零件图标
UG加工功能的图标和解释

THREAD- 铣螺纹 用 螺 纹 铣 孔。
MILLING
刀铣螺纹
UG 加工常见图标功能解释
MILL_CO
该操作子类型用于应用机床控制事件,如
NTROL 机床控制 机 床 的 参 冷却液开/冷却液关或主轴正转/反转。
数设置
MILL_USE 用 户 自 定
该操作子类型允许使用定制 NX Open 程
型腔铣 、曲面铣 (三维加工)mill_contour
博思UG工作室 图标
英文注释
CAVITY-MILL
ZLEVEL-FOLLOW-CORE
中文注释
型腔铣
基本定义
标准型腔铣主要用于工件 的开粗
切削方式为跟随型芯的型 跟随型芯型腔铣 腔铣
CORNER-ROUGH
角落粗加工
清理角落残科的型腔铣
PLUNGE-MILLING
该操作子类型允许刀具在指定切削深度
COUNTER 倒角沉孔 钻 锥 形 沉 暂停指定的秒数或转数。埋头孔循环中
SINKING
孔
如果需要驻留,可使用该操作子类型。
该操作子类型创建攻丝循环,即进给到
TAPPING
攻丝
用 丝 锥 攻 孔内,主轴反转,然后进给退到孔外。
螺纹 G84
此操作子类型使用螺旋切削来铣削螺纹
镗孔
该操作子类型允许镗刀连续进给进入和 用 镗 刀 将 退出部件。 孔镗大
G65
该操作子类型允许绞刀连续进给进入和
RELAMIN
铰孔 用 铰 刀 将 退出部件。
G
孔较大
G85
该操作子类型允许刀具在指定切削深度
COUNTER 沉孔 沉孔锪平 暂停指定的秒数或转数。沉头孔循环中
VISIO各种图形图标大集合

02
Visio可以帮助用户轻松地创建具有专业外观的图表,以简化复
杂的信息。
Visio支持多种图表类型,并提供丰富的形状和模板,使得用户
03
可以快速地创建自定义的图表。
图形图标的作用与意义
图形图标能够直观地表达复杂 的概念、想法和流程,提高沟 通效率。
使用图形图标可以使得信息更 加易于理解和记忆,有助于增 强观众的参与度和理解力。
技巧
使用VISIO的自动布局功能可以快速 排列节点;使用不同的颜色和形状可 以区分不同的部门或职位。
实例
绘制一个公司的组织结构图,包括总 经理、各部门经理、主管和员工等节 点,并使用箭头和连接线表示他们之 间的关系。
04
工程图类图形图标
工程图的构成与要素
标题栏
包含图纸名称、比例、签名等 信息的区域。
图例
解释图纸中使用的符号、线条 等元素的含义。
图形元素
包括点、线、面等,用于表示 物体的形状、大小、位置等。
尺寸标注
用于表示物体的尺寸大小,包 括线性尺寸、角度尺寸等。
VISIO中的工程图图标
流程图图标
包括开始/结束符号、步 骤符号、决策符号等,
用于绘制流程图。
组织结构图图标
包括部门、职位、人员 等符号,用于绘制组织
节点
表示流程中的步骤或操作,通常使用矩形或圆角 矩形表示。
箭头
表示流程的方向和顺序,连接各个节点。
起始和终止符号
分别表示流程的开始和结束,通常使用椭圆形表 示起始,使用矩形或圆角矩形表示终止。
VISIO中的流程图图标
01
02
03
流程图形状
包括各种流程图形状,如 步骤、决策、数据、文档 等。
行为公差概念

平面度是表示零件的平面要素实际形状,保持理想平面的状况。也就是通常所说的平整程度。
平面度公差是实际表面对平面所允许的最大变动量。也就是在图样上给定的,用以限制实际表面加工误差所允许的变动范围。
圆度
圆度是表示零件上圆的要素实际形状,与其中心保持等距的情况。即通常所说的圆整程度。
加工后的零件不仅有尺寸误差,构成零件几何特征的点、线、面的实际形状或相互位置与理想几何体规定的形状和相互位置还不可避免地存在差异,这种形状上的差异就是形状误差,而相互位置的差异就是位置误差,统称为形位误差
形位公差
包括形状公差和位置公差。任何零件都是由点、线、面构成的,这些点、线、面称为要素。机械加工后零件的实际要素相对于理想要素总有误差,包括形状误差和位置误差。这类误差影响机械产品的功能,设计时应规定相应的公差并按规定的标准符号标注在图样上。20世纪50年代前后,工业化国家就有形位公差标准。国际标准化组织(ISO)于1969年公布形位公差标准,1978年推荐了形位公差检测原理和方法。中国于1980年颁布形状和位置公差标准,其中包括检测规定。形状公差和位置公差简称为形位公差。
形状公差
形状公差是指单一实际要素的形状所允许的变动全量。
形状公差用形状公差带表达。形状公差带包括公差带形状、方向、位置和大小等四要素。 形状公差项目有:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度等6项。
通俗点就是,和形状有关的要素。
位置公差是指关联实际要素的位置对基准所允许的变动全量。
垂直度公差是:被测要素的实际方向,对于基准相垂直的理想方向之间,所允许的最大变动量。也就是图样上给出的,用以限制被测实际要素偏离垂直方向,所允许的最大变动范围。
