p828产品培训手册
P-Bus产品设计培训手册(一)

P-Bus产品设计方法(一)1.P-Bus概述及设计基础P-Bus产品是基于埃施朗Pyxos IO总线的产品,与Lonworks总线可以无缝对接。
要了解P-Bus总线产品,首先要理解P-Bus总线,下面先介绍P-Bus(Pyxos IO)总线。
1.1 P-bus系统的概述P-bus系统是基于美国Echelon公司开发的Pyxos嵌入式控制网络平台为基础的总线技术,它是一种专门扩展I/O总线的技术,使用该技术可以使得任何机器内部的各个组成部分之间形成智能的数字控制网络,它是一种低成本的、网络自安装的技术,而且能够和现有的基于GB/Z 20177的Lonworks控制网络平台技术结合,构成任意规模的自动控制网络。
1.2 P-bus系统的特点基于Pyxos 技术的P-Bus具有以下特点:(1)、自管理网络:Pyxos FT网络不需要特殊的工具或者专业的技术人员就可以实现网络的配置,这能够降低网络的安装和维护成本,实现网络的即插即用。
(2)、自由拓扑网络布线:基于Pyxos FT技术的设备或组件之间相连接时,使用一对双绞线,支持多种灵活的连接方式:总线、星形、环形、菊花链形和任意的拓扑结构,这样的网络安装方式,可以减少材料和安装人员成本,此外,由于只使用一对双绞线,意味着能够有效降低由于线路原因所导致的网络故障。
(3)、链路电源技术(Link Power): Pyxos FT技术,支持在一对双绞线上,既传输网络数字信号,又能传输24V的交流或直流电,也就是说,基于Pyxos FT技术的设备,可以同时从通信数据线上取得工作电源。
这些特点,特别适合那些不能为设备提供本地供电方式的应用场合。
(4)、无极性的网络连接:Pyxos FT技术使用曼切斯特编码方式,采用双相PSK调制,载波频率与通信位速率相同,即载波频率312.5KHZ,通信速率为312.5kbps,另外在波形的调制成形方面,充分考虑到使通信信号实现最小的反射。
828四轴系统调试步骤
828系统调试步骤一、上电前检查1. 查线:包括反馈、动力、24V电源,地线。
2. 查拨码开关,MCP(7,9,10)和PP72/48(1,4,9,10)。
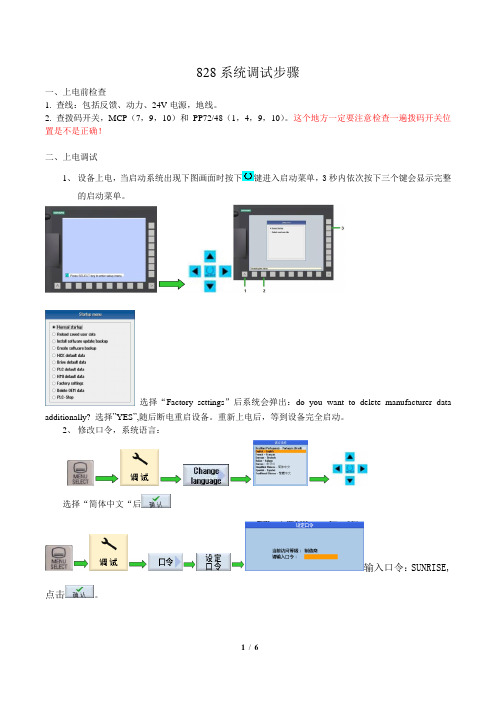
这个地方一定要注意检查一遍拨码开关位置是不是正确!二、上电调试1、设备上电,当启动系统出现下图画面时按下键进入启动菜单,3秒内依次按下三个键会显示完整的启动菜单。
选择“Factory settings”后系统会弹出:do you want to delete manufacturer data additionally? 选择”YES”,随后断电重启设备。
重新上电后,等到设备完全启动。
2、修改口令,系统语言:选择“简体中文“后输入口令:SUNRISE,点击。
3、 激活MCP 及PP72/48D搜索参数12986[0]=-1,12986[6]= -1。
4、 使用“PLC Programming Tool “软件连接828PLC 系统,下载PLC 控制程序。
4.1如上图所示:A :双击“通讯”在弹出的通讯设定对话框B:通讯参数:828系统PLC 地址:192、168、215、1。
电脑上的IP 地址选择自动获取。
C :更改TCP/IP 网卡,双击此处在弹出的对话框中,选择当前电脑启用的网卡。
D:以上三步设置结束后,双击刷新,此处会显示绿色的字体“828D ”,此时表明已经和828的PLC 建立了通讯,可以进行下载和上传程序了。
4.2 下载PLC 程序,下载程序时会出现如下对话框。
默认只下载PLC 程序和数据块的初始值。
如果要下载数据块的实际值,请勾选“数据模块”复选框。
ABCD如果只是对程序做了简单的修改,可以选择在RUN模式下下载;如果程序做了较大的改动或者新建了数据块,则必须在STOP模式下下载。
第一次下载时选择STOP模式。
4.3 程序下载成功后,点击启动PLC运行状态。
等待PLC重新启动运行后,观察MCP各按键指示灯状态。
若指示灯全部闪烁,则说明MCP板与PLC的通讯没有建立,请检查MCP背板的拨码开关位置和参数12986[6]设置是否正确。
ad828芯片手册
ad828芯片手册
AD828是ADI(Analog Devices Inc.)推出的一款高性能、低
功耗的双通道运算放大器,常用于音频处理、仪器测量、滤波器和
通信等领域。
AD828芯片手册通常包括以下内容:
1. 产品概述,介绍AD828芯片的主要特性、性能参数和应用领域,以及芯片的功能框图和引脚定义。
2. 电气特性,包括工作电压范围、输入偏置电流、增益带宽积、输入噪声电压等参数的典型值和测试条件。
3. 功能描述,详细描述AD828芯片的工作原理、内部电路结构、输入输出特性和保护功能等。
4. 典型应用电路,提供一些典型的电路设计示例,包括放大器、滤波器、仪器测量等应用。
5. 封装和引脚布局,介绍AD828芯片的封装形式、引脚排列和
焊接建议。
6. 订购信息,包括不同封装和温度等级的订购代码,以及订购数量和包装方式等信息。
7. 应用注意事项,针对AD828芯片在设计和应用过程中需要注意的一些关键问题进行说明,包括布局、供电、输入输出范围等方面的建议。
总的来说,AD828芯片手册是工程师在使用该芯片进行设计和应用时的重要参考资料,能够帮助工程师充分了解芯片的特性和使用方法,从而更好地进行电路设计和系统集成。
希望这些信息能够帮助到你。
GB2讲义828教程

果——产品。一般以质量检验为主要活动。 QA:主要关注预期的产品。必须有效地实施质量控制,在此基础上才能提供质
量保证。
1.1.2统计抽样检验的特性 基本特性:科学性、经济性和必要性
科学性:不同与那些过时的、不科学的检验方法。 经济性:只需从批中抽取很少一部分产品进行检验 必要性:现代化生产的特点是产量大,速度快
1960~1962年,由美、英、加三国抽样专家共同组成ABC工作组,在全 面修订105C的基础上研制出一个适合三这个国家军品和民品抽样检验标准。 在这三个国家给予不同的代号:
美国:MIL-STD-105D 加拿大:105-GP-1(民)、CA-G115(军) 英国:BS-9001(民)、GEF-131-A(军) 1973年,MIL-STD-105D被IEC(国际电工委员会)采用,命名为IEC410, 1974年ISO(国际标准委员会)命名为ISO2859。
产品的分类
1:有下述四种通用的产品类别:
—服务(如运输);
—软件(如计算机程序);
—硬件(如发动机机械零件);
Hale Waihona Puke —流程性材料(特点是工序间连贯,程均匀性,如润滑油)。
许多产品由不同类别的产品构成,这种产品称为服务、软件、硬件或流程性材料
取决于其主导成分。例如:外供产品“汽车”是由硬件(如轮胎)、流程性材料(如
工序专检和线上检验、外发检验、库存检验、客处检验
1.1.4.2按单位产品的质量特征分类 计数抽样检验 ①计件:针对整体 ②计点:一般适用产品外观,如布匹上的瑕疵 计量抽样检验:有具体的物理量(9.9,10.0)
西门子828D简明调试手册

简明调试手册2011年09月版草稿sinumerikSIEMENSSINUMERIK 828D 通用资料订货样本用户资料操作编程手册用户资料诊断手册技术资料安装调试手册技术资料功能说明车床铣床车床铣床车床铣床车床铣床车床铣床驱动器资料SINAMICS S120 SINUMERIK 828D T/M 资料结构目录i目录版本说明以下是当前版本及以前各版本的简要说明。
每个版本的状态由“附注”栏中的代码指明。
在“附注”栏中的状态码分别表示 A .... 新文件。
B .... 没有改动但以新的订货号重印C .... 有改动并重新发行版本附注09.2011 A 适用于SINUMERIK 828D V04030100 调试准备1 系统的连接2 系统初始设定3 PLC 调试4 驱动器调试5 NC调试6 刀具管理7 PLC功能8 测头调试9 网络功能10 伺服自动化11 机床日志12 批量调试13 选项管理14 新功能调试15 部件安装尺寸16 机床参数列表17 PLC接口信号18 目录ii 目录1 调试准备...........................................................................................1 1.1 硬件说明............................................................................................................................................ .....1 1.1.1 NC数控系统.................................................................................................................................1 1.1.2 驱动器部件...................................................................................................................................1 1.2 调试软件.........................................................................2 1.2.1 安装调试软件...............................................................2 1.2.2 连接调试软件...............................................................2 1.3 个人计算机...............................................................2 2 系统连接...........................................................................................4 2.1 系统各部件的连接总图.......................................................................4 2.1.1 828D S120书本型驱动与系统连接总图..............................................4 2.1.2 828D S120 Combi一体型驱动与系统连接总图.........................................5 2.2 部件说明..................................................................................12 2.2.1 SINUMERIK 828D PPU..............................................................12 2.2.2 输入输出模块PP72/48 PN.........................................................12 2.2.3 机床控制面板Machine Control Panel..............................................13 2.2.4 Mini手持单元...................................................................13 2.2.5 编码器接口模块SMC..............................................................13 2.2.6 DRIVE-CLiQ集线器模块DMC20......................................................13 2.2.7 驱动系统和伺服电机..............................................................13 2.3 电气设计的重要事项........................................................................14 2.3.1 供电............................................................................14 