预置时间标准法(PTS)—MOD法共20页
PTS预置时间标准法介绍(doc 10页)
PTS预置时间标准法介绍(doc 10页)PTS法(預置時間標準法)一,預置時間標準法1.預置時間標準法的概念預置時間系統(Predetermined Time System)簡稱PTS,是國際公認的制定時間標準的通用技術手法。
它利用預先為各种動作制定的時間標準來確定各种作業時間,而非通過現場觀測進行分析。
當IE技術發展到時間分析階段時,歐美國家的學者,特別是企業就在努力研究尋找將動作賦予時間的方法,因為當所有作業動作時間成為某一標準的常量時,那麼任何作業就可以預置其作業時間。
基于這一想法,到近代為止由歐美企業研究發明了多种PTS方法。
其中包括MTA法,WF法,MTM法,MOD法等40餘種PTS方法(表1-1)。
表1-1PTS 法名稱英文名發明時間原創人數據來源動作時間分析(MTA) Motion TimeAnalysis1924年西格Segur 電影的微動作分析,波形自動記錄圖工作因素系統(WF) Work Factor sys-tem1934年奎克J.H>Quick謝安Shea柯勒Koehler用頻閃觀測器攝影的現場作業片方法時間衡量(MTM) Methods TimeMeasurement1948年梅納德Maynard斯坦門Stegemerten斯克布Sehwak由現場作業片進行的時間分析模特法(MOD) , dularArrangement ofPredeterminedTime Standard1966年海特博士G.C.Heyde由現場觀察作業動作及模似作業隨著科技的發展及國際經濟的一體化,產品的生命周期及產量朝著周期短,批量小的主向發展,上述方法的前三種由於設定程式複雜,已無法適應現在企業所面臨的市場現實,如果標準時間還未擬定出而生產已完成了, ST就失去了其固有的意義,因此基於我國國情與現場IE管理實踐向企業推薦第四種方法,即MOD 法,MOD法具有簡便,易行,低成本,高效率制定時間標準的特點,且易於掌握運用。
预置时间标准法(PTS)

H M3P0
中 山 协 力 企 业 管 理 顾 问 有 限 公 司
两手同时动作
两手同时动作的条件 同时动作 可能 可能 不可能 一只手的终结 动作 GO PO G1 GO PO G3 P2 G1 P5 另一只手的终结 动作 GO PO G1 G3 G3 P2 P2 P5 P5
两手同时作业的时间值。 两手同时作业的时间值。 时间值以用时较长的一方为准。 时间值以用时较长的一方为准 。 同时注意两个动 作的次序, 作的次序,同时动作时的作业方法会影响到最终时间 结果。 结果。
终 结 动 作
抓取G 抓取G
放置P 放置P
不太需要注意力
需要注意力
中 山 协 力 企 业 管 理 顾 问 有 限 公 司
模特法的动作分类
身体及其他动作( 种 身体及其他动作(10种):
重量因素
用眼
判断
加压力
走步
弯曲—站起 坐下—站起 弯曲 站起 坐下 站起
(往复) (往复) 往复) 往复)
2~6kg
中 山 协 力 企 业 管 理 顾 问 有 限 公 司
模特法的动作分类说明
辅助动作重量因素L1 辅助动作重量因素L1
有效重 量 判断标 准 < 2kg 不考 虑 2-6kg L1 6-10kg 10kg L1× L1×2 10kg以上每加 10kg以上每加 kg 4kg 增加1 增加1MOD