倾斜度
零件设计学习.pptx

a)阵列前
图5.19.8 圆弧阵列
b)阵列后
第49页/共63页
用户阵列就是将源特征复制到用户指定的位置(指定 位置一般以草绘点的形式表示),使源特征产生多个副本。
a)阵列前
b)阵列后 图5. 19.12 用户阵列
第50页/共63页
a)阵列前
图5.19.14 删除阵列
b)阵列后
和分解阵列就是将阵列的特征分解为与源特征性质相 同的独立特征,并且分解后,特征可以单独进行定义编辑。
特征树的顶部:零部件名称
这些为特征树中的项目,
每个项目包含一个图标,
反映其对象类型,如装配
特 征 树
件、零件、特征(包括基 准平面、基准点、坐标系 等),该图标还可显示特
征、零件或装配件的显示
及更新状态(如隐藏或未
更新)
图5.6.1 特征树操作界面
第15页/共63页
1.特征树的作用 (1)在特征树中选取对象。 (2)在特征树中使用快捷命令。 2.特征树的操作 (1)特征树的平移与缩放 (2)特征树的显示与隐藏
模型表面1
a)抽壳前
图5.14.15 等壁厚的抽壳
b)抽壳后
第32页/共63页
1.角度拔模 角度拔模的功能是通过指定要拔模的面、拔模方向、
中性元素等参数创建拔模斜面。
模型表面2
模型表面1
a)拔模前
图5.14.17 拔模特征
b)拔模后
第33页/共63页
2.可变角度拔模
“可变角度拔模”命令的功能是通过在某拔模面上指定 多个拔模角度,从而生成角度以一定规律变化的拔模斜面。
模型表面2
模型表面1
a)拔模前
b)拔模后
图5.14.21 可变角度拔模特征
装配图

1、插入零部件命令
与打开零件库将零件拖动到装配环境, 然后再选择装配关系的装配方法是一样的。 即使左侧没有零件库的窗口选项也能临时调 出零件库窗口,用来选择零件后拖入,再选 择快速装配或者指定装配关系进行操作。
b)快速装配→点重合 点重合
选择两个点 选择两个面(球心重合)
锥面贴合其实也是锥顶重合的连接关系,但是不能使用快速装配来完成, 因为直接选择两个锥面,快速装配默认是添加同轴关系。可以使用添加连接 关系或者相切关系来实现。
二、命令条选择装配关系进行装配 拖入零件→命令条选择装配关系→选择装配的图素(点、线、面),快速装
d)装配关系编辑:删除,翻转、抑制、添加参数。 选择零件→选择装配关系→右键菜单(或者修改参数)
e)零件位置改变:修改命令组→移动(移动或转动)→检查安装的情况与运动情况。
拖动部件:不改变任何的装配
几何关系。
移动复制部件:可以改变已经
添加的装配关系。可以复制零
件。命令条上有复制标
。
选定时移动或复制:用方向盘
同轴、轴线平行、相切、相交 同轴、轴线平行、相切、相交 重合、平行、相交 重合、相离(距离)
锥面与锥面可以共顶点,球面与球面也可以共球心。这都是点与点 之间的关系。
线与线重合与同轴也没有什么区别。
2)快速装配→面贴合与面对齐关系 a)将零件从零件库拖入,第一个零件是固定关系,以后拖入的零件呈现透明的粉 色,表明处待装配的零件,直接选择上面的面、边、点,在选择其他零件对应的 图素,完成一个快速装配的操作。 b)选择元素为两个平面时,可能的装配关系是对齐或贴合。 c)选择两平面时,自动选择最接近的位置贴合或者对齐,命令条上“翻转”可以 切换两者之间的关系。 e)装配关系的显示:资源查找器→选择已装配零件→下面将会显示装配关系。 固定为◆,贴合为 ,对齐为
钢结构识图图集图标讲解
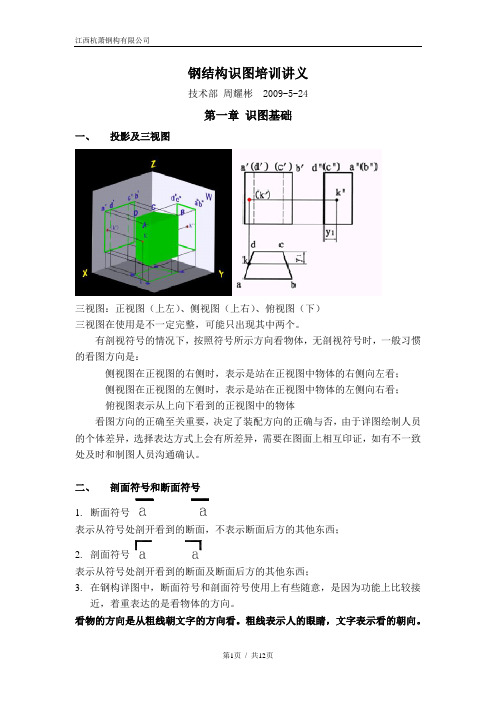
钢结构识图培训讲义技术部周耀彬 2009-5-24第一章识图基础一、投影及三视图三视图:正视图(上左)、侧视图(上右)、俯视图(下)三视图在使用是不一定完整,可能只出现其中两个。
有剖视符号的情况下,按照符号所示方向看物体,无剖视符号时,一般习惯的看图方向是:侧视图在正视图的右侧时,表示是站在正视图中物体的右侧向左看;侧视图在正视图的左侧时,表示是站在正视图中物体的左侧向右看;俯视图表示从上向下看到的正视图中的物体看图方向的正确至关重要,决定了装配方向的正确与否,由于详图绘制人员的个体差异,选择表达方式上会有所差异,需要在图面上相互印证,如有不一致处及时和制图人员沟通确认。
二、剖面符号和断面符号1.断面符号表示从符号处剖开看到的断面,不表示断面后方的其他东西;2.剖面符号表示从符号处剖开看到的断面及断面后方的其他东西;3.在钢构详图中,断面符号和剖面符号使用上有些随意,是因为功能上比较接近,着重表达的是看物体的方向。
看物的方向是从粗线朝文字的方向看。
粗线表示人的眼睛,文字表示看的朝向。
三、索引符号及节点符号1.不带剖视方向的索引字母a,如果节点详图不在本图中,就写对应的图纸编号,比如“详图-09”或“09”等。
有时也直接索引出来后直接放大,不用到节点符号,如下图:2.带剖视符号的索引与剖(断)面符号类似,看物的方向是从粗线朝细线的方向看。
