二氧化碳弧焊机CO2 arc welding machine钨极惰性气体保护弧焊机tungsten inert-gas welding machine熔化仍惰性气体保护弧焊机metal inert-gas welding machine气电立焊机electrogas (arc) welding machine等离子弧焊机plasma arc welding machine微束等离子弧焊机micro-plasma welding equipment 原子氢焊机atomic hydrogen welding apparatus埋弧焊机submerged arc welding machine弧焊电源arc welding power source直流弧焊电源DC arc welding power source交流弧焊电源AC arc welding power source交直流两用弧焊电源AC/DC arc welding power sour ce脉冲弧焊电源pulsed arc welding power source上升特性弧焊电源rising characteristic arc welding power source平特性弧焊电源constant –voltage arc welding pow er source下降特性弧焊电源dropping characteristic arc weldi ng power source垂降特性弧焊电源constant-current arc welding po wer source多特性弧焊电源slope-controlled arc welding power source逆变式焊接电源inverter welding power source晶体管弧焊电源transistor arc welding power sourc e电源动特性dynamic characteristic电源外特性external characteristic弧焊变压器arc welding transformer弧焊整流器arc welding rectifier硅弧焊整流器silicon arc welding rectifier晶闸管弧焊整流器SCR arc welding rectifier; arc w elding silicon controlled rectifier脉冲弧焊整流器pulsed arc welding rectifier弧焊发电机arc welding generator焊车welding tractor焊接机头welding head行走机构traveller送丝机构wire feeder等速送丝方式constant wire-feed system变速送丝方式alternate wire-feed system跟踪装置tracer焊丝盘wire reel焊钳electrode holder焊枪welding gun电极夹electrode holder导电嘴tip; contact tube喷嘴nozzle焊剂漏斗flux-hopper高频振荡器oscillator; HF unit脉冲引弧器pulsed arc starter; surge injector脉冲稳弧器pulsed arc stabilizer脉冲激弧器pulsed arc exciter输出电抗器out put reactor镇定变阻器ballast rheostat直流分量抑制器direct current suppressor焊接回路welding circuit额定焊接电流rated welding current焊接电流调节范围range of welding current regulat ion空载电压open circuit voltage(no load voltage)约定负载电压conventional load voltage负载持续率duty cycle额定负载持续率rated duty cycle; standard service 手工弧焊机manual arc welding machine电焊渣electroslag welding (ESW)手工电渣焊manual electroslag welding丝极电渣焊electroslag welding with wire electrod e板极电渣焊electroslag welding with plate electrod e熔嘴电渣焊electroslag welding with consumable n ozzle管极电渣焊electroslag welding with tube electrod e窄间隙电渣焊narrow-gap electroslag welding电渣堆焊electroslag surfacing电渣焊机electrosalg welding machine 熔嘴consumable nozzle; consumable wire钢档板steel shoe (192页)钢冷却板Cu-cooling plate铜滑板copper shoe渣池slag bath渣池深度depth of slag bath渣池电压voltage of slag bath电渣过程稳定性electroslag process stability焊丝间距distance between welding wires电子束焊electron beam welding (EBW)脉冲电子束焊pulsed electron beam welding加速电压acceleration voltage/ operating voltage电子束电流beam current电子束功率beam power电子束功率密度beam power density焦点focal spot焦距focal length工作距离work distance电子束焊机electron beam welding machine高真空电子束焊机full vacuum electron beam welde r低真空电子束焊机partial vacuum electron beam we lder非真空电子束焊机nonvacuum electron beam welder 真空度vacuum电子枪electron gun二极电子枪diode gun三极电子枪triode gun偏压电极bias electrode电磁透镜electromagnetic lens电子束偏转线圈electron beam deflection coils导流系数perveance钉尖spiking激光焊laser welding/ laser beam welding连续激光焊continuous laser welding脉冲激光焊impulsed laser welding激光焊机laser welding equipment气体激光器gas laser固体激光器solid laser焦斑直径focussed diameter of the beam离焦量clearance between focal point and (plate) surface焊缝深宽比weld seam depth-to-width ratio气焊gas welding氧乙炔焊oxy-acetylene welding氢氧焊oxy-hydrogen welding空气乙炔焊air-acetylene welding氧乙炔焊oxy-acetylene flame氢氧焰oxy-hydrogen flame氧煤气焰oxy-coal gas flame焊接火焰welding flame混合比mixing ratio混合气体可燃范围inflammable limit of the gaseous 一次燃烧primary combustion二次燃烧secondary combustion燃烧速度combustion rate燃烧强度combustion intensity火焰热效率flame heating efficiency焰芯inner cone; flame cone内焰internal flame外焰flame envelope中性焰neutral flame氧化焰oxidizing flame碳化焰carburizing flame还原区reducing zone火焰稳定性flame stability回火flashback逆火backfire回烧flashback气体发生速度gasification speed焊炬torch; blow pipe等压式焊炬balanced pressure torch射吸式焊炬injector torch氧乙炔焊炬oxy-acetylene torch焊割两用炬combined cutting and welding torch混合室mixing chamber喷射器injector焊嘴welding nozzle; welding tip液氧气化器oxygen evaporator气瓶gas cylinder乙炔瓶acetylene cylinder阀罩cylinder cap气瓶阀cylinder valve汇流排cylinder manifold减压器pressure regulator; gas regulator单级减压器single stage regulator两级减压器two stage regulator回火防止器flashback arrestor干式回火防止器dry flashback arrestor水封式回火防止器water-closing type arrestor净化器purifier乙炔发生器acetylene generator低压乙炔发生器low pressure acetylene generator 热剂焊thermit welding (TW)热剂补焊thermit repair welding钢轨热剂焊thermit rail welding热剂thermit powder热剂钢水thermit steel热剂反应thermit reaction热剂溶渣thermit slag热剂铸模thermit mold; mold for thermit weld热剂坩埚thermit crucible 焊筋collar水下焊underwater welding水下气体保护电弧焊underwater gas shielded arc w elding水下等离子弧焊underwater plasma arc welding温式水下焊wet method underwater welding干式水下焊dry method underwater welding局部干式水下焊local dry underwater welding水帘局部干式水下焊water curtain type dry underw ater welding遥控水下焊remote controlled underwater welding 电弧空腔arc bubble2006-09-06 | 焊接专业英汉词典(2)电阻焊resistance welding (RW)点焊spot welding; resistance spot welding凸焊projection welding缝焊seam welding滚点焊roll-spot welding连续点焊stitch welding多点焊multiple spot welding手压点焊push welding; poke welding脉冲点焊pulsation spot welding; multiple-impulse welding双面点焊direct spot welding单面点焊indirect spot welding串联点焊series spot welding多点凸焊multiple projection welding频道进缝焊step-by-step seam welding压平缝焊mash seam welding串联缝焊series seam welding对接缝焊butt seam welding; foil-butt seam电阻对焊upset butt welding闪光对焊flash butt welding (FBW)储能焊stored energy welding电容储能点焊condenser discharge spot welding高频电阻焊high frequency resistance welding冲击电阻焊percussion welding胶接点焊spot weld-bonding; weld-bonding闪光flashing; flash过梁bridge; lintel顶锻upsetting; upset夹紧力clamping force顶锻力upsetting force; upset force电极压力electrode force; electrode pressure电极滑移electrode skid焊接循环welding cycle预压时间squeeze time锻压时间forge-delay time; forge time焊接通电时间(电阻焊)welding time (resistance wel。
焊接英汉词典

焊接英汉词典2009-1-18 22:13:34 来源:来自网络作者:未知【大中小】点击: 230次actual weld-throat thick-ness焊缝厚度all-around weld整周焊缝all-around weld (整周焊缝)环焊缝angle butt weld斜对接焊angle weld角焊appearance of weld焊缝成形arc-seam weld电弧缝焊arc-spot weld电弧点焊arc-weld电弧焊aspect ratio of weld焊缝成形系数at weld edge在焊缝边上attachment weld连接焊缝automatic spot weld自动点焊法automatic weld自动焊接axis of a weld焊缝中心线; 焊接轴线axis of weld焊缝轴线; 焊接轴线back of weld焊缝背面backing groove of weld焊缝反面坡口backing weld底焊; 底焊焊缝bare metal arc weld裸焊条电弧焊bead weld珠焊; 堆焊bead-on-plate weld堆焊焊缝beading weld凸焊beam-to-beam weld梁间焊接; 梁式引线焊接block sequence weld分段多层焊bond weld钢轨接头焊接bridge seam weld桥缝焊接; 桥线焊brize weld硬焊butt weld对接焊缝butt weld ends对头焊接端butt-weld碰焊; 平式焊接; 对头焊接butt-weld in the downhand position对接平焊butt-weld joint对头焊接butt-weld pipe mill对焊管轧机button spot weld按电钮点焊cap weld最后焊层; 盖面焊缝carbon content of weld materials焊接材料的碳含量cast-weld construction铸焊结构caulk weld填缝焊caulking weld密实焊缝chain intermittent fillet weld链式分段角焊; 并列间断角焊缝chain intermittent weld并列焊接circular weld环形焊缝circumferential weld环缝; 环焊缝cleft weld裂口焊closed weld底边无缝焊; 无间隙焊缝closed-chamber fusion weld闭室熔焊cluster weld丛聚焊缝coil weld卷板对接焊; 卷板对接焊; 板卷焊cold weld冷压接commutator-controlled weld换向控制焊接complete penetration butt weld贯穿对焊composite weld紧密焊缝; 强度密封焊缝concave filled weld凹形角焊缝concave filler weld凹角焊concave fillet weld凹面填角焊concave weld凹焊缝; 凹面焊; 凹形焊缝; 轻型焊connective weld联系焊缝continuous butt-weld mill连续式炉焊管机组continuous fillet weld连续(填)角焊缝; 连续角焊缝; 连续贴角焊 continuous weld连续焊缝continuous weld process连续式炉焊管法contour weld特形焊接convex fillet weld凸角焊缝; 凸形角焊缝convex weld凸焊缝; 凸形焊缝copper weld wire包铜钢丝corner