负
重
状
判断动作D3 判断动作D3 加压动作A4 加压动作A4
旋转动作C4 旋转动作C4
中 山 协 力 企 业 管 理 顾 问 有 限 公 司
MOD法的应用 MOD法的应用
见案例 制定标准时间 PTS的方法得到的作业时间直接就是正常作 用PTS的方法得到的作业时间直接就是正常作 业时间, 业时间,不用评价只须对其进行宽放就可以得到 标准时间(ST) 由公式可知。 标准时间(ST),由公式可知。 标准时间(ST) 正常作业时间× 1+宽放率 宽放率) 标准时间(ST)=正常作业时间×(1+宽放率) 现场改善平衡生产线 量化管理科学改善的第一步就是准确把握 问题现状,PTS法客观公平准确实现这一目标 法客观公平准确实现这一目标。 问题现状,PTS法客观公平准确实现这一目标。
预定时间标准法-mod模特法-工业工程
将垫圈套在螺栓上; 向轴上涂油; 把烙铁放在烙铁架上; 将作业完了的零件放在传送带的指定位置 用笔尖触及写字的位置
*
需要注意力的放置 P5
P 5
(注意)
将物体正确地放在所规定地位置或进行配合的动作; 比P2更复杂,常需要伴有两次以上的修正动作; 自始至终需要用眼睛观察;动作中产生犹豫;
将螺丝刀的头放入螺钉的沟槽中; 把飞轮套在轴上; 把旋钮装在电位器轴上; 把导线焊到印刷电路板上; 把产品铭牌装在规定的位置; 装插头; 把外存储器装在规定的位置上。
*
简单放置 P0
P 0
把抓着的物品运送到目的地后,直接放下地动作。 不需要用眼注视周围的情况; 放置处无特殊要求;
将拿着的旋具放到桌子旁 将传送带送来的零件放在自己面前 将用完的辅助支架放到传送带上 将要检查的零件抓起,堆放在面前
*
需要注意力的放置 P2
P 2
(注意)
往目的地放东西的动作,并需要用眼睛盯着看进行一次修正的动作。其时间值为2MOD。 P2动作适用于能够大体上确定物体位置或指定位置,虽有配合公差但配合不严的场合。
*
小臂的动作 M3
将肘关节做为支点,肘以前的小臂(包括手、手指)的动作。每动作一次定为M3,时间值是3MOD,移动距离为15cm。 由于手和小臂动作的方向关系,肘关节多少要前后移动。肘关节的前后移动看作是主动作M3的辅助动作。 M3的移动动作范围内,将可能的作业区域叫正常的作业范围。
*
大臂的动作 M4
G 0
碰推键; 用手指接触垫圈; 碰放在桌上的橡皮; 推放在夹具上的印刷电路板; 用两手推卡片的左、右侧面;
*
简单抓取 G1
G 1
用手指、手简单地抓地动作。时间值为1MOD。 在自然放松条件下用手或手指抓取物件的动作,没有一点踌躇现象,在被抓物件的附近也没有障碍物;
预置时间标准法(PTS)—MOD法
1936年 1926年
預置時間標准法(PTS) ----MOD法
6
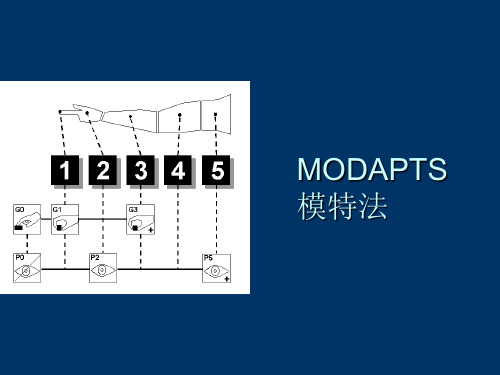
2 、模特法的動作分類及其代號:
模特法把動作分為21個,每個動作以代號、 圖解、符號、時間值表示(下圖)。
移動動作:1MOD=0。129秒 基本動作:M1 手指的動作 M2 手腕的動作 M3 小臂的動作 M4 大臂的動作 M5 伸直的手臂
(2)、可以對作業內動素進行詳細時間預定,最大限度的 提供了方法优化与評比的 可能,從而确定最合理、高效 的作業方法.
(3) 、不用秒表在生產前确定標准時間,制定作業標准.