粗线表示人的眼睛,细线表示看的朝向。
四、对称符号五、焊缝符号*1.焊缝基本符号(常用):表示焊缝横截面形状的符号序号名称示意图符号1 卷边焊缝2 I形焊缝3 V形焊缝4 单边V形焊缝5 带钝边V形焊缝带钝边单边V形焊缝6 角焊缝7 塞焊缝或槽焊缝2.辅助符号:表示焊缝表面形状特征的符号序号名称示意图符号说明1 平面符号焊缝表面齐平(一般通过加工)2 凹面符号焊缝表面凹陷3 凸面符号焊缝表面凸起不需要确切说明焊缝表面形状是,可以不用辅助符号。
3.补充符号:补充说明焊缝的某些特征而采用的符号序号名称示意图符号说明1 带垫板焊缝底部有垫板2 三面围焊表示三面有焊缝3 周围焊环绕工件周围焊缝4 现场焊表示工地现场进行焊接5典型焊缝(余同)表示类似部位采用相同的焊缝典型焊缝的符号在杭萧公司还引申为“两面或三面的半围焊”(即引申为“两面或三面都采用相同的焊缝”之意),4.尾注:是对焊缝的要求进行备注,一般说明质量等级,适用范围、剖口工艺的具体编号等常用的坡口的形状和尺寸可以查看《建筑钢结构焊接技术规程》(JGJ81-2002),下表是根据规程及我司习惯绘制的坡口节点表,可供参考:5.焊缝尺寸的标注:序号名称示意图焊缝尺寸说明1 对接焊缝S:焊缝有效厚度2 卷边焊缝S:焊缝有效厚度3 连续角焊缝K:焊角尺寸S1,l1:标注边的焊角尺寸、长度S2,l2:标注对面的焊角尺寸、长度或4 断续角焊缝l:焊缝长度(不计弧坑)e:焊缝间距n:焊缝段数5交错断续角焊缝l:焊缝长度(不计弧坑)e:焊缝间距n:焊缝段数K:焊角尺寸说明:当无焊缝长度尺寸是表示焊缝是通长连续的;当对接焊缝(含角对接组合焊缝)无有效深度的尺寸标注时,表示全熔透。
PS快速制作齿轮ICON图标教程
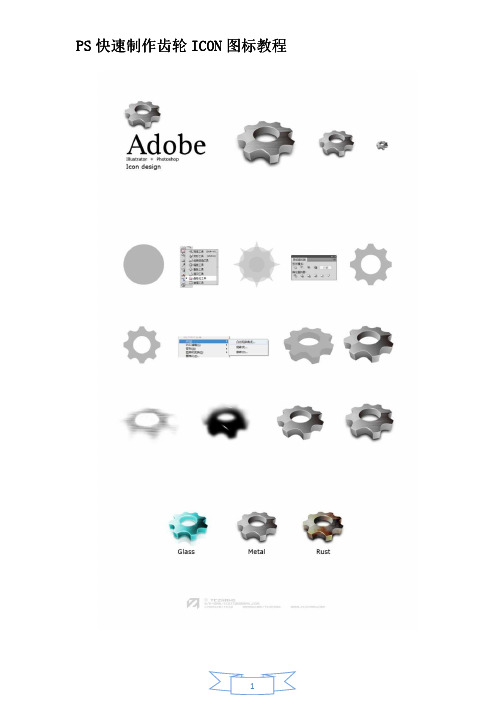
应各位要求详细步骤来了··:不过之前那个没保存的·就重新临时搞了一个···可能零件的透视跟凹凸都跟上面那张不一样· SORRY咯· ·不过过程是一样的·具体自己调节就可以了····—————————·这不是列车·这是分割线·————————————· ①,第一步··画圈圈!画圈圈的时候你也可以祈祷什么,或者诅咒什么!你们懂得!②,接上图··第二步,就是选择晶格化工具,使其变成一个长毛的蛋一样的物体,③,再画一个圈,并且再次诅咒什么的!然后点开路径查找器,各种“阉割”!使其残缺。
并且中间,挖一个洞,同样也是在路径查找器里面.至于怎么切割,这都是基本的软件知识了~④,关键的来了··让这个有点菊花形状的东西“激凸”!使他变成3D肉蒲团一样立体!使用AI-效果-3D-凸出与斜角工具至于激凸的方式有很多..看Z友的口味了·。
比如可以这样凸,这样凸,这样凸,还可以那样凹....⑤,这个没什么一条小线笑高光!~~⑥,画出一道美丽的曲线- - 让他有点(折)射,或者反光的感觉~⑦,然后是拖进PS··,,投影,高光一起上~~~⑧,然后网上随便找一下·拉丝纹理,或者PS做一个(建立一块黑的—滤镜—杂色—添加杂色/ 然后是滤镜—模糊—动感模糊)做出拉丝效果并且叠加在这个3D菊花齿轮上~~~⑨,最后是把纹理贴上去·,把多余的纹理擦掉~或者全留着也可以·只要你喜欢·一切都可以···(记得做完事情要擦干净!那样才不留痕迹~比较好···)这个呢是为了明细教程才出的二奶~不认真对待就是这样的~~认真对待就是~~~下面这样的·~。
发动机零部件标识规定(广西玉柴机器股份有限公司企业标准)

下列文件中的条款通过本规范的引用而成为本规范的条款。凡是不注日期的引用文件,其最新版本 适用于本规范。
Q/YC 5024 发动机零部件条码标签规范 Q/YC 5036 发动机零部件批次号 出厂编号规则 Q/YC 5071 发动机主要件二维码打码规定
3 总则
3.1 发动机产品零部件的标识用来表达在生产、使用、销售、服务、信息传递等过程中识别零部件技 术状态(图号)和生产状态(生产厂家、出厂编号或生产批次)等信息,实现可追溯,本标准规定的标 识为永久性标识。 3.2 新产生的零部件图样,标识的通用要求引用Q/YC 5025标准。如设计者认为有其它的标识内容或特 殊标识要求(如方向、位置标记、标准的某项要求不适用于零部件等),应予在图样中说明。 3.3 零部件应由最终供货的分供方负责进行标识,每一供货状态应尽可能的具有一个标识。 3.4 有前、后、左、右、前左、前右、后左、后右区分的支架类零部件,分别用字母F、B、L、R、FL、 FR、BL、BR表示,标注在标识的后面、下面或上面(标在后面用“-”或空格分开),如:150-A-223-FL。 其它标识(如:分组标记、装配标记、配对标记、顺序号、性能等级、技术规格等)仍按图样或有关规 定执行。 3.5 生产厂自行规定的工号、铸号、炉次、模具号等标识内容,生产厂可自行决定使用,但不得与本 标准冲突。标识时必须与本标准的标识分隔开。生产日期符合Q/YC 5036规定。 3.6 “YC”标志按附录B执行。标志可按比例放大和缩小,但黑白模式标志的最小宽度应≥8mm,反 白模式标志的最小宽度应≥10mm。 3.7 实物上打二维码的零件,二维码标识的要求按Q/YC 5071执行。二维码的标识不影响本标准的规 定。