flange weld单卷边角焊缝corner weld角焊corner-flange weld卷边角焊缝; 卷边角焊缝crack of weld焊部裂纹cross weld十字交叉焊缝; 横向焊缝cross-wire weld十字焊crotch weld楔接锻接; 楔接焊接cup weld带盖板焊缝depth of weld焊接深度dissimilar weld metal不同的焊接金属; 不同金属的焊接distance between the toes of a weld焊缝宽度double groove weld双面坡口焊缝double-bevel groove weld双斜边坡口焊缝; 双斜坡口焊double-flanged butt weld双弯边对接焊缝double-V groove weld双斜边坡口焊缝; 双斜坡口焊downhand weld平焊缝duplex spot weld双点点焊接头edge joint weld边缘焊edge weld端接焊; 端接焊缝; 端面焊缝; 对边焊electric resistance weld mill电阻焊管机electric weld-pipe mill电焊管机electric-weld pipe mill电焊管机emporary weld临时点定焊缝excess weld metal焊缝补强金属; 补强; 补强焊料; 补强金属excess weld metal(焊缝的)余高explosive weld爆炸焊接face of weld焊缝表面; 焊接面fibrous weld纤维状焊缝field weld现场焊接filler weld填角焊缝fillet weld角焊缝; 填角焊; 贴角焊fillet weld in normal shear (搭接接头的)正面角焊缝fillet weld in parallel shear侧面角焊缝; 侧面填角焊fillet weld in the flat position角接平焊; 水平角焊缝fillet weld in the horizontal position横向角焊缝fillet weld size焊角尺寸; 填角焊缝尺寸flame weld火焰焊接flange weld卷边焊缝; 卷边焊缝flange-to-web weld卷边焊缝; 卷边焊缝flanged butt weld弯边对接焊flanged edge weld卷边焊; 卷边焊flash butt weld闪光焊flash weld闪速对焊flat faced fillet weld平顶角焊缝焊接flat fillet weld平角焊ing of fillet weld角焊缝平焊; 船形角焊flush fillet weld平角焊flush weld削平补强的焊缝; 平焊接; 无加强高的焊缝forge weld锻焊焊缝forged weld (焊后锻压的)锻压焊缝form factor of the weld焊缝成形系数formation of weld焊缝成形front fillet weld正侧面填角焊缝; 正面填角焊front(al) fillet weld正面角焊缝full fillet weld满角焊缝; 全角焊full penetration butt weld满对接焊full weld满焊full-fillet weld满角焊full-sized weld全尺寸焊缝full-strength weld (与母材等强)等强焊缝gap weld特殊点焊; 双极单点焊gas-pressure weld气压焊girth weld环形焊缝gravity weld倚焊groove weld坡口焊; 坡口焊缝; 有坡口焊缝; 凹槽焊groove-weld joint有坡口焊接接头hammer weld锻焊hand weld手焊焊缝height of reinforcement of weld加强焊缝高度helical-weld pipe螺旋焊管high performance weld flux高性能焊剂horizontal fillet weld横向角缝焊接horizontal weld横向焊缝horizontal-vertical fillet weld横向垂直角焊缝hot weld encapsulation热焊封袋hydraulic automatic weld液压自动焊接hydraulic weld process液压焊接法inclined weld斜焊inconel weld单面焊缝incorrect weld profile焊缝形状不对incorrect weld size焊缝尺寸不对induction weld mill感应焊管机inside corner weld内角焊接inside fillet weld内角焊接inside weld内焊缝insufficient or excess reinforcement of weld加强焊缝不足或过量 intermittent fillet weld间断角缝焊接; 断续角焊缝intermittent weld断续焊; 断续焊缝jam weld对接焊; 对头焊接lap fillet weld搭接角焊缝laser (beam) weld (ing)激光焊lateral weld侧焊; 侧面焊缝leg of a fillet weld角焊缝; 角焊缝焊脚leg of fillet weld圆角焊肉厚length of weld焊缝长度light closing weld轻连续焊接light fillet weld轻型填角焊; 小填角焊light weld轻焊缝Lincoln weld埋弧自动焊longitudinal fillet weld纵向角焊longitudinal weld纵向焊缝longitudinal weld (焊接用语)纵缝loose weld脱焊main weld主焊缝mash seam weld压薄缝焊; 滚压焊mash weld点焊; 点压焊melt thru weld熔透焊缝melt-through weld透溶焊melten weld pool焊接熔池melting through weld熔透焊缝miter weld平顶角焊缝; 斜接角焊缝molten weld metal熔融焊接金属mulitple impulse weld多脉冲焊缝multilayer weld多层焊缝multipass weld多道焊缝multiple arc weld多弧焊缝multiple-electrode submerged arc weld多电极埋弧焊 multiple-pass weld多道焊缝; 多路焊接multirun weld多道焊缝nonpressure thermit weld不加压热剂焊缝normal weld正常焊接oblique fillet weld斜交角焊缝; 斜角焊接one-pass weld单层焊缝open butt weld开口对接焊open weld留间隙焊缝; 空隙焊outside weld外焊缝over weld过焊overhead fillet weld仰焊角焊缝overhead weld仰焊oversize weld超尺寸焊缝oxygen weld氧气焊接parallel-arc weld并列弧焊patch weld补焊; 补孔焊缝Peltier's cross weld珀耳帖交叉焊接penetration weld熔透焊缝percussion weld冲击焊缝; 冲击焊接periphera weld环形焊缝pitch of weld焊缝接距; 焊线距plain butt weld无坡口对接焊; 平头对接焊缝plasma-arc weld等离子弧焊接plug weld塞焊焊缝point of weld焊接点point weld点焊poor weld劣质焊缝; 有缺陷的焊缝porous weld多孔焊缝; 疏松焊缝positioned weld平位焊缝; 暂焊post weld annealed (PWA)焊后退火poured weld铸焊焊缝powder weld process粉末焊接法practice weld试验焊缝pressure weld压焊pressure-controlled weld压力控制焊接pressure-tight weld气密焊; 密封焊道principal weld主要焊缝profile of fillet weld填角焊缝轮廓progress of weld焊向projection weld凸焊; 凸焊焊缝projection weld machine凸点电阻焊机pulsating weld脉冲接触焊push weld挤焊quilting weld钉焊reinforced butt weld补强的对接焊缝; 补强式对接焊缝 reinforced weld加强焊接reinforcement of weld焊缝加厚; 补强金属; 加强焊缝 resistance weld mill电阻焊管机resistance weld pipe电阻焊管resonance butt weld谐振式对接焊restarting a weld再引弧ripple weld鳞状焊缝rivet weld电铆; 电铆焊缝root face of weld焊缝根部钝边root gap of weld焊缝根部间隙root of weld焊缝根部; 焊根root opening of weld焊缝根部间隙root radius of weld焊缝坡口根部半径sagged weld下垂焊缝scarf weld楔口焊接seal weld填焊; 致密焊缝; 密封焊; 密封焊道; 密封焊缝 sealing weld封焊seam weld滚焊semi-automatic arc weld半自动电弧焊sequence weld timer序列焊接时间调节器shallow weld浅焊shop weld工厂焊接shot weld点焊shoulder of weld焊缝根部钝边side fillet weld侧面角焊缝; 侧面填角焊缝; 侧面贴角焊 side lap weld侧边搭接焊; 弯边搭焊缝side weld侧焊缝; 边焊single lap weld单搭接焊single strap butt weld单面盖板对接焊single-bevel groove weld单斜角槽焊single-fillet weld单边角接焊缝single-pass weld单道焊site weld现场焊接; 安装焊; 安装焊接size of a fillet weld焊角尺寸size of weld焊件的大小; 焊区尺寸skew weld斜焊skin weld表面焊接sleeve weld套筒焊接slip-weld hanger卡瓦焊接套管挂slot weld槽塞焊; 长孔焊; 开槽搭焊缝; 切口焊缝ing slotted weld槽焊slotted lap weld切口搭接焊smooth fillet weld平填角焊缝socket weld ends承插焊接端soft-weld铜镍焊条合金solvent weld溶剂焊接space of intermittent weld断续焊缝间距; 断续焊间距spiral weld螺旋形焊缝spiral weld-pipe mill螺旋焊管机spot weld焊点spot weld bonding胶结点焊spot weld nugget点焊熔核spreading weld宽缝焊接; 加宽的焊缝square butt weld平头对接焊缝square groove weld无坡口槽焊staggered intermittent fillet weld (ing)交错断续角焊staggered intermittent weld交错断续焊缝; 交错间断焊staggered plug weld交错塞焊standard reinforced fillet weld标准加强角焊缝stick-out weld未熔合点焊接头stitch-and-seam weld点线焊straight butt weld无坡口对接接头strapped weld搭板对接焊缝strength weld受载焊缝; 强固焊接; 承载焊缝; 高强度焊接structural weld强固焊缝surface of weld焊缝表面surface weld表面焊缝surface weld metal buildup表面焊缝金属的形成synthetic apparatus for weld thermal cycle焊接热循环模拟装置 T weld丁字接头焊缝T-filled weld丁字形角焊T-fillet weld丁字接头角焊缝tack weld定位焊点; 定位焊缝; 临时点焊; 预焊; 平头焊接(welding)定位焊tandem arc weld前后弧焊temporary weld临时点固焊缝tension weld受拉焊缝test weld试焊throat depth (thickness) of fillet weld角焊缝厚度throat of fillet weld凹角焊喉; 填角焊缝喉长throat of weld凹角焊喉tight weld密封焊接; 致密焊缝tight-strong weld密实强固焊缝toe of the weld焊缝边界toe of weld焊趾toe weld趾部焊缝torch weld气焊焊缝total amount of weld fumes焊接发尘量transverse fillet weld横向角焊缝; 正面角焊transverse weld横向焊缝trial weld试验焊接undercut weld底切焊接undressed weld (增加焊缝)未加工焊缝unequal fillet weld焊脚不等的角焊缝unfitness of butt weld焊缝对口错边量union-melt weld埋弧焊unload weld非承载焊缝unspaced butted weld无间隙对接焊缝upgrading of boiler weld锅炉焊缝加强vertical fillet weld立焊角焊缝vertical weld立焊weak weld不强固焊缝weaving weld横向摆动焊缝weld焊; 焊接的; 补焊weld all around围焊weld appearance焊缝外观weld assembly焊接组件weld back-up焊缝背垫weld backing焊缝衬垫weld bead焊缝; 熔敷焊道weld bead height焊缝高度weld beading焊瘤weld bond熔合线weld bridge seam搭桥焊缝; 桥接焊缝weld cap焊帽weld center line焊缝中心线weld collar加强焊缝焊瘤weld crack焊接裂纹weld crater熔池weld crosswise交叉焊接weld decay焊缝腐蚀; 焊接接头晶间腐蚀; 焊接侵蚀; 焊接区晶间腐蚀 weld decay (焊接后)敏化区腐蚀weld defect焊接缺陷weld delay time焊接延迟时间weld deposit堆焊weld deposits cleaning焊接熔敷金属清理weld edge焊缝边缘; 焊缝表面边缘weld edgewise沿边焊接weld flange connection焊接法兰连接weld flash焊瘤weld flaw焊接缺陷weld flush焊缝隆起weld fumes焊接烟尘weld gage焊缝检查规; 焊缝卡规weld gauge焊缝量规weld heat input焊接热输入; 焊接线能量weld holder焊接夹持架; 焊接架weld inspection焊缝质量检验; 焊接检查weld interface焊缝界面; 焊接界面weld interval焊接时间weld is accepted焊缝合格weld jig焊接夹具weld joint焊缝weld junction熔焊线; 熔合线weld layer焊接层weld length焊缝长度weld line焊缝线; 焊缝轴线; 焊接线; 焊线weld machined flush削平补强的焊缝weld mark焊缝符号; 焊缝记号; 焊接痕; 熔缝weld mesh crate焊接网格weld metal焊缝金属; 焊接金属weld metal buildup surface金属堆焊表面weld metal composition焊接金属组成weld metal cracking焊缝裂纹weld metal zone焊缝金属区; 焊接金属熔化区weld nugget焊点熔核weld on bottom底焊weld overlap重叠区weld pass焊接通道weld penetration焊缝熔深; 焊透深度weld period焊接时间weld pitch焊缝距weld porosity焊缝气孔weld preheating焊前预热weld