(4) 、不需要時間分析中對觀測時間的評比与修正,可 直接求得正常時間,只需要寬放一步即可求得ST.
(5) 、隨著作業方法的變更而修訂作業標准時間,因此 PTS是生產線的流程再造及平衡改善時最方便的評估与 設定手法.
左手動作
右手動作 標記符號 MOD
抓零件M3G1 抓螺絲刀M43 M3G3M4G3 13 (左手先動)
抓零件AM3G3 抓零件BM4G3 M4G3M2G3 12 (右手先動)
預置時間標准法(PTS) ----MOD法 14 B : 基本動作---下肢和腰的動作
預置時間標准法(PTS)
3
4、預置時間標准法(PTS)有如下作用:
(1)它是分析和改善工作方法的一种實用工具。
(2)可以在生產開始前設計工作方法,并預知 其時間值。
(3)在制定標准時間時,由于能精确的說明動 作并加上預定工時值,因而有可能較之用其它 工作測定方法,提供更大的一致性。而且,不 需對操作著的努力程度進行評价,就能對其結 果在客觀上确定出標准時間。
2、預置時間標准法(PTS)特點:
PTS法最大的特點就是不用秒表就可以准 确預定作業時間,并且不需評比,這樣給標准時 間的設置帶來极大效率,同時也保証了公平性 与客觀性.
MOD法培训教材[1]
![MOD法培训教材[1]](https://img.taocdn.com/s3/m/7b6a1cd765ce050876321376.png)
Ø 可以不用秒表,在工作前就决定标准时间,并 制定操作规程;
Ø 当作业方法变更时,必须修订作业的标准时间, 但所依据的预定动作时间标准不变;
Ø 用PTS法平整流水线是最佳的方法。
MOD法培训教材[1]
模特法MODAPTS
L1 重量要素
E2 眼 R2 改抓 D3 判断 A4 压力(按) C4 回转 B17 弯曲 起来 SM30OD坐法培训起教来材[1]
MODAPTS基本图
移
动 动
5cm 2.5cm
15cm
30cm
45cm
作
M1
M2
M3
M4
M5
G0 终
结
动
P0
作
G1
需要注
G 3 (注意)
意力的
动作
不需要 注意力 的动作
– 将螺丝刀的头放入螺钉的沟槽中; – 把飞轮套在轴上; – 把旋钮装在电位器轴上; – 把导线焊到印刷电路板上; – 把产品铭牌装在规定的位置; – 装插头; – 把外存储器装在规定的位置上。
MOD法培训教材[1]
移动动作与终结动作的结合
Ø 无论什么动作,移动动作之后, 必定伴随终结动作。
l 把开关拨到on(off)的位置;回转小旋钮;抓住 空气传动器的旋钮;用手指拧螺母;用手指擦 密封条。
l 手指动作M1表示手指的一次动作。对于用手指 将开关拨到on(off)或用手指旋转螺母时,要观 察手指进行了几次动作。
2.5cm M1
MOD法培训教材[1]
手腕的动作 M2
l 用腕关节以前的部分进行一次的动作,时间 值是2MOD,动作距离为5cm。
预定时间标准法与模特法

(4)简单放置 P0 ● 把抓着的物品运送到目的地后,直接放下的动作。 ● 该动作是放置动作中最简的一种,不需要用眼注视周围的情况;放置 处无特殊要求 ● 被放下的物体允许移动或滚动,因无需时间值,所以为0MOD。 ● 如: ——将拿着的工具放到房子旁; ——将传送带送来的零件放在自己面前; ——将用完的辅助支架放到传送带上; ——将要检查的零件抓起,堆放在面前; ——把撕下来的保护纸扔在垃圾袋里。
1 预定时间标准