R 零件名称
YUCHAI 零件名称英文
零件图的尺寸标注及公差
C1
20
35
30 C1 2
17
4.考虑测量的方便与可能 不容易测量
容易测量
不容易测量
容易测量
A L
B
A L
BB
CB
C
L
L
5.关联零件间的尺寸应协调
1 8
30
2
槽配合
11 6
12 5
1 27
8 10 8 10
30
2
标注正确
11 5
12 7
27
1
9
10
12
10
30
2
标注错误
6、毛坯面的尺寸标注
标注零件上各毛坯面的尺寸时,同一方向上最好 只有一个毛坯面与加工面有尺寸联系,其它的毛坯面 只与毛坯面有尺寸联系。 如(b)图
一. 尺寸基准及其选择
一、尺寸基准 尺寸基准——标注或量取尺寸的起点 标注尺寸的合理性,就是要求图样上所标注的尺寸既要符合零件的设计要求,又要符合生
产实际,便于加工和测量,并有利于装配。
基准 (轴线)
基准 (端面)
线 可以用来作基准的几何要素有那些呢?
基准 (对称面)
基准 (底面)
面
1.尺寸基准的种类 a 设计基准
(4)表面粗糙度参数的单位是m。
a3.2
Ra3.2 Ra0.8
表面粗糙度的代号举例
意义
代号
意义
Ra 3.2
用任何方法获得的表面粗糙度, Ra的上限值为3.2μm。
Ra 3.2 Ra 1.6
用去除材料的方法获得的表面 粗 糙 度 , Ra 的 上 限 值 为 3.2μm , Ra的下限值为1.6μm。
集中标注—好
3.零件上常见结构的尺寸注法
零件常用的表达方法

俯视
⒊ 六个基本视图的投影对应关系
前 仰视
后 上 右视
主视
左视 右 后视 左
下
长
高
俯视
左 长右
• 度量对应关系 :仍遵守“三等”规律 • 方位对应关系:
除后视图外,靠近主视图的一边是物体的 后面,远离主视图的 一边是物体的前面。
4.视图不按基本视图配置时的标注
B
C
DB
E
E
C
D
F
F
向视图
② 剖切符号 :表示剖切面起、止和转折位置及投射 方向。
③ 剖视图的名称。
标注内容的简化或省略:
B
B
B-B
省略箭头
省略标注
4. 画剖视图时应注意的问题
① 剖切平面一般应通过机件的对称平面或轴线,并要 平行或垂直于某一投影面。
② 剖视图是在作图时假想把机件切开而得到的,实际
机件并没有缺少,所以作图时未作剖视的其它视图, 不受剖视的影响,仍按完整的机件画出。
A
A B B-B
注意视图配置:
A-A
用几个剖切平面剖切
1. 两个相交的剖切平面剖切 ——旋转剖
(交线垂直于某一投影面) 两相交平面
A-A
在剖视图
A
注意剖切面转折
上无线
处画法及标注
A
A
注结转应面回件意构到用剖转主:及与范切轴要采其选围不时孔用:有定能,的旋机关的表采轴件转部投达用线的剖分 影 完 旋 重内时应 面 全 转 合部,先 平 , 剖 。结被绕 行 而 。构倾两 后 机 两形斜剖 再 件 剖状剖切进 在 切用切平行整面一平面投体交个面的射上线剖剖交。又常切开线具和平的旋有机
标注:
SolidWorks系列零件设计表和系列零件

系列零件设计表和系列零件发布时间:2003 05/24 8.3 系列零件设计表和系列零件系列零件设计表可用于从一个单独的零件建立出一个零件系列。
由于SolidWorks软件是一个OLE/2应用软件,因此Excel的电子表格可用于建立设计表并输入到SolidWorks中。
8.3.1基础知识本节首先介绍一下关于SolidWorks中使用系列零件设计表的基础知识。
系列零件设计表的布局Excel电子表格用来设定配置名称(列A)和尺寸或特征名称(行2),每一个配置的尺寸值放在内部对应的单元格中。
如图8-21所示。
图8-21 系列零件设计表针对上面的系列零件设计表,下面介绍一下几个常用设计表参数✌☠☠☠❆✡☹☜✂☞☠❆ ☐❍♋⏹✍✍ ☠♏♦ ✍❆♓❍♏♦ ☐♦ 状态状态列用来设置特征的状态,压缩(S)或解除压缩(U)。
如“$状态@凹口”设置特征“凹口”在下列配置中的状态。
双击一个特征可以将它添加到系列零件设计表中。
✌☠☠☠❆✡☹☜✂☞☠❆ ☐❍♋⏹✍✍ ☠♏♦ ✍❆♓❍♏♦ ☐♦ 尺寸用于设定配置的尺寸值,需要使用尺寸的全名。
双击一个尺寸可以将它添加到系列零件设计表中。
✌☠☠☠❆✡☹☜✂☞☠❆ ☐❍♋⏹✍✍ ☠♏♦ ✍❆♓❍♏♦ ☐♦ 备注备注列用来给各个配置增加文本字符串,使用格式为“$备注”。
✌☠☠☠❆✡☹☜✂☞☠❆ ☐❍♋⏹✍✍ ☠♏♦ ✍❆♓❍♏♦ ☐♦ 用户注释用户注释列和备注类似,用来在行或列中产生文本字符串,使用格式为“$用户注释”。