preparation焊缝坡口加工weld puddle熔池weld reinforcement焊缝补强; 焊缝加强; 焊接补强 weld repairs焊接修补weld ripple焊缝波纹weld root焊件剖口; 焊接根weld root opening gap焊缝根部间隙weld root reinforcement焊缝反面加强weld rotation焊缝转角weld seam pipe焊缝管weld shape焊缝形状weld shielding焊接区保护; 焊接熔池保护weld slope焊缝倾角weld spacing焊点距; 焊缝间距weld strain焊接应变weld strength焊接强度weld surface焊缝表面weld swell焊缝隆起weld thermal cycle焊接热循环weld thickness焊缝厚度weld time焊接时间; 焊接通电时间; 接触焊通电时间 weld toxic gases焊接有害气体weld trimmer焊缝清理机weld up焊补weld wheel conditioner焊轮调节器weld width焊缝宽度weld wire包铜钢丝weld zone焊缝区; 焊接区weld-form factor焊缝形状系数weld-fusion line焊缝熔合线weld-in nozzle焊入式喷嘴weld-interval timer焊接间隔记时器weld-shrunk cylinder包扎式圆筒weld-shrunk multilayered cylinder包扎式多层圆筒; 多层包扎式圆筒weld-throat thickness depth焊缝厚度window type restraint weld cracking test窗口拘束焊缝抗裂试验; 窗形拘束抗裂试验zigzag intermittent fillet weld锯齿形断续角焊缝; 锯齿形断续角焊缝zone of weld焊缝表面AC & D. C. arc welding machine交直流弧焊机AC arc welding交流电弧焊AC gas metal-arc welding process交流熔化极气保护焊AC gas tungsten arc welding交流钨极气保护焊AC welding set交流焊机; 交流焊接变压器AC-dc welding machine交直流两用焊机acetylene welding气焊; 乙炔焊; 乙炔焊接acetylene welding torch乙炔焊炬; 乙炔接焊吹管air-acetylene welding空气-乙炔焊接all-position welding全位置焊接alloy steel gas welding rod合金钢气焊条alternating current arc welding交流电弧焊alternating current welding machine交流电焊机aluminium alloy arc welding electrode铝合金焊条aluminothermic welding铝热焊; 铸焊angle backwards welding后倾焊angle butt welding斜口对接焊angle forwards welding前倾焊annealing welding wave退火焊波antogenous welding氧炔焊apparatus for butt welding平接压焊夹具arc braze welding电弧钎焊arc flash welding电弧闪光焊arc spot welding电铆焊arc stud welding柱钉电弧焊; 螺柱电弧焊arc voltage feedback controlling arc welding弧压反馈电弧焊arc welding电弧焊; 电弧焊接; 弧焊arc welding electrode电弧焊条arc welding generator电弧焊接用发电机; 弧焊发电机arc welding generator with independent excitation自激弧焊发电机; 他激电焊发电机arc welding generator with self-excitation自激电焊发电机arc welding machine弧焊机; 电焊机; 电弧焊机arc welding mask电弧焊遮罩arc welding process电弧焊接工艺过程arc welding rectifier弧焊整流器arc welding robot弧焊机器人arc welding set电弧焊机组arc welding transformer弧焊变压器arc-welding electrode电弧焊用焊条arc-welding plant电焊厂arcogen welding电弧氧乙炔焊argon (shielded) arc welding氩弧焊接argon tungsten-arc welding钨极氩弧焊argon-arc welding氩弧焊argonaut welding自动氩弧焊atomic H welding氢原子焊atomic hydrogen welding原子氢焊atomic-hydrogen welding原子氢焊接austenite welding不锈钢焊接autogenous pressure welding自动压合热焊autogenous welding气焊automatic arc welding head自动电弧焊接机头automatic arc welding machine自动电焊机; 自动弧焊机automatic drying line for welding electrode电焊条自动烘焙线automatic slag pool welding自动电渣焊automatic spot welding自动点焊automatic submerged arc welding自动埋弧焊automatic submerged slag welding of rail钢轨自动埋弧电弧焊automatic submerged-arc welding machine埋弧自动焊机automatic transverse welding横向自动焊automatic welding自动焊; 自动焊接automatic welding head自动焊头automatic welding machine自动焊接机automatic welding of circumferential seams环缝自动焊automatic welding process自动焊接工艺规程automation of welding焊接自动化back hand welding后退焊; 反手焊接back step welding反手焊接back ward welding反手焊接back welding底焊; 退焊法back-step welding分段退焊法backhand welding逆向焊; 右焊法; 后焊法; 向后焊backing welding打底焊backstep welding分段逆焊; 分段退焊; 反向焊; 逐步退焊法; 逆向焊 backstep welding sequence分段退焊次序backward welding后倾焊; 后退焊; 向右焊balanced welding对称焊bare welding rod光焊条bare wire arc welding光焊丝电弧焊bead welding窄焊道焊接bench arc welding machine台式弧焊机bevel welding斜角焊blacksmith welding锻工焊接; 锻焊block sequence welding分段多层焊; 分段连续焊接block welding块焊接block welding sequence分段多层焊body welding machine罐身焊接机both sides welding双面焊接brass welding rod黄铜焊条braze welding钎焊; 钎焊接; 钎接; 铜焊braze-welding钎接焊bridge spot welding带接合板点焊; 单面衬垫点焊; 单面搭板点焊bridge welding桥接焊; 盖板焊brize welding硬焊build (built) up welding堆焊build-up welding堆焊building-up by welding堆焊butt resistance welding电阻对焊; 对接电阻焊butt seam welding对接滚焊butt seam welding machine对接缝焊机butt welding对接焊; 平对焊butt welding machine对接焊机butt welding process对接焊法butt-welding对接焊butt-welding machine对焊机capability of welding vertically upwards直上焊接能力capacitor-discharge welding电容放电焊接carbon arc welding碳弧焊; 碳极弧焊carbon in materials for welding焊接用材料中的碳carbon-dioxide arc welding二氧化碳保护焊carriage of automatic welding machine自动焊机走架cascade welding阶梯式焊; 山形多层焊cascade welding sequence串级叠置法cast welding铸焊cement-welding金属陶瓷焊接centralized installation of welding machine多站焊接chain intermittent fillet welding并列断续角焊缝; 链式断续角焊chemical welding化学焊circular seam welding环缝对接焊circular seam-welding machine环形滚焊机cleaning before welding焊接前的清理cleaning of welding deposits焊接沉积的清理closed butt gas pressure welding闭式加压气焊cold welding冷焊; 冷压焊cold-pressure welding冷压焊combined cutting and welding torch焊割两用炬combined cutting and-welding blow-pipe焊割两用炬combined thermit welding加压铸焊complete penetraction and fusion in welding全焊透condenser (discharge) spot-welding machine电容器放电点焊机 condenser discharge spot welding电容储能点焊; 电容贮能点焊constant current welding machine恒流电焊机constant energy welding machine恒功率电焊机constant voltage welding machine恒压电焊机constant-current arc welding power source垂降特性弧焊电源constant-current welding source恒流式焊接电源constant-power welding source恒功率式焊接电源constant-pressure pressure welding恒压压力焊constant-temperature pressure welding恒温压力焊constant-voltage welding machine恒电压焊机constant-voltage welding source恒压式焊接电源; 平特性焊接电源 consumable electrode welding熔化极电弧焊consumable guide electroslag welding自耗定向电渣焊contact welding接触焊continuous feed welding连续送丝电弧焊continuous welding连续焊; 连续焊接contour welding绕焊controlled arc welding可控电弧焊接controlled atmosohere arc welding充气室电弧焊controlled atmospere arc welding充气式电弧焊controlled tungsten-arc welding自动控制弧长的钨极电弧焊controlled-transfer welding可控过渡电弧焊convex fillet welding凸面角焊缝copper arc welding electrode铜焊条copper welding rod铜焊条copper-alloy arc welding electrode铜合金焊条copper-aluminium welding rod铜铝焊条copper-nickel welding rod铜镍焊条copper-silicon welding rod铜硅焊条copper-tin welding rod铜锡焊条copper-zinc welding rod铜锌焊条core welding-wire焊芯core wire for welding rod焊条芯线corrosion due to welding焊接腐蚀cosmetic welding盖面焊cover chain welding链节式药皮包丝焊接CO 2 arc welding machine二氧化碳弧焊机cracking test for automatic welding自动焊抗裂试验crankshaft flashbutt welding曲轴电阻弧花压焊cross welding横向焊缝cyc-arc welding圆环电弧焊deck welding重力焊deep fillet welding深角焊deep penetration welding深熔焊deep penetration welding electrode深熔焊条deep welding深焊die welding模焊; 冲模堆焊diesel engine driven DC arc welding machine柴油机驱动直流弧焊机 differential-excited welding generator差激电焊发电机diffusion welding扩散焊接direct spot welding双面点焊direct welding双面点焊direction of welding焊接方位; 焊接方向discontinuous welding断续焊dot welding点焊double carbon-arc welding间接碳弧焊double side welding双面焊接down-hand welding俯焊downhand welding平焊downward welding in the inclined position下坡焊downward welding in the vertical position向下立焊dual-arc welding双弧焊edge seam welding端面接头滚焊edge welding边缘焊接edgewise welding沿边焊接electric and pressure welding电压力焊接electric arc spot welding电弧点焊electric arc welding generators电弧焊接发电机electric arc welding machine电弧焊机electric butt welding电阻接触焊electric resistance welding电阻焊接; 热电阻焊electric slag welding电渣焊electric spot welding电点焊electric welding电焊electric welding cast copper solder铸铜电焊条electric welding equipment电焊设备electric welding generator电焊发电机electric welding hammer电焊锤electric welding machine电焊机electric welding plant电焊厂electric welding pliers电焊钳electric welding rod电焊条electric welding strip电焊片electric-arc welding电弧焊electric-resistance seam-welding电阻缝焊electric-resistance seam-welding machine电阻缝焊机electrical arc