1.1预定时间标准法的概念 ● 定义:预定时间标准是一种工作衡量技术,借助它根据人的 基本动作的时间(按动作的性质和进行动作时的工作条件分类) 来规定达到一定效能水平的作业时间 ● 是国际公认的指定时间标准的先进技术 ● 利用预先为各种操作所指定的时间标准来确定进行各种操作 所需要的时间,而不是通过直接观察和测定来确定 1.2预定时间标准法的特点 ● 在作业测定中,不需要对操作者的速度、努力程度等 进行评价,就能预先客观地确定作业的标准时间 ● 可以详细记述操作方法,并得到各项基本动作时间值, 从而对操作进行合理的改进 ● 可以不用秒表,在工作前就决定标准时间,并制定操作规程 ● 当作业法变更时,必须修订作业的标准时间,但所依 据的预定动作时间标准不变
左手 右手 其它动作 分析 MOD值
M4G1
M3G1
F3
M4G1
5
右手旋转动作时,左手拿物品放下:
左手 右手 分析 MOD值
M3G1M3P0
C4×2
C4×2
8
2.3.4其它动作一下肢及腰的动作(F3、W5、B17、S30) (1)蹬踏动作 ●将脚跟踏在板上,做足颈动作,时间值为3MOD。 ●从脚踝关节到脚尖的一次动作为F3,再抬起返回的动作又为F3 ——这个动作必须是脚跟不离踏板,否则就不是F3,F3是单程。
MOD法测定标准工时
預置時間標准法( 預置時間標准法(PTS) ----MOD法 ----MOD法 3 、模特法的動作分析: A : 基本動作---------上肢動作
1> 、移動動作 (1)手指的動作M1 (2)手的動作M2 (3)小臂的動作M3 (4)大臂的動作M4 (5)大臂盡量伸直的動作M5 (6)反射動作
10
模特 數 11 4 12 8 11 4 6
表達式
M4G1M4P2 BD M3G1M3
M3P5UT=1.25
M3G0M3P5 UT=1.25 BD M2G1M3P0
抓電批對准上 螺絲
等待 取成品于皮拉上
56*0.129+2.5=9.72s
總有效時間
1.25*2= 正常作業時間 2.5s
預置時間標准法( 預置時間標准法(PTS) ----MOD法 ----MOD法
預置時間標准法( 預置時間標准法(PTS) ----MOD法 ----MOD法 1 、表MODAPTS与其它方法比較 表MODAPTS与其它方法比較
項目
基本動作及附 加因素种類 不同的時間 值數字個數
5
MOD
MTM(MethodsMTM Time Measurement)
WF(Work WF Factor)
預置時間標准法( 預置時間標准法(PTS) ----MOD法 ----MOD法
2 >、終結動作: (1)触及動作G0 (2)抓的動作G1 (3)抓的動作G3(需要注意力) (4)放置、放下的動作P0 (5)放置動作P2(需要注意力) (6)放置動作P5(需要注意力) 3 > 、移動動作与終結動作的結合: 伸手拿螺絲釘的動作為:M3G1
MOD法 預置時間標准法(PTS) -MOD法 時間標准法(
预定时间标准法-mod模特法-工业工程

成本控制策略
基于MOD模特法的分析结果,企业可以制 定成本控制策略,通过优化生产计划、降低 库存、减少浪费等方式,降低生产成本。
05
预定时间标准法在工业 工程中的应用
预定时间标准法在生产效率提升中的应用
生产效率评估
预定时间标准法通过对生产过程 中的作业时间进行标准化测量, 评估生产线的效率,找出瓶颈环 节,为改进提供依据。
工业工程的应用范围
生产制造领域
针对生产制造过程中的问题,进行系统分析和优化, 提高生产效率和质量。
物流管理领域
通过对物流系统进行分析和优化,降低物流成本,提 高物流效率。
服务业领域