在系列设计表中用到的尺寸名称最好不要使用系统默认的名称,而应该将它们重新命名为有意义的、好记的名称。
系列零件设计表在FeatureManager设计树中的显示当一个零件或装配体中添加了设计表后,在文件的FeatureManager设计树中将显示系列零件设计表的图标,如图8-22所示。
零件图的尺寸标注及公差

(三)粗糙度数值的选择
0.012
优
0.025
选
值
0.05
0.1
0.008
0.010
0.016
补
0.020
充
值
0.032
0.040
0.063
0.080
Ra值
0.2 0.4 0.8 1.6 0.125 0.160 0.25 0.32 0.50 0.63 1.00 1.25
μm
3.2
50
6.3
100
12.5
Ra 的 上 限 值 为 3.2μm。
用去除材料的方 法获得的表面粗糙 度,Ra的上限值为 3.2μm,Ra的下限 值为1.6μm。
Ra
a3.2
获用得去的除表材面料粗的糙方度法,Ra6.3
Ra 的 上 限 值 为
铣
用铣削方法获得 的表面粗糙度,Ra 的上限值为6.3μm。
3.2μm。
3 .2
用 不 去除材 料 的 方 3.2 法获得的表面粗糙度, 12.5 Ra 的 上 限 值 为 3.2μm。
锥销孔 5
φ5为与锥销孔相配的圆锥销小 头直径(公称直径)
锥销孔通常是相邻两零件装 在一起时加工的。
结构类型 锥形沉孔
沉 柱形沉孔
孔 锪平面孔
普通注法 90 13
67
12
4 6.4 20
49
5
旁注法
67 13 90
67 13 90
说明
6×φ7表示6个孔的直径均 为 φ7 。 锥 形 部 分 大 端 直 径 为φ13,锥角为900。
2、表面粗糙度参数的注写:
a3.2
(1) 注写Ra时,应同时注出Ra和数 (2)注值一: 个值时,表示为上限值;注两 Ra3.2 个值时,表示为上限值和下限值。 Ra0.8
[SolidWorks基础建模] 14.常用图标
![[SolidWorks基础建模] 14.常用图标](https://img.taocdn.com/s3/m/ffb8ff66ddccda38376bafa7.png)
[SolidWorks基础建模] 14.常用图标常用图标1
保存:
标注:
草图圆角:
对号:
拉伸实体:
草图画圆:
草图几何关系:
动态镜像:
复制:
拉伸拔模:
显示隐藏:
粘贴:
重建:
草图绘制:
目录树加号:
相反方向:
草图驱动阵列:
编辑特征:
线条转换:
垂直标注:
正视于:
点工具:
中心线:
上色:
圆周阵列:
专业显卡:
X号:
对称筋:
垂直于草图:
转换实体引用:
平行于草图:
展开:
错误:
顶层错误:
警告:
常用图标2
搜索栏:
拔模:
倒圆角:
显示几何关系:相切草图:
拉伸切除:
剖视图:
工程标注:
连结数据: 设计表:
剖面视图: 水平链尺寸:
注释:
模型视图:
链接到属性:
剖面线填充:
无引线: DriveWorksXpress 选项卡: 捕捉选项卡:
向右:
表单标签:
规则选项卡:
M:
半透明塑料:
报表:
编辑零件:
捕捉图象:
插入新零件:
惯性流动比:
红色中等光泽塑料:
滚珠:
环境压力:
流体体积:
录像播放:
绿箭头:
面:
停止:
外观:
下一步:
显示全部:
最小流量:
边线上色:
爆炸直线草图:
打开文件:
移动零部件:
质量特性:
轻化的零件:
柔性零件: TolAnalyst算例:
自动尺寸方案:。
零件的形位公差图标及其涵义

零件的形位公差图标及其涵义直线度是表示零件上的直线要素实际形状保持理想直线的状况。
也就是通常所说的平直程度。
直线度公差是实际线对理想直线所允许的最大变动量。
也就是在图样上所给定的,用以限制实际线加工误差所允许的变动范围。
平面度是表示零件的平面要素实际形状,保持理想平面的状况。
也就是通常所说的平整程度。
平面度公差是实际表面对平面所允许的最大变动量。
也就是在图样上给定的,用以限制实际表面加工误差所允许的变动范围。
圆度是表示零件上圆的要素实际形状,与其中心保持等距的情况。
即通常所说的圆整程度 圆度公差是在同一截面上,实际圆对理想圆所允许的最大变动量。
也就是图样上给定的,用以限制实际圆的加工误差所允许的变动范围。
圆柱度是表示零件上圆柱面外形轮廓上的各点,对其轴线保持等距状况。
圆柱度公差是实际圆柱面对理想圆柱面所允许的最大变动量。
也就是图样上给定的,用以限制实际圆柱面加工误差所允许的变动范围。
线轮廓度是表示在零件的给定平面上,任意形状的曲线,保持其理想形状的状况。
线轮廓度公差是指非圆曲线的实际轮廓线的允许变动量。
也就是图样上给定的,用以限制实际曲线加工误差所允许的变动范围。
面轮廓度是表示零件上的任意形状的曲面,保持其理想形状的状况。
面轮廓度公差是指非圆曲面的实际轮廓线,对理想轮廓面的允许变动量。
也就是图样上给定的,用以限制实际曲面加工误差的变动范围。