welding电弧焊接electrical resistance welding tube电阻焊接管electrically heated welding torch电热焊枪electro-beam welding电子束焊接electro-gas (enclosed) welding气电立焊electro-slag welding电磁渣焊; 电渣焊electro-slag welding with plate electrode板极电渣焊electro-welding电焊electrode for arc welding电焊条; 电弧焊条electrode for vertical down welding向下立焊条electrode of vertical down welding立向下焊条electrode welding电弧焊electrogas welding气电焊; 电气焊electromagnetic percussive welding电磁冲击焊electromagnetic stored energy welding电磁储能焊electron beam welding电子束焊; 电子束焊接electron beam welding machine电子束焊接机electron-beam welding电子束焊接electron-beam welding machine电子束焊机electron-bombardment welding真空电子束焊electrons leaves welding电子束焊接electropercussive welding电冲击焊; 冲击焊; 储能焊electroslag welding电渣焊; 电阻焊electroslag welding machine电渣焊机electroslag welding with consumable nozzle熔嘴电渣焊electroslag welding with wire electrode丝极电渣焊electrostatic (percussive) welding电能储能焊接electrostatic percussing welding静电焊; 静电焊; 冲击焊; 储能焊electrostatic percussive welding静电冲击焊; 静电冲击焊enclosed welding强制成形焊接energy storage welding贮能焊; 储能焊; 脉冲焊接erecting welding装配焊接erection welding安装焊接eutectic welding低温焊exothermic welding铝热焊expanding or welding of tube with tubesheet管子与管板的胀接或焊接 explosive welding (EW)爆炸焊eyelet welding孔焊; 小孔熔焊faster welding快速焊接feed rate of welding wire焊丝送进速度field of welding temperature焊接温度场field welding现场焊接; 工地焊接Filler arc welding菲拉电弧焊距fillet welding (填角焊)贴角焊fillet welding in the downhand position船形角焊fillet welding in the flat position船形焊fillet welding in the horizontal position横角焊fillet welding in the vertical position立角焊fine welding精密焊接fine wire welding细丝焊fire cracker welding躺焊fire welding锻焊; 锻接fixed welding machine固定式焊机fixed-position welding定位焊接flame welding熔气焊flare welding喇叭形坡口焊接flash butt welding闪光对焊; 闪光对接焊flash welding闪光电弧焊; 闪光焊; 闪焊; 火花电弧焊; 火花对焊 flash-butt welding电阻闪光焊接flashover welding闪光焊flat position welding平焊; 顶面平卧焊flat position welding of fillet weld角焊缝平焊; 船形角焊flat welding平卧焊flexible welding rod软焊条flexible wire for electric welding电焊软线flow welding流注焊接; 浇焊fluid welding流焊flux-cored welding包芯焊条焊接fly-wheel type friction welding贮能摩擦焊; 储能摩擦焊flywheel friction welding惯性摩擦焊forehand welding向前焊; 向左焊; 左焊法; 左向焊; 正手焊forge welding锻焊; 锻接焊forward welding正手焊; 左焊法; 左向焊; 前进焊; 前倾焊; 向前焊 friction welding摩擦焊; 摩擦焊接friction welding machine摩擦焊接机frontal fillet welding正面角焊full automatic welding全自动焊full-automatic arc welding全自动电弧焊full-fillet welding满角焊full-fusion thermit welding热剂铸焊full-fusion welding全熔合焊full-length welding满焊fusion pressure welding熔化压接fusion thermit welding热剂熔焊; 熔化铝热焊fusion type plasma arc welding熔透型等离子弧焊fusion type welding熔透型焊接法fusion welding熔焊接fusion welding metal熔焊金属gas carbon-arc welding气保护碳弧焊gas electric welding气电联合焊接gas metal arc welding气体保护金属极电弧焊gas metal-arc welding气保护金属极电弧焊gas shield welding气体保护弧焊gas shielded arc welding气体保护电弧焊; 气体保护焊gas shielded arc welding machine气保护弧焊机gas shielded arc-welding machine气体保护弧焊机gas shielded magnetic flux arc welding磁性焊剂气体保护电弧焊 gas shielded metal-arc welding气体保护金属弧焊gas shielded welding气体保护焊gas torch welding气炬焊gas tungsten arc welding气体保护钨极电弧焊gas tungsten-arc welding气保护钨极电弧焊gas tungstun arc welding钨极气体保护焊gas welding气焊; 乙炔焊gas welding device气焊设备gas welding equipment气焊设备gas welding machine气焊机gas welding outfit气焊机gas welding rod气焊焊丝gas welding rubber hose气焊橡胶管gas welding technique气焊工艺gas welding torch butt气焊进气硬管gas welding tube mill瓦斯焊接机gas welding work气焊工作gas-arc welding气电焊; 气体保护电弧焊gas-arc welding gun气电焊焊嘴gas-press welding气压焊gas-pressure welding machine气压焊接机gas-shielded stud welding气保护柱钉焊接girth welding环缝横向焊接gravity type arc welding重力焊gravity type welding倚焊gravity welding重力焊; 重力式电弧焊groove welding槽焊; 坡口焊; 开槽焊guided automatic welding导向自动焊接gun welding machine手提式点焊机; 点焊枪hafnium welding wire铪焊丝hammer welding锻焊; 锻接; 锤焊hammered resistance welding锤锻电阻焊; 电阻加热锻焊hand welding holdet手焊焊把hard-welding硬质合金熔焊headless bolt for welding焊接单头螺栓heat-welding adhesive热熔性胶粘剂heated-tool welding热烙铁焊接heavy welding大断面焊接heavy welding electrode粗电焊条heliarc welding氦电弧焊Heliarc welding氦弧焊法helium arc welding氦弧焊HF welding magnetic bar高频焊接磁棒hidden arc welding埋弧焊; 潜弧焊high current arc welding大电流弧焊high frequency AC welding machine高频交流电焊机high frequency dielectric welding高频介电焊high frequency induction welding高频感应焊high frequency welding高频焊接high grade energy welding高能焊high tensile electric welding rod高强焊条high-current plasma arc welding大电流等离子弧焊high-frequency induction welding高频感应焊接; 高频焊接high-frequency resistance welding高频接触焊high-frequency resistance welding (HFRW)高频电阻焊high-frequency welding高频电焊highspeed welding快速焊接horizontal fillet welding横角焊; 水平角焊horizontal position welding水平焊接; 横焊horizontal welding横焊; 水平焊horizontal-position welding水平位置焊接horizontal-rolledposition welding水平转动焊接; 滚动水平焊hot jet welding热风焊接hot press welding热压焊接hot pressure welding预热压力焊hot welding热焊hot wire welding热丝焊hot(-)gas welding热气焊接hot-gas welding热风焊接; 热空气焊接hot-pressure welding热压焊; 热压焊接hydrogen-welding氢焊impact spot welding冲击点焊法impregnated-tape metal-arc welding浸焊条金属弧焊impulse current automatic butt welding machine脉冲电流自动对焊机 impulse current seam welding machine脉冲电流缝焊机impulse current semiautomatic butt welding machine脉冲电流半自动对焊机impulse electromagnetic automatic welding machine电磁脉冲自动焊机impulse plasma welding machine脉冲等离子焊机impulse welding脉冲焊; 脉冲焊接impulsed spot welding脉冲点焊inclined position welding倾斜焊indirect (spot) welding单面点焊indirect welding单面点焊induction welding感应焊; 感应焊接; 感应熔焊inert gas arc spot welding惰性气体电弧点焊inert gas arc welding惰性气体电弧焊inert gas spot welding惰性气体保护电弧点焊inert gas welding惰性气体焊接法inert-gas (inert gas) arc welding惰性气体保护焊inertia welding惯性焊接; 贮能摩擦焊; 储能摩擦焊inertial welding惯性焊接infrared welding红外线焊接intermediate current plasma arc welding中电流等离子弧焊intermittent fillet welding断续角焊intermittent point welding断续点焊intermittent welding断续焊International Institute of welding (IIW)国际焊接学会inverted welding仰焊joint welding搭焊jump welding丁字形焊keyhole-mode welding小孔型等离子弧焊; 穿透型焊接法lap fillet welding搭角焊; 搭接角焊lap resistance welding搭接电阻焊lap seam welding搭接缝焊; 搭接焊lap welding搭焊; 搭接焊laser welding激光焊接laser welding chamber激光焊接室laser welding head激光焊接头laser welding machine for orthodontics激光口腔矫形焊接机laser welding system激光焊接系统laser-beam welding machine激光焊接机laser-welding machine激光焊接器lead welding铅焊lefthand welding左焊法leftward welding左向焊法lever gun welding head杠杆式点焊钳light beam welding machine光束焊机light continuous welding轻连续焊接light gauge welding薄板焊接light ray welding光束焊接light welding轻焊接Linde welding林德钢管对焊法line welding直线焊缝焊接liquid metal welding浇注补焊longitudinal resistance seam welding纵向电阻缝焊longitudinal seam welding纵缝焊接; 纵向缝焊longitudinal welding纵缝焊接; 纵向焊接low carbon steel welding electrode低碳钢电焊条low carbon welding wires低碳焊接线材low idle voltage arc-welding power supply低空载电压的弧焊电源 low temperature welding低温焊接low-alloy steel covered arc welding electrode低合金钢焊条low-current plasma arc welding小电流等离子弧焊low-hydrogen welding electrode低氢型电焊条low-temperature welding低温焊接lowest permissible temperature for welding焊接允许的最低温度 machine for magnetic welding磁力焊接机machine welding机器焊接machine welding torch机械焊接吹管magnetic discharge welding电磁储能焊; 电磁焊magnetic flux arc welding磁性焊剂电弧焊magnetic flux gas shielded arc welding磁性焊剂气体保护电弧焊 magnetic force welding machine磁力焊接机magnetic-force welding磁力焊接法manual arc welding手工电弧堆焊manual electic arc pile up welding手工电弧堆焊manual electric arc welding手工电弧堆焊manual electro-slag welding手工电渣焊manual