将工业工程的理论和方法应用于服务业,提高服务效 率和质量。
工业工程的历史与发展
工业工程起源
起源于20世纪初的美国,最初目的是提高生产效率,降低生产成本。
作业改善建议
根据预定时间标准法的分析结果, 提出针对性的作业改善建议,如 优化作业流程、提高作业速度等, 以提高生产效率。
培训与推广
通过培训和推广预定时间标准法, 提高生产人员的操作技能和工作 效率,进一步促进生产效率的提 升。
预定时间标准法在工艺流程优化中的应用
工艺流程分析
01
利用预定时间标准法对工艺流程进行全面分析,找出流程中的
01
与管理科学交叉
工业工程与管理科学相结合,可以实现 科学化、规范化的生产和管理,提高企 业的竞争力和盈利能力。
02
03
与环境工程交叉
工业工程与环境工程相结合,可以实 现绿色、可持续的生产方式,降低对 环境的负面影响。
谢谢观看
工业工程发展
随着科技和管理理论的不断发展,工业工程逐渐形成了完整的学科 体系,并广泛应用于各个领域。
工时测定MODAPTS法
MODAPTS 动作分析
移动动作与终结动作的结合
移动动作与终结动作的结合
无论什么动作,移动动 作之后,必定伴随终结 动作。
M1 M2 M3 M4 M5
G0 G1 G3 P0 P2 P5
移动动作和终结动作综合
轴和套的装配 把轴套放在A点上,为M3P5。到 B点时为少量插入轴中。从B点到 C点,要加算必要的移动动作 M2P0(或M3P0)。 若在B点放开手,套依靠自重自 然落下,则不需加算移动动作。
左手
记号
右手
记号
MOD数
什么都不做
什么都不做 什么都不做 什么都不做
BD
BD BD BD
伸手接触键
推 按 键 键 接触下一键
M3G0
M1P0 M2G0 M1P0
3
1 2 1
简单抓取 G1
G1
用手指、手简单地抓地动作。时间值为1MOD。 在自然放松条件下用手或手指抓取物件的动作, 没有一点踌躇现象,在被抓物件的附近也没有障 碍物;
★M5的动作一般不发生反射动作。
MODAPTS 动作分析 终结动作
G0,G1,G3 P0,P2,P5
触及 G0
G0
用手指或手去接触目的物的动作。这个动作没有 要抓住目的物的意图,只是触及而已。它是瞬间 发生的动作,所以没有动作时间。
–碰推键; –用手指接触垫圈; –碰放在桌上的橡皮; –推放在夹具上的印刷电路板; –用两手推卡片的左、右侧面;
MODAPTS 模特法
预定时间标准法(PTS)
定义: 预定时间标准是一种工作衡量技术,借助它根 据人的基本动作的时间(按动作的性质和进行 动作时的工作条件分类)来规定达到一定效能 水平的作业时间。
预定时间标准法(PTS)
预置时间标准法(PTS)—MOD法

13
標記符號
MOD
抓螺絲刀M4G1 M4G1
5
13
抓零件AM3G3 抓零件BM4G3 M3G3M4G3 (左手先動)
抓零件AM3G3 抓零件BM4G3 (右手先動)
M4G3M2G3
12
預置時間標准法(PTS) ----MOD法 B : 基本動作---下肢和腰的動作
預置時間標准法(PTS) ----MOD法 1 、表MODAPTS与其它方法比較
項目
基本動作及附 加因素种類 不同的時間 值數字個數
5
MOD
MTM(MethodsTime Measurement)
WF(Work Factor)
MTA
21种 8個
60年代
37种 31個
1948年
139种
291种
產生時間
NO 1 2 3 4 5 6 7
總模 特數
17
動作描述 (右手) 取半成品放入 夾具內 等待 抓電批至胸前
對准孔位上螺絲