平行度是表示零件上被测实际要素相对于基准保持等距离的状况。
也就是通常所说的保持平行的程度。
平行度公差是:被测要素的实际方向,与基准相平行的理想方向之间所允许的最大变动量。
也就是图样上所给出的,用以限制被测实际要素偏离平行方向所允许的变动范围。
垂直度是表示零件上被测要素相对于基准要素,保持正确的90°夹角状况。
也就是通常所说的两要素之间保持正交的程度。
垂直度公差是:被测要素的实际方向,对于基准相垂直的理想方向之间,所允许的最大变动量。
也就是图样上给出的,用以限制被测实际要素偏离垂直方向,所允许的最大变动范围。
焊接图标

图7-39 Solid Edge draft焊接符号的标注
图7-31 焊缝的指引线
(3)、箭头线对于焊缝的位置一般没有特殊的要求。当箭头线直接指向焊 缝时,可以指向焊缝的正面或反面。但当标注单边V形焊缝、带钝边的单边 V形焊缝、带钝边的单边J形焊缝时,箭头线应当指向有坡口一侧的工件。 如图7-32a、b所示。
(a)
(b)
(c)
图7-32 基本符号相对基准线的位置(U、V形组合焊缝)
图7-36 焊接尺寸符号及意义
在焊缝基本符号的左侧标注焊缝横截面上的尺寸, 如钝边高度P、坡口深度H,焊角高度K等。如果焊 缝的左侧没有任何标注又无其它说明时,说明对接 焊缝要完全焊透。
在焊缝基本符号的右侧,标注焊缝长度方向的尺 寸,如焊缝段数n、焊缝长度l、焊缝间隙e。如果基 本符号右侧无任何标注又无其它说明时,表明焊缝在 整个工件长度方向上是连续的。 在焊缝基本符号的上侧或下侧,标注坡口角度α; 坡口面角度β和根部间隙b。 在指引线的尾部表注相同焊缝的数量N和焊接方 法。 焊缝标注与说明见表7-4。
(6)、标注对称35所示。
图7-34 双面焊缝(单边V形焊缝)
图7-35 对称焊缝(角焊缝)标注
(7)、在不致引起误解的情况下,当箭头线指向焊缝,而另 一侧又无焊缝要求时,允许省略基准线的虚线。 (8)、焊缝的尺寸符号为:
高度方向
长度方向
表7-4 常见焊缝标注及说明
图7-37 焊接装配图实例(支架)
在CAXA电子图板中的尺寸标注中提供了焊接符号的标注方法。选择 尺寸标注中的焊接符号将弹出如图7-38所示的对话框。
图7-38 CAXA电子图板的焊接符号标注
图7-38中包含了焊接符号中的基本符号、辅助符号、补充符号, 使用时直接点击的图标,并在相应的尺寸编辑框中输入焊缝尺寸数值, 按下对话框中的“确定”即可进行标注。如果箭头线两侧都有焊接符 号,两侧焊接符号相同时虚线位置选“无”(不要虚线),两侧焊缝 不同时,应当选择虚线的位置,并选择对话框右侧的符号位置“下”, 标注另一侧的焊缝符号及数值。对于对称焊缝,只选基本符号即可。 在Solid Edge中,选择工程图工具栏上的焊接符号图标将弹出图7-39 所示的对话框,选择对应的项目,按下“确定”即可进行标注。对于常用 的焊接符号,可以在选择基本参数以后,起名保存,如起名“角焊缝”, 按下保存按钮即可,这样以后在标注同类型的焊接符号时,只需在动态工 具栏的下拉菜单中选择对应的名称即可进行标注,标注后可用修改属性的 方法修改标注的参数(右键单击对应的焊接符号,选择“属性”即可弹出 图7-39所示的对话框)。
CATIA产品结构树图标详解
Component_with_DeactivatedRepresentation
此部件的展示已取消。
Part1
零件的参考。。
“原始实例(Original Instance)”和后续的“上下文参考(Contextual References)”之间有差别,因为上下文“零件(Part)”的几何定义取决于“装配(Assembly)”中的相邻部件(支持)。“上下文零件(Contextual Part)”的“几何图形(Geometry)”取决于相同“装配(Assembly)”(二级链接)中的另一实例。
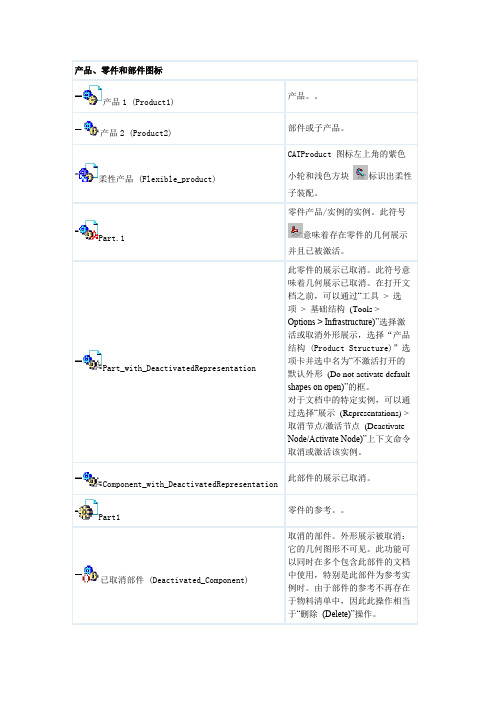
产品、零件和部件图标
产品1 (Product1)
产品。。
产品2 (Prodexible_product)
CATProduct图标左上角的紫色小轮和浅色方块 标识出柔性子装配。
Part.1
零件产品/实例的实例。此符号 意味着存在零件的几何展示并且已被激活。
Part_with_DeactivatedRepresentation
_ 上下文零件的其他实例
褐色齿轮和红色闪光标记表示零件参考是上下文相关的,并且此实例未在“零件定义(Part Definition)”中使用。请注意,您可以编辑此上下文零件。当您将上下文零件复制/粘贴或插入到其他CATProduct中而不考虑上下文链接时,可能会出现此符号。在此情况下,用户需要使用“定义上下文链接(Define Contextual Links)”或“隔离零件(Isolate Part)”命令定义“零件(Part)”的上下文,此时红色闪光将变成蓝色链条或绿色箭头。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3