gas welding手工气焊manual metal-arc welding手弧焊manual TIG welding手工钨极惰性气体保护焊manual welding手工焊接; 人工焊接manual welding machine手工焊机manually coating welding electrode手涂焊条mash seam welding滚压电阻缝焊mash stitch welding多针缝式焊接mask welding电焊眼罩match assemble welding装架焊接metal arc welding金属电弧焊metal buried welding埋渣焊metal inert gas arc welding (MIG)惰性气体金属电弧焊metal inert-gas arc welding金属极惰性气体保护焊metal inertia gas welding金属焊条惰性气体保护焊; 熔化极惰性气体保护焊metal rectifier welding set整流焊机metal-arc gas-shielded welding气保护金属极电弧焊metal-arc gas-shielded welding (MAGSW)金属极气保护焊metal-arc welding金属极电弧焊micro resistance welding显微电阻焊micro-gap welding微间隙焊接micro-plasma arc welding微束等离子弧焊micro-welding微型焊接; 显微焊接microgap welding微隙间隙焊Miebach high efficiency flash welding machine米巴赫高效闪光对焊机 mild steel arc welding electrode低碳钢焊条mild steel welding rod低碳钢焊丝miter welding斜接头焊接mixed gas arc welding混合气体保护电弧焊molten bath arc welding熔池电弧焊molten-bath arc welding熔池焊motor driven welding machine电动焊机; 电动机拖动式焊机motor-driven welding machine电动旋转式焊机motor-generator welding unit电动直流发电焊接设备multi-head automatic arc-welding machine多头自动电弧焊机multi-head automatic welding machine多头自动焊机multi-operator welding set多站电焊机multi-pass (multiple pass) welding多道焊multiarc welding多弧焊multihead automatic arc welding machine多弧自动电焊机multilayer welding多层焊multioperator welding generator多工位焊接发电机multioperator welding machine多站电焊机; 多站焊机multioperator welding set多站焊机multipass welding多道焊接multiple arc welding多弧焊multiple operator arc welding machine复式弧焊机multiple projection welding多点凸焊multiple resistance welding多点电阻焊接; 复式电阻焊multiple spot welding多点点焊multiple spot welding machine多点点焊机multiple-arc welding plant多弧焊接机multiple-electrode spot welding machine多极点焊机multiple-electrode welding多焊条焊接。
CMT焊接翻译3
Al-Si-Mn Alloy Coating on Aluminum Substrate Using Cold Metal Transfer(CMT)Welding TechniqueG.P.RAJEEV,1M.KAMARAJ,1and S.R.BAKSHI1,21.—Department of Metallurgical and Materials Engineering,Indian Institute of TechnologyMadras,Chennai600036,India.2.—e-mail:sbakshi@iitm.ac.inThe cold metal transfer(CMT)process was explored as a weld overlay tech-nique for synthesizing Al-Si-Mn alloy coating on a commercially pure Al plate.The effect of welding speed on the bead geometry,deposition rate,and thedilution were studied and the best parameter was used to synthesize thecoatings.The CMT process can be used to produce thick coatings(>2.5mm)without porosity and with low dilution levels.The Vickers hardness number ofthe Al substrate increased from28in the bulk to57in the coating.It issuggested that the CMT process can be an effective and energy-efficienttechnique for depositing thick coatings and is useful in weld repair of alumi-num alloy components.INTRODUCTIONAluminum and its alloys are widely used for automotive components due to their low density, adequate strength,and high specific strength.But they suffer from poor wear resistance,which could lead to shorter life of the components due to damage. Surface coatings can be very useful in improving the life of the components.Weld overlays can be used for applying coatings as well as for repairing damaged components.Thermal spray processes such as cold spraying,1plasma spraying,and high-velocity oxy-fuel(HVOF)spraying2have been used for depositing coatings of aluminum and its alloys.Thermal spray of aluminum composites also has been reported for near-net shape deposition.Thermal spray offers the advantage offine grain size and even nanocrystalline deposits have been reported.3However,the limita-tion of thermal spray coating is that it produces usually a50-to100-l m coating in a single pass and, hence,is not recommended for higher thicknesses. Such a low deposition rate is not good for repair applications in which a large crack or worn out sur-face needs to be prepared.The adhesion strength of the coating is also reduced if adequate surface prep-aration is not used.These limitations are overcome in weld cladding processes.Weld overlay(or weld cladding)is a well-known technique of coating a component using welding techniques.The coatings can be applied for improving the corrosion resistance, wear resistance,or both.4Gas-metal arc welding (GMAW),5gas tungsten arc welding(GTAW),6and plasma-transferred arc(PTA)7are few examples of fusion welding processes that are used for weld overlay deposition.One of the important features in weld cladding is the dilution of the composition of the coating due to melting of the substrate.When con-ventional GMAW process is used for weld overlay of aluminum,the heat input is very high,leading to high dilution levels.5As a result of high thermal and electrical conductivity and a comparatively low melting point,it is difficult to coat aluminum using conventional fusion processes.A fusion welding process with low heat input and high efficiency is desired to solve this problem.Cold metal transfer(CMT)is a modified GMAW process invented by Fronius International(Petten-bach,Austria).The CMT process basically operates in the short-circuit(dip transfer)mode character-ized by the low current and voltage,i.e.,low heat input.The important modification of CMT over conventional GMAW is the full digital control of the welding process.The wire feed in the CMT process is controlled by a microcontroller through feed motors and is no longer dependent on the electrical characteristics.An initial high pulse of current is supplied,forming an arc between the advancing electrode wire and the substrate,which melts the electrode tip.The current is reduced following the pulse,and as soon as the short-circuit formation is indicated by a sharp decrease in voltage,the current is reduced to a further low background value andJOM,Vol.66,No.6,2014DOI:10.1007/s11837-014-0970-7Ó2014The Minerals,Metals&Materials Society(Published online April30,2014)1061the wire is retracted,leading to the detachment of the molten droplet.Thus,in this process,the metal transfer takes place when the current is very low and arc is almost not present.Hence,it has been named CMT.The principles of the CMT process, equipment,operation details,advantages,applica-tions,and limits are well studied and reported.8 Some reports on the welding of aluminum alloys using the CMT process have shown that this process is good for thin sheets owing to the low heat input in the process.Low heat input also results in reduced deformation and residual stresses.The low spatter and gap bridging ability while joining thin sections of the process were also reported.8–10This process has the benefit of providing only the energy needed for the process,which saves a lot of energy.The CMT process has also been used in dissimilar metal joining applications such as aluminum alloy to gal-vanized steels,where joining occurs by brazing of aluminum onto steel.8,11,12CMT has also been reported for joining of aluminum and magnesium using copper-based(CuSi3),13as well as4047alu-minum alloyfiller wires.14Thus,the CMT process is recommended for automotive joining applications where weight reduction is a major concern.The CMT process is also studied for the joining of tita-nium alloys to aluminum alloys as well as copper alloys,and the importance of process in aerospace and medical applications was reported.15,16Only a few reports are available