2.3.2 电气柜设计的基本要求............................................................15 2.3.3 接地............................................................................15 2.4 驱动器的连接..............................................................................14 2.4.1 Sinamic S120 书本型驱动器的连接..................................................12 2.4.2 Sinamic S120 Combi 驱动器的连接.................................................12 2.5 系统通电..................................................................................14 2.5.1 通电前检查........................................................................14 2.5.2 第一次通电........................................................................14 3 系统初始设定......................................................................................23 3.1 系统启动菜单..............................................................................23 3.2 存取级别..................................................................................29 3.3 日期和时间................................................................................29 3.4 系统语言..................................................................................30 3.5 外设模块地址和输入输出分配................................................................31 3.6 授权管理..................................................................................31 4 PLC调试..........................................................................................34 4.1 PLC 程序编写规则..........................................................................34 4.2 PLC 程序结构..............................................................................34 4.3 PLC 接口信号..............................................................................35 4.4 PLC 例子程序..............................................................................36 目录iii4.5 Programming Tool PLC828 简介..............................................................36 4.6 DB块功能介绍.............................................................................36 4.7 PLC用户报警..............................................................................36 4.7.1 在HMI上创建报警文本............................................................36 4.7.2 用RCS commander修改报警文本....................................................36 4.7.3 创建PLC报警在线帮助............................................................36 4.8 使能链....................................................................................36 4.9 手轮......................................................................................36 4.10 回参考点..................................................................................36 5 驱动器调试........................................................................................42 5.1 固件升级..................................................................................44 5.2 配置驱动..................................................................................46 5.3 配置电源..................................................................................48 5.4 轴分配5.5 配置第二编码器............................................................................51 6 NC调试...........................................................................................57 6.1 传动系统参数设置..........................................................................57 6.2 速度和加速度设置..........................................................................57 6.3 参考点相关的参数设置......................................................................57 6.4 软限位的设置..............................................................................57 6.5 反向间隙补偿..............................................................................57 6.6 螺距误差补偿..............................................................................57 7 刀具管理..........................................................................................65 7.1 参数设置..................................................................................57 7.2 刀库初始化................................................................................57 7.3 换刀子程序................................................................................57 7.4 建立传递/响应步骤表.......................................................................57 7.5 编写PLC程序..............................................................................57 7.6 举例......................................................................................57 8 PLC功能..........................................................................................70 8.1 PI服务...................................................................................70 8.2 PLC功能..................................................................................71 8.3 PLC 轴....................................................................................76 9 测头调试.........................................................................................101 9.1 测头信号与系统连接........................................................................70 9.2 设置测量信号相关机床数据..................................................................70 9.3 检测信号..................................................................................70 10 网络功能.........................................................................................109 10.1 激活网络驱动器选项........................................................................70 10.2 网络设置..................................................................................70 10.3 创建共享文件夹............................................................................70 10.4 