動作描述 (左手) 等待 推夾頭夾緊
表達式
BD
M2G0M2P0 M2G3M2P5 M2G3M2P0 M2G0M2P5 M2G0M2P0 BD
模特 數 11 4 12 8 11 4 6
NO 1
15
例
右手M 左手BD
名 稱
延時
符號
BD
內容
表示一只手進行動作,另一只手處 于停止狀態,不給予時間
2
保持
H
表示用手拿著或抓著物物体一直 不動的狀態,主要指扶持与固定的 動作,不給予時間
指人的動作以外,机械或其他工藝 要求發生的,并非動作短短的固有 附加時間,需要准确測時.如机械的 工作時間、焊錫、鉚接 、測試、 涂油等
PTS预置时间标准法介绍
PTS预置时间标准法介绍PTS预置时间标准法主要基于以下三个核心原则:基线计划、资源配置和进度控制。
基线计划是指在项目开始时所制定的计划,用于规划项目的工作范围、活动和时间安排。
在制定基线计划时,项目团队需要定义项目的目标和交付物,并根据这些目标和交付物确定项目的活动和工作包。
基线计划一旦被批准以后,将成为项目的基准,任何后续的变更都需要经过严格的变更控制程序。
资源配置是指在基线计划中确定项目所需的各类资源,包括人力资源、物资和设备等。
资源配置需要根据项目的要求和约束来进行,以确保在项目执行期间资源能够得到合理的利用和配置。
在PTS预置时间标准法中,每个活动都需要指派责任人和资源,责任人负责对活动进行具体的实施,资源则为活动提供必要的支持。
进度控制是指在项目执行期间,不断监控和调整项目进度,以确保项目能够按照计划和时间表进行。
在PTS预置时间标准法中,进度控制主要通过对活动的实际完成情况与计划完成情况进行对比来进行。
如果发现偏差,项目团队需要分析原因,并采取相应的纠正措施,以确保项目能够恢复到正常的进度轨道。
PTS预置时间标准法的主要特点和优势有以下几点:1. 明确的时间计划:通过制定基线计划和确定活动的工期,可以为项目提供明确而具体的时间计划。
这有助于项目团队和相关利益相关者在项目执行期间对进度进行监控和评估。
2. 有效的资源配置:通过对资源进行合理的配置和分配,可以确保项目在资源有限的情况下得到最佳的利用。
这有助于避免资源浪费和冲突,提高项目的执行效率和效果。
3. 灵活的进度控制:通过不断的进度监控和调整,可以及时发现并解决项目进度偏差的问题。
这有助于提高项目的适应性和应变能力,确保项目能够按时完成。
4. 有效的沟通和协作:PTS预置时间标准法要求项目团队在整个项目生命周期中进行密切的沟通和协作。
这有助于提高团队的协同效率和凝聚力,加强项目的整体管理和控制。
在实际应用中,PTS预置时间标准法可以通过专业的项目管理软件来支持和辅助实施。
预定时间标准法

10.01.2024
19
MODAPTS 动作分析 终结动作
G0;G1;G3 P0;P2;P5
10.01.2024
20
G0
触及 G0
✓用手指或手去接触目的物的动作 这个动作没有要抓住
目的物的意图;只是触及而已
✓ 瞬间发生的动作;没有动作时间
✓触 摸 推
–碰推键; –用手指接触垫圈; –碰放在桌上的橡皮; –推放在夹具上的印刷电路板; –用两手推卡片的左 右侧面;
G0碰 接触 摸的动作 G1简单抓取动作 G3复杂抓取动作需要注意力
P0简单放置动作 P2较复杂放置动作需要注意力 P5组装需要注意力
F5蹬踏动作 W5行走动作 B17弯曲身体动作往复动作 S30起身坐下动作往复动作
L1重量因素修正* E2独眼睛动作;即目视 R2独校正动作 D3独单纯地判断和反应 A4独按压动作;即按下 C4旋转动作手持物