in the literature that have used the CMT process as a surface coating technique as this technique is quite new.Lorenzin and Rutili17reported that the CMT process could be suitably used for anticorrosive coating applications. In this study,a feasibility study for the CMT process as a coating method for depositing Inconel625alloy on the surface of carbon-manganese steel sheet was carried out.The CMT process was compared with the conventional pulsed-arc mode and the CMT-pulse hybrid mode with respect to dilution and deposition rate.It was found that among the three modes,pure CMT showed the lower dilution and higher deposition rate.Pickin et al.18studied the CMT process for a low-dilution cladding application. It was observed that the CMT short-circuit mode was present only in the lower parameter range,and there was a transition to a combination of short-circuit plus spray mode of transfer in the middle to upper parameter range.They explored the CMT process for low-dilution cladding in a ternary alu-minum alloy(Al-Cu-Mg)with a binaryfiller wire Al-2319(Al-Cu).The Al-Cu-Mg alloy is known to be susceptible to a hot-cracking problem when welded with binary aluminum alloyfiller wires.The CMT process was used for cladding the ternary alloy with the binary alloy,which was then welded with con-ventional techniques,thus reducing the chances of hot cracking.Recently,Ola and Doern19studied CMT as cladding process for a nickel-based super alloy.They reported the development of defect-free, perfectly bonded clads and recommended the process for repair of nickel-based super alloy parts in gas turbines.There is no report so far on aluminum coatings using CMT.The objective of the current work is to examine the CMT process as a weld overlay tech-nique for coating Al with the Al-Si-Mn alloy.The effects of welding process parameters on dilution and bead angle,which are important for producing a sound overlay coating,were investigated.The hardness variation of the substrate after coating was also studied.EXPERIMENTAL PROCEDUREWeld Cladding by CMTThe substrate was a pure-Al(99%)plate3mm thick,and the coating was made from an Al-Si-Mn filler wire of1.2mm diameter.The composition of thefiller wire is given in Table I.The surface of the Al plate was cleaned with a stainless steel wire brush to remove oxide layers and other contami-nants,and it was subsequently cleaned with ace-tone before coating.A CMT Trans plus Synergic 4000from Fronius International was used for the process which is semi-automatic.The voltage,cur-rent and feed rate were varied over a range of val-ues.Once a visibly defect-free weld bead was obtained for a particular set of parameters,the welding speed was varied.Argon was used as the shielding gas with a constantflow rate of15L/min. Table II shows the parameters for the three beads that were prepared.Coating was prepared by laying weld beads side by side with the best parameters. Sufficient time was given between successive welds to avoid a preheating effect.Characterization of the Beads and Coating The cross section of the bead was ground and polished,and optical microscopy was carried out. Optical microscopy of the beads was carried out using a stereo microscope(Chennai Metco Pvt.Ltd., Chennai,India).Before observation in the micro-scope,the beads were macroetched using Dix-Keller reagent.Scanning electron microscopy(SEM)ima-ges of the polished cross section of bead and coating was carried out using a Quanta200SEM(FEI Company,Hillsboro,OR)equipped with an energy dispersive x-ray analysis(EDAX)facility(EDAX Table position of the materials usedAl base plate Al-Si-Mn filler wireElement wt.%Element wt.% Al99Al94.3 Si0.64Si 3.47 Fe0.25Mn 1.88 Cu0.075Fe0.3 Ti0.02Ti0.05Rajeev,Kamaraj,and Bakshi1062Inc.,Mahwah,NJ).The hardness of the coating was measured using a Vickers microhardness tester (Wolpert Wilson,Aachen,Germany).RESULTS AND DISCUSSIONOptimization of ParametersFigure 1a shows the trials carried out to obtain beads of good quality.Once the parameters such as current and feed rate were set,three beads were prepared at different welding speeds of 6.4mm/s,8.5mm/s,and 10.6mm/s (corresponding to 15in./min,20in./min,and 25in./min,respec-tively).The three beads are shown in Fig.1a on the right side.Figure 2shows the picture of the pol-ished cross section of the beads.The first thing to note is that the area of cross section of the bead and,hence,the volume of the bead per unit length reduces with increase in the welding speed.Another quantity that is very important is the heat input per unit length,and this quantity also reduces with increasing welding speed.This quantity is calcu-lated by dividing the electrical power input by the welding speed,and a factor is introduced to takeTable II.Parameters used for welding ParametersBead A Bead B Bead C Voltage (volts,V)12.512.512.5Current (ampere,A)808080Wire feed rate (m/min,F)4.8 4.8 4.8Nozzle-to-plate distance (mm,N)555Welding speed (in./min,S)152025Fig.1.(a)Picture showing the bead trails and the beads for good parameters at different welding speeds.(b)Coating prepared by depositing overlapping beads with parameters obtained fromtrials.Fig.2.Stereo microscope images of the cross section of (a)bead A,(b)bead B,and (c)bead C.Al-Si-Mn Alloy Coating on Aluminum Substrate Using Cold Metal Transfer (CMT)Welding Technique 1063care of the conversion efficiency.It is obvious that the higher is heat input per unit length,the higher the dilution will be.The dilution can be calculated from the percent-age of the total cross-sectional area of the bead,which lies below the surface of the substrate as shown in Fig.3.In another way,dilution can be obtained for each of the major elements in filler wire and is obtained by the following formula:Dilution %ðÞ¼C M Coating ÀC MFillerC M FillerÂ100(1)where C M is the composition of metal M (M =Al,Si,and Mn).Dilution may not be very important criteria in the following study,but it is necessary to know how much base metal melts gets added to the bead.Bead angles were calculated as shown in Fig.3,and an average of the two angles was reported.Figure 4shows the variation of the bead contact angle,the dilution,and the deposition rate as a function of welding speed,which is tabulated in Table III .It is observed that as the welding speed increases,the dilution reduces.A lower dilution is desired because it will increase the hardness of the cladding.It is seen that as the speed is increased from 15in./min to 20in./min,the dilution drastically reduces from 23%to 8.3%.The deposition rate is reduced only mar-ginally from 6cm 3/min to 5.7cm 3/min.The bead angle,however,increases from 67°to 89°.But as the speed is increased to 25in./min,the dilution is de-creases only marginally to 7.7%,but the bead contact angle becomes 101°.Also,the deposition rate reduces drastically to 4.3cm 3/min.Thus,it is ob-served that the bead angle,dilution,and the depo-sition rate vary nonlinearly with the welding speed.A bead angle of less than 90°is desirable so that there is no lack of fusion developed when the coating is made by side-by-side overlapping of beads.Thus,the welding speed of 20in./min is found to be the suitable for overlay coatings in this