建立网络驱动器............................................................................70 11 伺服优化.........................................................................................113 11.1 伺服自动优化..............................................................................70 目录iv 11.2 对测试结果进行调整........................................................................70 11.3 圆度测试..................................................................................70 12 机床日志E-Logbook...............................................................................129 12.1 创建日志..................................................................................70 12.2 导出日志..................................................................................70 12.3 上传日志..................................................................................70 13 批量调试.........................................................................................151 13.1 创建批量调试文件..........................................................................70 13.2 读入批量调试文件..........................................................................70 14 快速输入输出.....................................................................................168 15 新功能调试.......................................................................................184 15.1 设备管理器Easy Extend....................................................................70 15.2 维护计划..................................................................................70 15.3 短信模块Easy Message.....................................................................70 16 SINUMERIK 828D 各部件的安装尺寸17 机床参数列表18 PLC接口地址51 调试准备SINUMERIK828D 的调试可按下列步骤进行 ?? 系统的连接及器件拨码开关设置–正确的连接是系统调试顺利进行的基础?? 系统总清设定口令、语言、日期时间、选项等?? 基本参数设定如MCP、PP72/48 PN生效等?? PLC基本调试–首先使安全功能生效如急停、硬限位等以及MCP功能生效?? 驱动调试–驱动器固件升级、拓扑识别及轴参数自动分配?? NC参数设定–设置控制参数、机械传动参数、速度参数等?? PLC调试–刀库冷却PLC报警等功能?? 编辑PLC报警文本和报警帮助文本?? 驱动优化–速度环、位置环自动优化圆度测试?? 精度检测反向间隙和丝杠螺距误差补偿?? 机床功能测试试切工件?? 数据备份存档注如果没有特别说明本手册中使用存取级别为“制造商”的口令。
数控齿条磨简明使用手册828DV15教材
重庆磨床有限责任公司数控齿条磨床简明使用手册MCK7170V1.5机床标准配置SIEMENS828D修整滚轮、动静压主轴、3D测头PLC版本CQM94 828D V2H人机界面版本CQM94 V2X2016/10/17 V1.52016/07/25 V1.32016/02/29 V1.12016/02/01 V1意见及建议反馈:cqmlf@ 编制者:刘峰一、概述重庆磨床有限责任公司自2001年成规模生产、改造的数控外圆磨床。
产品型号包括MK1320/MK1332(数控外圆磨床)、MKS1320/MKS1332(数控高速外圆磨床)、MKS1620/MKS1632(数控端面外圆磨床)、MK8240/MKS8240(数控曲轴磨床)。
如未加说明有,本手册中“机床”泛指“上述所有型号数控机床”。
机床主要配置西门子802D及802DSL T/M value 、802DSL G/N plus、828D或FANUC 0iTC及FANUC 0iTD数控系统。
本手册所述数控系统为828D。
二、操作注意事项因意外事故可能会造成人身伤害和机床损坏,机床配置了安全装置(包括硬件和软件):1, 机床防护罩(包括砂轮防护罩)2, X、Z 轴的极限限位开关。
在此开关范围内的软极限开关(参数设定)和可编程软极限。
3, 急停按钮。
4, 进给暂停按钮、复位键。
5, 过热、过流保护开关,以及互锁开关、门开关(选配)。
6, 报警显示,信息显示,原点回零异常警示(增量式编码器)。
7,使用程序锁或者操作权限(密码)来保护程序和变量以及参数不被意外修改。
8,基本联锁:这种联锁必须修改PLC才能改变,例如砂轮未启动时冷却液不能启动9,可变联锁:这种联锁可以通过修改参数取消,例如将动静压主轴更换为普通主轴时,可以取消主轴油泵和砂轮的联锁。
主轴压力继电器故障时,可以取消压力继电器和砂轮的联锁。
10,界面已经编入多种保护措施,如果需要修改请联系我公司技术人员。
MCP73828中文资料

352.5 k 1) (注
75 k
75 k V IN
I
THERM 25 mA
140 mV 67 k 130 k 5k 21 k
V REF + + 充电完 毕 比较器 电压控 制 放大器 140 mV –
V REF 839 mV + + 113 mV -
V IN
热阻电压 比较器
GND 2 THERM 3 CD10 4
VIN 5V
100 k
VSNS VDRV 8 VIN VBAT 5 10 µF 2 1 SHDN GND 3 4 CD10 THERM MCP73828
DS21706A_CN 第1 页
MCP73828
功能模块原理图
CD10
V DRV
V BAT
GND
THERM
VIN = 5.1V (MCP73828-4.1) VIN = 5.2V (MCP73828-4.2) 22 µ F
RSENSE
NDS8434
IOUT
7 VSNS 8 100 k 100 k 1 4 VIN SHDN CD10
6 VDRV VBAT GND THERM 5 2 3 10 k 22 µ F
MCP73828
特点:
• 单锂离子电池线性充电管理控制器 • 高精度预置电压调节: +1% ( 最大值 ) • 两种预置电压调节选项: - 4.1V - MCP73828-4.1 - 4.2V - MCP73828-4.2 • 可编程充电电流 • 对于深度放电的电池可进行预充,使其在初始充电 周期内散热量最小。 • 充电完毕指示 CD10 输出至 LED 或单片机接口 • 连续的温度监视功能 • 切断输入电源时可自动关断。 • 工作温度范围:20°C 至 +85°C • 封装:8 引脚 MSOP 封装
828D开机调试流程

828D开机调试流程做完后请在“□”处打勾一、上电前检查条目详细内容备注1 查线□动力线、反馈线接牢,顺序无误□驱动模块间的直流母线、24V母线□24V电源线□所有设备独立接地2 拨码开关二、上电调试 条目详细内容备注1初始设定□ 设置系统语言为中文Chinese请参见简明调试手册3.4章节□ 输入制造商□令:SUNRISE请参见简明调试手册3.2章节□ 设置系统时间请参见简明调试手册3.3章节□ 进入选项界面,检查激活的选项请参见简明调试手册3.6章节□ 激活PP72/48,设置MD12986[0]=-1 有第二块I/O 板时需设置MD12986[1]=-1;请参见简明调试手册3.5章节 □ 激活MCP ,设置MD12986[6]=-1 使用自制机床操作面板时保持MD12986[6]=112 □ 设置RCS 远程诊断访问权限2检查系统软件版本□ V. + SP + HF3监控PLC I/O 点状态□ 监控IB115的状态,如果为0则代表MCP 不正常。
因为IB115的低5位是西门子MCP 进给倍率开关的地址,格雷码开关是不会出现全0状态的。
□ 输入点:急停开关、硬限位开关、报警信号点… □ 输出点:EP 、OFF1、OFF3使能…□ 手轮接线状态:摇手轮时监控DB2700.DBB12(手轮1脉冲计数),如果数值有变化说明手轮接线无误。
4下载PLC 程序□STOP 模式下载,下载后重启系统5PLC 基本功能调试□ MCP 功能是否正常 □ 急停、硬限位功能是否正常 □ 加EP ,OFF1,OFF3使能是否正常 □ 手轮轴选,增量是否正常6 驱动调试□ 拓扑识别请参见简明调试手册5.2章节□修改拓扑比较等级为中级:控制单元数据p9906=1如不修改会影响批量调试;请参见简明调试手册5.2章节□ 配置供电数据,输入电压380V请参见简明调试手册5.3章节□ 电网识别,设置供电数据p3410=5请参见简明调试手册5.3章节□ 分配轴:设置MD30110为电机动力线所在的驱动编号 设置MD30220为电机反馈线所在的驱动编号 设置MD30130=1,激活电机的给定信号设置MD30240=1或4,激活电机的反馈信号。
SINUMERIK 828D订货选型手册
√
√
–
–
√/√
√/√
√
√
√
√
–
–
–
–
• SINUMERIK 828D、PPU 260/261 系 统 软 件, 用6FC5831-1GY..-.YA0
O
–
于车削工艺,出口版,存储在 CF 卡上,带有授权
• SINUMERIK 828D、PPU 260/261 系 统 软 件, 用6FC5831-2GY..-.YA0
功能 √ 标准配置 ( 基本功能 ) O 选项
– 不可用
备注 订货号
SINUMERIK 828D
PPU 260.1/ PPU 261.1
T
M
控制系统结构和配置 基于面板的控制系统包括: • 紧凑型操作面板 • CNC/PLC 控制单元 • 闭环控制单元,最多可控制 6 轴
基于驱动 / 基于 PC 的设计 紧凑型操作面板:水平 / 垂直 • 10.4” 彩色显示器 • 集成全尺寸键盘 SINUMERIK 操作面板,集成 TCU SINUMERIK 操作面板,集成 PCU 系统软件
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
–
–
–
–
进给轴功能 进给倍率,0 % ~ 200 % 进给倍率 ( 轴专用 ),0 % ~ 200 % 行程范围 ±9 位十进制数 回转轴,无限旋转 速度,最大 300 m/s(984 ft/s) 加速度控制 (jerk) 可编程加速度 跟随模式 测量系统 1 和 2,可选 插补进给速率 用于倒圆和倒角的单独路径进给 固定点停止功能 (travel to fixed stop) 带力矩控制的固定点停止功能 模拟轴 设定值交换 切向控制功能 路径切换信号 / 凸轮控制 高级位置控制 (APC)
828软件使用手册
3 ADJ V
4 Setup Time
5 Hold On-AC OFF
6 Hold On-PS OFF
7 P.G. Time
说明 :结束测试项目 :负载测试项目 :电压调整项目 :S.P.S.开机时间测试(Power On Time) :S.P.S.保持时间测试(使用 AC 关闭的方式) :S.P.S.保持时间测试(使用 PS OFF 的方式) :PWR_OK Delay 延迟时间
步骤 4
(图 3)
确定信息无误后请选取 ”Next”.