10.01.2024
29
移动动作和终结动作综合
拧螺母的动作
左手 拿着螺栓 拿着螺栓 拿着螺栓 拿着螺栓
记号 H H H H
右手 抓螺母 把螺母对准螺栓 回转螺母 继续拧入
使用螺丝刀的动作
左手 记号
右手
空闲 BD 抓螺丝放到螺钉头槽内
空闲 BD 旋转3次螺钉
把开关拨到onoff的位置;回转小旋钮;抓 住空气传动器的旋钮;用手指拧螺母;用手 指擦密封条
2 5cm M1
10.01.2024
14
手腕的动作 M2
用腕关节以前的部分进行一次的动作;时间值是 2MOD;动作距离为5cm
依靠手腕的动作不仅能够做横向运动;也可以做 上下 左右 斜向和圆弧状的动作 根据M2的动 作方式;伴随手的动作;小臂多少也要动作;但主 要动作是辅助动作
预定时间标准法-MOD法

制造技术—工业工程
工业工程
预定时间标准法 关于其它类的动作:C4为使目的物体作圆周运动,而回 转手或手臂的动作(以腕或肘关节为中心的回转动作, 每一次时间值计为4MOD);B17为从站立状态,弯曲身体 或蹲下,单膝触地,然后回复到原来状态的动作(一周
制造技术—工业工程
工业工程
预定时间标准法 关于附加因素:1)有效重量小于2Kg的不考虑重量因素; 2)有效重量为2—6Kg的,重量因素为L1;3)有效重量 为6—10Kg的,重量因素为L2;4)超过10Kg的,重量每 增加4Kg,增加一个L1即时间值增加1MOD;5)单手负重, 有效重量等于实际重量;双手负重,有效重量等于实际 重量的1/2;滑动运送物体时有效重量为实际重量的1/3; 滚动运送时,有效重量为实际重量1/10;6)两人抬同一 物体时,有效重量为实际重量的1/2;7)重量因素只在 搬运过程中放置动作时附加一次,且不受搬运距离长短 的影响。
制造技术—工业工程
工业工程
预定时间标准法 关于其它类的动作:E2有两个含意,一是视线的移动过 程,二是注视对象时眼睛的聚焦过程(每一次计为
2MOD);R2是一个调整、使物体回转、矫正方向的动作
(每一次计为2MOD);D3是一个单纯的判断动作,如看 仪表上的读数、判断二极管极性等(每一次计为3MOD); A4为操作中一个加压、推、拉以克服阻力的动作,通常 在推、转等动作终了后才发生,用力时发生手和胳膊或 脚中踏使全身肌肉紧张的现象;(每一次计为4MOD);
研究的最小阶次为作 业或制程; 适用于作业系统已然 存在的各种场合;;
研究的最小阶次为动 作; 适用于新建或既有的 作业系统,且作业标 准化的各种场合;
预定时间标准法

2.5cm M1
手腕的动作 M2
用腕关节以前的部分进行一次的动作,时间值是 2MOD,动作距离为5cm。
依靠手腕的动作不仅能够做横向运动,也可以做 上下、左右、斜向和圆弧状的动作。根据M2的动 作方式,伴随手的动作,小臂多少也要动作,但 主要动作是辅助动作。
转动调谐旋钮;将电阻插在电路板上;转动门轴; 翻笔记本。
30cm
M4
大臂尽量伸直的动作 M5
在胳膊自然伸直的基础上,再尽量伸直的动作。 另外,将整个胳膊从自己的身体正面向相反的侧 面伸出的动作也用M5表示。其时间值为5MOD, 移动距离一般为45cm。
连续做M5的动作应尽量减少。 尽量伸直胳膊取高架上的东西;把手尽量伸向桌
子的侧面;坐在椅子上抓放在地上的物体;从自 己身体的正面交叉,向相反方向尽量伸手。
预定时间标准教材精品文档
2、MOD法分类说明—移动动作(M)
三、MOD法的动作分析
(1) 手指的动作 M1