1005-12S(无补偿下 锚安装)
JBY-3异径并沟线夹 LJ-70接地跳线 SH-70压缩型铝设备线夹
TB/T2075.5C-09 TB/T2075.20E(NX-3)-09 TB/T2075.20F(UT-3)-09 TB/T20492-2006 CJSHWR1.6 GB/T2335-1935
5
通化(2009) 1005-31S
注:正线中心锚结安 装
NX-3楔形耐张线夹 UT-3型耐张线夹 镀铝锌钢绞线
通化(2009) 1005-09
(1:3+1:2补偿下锚安 装)
双耳楔形承力索终端锚固线夹 双耳楔形接触线终端锚固线夹 JBY-3异径并沟线夹 LJ-70接地跳线 SH-70压缩型铝设备线夹 S20型坠砣杆 S型混凝土坠砣 A型坠砣限制架 NX-3楔形耐张线夹 UT-3型耐张线夹 镀铝锌钢绞线 软态不锈钢丝
6
通化(2009) 1006-I-03S 注:直线限位定 位器正定位中间 柱安装
定位管吊线 斜腕臂 定位环 L形限位定位器 定位线夹 防风拉线 跳线卡箍 接地跳线
支撑管卡子
定位支座 铜预绞丝片 JBY-3异径并沟线夹 管帽 腕臂下底座本体 腕臂上底座本体 棒式绝缘子
平腕臂 套管双耳 承力索座 管帽 腕臂支撑 定位管 定位管卡子
4
1005-30S(无补偿下 锚安装)
JBY-3异径并沟线夹 LJ-70接地跳线 SH-70压缩型铝设备线夹
NX-3楔形耐张线夹 UT-3型耐张线夹 镀铝锌钢绞线
软态不锈钢丝 承力索中心锚结线夹 H型接触线中心锚结线夹 接触线中心锚结绳 钳压管 承锚角钢 φ 16-2930型杵环杆 双耳楔形承力索终端锚固线夹
TB/T2075.3B(G1)-09 TB/T2075.3A(L)-09
1
通化(2009) 1005-08
注:横腹式支柱 1:3+1:3滑轮组正线全 补偿下锚安装
双耳楔形承力索终端锚固线夹 双耳楔形接触线终端锚固线夹 JBY-3异径并沟线夹 LJ-70接地跳线 SH-70压缩型铝设备线夹 S20型坠砣杆 S型混凝土坠砣 A型坠砣限制架 NX-3楔形耐张线夹 UT-3型耐张线夹 镀铝锌钢绞线 软态不锈钢丝 横腹杆式支柱承锚角钢 横腹杆式支柱线锚角钢 D型连接器 φ 16型双环杆 φ 16型双环杆 1:3补偿滑轮组
1:2补偿滑轮组 φ 16-1530型杵环杆 φ 16-1130型杵环杆 球窝单耳双重绝缘复合绝缘子 2
TB/T2075.12(G1:2)-09 TB/T2075.17C(φ 16-1530)-09 TB/T2075.17C(φ 16-1130)-09 FQXS-25/120-QH TB/T2075.5C-09 TB/T2075.5C-09 GB/T2335-1935
支撑管卡子
铜预绞丝片 JBY-3异径并沟线夹 管帽
腕臂下底座本体 腕臂上底座本体 棒式绝缘子 平腕臂 平腕臂 斜腕臂 斜腕臂 定位管 定位管 套管双耳 承力索座 管帽 腕臂支撑 腕臂支撑
JL328(φ 96)-89 JL328(φ 96)-89
TB/T2075.1C(G)-09 TB/T2075.1E(GD)-09 TB/T2075.1F(G60)-09 TB/T2075.1G(GH)-09 TB/T2075.1G(GH)-09
TB/T2075.1.A(PWG60×5.0)-09 TB/T2075.1C(G)-09 TB/T2075.1E(GD)-09 TB/T2075.1F(G60)-09 TB/T2075.1G(GH)-09 TB/T2075.3F(G48)-09 TB/T2075.3H(48)-09 TB/T2075.3G-09 TB/T2075.1.B(XWG60×5.0)-09 TB/T2075.3D(G60)-09 TB/T2075.3A(L)-09 TB/T2075.3C-09 JL63-00-04 JL328(φ 96)-89 LJ-70 TB/T2075.1H(G60)-09 TB/T2075.3B(G1)-09 CPR-1300095F 800mm长 GB/T2335-1935 TB/T2075.1F(G48)-09 TB/T2075.2(C1)-09 TB/T2075.2(C2)-09 QBSN-25 TB/T2075.1.A(PWG60×5.0)-09 TB/T2075.1C(G)-09 TB/T2075.1E(GD)-09 TB/T2075.1F(G60)-09 TB/T2075.1G(GH)-09
TB/T2075.16C(S20)-09 TB/T2075.160(S)-09 TB/T2075.16A(H)-09 TB/T2075.20E(NX-3)-09 TB/T2075.20F(UT-3)-09 TB/T20492-2006 CJSHWR1.6