(图 4)
3
FA-828ATE 软件操作手册 步骤 5
4
1 请把 ” Yes, Launch the program file “ 选项打勾(表示 Setup 完成 后,会自动开启 FA-828 ATE 程 序).
2.选取 ” Finish “ 完成 Setup 设定.
L: Link File Lower-Limit V Load Current Lower-Limit Power Load Test Delay Time
M:
6
:动态负载测试 :动态延迟(时间) :当机电压
:结束测试 :结束电流值
:档案
:测试通过 :测试没有通过
:即 AC Loss to PWR_OK Hold-up Time(保持时间,使用 AC 关闭 S.P.S 的方式)
Hold On – PS OFF
Hold-On T. Upper-L Hold-On T. Lower-L HOLD ON TIME I: Inc. Current Inc. Delay Interrupt Voltage
K: Keyboard Model Keyboard On Keyboard Lock
828D简明调试手册_2019 4.8 SP4
简明调试手册
SINUMERIK 828D
适用于 SINUMERIK 828D V4.8 SP4及以上
DI MC MTS APC
S INU MER IK 828 D 资 料 结构
用户资 料
操作 手册 ( 车削 )
基础 编 程 手册
( 车/铣 )
诊断 手册 ( 车/铣 )
操作 手册 (铣 削 )
A .... 新文件。 B .... 没有改动,但以新的订货号重印 C .... 有改动,并重新发行 版本 06.2019 适用于 SINUMERIK 828D
附注
A V04.08 SP4 及以上
调试准备
1
系统的连接
2
系统初始设定
3
PLC 调试
4
驱动器调试
5
NC 调试
6
刀具管理
7
伺服优化
8
机床日志
9
第 2 章 系统的连接 ............................................................................................................. 2-1 2.1 系统各部件的连接总图............................................................................................... 2-1 2.1.1 S120 书本型驱动与 828D 系统连接总图 .............................................................. 2-1 2.1.2 S120 Combi 一体型驱动与 828D 系统连接总图 .................................................... 2-2 2.2 部件说明.................................................................................................................. 2-3 2.2.1 SINUMERIK 828D PPU ...................................................................................... 2-3 2.2.2 输入输出模块 PP72/48D PN ............................................................................... 2-7 2.2.3 机床控制面板 MCP..........................................................................................2-10 2.2.4 编码器接口模块 SMC.......................................................................................2-13 2.2.5 DRIVE-CLiQ 集线器模块 DMC20.......................................................................2-13 2.2.6 驱动系统和伺服电机........................................................................................2-14 2.3 驱动器的连接 ..........................................................................................................2-19 2.3.1 SINAMICS S120 书本型驱动器的连接 ................................................................2-19 2.3.2 SINAMICS S120 Combi 驱动器的连接 ...............................................................2-21 2.4 系统通电.................................................................................................................2-23 2.4.1 通电前检查 ....................................................................................................2-23 2.4.2 第一次通电 ....................................................................................................2-24
828D操作编程培训手册
2
垂直软键栏(VSK)
3
10.4" TFT彩色显示屏
4
可拆卸保护盖后前面板上的USB、CF卡和以太网端口
5
可锁及可拆卸保护盖后的准备就绪状态LED指示灯(红色/绿色状
态)、数控状态LED指示灯(数控装置状态LED指示灯)和CF卡状
态LED指示灯(CF卡读写访问指示灯)
6
集成QWERTY CNC键盘(参见第3节)
B567
4
840D/828D SINUMERIK Operate
4
轴回参考点
3.1 参考顺序
在确定轴的参考点之前,必须检查并确保回参考点过 程中没有任何危险。
配置增量测量系统的机床必须在开机之后确定参考点,以便使测量系统与机 床坐标系同步。
第 3节
批注
按机床控制面板上的“JOG”键。 按机床控制面板上的“REF.POINT”键。
SINUMERቤተ መጻሕፍቲ ባይዱK 828D ᪡Ϣ㓪
䆁ݠ
䆁䌘᭭
SINUMERIK 828D ᪡Ϣ㓪䆁
Ⳃᔩ
B567 ᓔਃᴎᑞࠊऩ_ܗখ㗗⚍
1
B566 ᪡ܗӊ
9
B568 ᴀ᪡
21
B569 ĀࡴᎹā᪡ऎඳ
35
B570 “ JOG ā䖤㸠ᮍᓣ
41
B571 “ MDA ā䖤㸠ᮍᓣ
97
B572 “ AUTO ā䖤㸠ᮍᓣ
按键上方对应的LED指示灯点亮。
打开用于确定参考点的屏幕 1,其中包括需要确定参考点的所有轴(参见
下图)。
1
3.2 接近参考点 根据机床的调试情况,可采用多种不同的参考点确定方法。 注: 更多详情请参见机床制造商的相关文档。 3.2.1. 自动参考
828惠普凤竹纺织SAP实施项目全套-系统实现-最终用户手册-管理会计CO-最终用户手册-制衣车间操作手册

生成日期:2020/7/20 18:19:00修改者: 修改日期:20/07/2020凤竹纺织CO模块最终用户手册制衣车间操作手册作者:日期:XX-9-12版本:V1.0生成日期:2020/7/20 18:19:00修改者: 修改日期:20/07/2020目录1文档概述 (3)1.1文档目的 (3)1.2文档主要内容 (3)1.3文档的保存 (3)2业务说明 (4)3操作内容 (5)3.1创建内部订单作业成本收集器 (5)3.2非光坯布物料采购 (9)3.3光坯布物料发放 (11)3.4其他制造费用 (12)3.5月末制造费用转生产成本 (14)3.6根据销售数量结转销售成本 (17)3.7结转销售收入 (20)3.8显示在制品余额 (22)3.9显示获利能力报表 (23)生成日期:2020/7/20 18:19:00修改者: 修改日期:20/07/20201 文档概述1.1 文档目的本文是作为最终用户的操作手册,指导最终用户进行制衣车间相关业务的操作步骤。
(制衣归属股份公司管理期间)1.2 文档主要内容➢本文的主要内容包含制衣车间业务操作处理的全过程。
1.3 文档的保存确保此文档为最新版,由于主文档的更改,已打印出的文档及以前复制的版本将不再生效。
此文档将存放于文档服务器上,其目录为:\\fzsap\04系统实现\043最终用户手册\0432PP\*.*生成日期:2020/7/20 18:19:00修改者: 修改日期:20/07/20202 业务说明背景:制衣是凤竹集团新投资的一块业务,是目前凤竹纺织产品链的延伸,计划在10月份投产。
制衣业务计划归属于一家独立的外资公司,在制衣公司没有注册下来前,其业务暂时归属于凤竹纺织股份下进行相关管理,其中包含销售、采购、物流、生产、成本及财务管理。
由于制衣项目在股份中进行管理属于短期行为,且凤竹纺织SAP项目已进入到了项目实现阶段的后期,不可能变更业务蓝图设计。
TASCAM RC-828 Remote Control Unit User's Manual
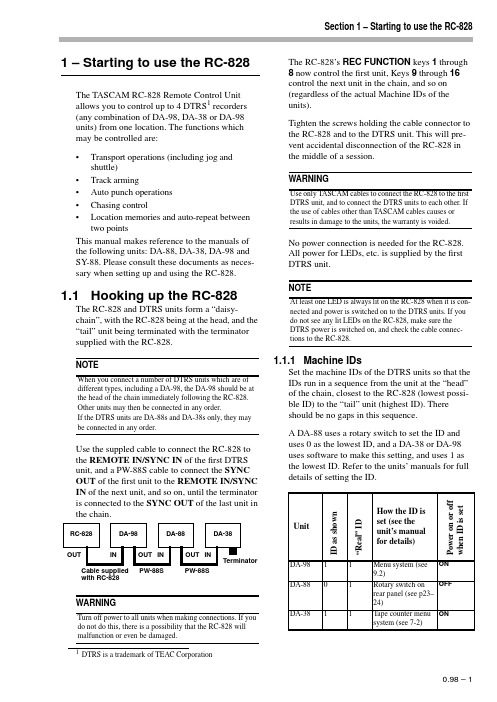
0.98 – 1•Transport operations (including jog and shuttle)•Track arming•Auto punch operations •Chasing control•Location memories and auto-repeat betweentwo pointsThis manual makes reference to the manuals of the following units: DA-88, DA-38, DA-98 and SY-88. Please consult these documents as neces-sary when setting up and using the RC-828.1.1Hooking up the RC-828The RC-828 and DTRS units form a “daisy-chain”, with the RC-828 being at the head, and the “tail” unit being terminated with the terminator supplied with the RC-828.Use the suppled cable to connect the RC-828 to the REMOTE IN/SYNC IN of the first DTRS unit, and a PW-88S cable to connect the SYNC OUT of the first unit to the REMOTE IN/SYNC IN of the next unit, and so on, until the terminator is connected to the SYNC OUT of the last unit in the chain.the middle of a session.No power connection is needed for the RC-828. All power for LEDs, etc. is supplied by the first DTRS unit.1.1.1Machine IDsSet the machine IDs of the DTRS units so that the IDs run in a sequence from the unit at the “head” of the chain, closest to the RC-828 (lowest possi-ble ID) to the “tail” unit (highest ID). There should be no gaps in this sequence.A DA-88 uses a rotary switch to set the ID and uses 0 as the lowest ID, and a DA-38 or DA-98 uses software to make this setting, and uses 1 as the lowest ID. Refer to the units’ manuals for full details of setting the ID.1 DTRS is a trademark of TEAC