case.Figure 5shows the variation of the composition along the depth from substrate to the bead.The compositions were obtained by an energy dispersive x-ray spectroscopy (EDS)analysis of small area at different distances along the line shown in the fig-ure.It is seen that the percentage of Al decreases moving from the substrate to the coating.It is observed that the variation of Si and Mn is more or less similar in beads A and B,while in bead C there is an abrupt change.This abrupt change is due to the very low dilution in bead C.However,the parameter C is not suitable for the deposition of coatings due to the large bead angle.Dilution was calculated based on the average composition of aluminum in the bead.The value of dilution of aluminum in the coating is less compared to that obtained from area calcula-tions.This is due to the fact that both the substrate and coating are rich in aluminum.Figure 6shows the hardness taken along the depth of the beads at regular intervals.It is seen that bead C shows the highest hardness.This is in accordance with the lower dilution and increaseinFig.3.Schematic showing how dilution was calculated and the beadangledefinition.Fig.4.Plot of the variation of the percent dilution and bead angle with welding speed.Table III.Properties of the weld beads PropertyBead A Bead B Bead C Bead contact angle (°)1018967Deposition rate (cm 3/min)6 5.7 4.3Dilution based on area (%)238.37.7Dilution based on composition of Al (%)2.82.61.1Rajeev,Kamaraj,and Bakshi1064Mn and Si content as shown in Fig.5.However,bead C is not suitable for making coatings due to an improper bead angle.Characterization of CoatingsBased on the results of the beads,the welding parameter for bead B was selected as the best parameter for preparation of coatings.Coating was prepared by overlaying several beads side by side.Figure 1b shows pictures of the coating made by weld overlaying of beads and consists of 10beads.It is seen that most of the surface looks defect free.Figure 7shows the microstructure of the coating.Itis seen that the coatings shows the distinct feature of a weld overlay coating where individual beads can be distinguished to some extent.The interface is found to be very good without any cracks or oxides.The lack of a sharp interface suggests that there is metallurgical bond formation between the coating and substrate,which is caused by the partial melt-ing of the substrate.This is unlike the sharp dis-cernible interface in thermal spray coatings where usually a mechanically interlocked bond exists.We can say that the bond strength would be good in this case.There are a few pores,which may due to the fact that the bead angle is 89°,which is close to 90°.It is to be noted that the thickness of the coating in single pass is more than 2.5mm and such thick coatings are very helpful in weld repair applica-tions.Such a thick coating with thermal spray technique would require between 25and 50passes.Thus,CMT has a distinct advantage here in terms of the energy input and the time required for car-rying out any repair operations.Figure 8shows the variation of composition along the depth of the coating.This was obtained by car-rying out an EDS analysis on a small area at dif-ferent depths on the polished cross section of the coating.The average Al percentage in the coating was found to be 95.1%,which gives a dilution of 0.9%.Similarly,the dilution of Si and Mn was also calculated and found to be 27.3%and 28.6%,respectively.The high value of Si and Mn is because they are present in small quantities only.The dilution based on Al is very small.This is a very low level of dilution and is consistent with reports on other systems.For example,Lorenzin and Rutili 17calculated the dilution by analyzing thecompositionFig.5.SEM images of the polished beads along with the composition along the line for bead A (a,d),bead B (b,e),and bead C (c,f).Fig.6.Variation of hardness along the depth of the beads.Al-Si-Mn Alloy Coating on Aluminum Substrate Using Cold Metal Transfer (CMT)Welding Technique 1065of iron along the depth of Inconel coating deposited on C-Mn steel and have observed very low dilution with CMT compared to conventional the pulse mode of GMAW.Also,Ola and Doern 19measured the dilution of Inconel weld overlay by the area method and reported a low value of dilution produced bytheFig.7.Microstructure of the weld clad showing good interface with someporosity.Fig.8.(a)SEM image of the polished cross section and (b)com-position along theline.Fig.9.Plots showing variation of the hardness along (a)depth and (b)width of the coating.Rajeev,Kamaraj,and Bakshi1066CMT process.This is one advantage of the CMT process as a weld overlay technique.In addition,the low power input makes it a promising technique for industrial application.Hardness of the CoatingsFigure9a shows the variation of the microhard-ness of the coating with the depth from the sub-strate to the coating,whereas Fig.9b shows the variation of the hardness along the width of the coating.Both hardness tests were carried out on the polished cross section of the sample.It is observed from the plots that the Vickers hardness number (VHN)increased from28in the bulk to57in the coating,and there is a discontinuous jump as we move from base plate to cladding.Thisfinding is in accordance to the increase in the Si and Mn as seen in Fig.8.We can see that CMT can be a very good technique for large-scale deposition of coatings and can be easily used for weld repair.CONCLUSIONThe following conclusions are drawn from the current work:1.The CMT process can be used to deposit alumi-num alloy weld clads with low dilution levels. 2.The bead angle,deposition rate and dilution arenonlinear functions of the welding speed.3.Coating forms very good metallurgical bondingwith the substrate due to partial melting of the substrate.4.Coating with thickness greater than2.5mm canbe produced in a single pass,which is consider-ably high compared to thermal spray processes.5.The CMT process is found to be a low-energyprocess for weld repair of Al-alloy components.ACKNOWLEDGEMENTSM.Kamaraj acknowledges funding from the Naval Research Board of India for establishing the CMT facility.REFERENCES1.S.R.Bakshi,V.Singh,K.Balani,D.G.McCartney,S.Seal,and A.Agarwal,Surf.Coat.Technol.202,5162(2008).2.H.Mindivan,Surf.Coat.Technol.204,1870(2010).ha,A.Agarwal,T.McKechnie,K.Rea,and S.Seal,Acta Mater.53,5429(2005).4.ASM International,ASM Handbook Volume6:Welding,Brazing and Soldering(Materials Park,OH:ASM Interna-tional,1993).5.N.Murugan and R.S.Parmar,J.Mater.Proc.Technol.41,381(1994).6.R.A.Jeshvaghani,M.Shamanian,and M.Jaberzadeh,Mater.Des.32,2028(2011).7.K.Gurumoorthy,M.Kamaraj,K.P.Rao,and S.Venugopal,J.Mater.Sci.Technol.22,975(2006).8.H.T.Zhang,J.C.Feng,P.He,B.B.Zhang,J.M.Chen,and L.Wang,Mater.Sci.Eng.499A,111(2009).9.J.Feng,H.Zhang,and P.He,Mater.Des.30,1850(2009).10.R.Ahmad and M.A.Bakar,Mater.Des.32,5120(2011).11.R.Cao,G.Yu,J.H.Chen,and P.-C.Wang,J.Mater.Proc.Technol.213,1753(2013).12.J.Lin,N.Mab,Y.Lei,and H.Murakawab,J.Mater.Proc.Technol.213,1303(2013).13.J.Shang,K.Wang,Q.Zhou,D.Zhang,J.Huang,and G.Li,Mater.Des.34,559(2012).14.R.Cao,B.F.Wen,J.H.Chen,and P.-C.Wang,Mater.Sci.Eng.560A,256(2013).15.R.Cao,Z.Feng,and J.H.Chen,Mater.Des.53,192(2014).16.R.Cao,J.H.Sun,and J.H.Chen,Sci.Technol.Weld.Join.18,425(2013).17.G.Lorenzin and G.Rutili,Weld.Int.23,622(2009).18. C.G.Pickin,S.W.Williams,and M.Lunt,J.Mater.Proc.Technol.211,496(2011).19.O.T.Ola and F.E.Doern,Mater.Des.57,51(2014).Al-Si-Mn Alloy Coating on Aluminum Substrate Using Cold Metal Transfer(CMT)Welding Technique1067。