TB/T2075.12B-09 TB/T2075.12C(φ 16-250)-09 TB/T2075.12C(φ 16-770)-09 TB/T2075.12(G1:3)-09
软态不锈钢丝 JBY-3异径并沟线夹 LJ-70接地跳线 SH-70压缩型铝设备线夹
铜预绞丝片 双孔承力索座 腕臂下底座本体 腕臂上底座本体 棒式绝缘子 平腕臂 套管双耳 承力索座 管帽 腕臂支撑 定位管 定位管卡子
CPR-1300095F 800mm长
TB/T2075.2(C1)-09 TB/T2075.2(C2)-09 QBSN-25 TB/T2075.1.A(PWG60×5.0)-09 TB/T2075.1C(G)-09 TB/T2075.1E(GD)-09 TB/T2075.1F(G60)-09 TB/T2075.1G(GH)-09 TB/T2075.3F(G48)-09 TB/T2075.3H(48)-09 TB/T2075.3G-09 TB/T2075.1.B(XWG60×5.0)-09 TB/T2075.3D(G60)-09 TB/T2075.3A(L)-09 TB/T2075.3C-09 JL63-00-04 JL328(φ 96)-89 LJ-70 TB/T2075.1H(G60)-09 TB/T2075.3B(G1)-09 CPR-1300095F 800mm长 GB/T2335-1935 TB/T2075.1F(G48)-09 TB/T2075.2(C1)-09 TB/T2075.2(C2)-09 QBSN-25
NX-3楔形耐张线夹 UT-3型耐张线夹 镀铝锌钢绞线
TB/T2075.20E(NX-3)-09 TB/T2075.20F(UT-3)-09 TB/T20492-2006
软态不锈钢丝
CJSHWR1.6
钢柱承锚角钢 钢柱承锚角钢 φ 16-1130型杵环杆
球窝单耳双重绝缘复合绝缘子 双耳楔形承力索终端锚固线夹 双耳楔形接触线终端锚固线夹 TB/T2075.17C(φ 16-2930)-09 FQXS-25/120-QH TB/T2075.5C-09 TB/T2075.5C-09 GB/T2335-1935
8
通化(2009) 1006-I-12S
(R≤800m,曲内中间 柱安装)
斜腕臂 定位环 软定位器 定位环 定位线夹 尾支线 长定位立柱 跳线卡箍 接地跳线
支撑管卡子
铜预绞丝片 JBY-3异径并沟线夹 管帽 腕臂下底座本体 腕臂上底座本体 棒式绝缘子 平腕臂 套管双耳 承力索座 管帽 腕臂支撑 斜腕臂
7
通化(2009) 1006-I-04S
注:直线限位定位器 反定位中间柱安装)
定位管吊线 斜腕臂 定位环 L形限位定位器 定位线夹 防风拉线 跳线卡箍 接地跳线
支撑管卡子
定位支座 铜预绞丝片 JBY-3异径并沟线夹 管帽 腕臂下底座本体 腕臂上底座本体 棒式绝缘子 平腕臂 套管双耳 承力索座 管帽 腕臂支撑
9
通化(2009) 1006-I-11S
(R≤800m,曲外中间 柱安装)
定位环 尾支线 定位环
9
通化(2009) 1006-I-11S
(R≤800m,曲外中间 柱安装)
软定位器 定位线夹 跳线卡箍 接地跳线 TB/T2075.4C(G)-09 TB/T2075.3C-09 JL328(φ 96)-89 LJ-70 TB/T2075.1H(G60)-09 CPR-1300095F 800mm长 GB/T2335-1935 TB/T2075.1F(G48)-09 TB/T2075.2(C1)-09 TB/T2075.2(C2)-09 QBSN-25 TB/T2075.1.A(PWG60×5.0)-09 TB/T2075.1.A(PWG60×5.0)-09 TB/T2075.1.B(XWG60×5.0)-09 TB/T2075.1.B(XWG60×5.0)-09
10
通化(2009) 1006-II-14S
(四跨直线限位定位 器非绝缘关节反定 位)
定位管支撑 支撑管卡子 支撑管卡子 定位环 定位支座 L形限位定位器
TB/T2075.1H(GH)-09
TB/T2075.1H(G60)-09 TB/T2075.1H(G48)-09 TB/T2075.3D(G60)-09
横腹杆式支柱线锚角钢 横腹杆式支柱线锚角钢
TB/T2075.16C(S20)-09 TB/T2075.160(S)-09 TB/T2075.16A(H)-09 TB/T2075.20E(NX-3)-09 TB/T2075.20F(UT-3)-09 TB/T20492-2006 CJSHWR1.6
φ 16-1130型杵环杆
序号
图号
物资名称 横腹杆式支柱承锚角钢 横腹杆式支柱线锚角钢 D型连接器 φ 16型双环杆 φ 16型双环杆 1:3补偿滑轮组 φ 16-1530型杵环杆 φ 16-1130型杵环杆 球窝单耳双重绝缘复合绝缘子