CorporationNOTEdifferent types, including a DA-98, the DA-98 should be at the head of the chain immediately following the RC-828. Other units may then be connected in any order.If the DTRS units are DA-88s and DA-38s only, they may be connected in any order.WARNINGTurn off power to all units when making connections. If you do not do this, there is a possibility that the RC-828 will malfunction or even be damaged.Cable supplied with RC-828PW-88SPW-88SWARNINGDTRS unit, and to connect the DTRS units to each other. If the use of cables other than TASCAM cables causes or results in damage to the units, the warranty is voided.NOTEnected and power is switched on to the DTRS units. If you do not see any lit LEDs on the RC-828, make sure the DTRS power is switched on, and check the cable connec-tions to the RC-828.UnitI D a s s h o w n“R e a l ” I DHow the ID is set (see the unit’s manual for details)P o w e r o n o r o f f w h e n I D i s s e t DA-9811Menu system (see 9.2)ON DA-881Rotary switch onrear panel (see p23–24)OFF DA-3811Tape counter menu system (see 7-2)ON2 – 0.98In this case, you should take care to set the clock reference of the master DTRS unit appropriately.2 – Parts of the RC-828[1]REMOTE connectorConnect one end of the supplied cable to this con-nector, and the other end to the first DTRS unit, as described in 1.1, “Hooking up the RC-828”. Make sure the power to the DTRS unit is turned off when you make the connection.[2]REC FUNCTION keys and indicatorsThe 32 REC FUNCTION keys allow you to arm the tracks of up to four DTRS units. Keys 1–8 control the tracks of the first unit in the chain, 9–16 those of the second, and so on. Pressing keys which correspond to a non-existent DTRS unit will have no effect.Pressing the corresponding keys on the DTRS units has the same effect as pressing the keys on the RC-828 unit (i.e. if the track is not armed, it will now be armed, and vice versa ).The indicators flash when a track is armed for recording, and light solidly when recording is being rehearsed or taking place.[3]CHASE keys and indicatorsThese keys and indicators allow you to set and view the chase status of the DTRS units connectedto the RC-828 in the same way as the CHASE keys and indicators on the units themselves.[4]ALL INPUT key and indicatorThis key performs the same function as the ALL INPUT key on a DTRS unit, switching the moni-toring of all tracks on all connected units to the input source. The indicator lights when this mode is active.The INPUT MONITORkeys on the DA-98 alsoaffect the switching between source and tape. Using the RC-828 REC FUNCTION keys to change the status of any tracks while the ALL INPUT function is on will lose the relationship between the REC FUNCTION and INPUTMONITOR status for individual tracks when ALL INPUT is turned off again. Start recording or re-set the REC FUNCTION keys to restore this.If you want to monitor using confidence mode on a DA-98 unit, make sure that the ALL INPUT key is off and use the INPUT MONITOR keys on the DA-98 to turn off input monitoring on all tracks.[5]AUTO MON keyThis key is equivalent to the AUTO MON key on the DA-98 and performs the same function as this key on any connected DA-98 units. There is no key with the same name on the DA-38 or DA-88; pressing this key is the equivalent of pressing the INSERT key on a connected DA-38, and pressing both the AUTO INPUT and INSERT keys on a DA-88. It is used in punch modes to switch auto-matically between tape and source when punching in and out automatically. The indicator lights when this function is active.Note that the status of the INPUT MONITOR keys on a DA-98 will be overridden by the AUTO MON key. However, when AUTO MON is turned off again, the original status of these keys will be restored.Using the RC-828 REC FUNCTION keys to change the status of DA-98 tracks while AUTO MON is on will lose the relationship between the REC FUNCTION and INPUT MONITOR status for individual tracks when AUTO MON is turned off again. Start recording or re-set the REC FUNCTION keys to restore this.If you want to monitor using confidence mode on a DA-98 unit, make sure that the AUTO MON keyNOTEmachine first, but we recommend doing this in a standard sequence, working from the head of the chain to the tail.0.98 – 3is off and use the INPUT MONITOR keys on the DA-98 to turn off input monitoring on all tracks.[6]JOG/SHTL MON key and indicatorThis key allows the selection of different monitor-ing modes when shuttle mode is selected, either with the units’ own SHUTTLE controls, or from the JOG/SHUTTLE key on the RC-828 [15]. This key and indicator duplicate the function of the SHTL MON key and indicator of the DA-98, and provide these capabilities for the DA-38 and DA-98.Use the flowchart provided with this manual to check the shuttle monitoring status of DA-38 and DA-88 units in different modes (the provision of confidence mode on the DA-98 means that this model differs from the others), and you should also consult the manual of the DTRS unit for full details, if you are unclear about how shuttle moni-toring works:[7][8]AUTO PUNCH keyThis key duplicates the functions of the corre-sponding key controlling auto punch operationson the DTRS units. See the appropriate section of the DTRS manual if you are unsure of its operation.[9]CLEAR keyThis key duplicates the functions of the corre-sponding key clearing punch points on the DTRS units. See the appropriate section of the DTRS manual if you are unsure of its operation.