表示用手指的第三个关节的部分进行的动作,时间值为1MOD, 移动距离为2.5cm。 动作举例有:将开关拨到on (off) 的位置;
回转调谐钮; 用手指拧螺母; 用手指按密封封条。
14
2、MOD法分类说明—移动动作(M)
29
2、MOD法分类说明—下肢和腰的动作
三、MOD法的动作分析
(4) 站起来再坐下的动作S30
坐在椅子上站起来,再坐下的一个周期动作。站起来时两手 将椅子向后面推和坐下时把椅子向前拉的动作时间也包括在里面。其 时间值为30MOD。
30
三、MOD法的动作分析
2、MOD法分类说明—辅助动作
(1) 搬运动作的重量因素L1
围 的其他零件);
要求按零件的规定位置抓(如从头抓); 开始撕铝箔的动作。
23
三、MOD法的动作分析
2、MOD法分类说明—终结动作
(4) 放置、放下动作P0
这个动作是指拿着的东西送到目的地后,直接放下的动作。 放置的场所没有特殊的规定,一般不需要注意看,没有时间值,即时 间值为0 MOD。
动作举例有:将要检查的零件抓起,堆放在面前; 放手扔掉Panel保护袋。
(2) 抓的动作G1
用手指、手简单地抓的动作。用手或手指抓一次物体的动作, 非常自然,而没有一点踌躇现象,在被抓物体的附近也没有障碍物。 时间值为1 MOD。
动作举例有:抓单独放置的一个零件; 抓螺丝刀; 抓排成一行的小型变压器; 抓桌子上的圆珠笔。
22
三、MOD法的动作分析
2、MOD法分类说明—终结动作
我 国工厂手工作业的实际情况。无论工种如何,均可根据同一张模特排时法
PTS预置时间标准法介绍
PTS预置时间标准法介绍PTS预置时间标准法(Professional Tour Schedule Pre-determined Time Standards)是一种用于制定和管理职业运动赛事时间的方法。
该方法适用于各种体育项目,包括足球、篮球、网球等。
PTS预置时间标准法通过制定赛事的时间标准,旨在促进赛事的高效进行和顺利组织。
PTS预置时间标准法的制定需要考虑以下几个方面:1. 赛事规模:根据赛事的规模确定预置时间标准。
赛事规模包括参赛队伍数量、场地设施以及赛事的吸引力。
一般来说,规模较大的赛事通常需要更多的时间来进行,并且通常包括额外的比赛轮次。
2. 场地设施:根据赛事场地的设施状况确定预置时间标准。
场地设施包括场地大小、草地质量等等。
如果场地设施较好,比赛时间可以相应减少,反之则需要增加时间。
3. 参赛队伍的交通状况:根据参赛队伍的交通状况确定预置时间标准。
如果参赛队伍之间的距离较远,需要更多的时间来安排他们的交通,同时也要考虑到可能出现的交通延误因素。
预置时间标准法的实施步骤如下:1. 赛事委员会成立:首先需要成立一个负责制定、管理和监督赛事时间的委员会。
该委员会由赛事主办方、相关体育协会和专业人士组成,确保制定的时间标准符合相关规定和标准。
2. 赛事时间规划:根据赛事的特点和需求,制定赛事时间表。
时间表应包括比赛的日期、时间、场地等信息,并且要充分考虑到各种因素,如交通、休息和备战时间等。
3. 时间标准设定:根据赛事规模、场地设施和参赛队伍的交通状况等因素,设定合理的时间标准。
时间标准应考虑到比赛的核心要素,如半场休息时间、加时赛时间等。
4. 赛事调度和安排:在赛事开始之前,根据制定的时间标准,对赛事进行调度和安排。
调度工作需要考虑到各种可能发生的情况,如比赛延期、天气条件不利等,以确保赛事的顺利进行。
5. 监督和评估:赛事进行过程中,委员会应对时间标准进行监督和评估。
监督工作可以通过与赛事组织者和相关方进行沟通和协调来完成。