Fronius焊机CMT介绍
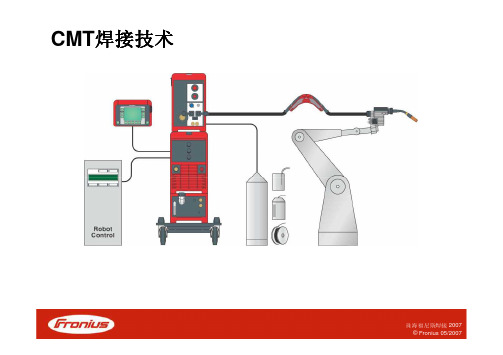
© Fronius 05/2007
CMT焊较普通MIG/MAG焊的优势:
CMT更低的热输入量,焊缝均匀一致
普通MIG焊 送丝速度 焊接电流 焊接电压
5,0 m/min 96 A 13,3 V
CMT 送丝速度 焊接电流 焊接电压
5,0 m/min 84 A
11,1 V
珠海福尼斯焊接 2007
© Fronius 05/2007
CMT焊较普通MIG/MAG焊的优势:
引弧可靠迅捷 引弧的速度是迄今为止的两倍 在非常短的时间内即可熔化母材
珠海福尼斯焊接 2007
© Fronius 05/2007
CMT焊较普通MIG/MAG焊的优势:
CMT焊弧长控制更精确,电弧更稳定
普通MIG/MAG焊在焊接 过程中,焊丝干伸长改 变时,焊接电流会增加 或减少。而CMT焊焊丝 干伸长改变时,仅仅改 变送丝速度,不会导致 焊接电流的变化,从而 实现一致的熔深,加上 弧长高度的稳定性,就 能达到非常均匀一致的 焊缝外观成形
t = 7.56 ms t = 11.34 ms t = 13.23 ms t = 13.77 ms t = 14.31 ms
珠海福尼斯焊接 2007
© Fronius 05/2007
CMT焊接同普通MIG/MAG焊有三个抽运动帮助焊丝与熔滴分离
MIG pulsed arc
CMT
IS= 111 A US=17,87 V
AlSi5 1,2 mm wfs= 5 m/min
IS= 81 A US=11,2 V
珠海福尼斯焊接 2007
© Fronius 05/2007
CMT焊较普通MIG/MAG焊的优势:
STT_CMT

了解STT、CMT焊接工艺一、STT焊接STT表面张力过渡(Surface-Tension-Transfer),在熔滴过渡全过程的主要推动力为表面张力的一种孤独形式。
短路过渡工艺中,每个熔滴的过渡期间总要经历两个“液态小桥”阶段,即熔滴与熔池早期接触的短路小桥与熔滴脱离液态焊丝之前的缩颈小桥。
短路小桥一旦形成,电弧被液态金属短路熄灭,气体导电由液态金属导电所取代。
由于液态金属的电阻远小于气体电弧的电阻,焊接二次回路阻抗大幅度减小,导致焊接电流快速增大。
当较大的短路电流通过很小的导电截面时,其电流密度比燃弧期间要增大数百倍,极短的时间内强大的短路电流流经微小的导电截面会带来两个作用:一是更大的电磁压力阻碍了短路小桥向熔池的快速铺展;二是强大的焦耳热作用极易导致液态小桥汽化爆炸,尤其是短路小桥的爆炸,是焊接过渡工艺中飞溅大的主要原因。
短路小桥、缩颈小桥形成与存在期间通过很大的焊接电流是导致飞溅的本质原因。
表面张力过渡理论认为,两个“小桥”存在期间,只要通过较大的焊接电流,就不可能较好的抑制液态小桥的汽化爆炸。
只有把小桥的形成与存着期间的焊接电流降至比燃弧电流低得多的水平才能叫理想的遏制飞溅。
表面张力过渡工艺在缩颈小桥断裂之后再引燃电弧、熔滴形成与长大,该阶段为燃弧期,其余为熄弧期。
整个熄弧期间(自熔滴与熔池接触短路开始,至缩颈断裂并完成过渡的瞬间为止),熔滴上没有等离子流力、电弧推力、斑点力、金属蒸汽反作用力等力的作用,若不考虑重力与电磁力的作用,可以认为熔滴向熔池的铺展缩颈与断裂期间,全处于熔池与熔滴融合界面的表面张力的作用下。
STT工艺与传统技术下的短路过渡工艺相比有一下技术优势:①飞溅率降低90%,熔滴呈轴向过渡;②焊接烟尘降低50%;③作业环境更舒适(低烟尘、低飞溅、低光辐射);④焊接热输入低;⑤具有良好的打底焊道全位置单面焊双面成形的能力;⑥操作容易,效率高等。
非常适用于薄板、中厚板全位置焊接、封底焊道的单面焊双面成形、焊接机器人等焊接生产领域。
CMT焊接—革新的焊接技术

1.2 熔滴过渡时电压和电流几乎为零。
普通的短路过渡依赖于高的短路电流行进过渡,而 CMT 焊接是通过焊丝和回抽的运动 来促进熔滴过渡,短路电流非常低。整个焊接过程就是高频率的“热-冷-热”转换的过程, 大幅降低热输入量。图-2 就是 CMT 焊接过程中电流电压的示意图片。
0 前言
MIG/MAG 焊是目前世界上应用最广泛的、最经济的焊接工艺。但由于其热输入量高、 变形大、飞溅无法避免。因而限止它在某些领域的应用,尤其是在 1mm 以下的薄板更是其 使用的“禁区”。
CMT (冷金属过渡技术) –是一种全新的 MIG/MAG 焊接工艺。fronius 公司 1991 年开始 研究钢与铝的焊接,1997 年在钢与铝焊接和无飞溅引弧技术基础上,经过 5 年的努力,开 发出 CMT 冷金属过渡技术,为 MIG/MAG 焊的应用拓宽了新的领域,
另一方面,CMT 比普通短路过渡具有更低的电压,更低的热输入量;焊接范围也更大。
5 CMT 焊接系统
图 7 显示的是机器人 CMT 焊接系统:
227
国际机器人焊接
RWIA ’2006
图 7 机器人 CMT 焊接系统
CMT 焊接系统是全数字化控制的,同各部件(送丝机、焊枪等)交换据非常快。这是 非常重要的,因为 CMT 设备需要快速检测到熔滴的短路,并快速控制焊丝反抽。
4 CMT 焊接方法的极限
任何焊接方法都有它的极限,图 6 显示的是 CMT(不包含”Pulse MIX”)焊接电压和电 流的工作区域。
旋转电弧
脉冲电弧
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
` 对预测CMT焊和脉冲MAG焊焊缝的软件开发在最近几年在焊接之前预测焊缝形状一直是研究人员的挑战研究。
保证焊缝形状有足够的渗透和稀释,好润湿角和无咬边来减少的修复和返工,从而,降低了成本和时间消耗。
CMT是最近引入市场MIG / MAG焊接工艺的变体。
运用焊接焊缝的预测软件帮助用户熟悉这一现代技术。
在本文件中,两种方法进行了软件发展。
这些被应用到CMT和脉冲-MAG焊接并将结果进行了比较。
图形界面是建于帮助用户选择焊接参数并获得焊道剖面的人工智能表达法。
这两个用于预测焊缝剖面方法是神经网络和插值方法。
该数据条目的两种不同方法是:焊接方法(CMT焊和脉冲MAG焊),钢板厚度,焊接速度和送丝速度。
该输出数据是由焊接剖面的点X和Y坐标定义的完整的焊接剖面。
神经网络是一系列不同数量的神经元,多个层和不同的网络,具有不同结构使用的焊接参数,以找到最好的拟合神经网络。
最终每种方法的结果都与实际轮廓核对,得出的结论是该神经网络方法更加灵活,每个方法的精确度几乎相同.1,介绍冷金属过度焊接技术(CMT)是2005年Fronius公司在市场上推出的近代焊接工艺。
凭借其创新的方式来控制焊接过程导线的向后和向前运动,可以保证短路传输中低电流和能量传到工件[1,2]。
这些性能得到无飞溅的清洁接缝。
CMT 也可以焊接薄板(0.3毫米),同时加入不同的材料(例如,钢与铝)[1]。
这个工艺非常适用于具有良好的耐受性自动化流程,从而,它已被汽车工业实现。
示例是与大众辉腾,宾利欧陆GT车型和欧宝雅特模型,在装配生产线上已经使用在CMT焊接工艺。
CMT也用于在包层的应用,作为Lorenzin公司等研究成果[3]。
他们得出的结论是CMT可用于小型面向中型的细节,而传统的高倍率面方法因为它们的高的热输入不能使用。
在这项工作中所使用的第二个方法是常规脉冲惰性/活性气体(MIG / MAG)保护焊接,这种方法是开发于1960年,如今被广泛用于焊接低碳钢,不锈钢和铝。
这个过程通常结合具有较高的电流峰值喷雾传输模式,但脉冲波形导致较低的能量传到工件。
脉冲MAG焊联合喷雾转移电弧高的稳定性和高金属沉积率,以及短的短路传输,低热输入和飞溅少的优势。
如今,随着技术的发展与产业竞争力的增加,有必要具有高品质的产品与更低成本的装备。
降低焊接成本用自动化流程和规划和以防止不必要的焊缝来实现。
软件在焊接过程中参数和增加有效步骤的焊接环境下预测焊缝几何形状。
这个软件可以减少选择焊接参数和材料检测阶段的时间。
已经搜索了过去许多数学模型和神经网络的解决方案已经使用[4-14]。
有限元法(FEM)也被应用到预测的焊道宽度和渗透[15,16]。
在FEM模型,考虑了运动热源的温度分布以及材料的性能。
不过,到现在为止,没有任何软件可以预测CMT焊接过程中焊缝形状和不同的连接结构,如对接焊缝和撘接焊缝。
2003年,ABB用贝叶斯神经网络工具推出虚拟ARC®可以预测的MIG/ MAG焊道轮廓。
神经网络是以电弧和热与质量传递到工件输入值进行模拟。
以前没有的工作包括CMT焊接过程和其校正(弧长校正,动态校正和脉冲校正)。
它也没有涉及到在开发具有用户友好的图形界面的任何软件。
本文件描述了软件开发,用一个简单的用户接口,它允许任何CMT用户和脉冲MAG焊接过程来预测焊接焊前焊接坡口。
MatLab的软件图形用户界面被用在这个项目[17]。
用户输入焊接参数到软件并获得的焊道形状的图示,热输入的信息,渗透,贫化率[18]和输入最佳校正(弧长校正,动态校正和脉冲校正)以获得一个稳定电弧和最佳的焊接条件。
渗透和稀释率提供重要信息以防焊接缺陷,如未熔合、渗透、甚至烧穿。
热输入信息在用户界面提供了图形,因为这个参数影响冶金转变和最终的机械性能。
用Matlab数学模型中(使用插值法)和神经网络方法[19](使用三种类型的前馈神经网络的变量数据,基础可变数据,各种数目的神经元和多数量的层)两个不同的方案来预测中圆-板接头焊缝形状。
在所有以前的文献中提到的模型,该胎圈轮廓不完全被定义,只有渗透,加固,和焊缝宽度。
在这个项目中,焊缝曲线由若干点限定(X和Y坐标)对应于输出。
焊缝剖面是下列参数的函数:板厚度,行驶速度,送丝速度(关联焊接电流和电压通过利用协同的模式),两个不同的焊接过程(CMT和脉冲MAG)。
2. 设备,材料和实验程序在这个项目中所使用的基体材料是一种工业碳钢ST1203(DIN1623)或DC01(DIN10130)其化学成分示于表1中。
样品的尺寸为长250毫米,宽50毫米并有四个不同的厚度0.75,1,1.5,和2mm。
所使用的保护气体为Corgon18(18%CO 2和82%的氩气)。
焊接装置中使用是TransPulsSynergic4000 CMT耦合到的ABB机器人(图1)与Robacta驱动CMT焊接气炬(由福尼斯开发)。
在实验中的CMT和脉冲MAG 焊接工艺中使用,它的送丝速度(WFS)在以下范围:2.1焊接数据库建设使用脉冲MAG和CMT焊接工艺焊接圆-板型材得到用以下参数:板厚(t)0.75;1.0;1.5和2.0mm焊接速度(ts)50和80cm/min送死速度(wfs)CMT:从12m/min(47A,10.1V)到7.8m/min(205A,13.2V)脉冲MAG焊:从1.1m/min(24A,16.5V)到4.7m/min(96A,20.3V)该实验导致总共46条焊缝,其中4条被用于测试和42条焊缝是用在数学模拟和神经网络。
焊接实验之后将板切割,抛光和腐蚀。
在显微镜下观察试样,附带摄像头显微镜拍摄照片。
焊接剖面使用软件TVSeg提取,然后他们的照片插入在Bytescout 软件来获得定义焊接剖面(图2)的坐标的曲线。
焊接数据库由焊接剖面坐标和焊接工艺参数组成。
创建两个不同数据库,一个用于加强曲线和另一个用于渗透曲线。
2.2插值方法由于有三个不同的焊接参数(t或ts和wfs),当其中一个变化时,新的焊缝剖面是通过内插法计算。
该软件对数据库搜索这些参数,如果它们不存在,内插方法将为每一个参数搜索最大值(P 2)和最小值(P1)。
然后该软件在两个配置文件中每个点之间的做线性插值找到新的P剖面点(参照图3)。
在此之前,有必要进行参数强化和获得与曲线相同数量的渗透曲线点和空间相同长度(ΔLp)。
参数化用的是制成下面的表达式:其中,n最大代表从数据库的一个配置文件中最大数目的点及Lq表示用表示每个剖面下面(x和y是剖面点坐标)算出总长度。
下面的数学表达式被用于数据图参数要点:其中C是新的点坐标,Lk是K段长度,L∈[0,LP]及k被定义下一步骤是在焊接型材参数间使用内插方法计算新的焊接剖面。
当所有的过程参数是不同数据库,计算在三个不同的步骤制成,并使用7步线性插值。
用于此内插方程在下文中介绍,其中P是一个过程参数和C是点坐标。
2.3神经网络神经网络已经使用多次模拟的焊接工艺,因为它们可以模拟非线性系统。
有许多类型的神经网络,如多层的感知器(MLP),径向基函数,时间延迟神经网络,或更多[19]。
在这个项目中,用前馈结构MLP型神经网络是常用的焊接模型。
第一层处理输入信息,其后是多个隐藏层,其中信息可以流动到达最后一层输出的信息。
在这个项目中使用了三种不同类型的带有二,三,和四隐藏层MLP神经网络(NEWFF,NEWFIT和NEWCF,所有的人都在MATLAB工具箱可用)。
每一层用不同数目的神经元-10,15,20,25,30,50,70,90和110的神经元进行了测试这些神经网络(图4)。
对于修整,验证和检测神经网络,分布分别使用60%(26个样本),20%(8个样品)和20%(8个样品)。
考虑到有两种焊接工艺(CMT和脉冲-MAG),并由一个限定点的集合可被参数化与否(同一关于x轴),不同的数据库进行了评价定义焊接剖面。
下面的选项判断:用CMT和脉冲MAG参数数据分离数据库;为CMT和脉冲MAG没有参数数据分离数据库;CMT和脉冲-MAG参数数据的一个数据库;CMT和脉冲MAG无参数数据的一个数据库。
下一步骤是从数据库中的输入参数(T,TS,和WFS),焊接工艺和焊接剖面坐标点Cx来修整神经网络。
输出仅是焊接剖面的坐标C y(图4)。
作为由一组点定义各剖面有必要用两个不同的方法修整神经网络:随机点;随机分布在同样条件进行了多次修整以找到最有效的神经网络。
此被需要的,因为该修整,试验和验证数据的选择是随机的。
神经网络修整结束后,从所有神经网络的效果进行了比较和在图形界面执行那些具有较高效果,以检查网络行为,并选择最佳的网络。
此过程被采取为焊接剖面的各曲线(渗透和强化曲线)。
采取相同的过程来修整神经网络的最佳校正来设置电源(弧长校正,动态校正和脉冲修正)。
2.4 用户图形界面在Matlab(用户界面图像)开发程序简化使用的预测焊接剖面的模型。
有了这个图形界面,用户可以轻松输入的工艺参数和快速获得由计算渗透和增强曲线表示新的焊接剖面(图5)。
除了图形表示,用户可以查看焊接数据- 热输入,稀释和渗透率,填丝金属消耗和最佳校正的电源设定(电弧长度校正,动态校正和脉冲修正)。
3 结果与讨论3.1用户图形界面图5给出了用于焊接剖面预测软件的开发的主菜单:该软件的主要优点是简单的输入焊接参数和软件快速的答付(图形和数字)。
对于维参考,板厚度是由用户指定的值。
图6示出了信息如何呈现给用户。
3.2插值方法从内插法的结果如图.7。
真实曲线都是实线而计算出的曲线呈现虚线。
内插软件的建立是为了找到每次参数t,ts,wfs改变时的焊接剖面。
图8示该软件能够检索的焊接参数的范围。
该该软件的限制是图.8表示的重叠长方形(每个矩形代表对于T和TS一个WFS间隔)。
一个矩形——wfs插值;两个矩形重叠——wfs插值和T或TS插补;四个矩形重叠——wfs,T,和TS插值。
在数据库中更多的元素并通过引入TS中间值,这将是可能的近似矩形和增加软件使用范围。
3.3神经网络方法从多个神经网络修整的结果数据库显示,最好的数据库结构是用参数值使CMT和脉冲数据混合。
它也可以验证该用最好修整训练神经网络的方式是随机配置文件,因为所有的同一剖面点是在修整阶段中使用,并且它们与相应的工艺参数结合。
在这项工作中修整1000多名神经网络。
在接受了神经网络有为增强效率曲线高于0.85和渗透曲线高于0.75。
随后,神经网络引入主软件中,然后用验证相同的焊接参数来评估内插方法。
结果是呈现在图9。
计算均方根误差(RMSE),考虑到真正剖面每个点和神经网络配置文件的每个点。
选择十大最佳神经网络每条曲线(穿透和加固)和一个行为测试是为了更好地确定两个最好神经网络使用。
在表2中可见每个神经网络的误差(RMSE)和神经网络的类型。