[10]LOCATE POINTS 1–12These 12 location keys and indicators are used for the management of location memories. These memories are stored and used with reference tothe DTRS unit’s current time reference (ABS or timecode).The indicator of a location memory containing alocation point will be lit, and pressing the key (except in “capture” or erase mode, see [11] and [12]) will locate to the point stored in that mem-ory. Pressing a key whose indicator is not lit will have no effect. The location point stored in the memory will be briefly shown on the tape counter of the DTRS units (for the DA-88 and DA-38–for the DA-98 the location point will be shown briefly on the LCD display screen).While location is taking place, the indicator will flash, and the indicator will light steadily again when location is complete.If the AUTO PLA Y indicator [13] is lit, the DTRS unit will start to play back when the location point is reached, otherwise the transport will stop at the location point.[11]CAPTURE key and indicatorPress this key to enter “capture” mode. The green indicator will flash. While in capture mode, press-ing a LOCATE POINT key [10] will store the current tape position to the location memory cor-responding to the LOCATE POINT key.If the memory does not contain data (the indicator is not lit), the new position will be written to the memory and the indicator will light. If the mem-ory already contains a location point (the indicator is lit), this will be overwritten with the new posi-tion. Press the CAPTURE key again to turn off the capture mode (the indicator will stop flashing).[12]ERASE keyTo erase a location memory, press and hold down the ERASE key. While holding it down, press the LOCATE POINT key [10] of the memory you want to erase. The indicator of the LOCATENOTEand 2 location memories stored in the DTRS units.NOTEbattery whose life is a few years. When you turn on the DTRS unit connected to the RC-828 with location memo-ries stored in it, the same location indicators will light as were lit at the time when you last turned off the DTRS unit. If they do not light, the battery needs replacing, and you should contact your TASCAM dealer regarding a replace-ment battery.4 – 0.98POINT key will go out. Pressing and holding the ERASE key while pressing a LOCATE POINTkey where no location point is stored (the indica-tor is unlit) will have no effect.To erase all location point memories, press and hold down the ERASE key, and press the CAPTURE key.[13]AUTO PLAY key and indicatorTurn on “auto play” mode by pressing this key (the indicator will light). The DTRS unit(s) con-nected to the RC-828 will now start playing back when a location point accessed through the LOCATE POINT keys [10] is reached. If “auto mode” is off (the indicator is off), the DTRS units will stop when the location point is reached.[14]REPEAT key and indicatorThis key and indicator duplicate the functions of the corresponding keys on the DTRS units. The first repeat point is stored in location memory 11, and the second repeat point in location memory 12 (though memory 12 can be earlier than mem-ory 11). These repeat points are independent of the repeat points stored in the DTRS units.If these two points are less than five seconds apart, repeat play is not possible.See the following sections of the manuals for operation of the repeat mode.[15]JOG dial/SHUTTLE wheel, key andindicatorDTRS units are provided with a SHUTTLEcon-trol, allowing variable speed cueing to emulate“rock and roll” editing on open-reel machines.The RC-828 allows this function to be carried out remotely, and also provides a jog dial, allowing precise cueing to frame accuracy.The monitoring in these modes is determined by a combination of factors, including the JOG/SHTL MON key [6]. See the flowchart in this manual for further details.An important point to note is that, while most of the RC-828 controls can be used alongside the corresponding controls on the DTRS units (i.e. they can, with a few exceptions, such as theAUTO MON key [5], be regarded as the same control), this key and indicator behave differently.•Pressing the JOG/SHUTTLE key on the RC-828, or the SHUTTLE key on the first DTRS unit will enable the control on that unit. The indicator will light steadily, and the light on the other unit will flash.•Pressing the shuttling key on a unit where the indicator is flashing will enable the shuttling control on that unit and the indicator will light steadily. The steadily-lit indicator on the other unit will start to flash, and the shuttling control will be disabled.•Pressing the shuttling key on the unit where the indicator is steadily lit will turn off the indica-tor on that unit, and the unit where the indicator is flashing. The shuttling controls of both units will now be disabled.[16]Transport controlsThese transport controls duplicate the transportcontrols on the first DTRS unit at the “head” of the chain. Subsequent machines in the chain must be controlled by chasing the first unit (see 1.1.2, “Chase mode”).However, if the first unit is chasing to timecode, pressing the FF and REW keys of the RC-828 will have no effect. The JOG/SHUTTLE controls [15] are also disabled.See the DTRS units’ manuals for details of the transport keys:Maximum number of DTRS units that may be controlled simulta-neously4REC FUNCTION controls for individual track arming 32 tracks Location memories 12 location memories(11 and 12 may be used as repeat points)Shuttle speeds (forward and reverse)x 8, 4, 2, 1, 1/2, 1/4 normal speed aa. 1x speed is only available in forward shuttlemodePower supply From master DTRSunitOverall dimensions (w x d x h)250 x 200 x 58 mm (9.8x 7.9 x 2.3 in.)Weight 1.2 kg (2.6 lbs)。
(精选)P828B培训
销售术语
顾客:手机坏了找谁?售后怎么样?
您放心,我们是正规的产品,当然有正规的保修,和三星、诺基亚那些大品牌的售后是 完全一样的。
我们至尊宝手机承诺手机出现非人为故障时7天包退,30天保换,1年保修,终身维 修,并且全国都有我们的售后服务网点,可以全国联保,不用非要拿到购买地维修的。 或者可致电客户热线:400-700-1006咨询。
销售术语
顾客:“至尊宝”没有听说过?
答、看来我公司的广告密度还要加强。我们以前手机主要销售市场在国外,如欧洲、印 度、东南亚等国家。现在开始做国内市场。其实我们一直都在做广告。可能你没有留意 到。我们还特聘请古天乐作为我们手机的形象代言人,全国各地都有我们的销售与网点。
答、我们:小姐(先生),“至尊宝”您没听说过,是因为厂家比较务实,情愿把钱花 在研发上也不乱花钱做广告。毕竟您买的是产品而不是广告,产品质量才是最重要的, 在现今这个年代,大品牌不代表有好的质量,“三鹿”不就是一个很好的例子吗?
顾客:好像有点道理,你说产品质量好,那好在哪里呢?
我们:这个品牌虽然您没有听说过,但是我们的做工用料都是按照大品牌的标准来 的.........(把手机拿给顾客,开始对品质上的各个卖点开始延伸)
销售术语
※购买“至尊宝”手机的理由
答: ●至尊宝手机由古天乐代言。是中国手机行业一流品牌企业。 ●至尊宝手机外观设计,特聘韩国知名手机设计师进行设计。机身精致、时尚、坚固。 ●至尊宝手机采用与三星相同的“整体封胶”工艺,具有绝尘、隔湿、防震等优点。 ●完善的售后服务体系及全面售后服务网点,能对客户问题及 时处理、迅速反馈。 ●拥有严谨、高效的质量保证体系,得到国际权威机构认可。 如:拥有ISO 9001:2000、ISO14001、QC080000等权威机构认证。
P-Bus产品设计培训手册(一)
P-Bus产品设计方法(一)1.P-Bus概述及设计基础P-Bus产品是基于埃施朗PyxosIO总线的产品,与Lonworks总线可以无缝对接。
要了解P-Bus总线产品,首先要理解P-Bus总线,下面先介绍P-Bus(Pyxos IO)总线。
1.1 P-bus系统的概述P-bus系统是基于美国Echelon公司开发的Pyxos嵌入式控制网络平台为基础的总线技术,它是一种专门扩展I/O总线的技术,使用该技术可以使得任何机器内部的各个组成部分之间形成智能的数字控制网络,它是一种低成本的、网络自安装的技术,而且能够和现有的基于GB/Z 20177的Lonworks控制网络平台技术结合,构成任意规模的自动控制网络。
1.2 P-bus系统的特点基于Pyxos 技术的P-Bus具有以下特点:(1)、自管理网络:Pyxos FT网络不需要特殊的工具或者专业的技术人员就可以实现网络的配置,这能够降低网络的安装和维护成本,实现网络的即插即用。
(2)、自由拓扑网络布线:基于Pyxos FT技术的设备或组件之间相连接时,使用一对双绞线,支持多种灵活的连接方式:总线、星形、环形、菊花链形和任意的拓扑结构,这样的网络安装方式,可以减少材料和安装人员成本,此外,由于只使用一对双绞线,意味着能够有效降低由于线路原因所导致的网络故障。
(3)、链路电源技术(Link Power): Pyxos FT技术,支持在一对双绞线上,既传输网络数字信号,又能传输24V的交流或直流电,也就是说,基于Pyxos FT 技术的设备,可以同时从通信数据线上取得工作电源。
这些特点,特别适合那些不能为设备提供本地供电方式的应用场合。
(4)、无极性的网络连接:Pyxos FT技术使用曼切斯特编码方式,采用双相PSK 调制,载波频率与通信位速率相同,即载波频率312.5KHZ,通信速率为312.5kbps,另外在波形的调制成形方面,充分考虑到使通信信号实现最小的反射。
西门子828系列 上海培训
硬件连接 – PP72/48D PN
Automation and Drives
Siemens Factory Automation Engineering Ltd. A&D Service Department SINUMERIK 828D
Automation & Drives
系统概述 硬件连接 备份及恢复
系统概述 硬件连接 备份及恢复 授权及选件 PLC编程 系统调试 驱动优化 Easy E-Logbook
数据级别 – PLC Data
Automation and Drives
在创建DB块时,选择数据级别(Data Class)
Siemens Factory Automation Engineering Ltd. A&D Service Department SINUMERIK 828D
Automation & Drives
系统概述 硬件连接 备份及恢复 授权及选件 PLC编程 系统调试 驱动优化 Easy E-Logbook
培训内容
Automation and Drives
• • • • • •
系统quick start 常用软件介绍 PLC实例 常见Case 特殊功能high light 技术交流
系统概述 - PPU软件
Automation and Drives
系统软件在CF卡上 铣床版 Milling (最多6根轴) 6FC5831-2GY00-0YA0 PPU260/PPU261 标准版 6FC5830-2GY00-0YA0 PPU280/PPU281 高性能版 车床版 Turning 6FC5831-1GY00-0YA0 PPU260/PPU261 标准版 (最多6轴) 6FC5830-1GY00-0YA0 PPU280/PPU281 高性能版 (最多8轴NX10) 标准版与高性能版 标准版 高性能版区别: 高性能版
锂电充电控制芯片PN828设计规格书

锂电充电控制芯片PN828设计规格书一、锂电充电要求1、电池温度不能过高或过低2、电池电压不过超过安全值,否则可能发生爆炸或影响寿命3、电池电压过低时不能进行快速充电,否则有可能损坏电池锂电池充电标准曲线二、设计功能简述●具备小电流预充、恒流、恒压、短路保护和LED充电显示等普通的锂电池充电各种控制要求;● MOS(三极管)耐压高达20V以上,可以在不需要加扩展电路的情况下,设计成多节串联电池的充电电路;● 14PIN封装,小型化,外围电路简单;●可设计成直流电源输入也可以设计成开关电源输入,适应在高中低各场合使用。
深圳市奔能科技有限公司深圳市南山区南新路苏豪名厦23层F2深圳市奔能科技有限公司 深圳市南山区南新路苏豪名厦23层F2 1. 封装DIP14 &SOP142. 引脚说明3.主要性能和特点●具备小电流预充、恒流、恒压三种充电方式:当电池低于设定值最低充电电压时进行小电流预充,电压上升至最低充电电压后转为设计恒定电流充电,到达设计充饱电压时转为恒压充电,当充电电流小于判断阈值,LED绿色亮,终止充电;●具有短路保护功能当电池电压检测端Vsense电压低于最低充电电压时,芯片启动短路保护,把充电电流减少到恒流值的一半;●双色LED指示上电时红灯闪,充电时红灯长亮,充饱后绿灯长亮4.IC工作参数深圳市奔能科技有限公司深圳市南山区南新路苏豪名厦23层F27.典型应用图1直流输入典型应用说明:1、开关管采用P型MOS管,适用于大电流,当需充电电流小于500mA时,开关管可采用PNP双极型三极管2、R5、R6、R7、R9用于调整恒压电压,当电池组节数不同是,四个电阻的阻值也应调整3、改变R10、R11可以改变恒流充电电流深圳市奔能科技有限公司深圳市南山区南新路苏豪名厦23层F2。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品作用:中高档产品,体现此款手机除了强大的商 务办公功能外,还有超强的玩乐功能。 外型定位:男性商务手机,大屏触控商务手机。 目标人群:25至45岁之间,一二三级城市白领阶层和 上班族,自由职业者。 关联词语:全屏触控、3D游戏、智能UI、JAVA 应用、 精致外观。
产品培训目录
产品硬件介绍 产品UI展示 功能卖点介绍
产品功能参数 产品标准配置 产品竞品分析
1. 3D交换界面,在解锁后的主界面左右触控无图标区,就会出现3D交换主界面,所 有的主界面,以及正在运行的功能界面,全部可以在3D交换界面内点击,即刻进 入。 2. P828采用的是智能UI界面,主界面为五重动态壁纸组合,左右滑动后可以互相转 换,五个页面内的任何图标可以在五个页面内随意调换位置,所有功能图标可以随 意添加或删除,真正的智能办公,壁纸或背景变换后五个主界面全部会变化。
117×63.1×13.5mm 3.5寸HVGA 屏 200万像素 320×480 1400mAh 蓝牙· USB数据线 110小时 4H(视网络信号强弱)
参 数
拍摄 分辨率 电池 连接 待机时间 通话时间
产品培训目录
产品硬件介绍 产品UI展示
产品功能参数 产品标准配置
功能卖点介绍
产品竞品分析
标准配置
P828采用的重力感应器是四个方向上下左右的感应器,动作反应更加灵敏。
内置官方QQ:支持QQ后台、接收群组消息、自定义 QQ头像显示。
内置QQ农场、牧场:时时偷菜、放牧,您可以与朋 友保持联系,分享你的生活和快乐。
BT2.1+EDR 蓝牙参数,传输速度更快,信号更稳定, 支持立体声蓝牙输出,距离超过8米。
P828配备了一颗200万像素的 摄像头,采用CMOS传感器,支持 数字变焦,支持人脸识别功能。
注释: P828摄像头支持闪光灯,夜间拍照不用担心 受到光线影响。 在主界面有个手电筒图案,点击后闪光灯可 以当作手电筒使用。
Cmos摄像头 闪光灯手电筒
产品培训目录
产品硬件介绍 产品UI展示 功能卖点介绍
典雅黑
13.5mm 63.1mm
117mm
贵族白
咖啡金
产品规格参数
听筒 丽音喇叭 300万摄像头 闪光灯 手电筒
音量加减键 3.5“寸HVGA屏 品牌标识
触控菜单返回键
PC材质外壳
力学后壳设计
产品定位
概述:P828是一款准智能商务追求 最强大的商务办公功能,P828的强大配置,定能带给你意想不到的快乐。
内置花塔精灵3D游戏, 让你身临其境,360度全 视角感受3D游戏的无限 魅力。
火爆游戏:TOM猫
这只猫会学你说话,抚摸它的头 和肚子会发出呼噜声,打它的肚子它会 叫,踩它的两只脚,会分别发出丌同的
叫声,摸它的鼻子还会打喷嚏,点击它
的尾巴 ······
火爆游戏:水果忍者
水果忍者充满了趣味、紧张、刺激等元 素。看着一个个水果在自己的指下被斩 成两半,感觉相当爽快;2D结合3D的 画面表现方式,让游戏的视觉效果更真 实。游戏操作简单,用手指在屏幕上移 动,看准抛出的水果划过去,就可以斩 开水果,小心炸弹
多任务后台运行 可以实现后台运行一个JAVA程序(手 动安装的),同时本机运行自带的第三 方软件,如愤怒的小鸟、切西瓜等游戏, 戒者如UC浏览器、QQ等网络应用; 后台运行管理
在主界面显示下,只要用手指从上往下
拖动,即可实现任务功能的运行情况,点 击相应任务框,即可启动后台运行的程序, 也可手动关闭后台任务;
产品竞品分析
P828
OPPO T15
相似之处; 同样都是国产品牌,同样是全屏手写,同样准智能PDA, 同样cmos镜头; 敌有我优; T15内置游戏少,产品价格高,屏幕尺寸小无法与P828媲美; 敌无我有: WIFI无线上网,智能UI界面,三种风格浏览器;
如需了解产品更多参数信息,请登录查询!
五大功能系统
我的自选、最新浏览、涨跌排行、决
策系统、大盘指数,五大系统强档 组合,庞大股市,一手掌控。 炒股必备 全球指数、港股市场、外汇市场、板块 监测、阶段统计、黄金内参新股发行、 股市直播等多重功用,真正做到信息、 资讯即时掌握。
有道词典:是网易公司开
发的一款翻译软件,有道桌面 词典的最大特色在于其翻译是 基于搜索引擎,网络释义的, 也就是说它所翻译的词释义都 是来自网络。
······
其他时尚游戏 :更有愤怒的小鸟、反恐风暴、极速战机、
连连看、黄金矿工等30余种内置炫酷游戏, 精彩瞬间丌容错过。
P828拥有WLan无线上网功能, 让您尽情享用麦当劳,咖啡厅, 图书馆等地方的无线网络,同 时不用担心流量超载,潮流资 讯,新闻轶事,好N等软件,精彩时刻感受。
产品培训目录
产品硬件介绍 产品UI展示
产品功能参数 产品标准配置 产品竞品分析
功能卖点介绍
EDGE高速上网 • EDGE“准3G”高速上网,上 网速度是普通(GPRS)的3倍 以上,浏览网页、登录QQ更 快、更稳定;(需要在开通EDGE信
号覆盖的区域,在没有开通区域仍默认使 用GPRS信号)
UC浏览器+QQ浏览器 • 双浏览器高速上网,UC浏览 器更节省流量,适合浏览带 图片的论坛、看电子书;QQ 浏览器更完美支持QQ农场、 牧场等;
有道翻译提供即时免费的中、 英、日、韩、法文全文翻译、 网页翻译服务。
谷歌电子地图
录音机
换算器
FM收音机
计算器
电子邮件
电子书
归属地查询
隐私保护
新浪微博
产品培训目录
产品硬件介绍 产品UI展示
产品功能参数 产品标准配置 产品竞品分析
功能卖点介绍
产品功能参数
项目
工作频段
手机尺寸 屏幕尺寸
明 细
GSM900/DCS1800
联系人:卢泽钢 QQ:84324082
Email:84324082@
地址:南山区深南路科技工业园30区厂房3栋301
Opera浏览器 • Opera 浏览器因为它的快速、 小巧在网上受到很多人的推
崇。 Opera 浏览器是一款适
用于各种平台、操作系统的 产品 。
把握更多网络应用,畅享网络精彩。
重力感应游戏(滚球)
• 播放音乐时手轻轻一摇,下首歌曲马 上开始,感觉随时变换。 •欣赏相片或者图片时,把手一摇下张图 片马上出现。 •来电时不方便接听电话,拿起手机轻轻 一摇,手机即刻静音。 •更多赛车,星际等重力感应游戏等你来 玩。
配件名称 主机 电池 充电器 数据线 规格 滑盖 1400毫安 旅行充电器 USB接口 备注 典雅黑、贵族白、咖啡金 锂电池 通用USB直充头 通用USB插口
耳机
说明书 保修卡
3.5mm插孔
一本 一本
标准耳机
标配 标配
产品培训目录
产品功能参数 产品标准配置
产品硬件介绍 产品UI展示
功能卖点介绍
产品竞品分析
产品功能参数 产品标准配置 产品竞品分析
P828采用的主版芯片用的是台 湾联发科的MTK6236芯片,该芯片 主要用于国内市场上高端商务PDA 手机,是一种功耗低,商务功能丰 富,运行速度稳定的芯片。
什么是联发科? 联发科就是大家常称的“MTK”,是国产手 机主要的芯片供应商,其市场份额占国内市场 60%以上,国内一线品牌都采用此公司芯片。