真空助力器标准解读
真空助力器标准解读

装配要求:
• 安装橡胶轴承前,涂抹油脂,油脂涂抹 要适量,每次涂抹要求在0.4-0.8g,首 、中、末件电子称检查涂抹量;
• 零件安装前检查表面质量无破损,O型 圈安装2个,无漏装;
17
真空助力器生产工艺流程--制动助力器
1.密封圈装配 2.活塞装配 3.渗漏功能测试 4.液壶装配 5.最后渗漏测试 6.皮膜片和浮动控制阀装配 7.推杆固定和轴承装配 8.16点夹紧 9.试推、渗漏和功能测试 10.扭矩确认和总成渗漏测试 11.总成功能测试 12.贴标签 13.装载贯穿螺钉和防震垫
8
真空助力器简介与工作原理
9
真空助力器标准解读
❖真空助力器简介与工作原理 ❖真空助力器生产工艺流程 ❖现场常见问题及分析思路
10
真空助力器生产工艺流程--制动助力器
1.密封圈装配 2.活塞装配 3.渗漏功能测试 4.液壶装配 5.最后功能测试 6.皮膜片和浮动控制阀装配 7.推杆固定和轴承装配 8.16点夹紧 9.试推、渗漏和功能测试 10.扭矩确认和总成渗漏测试 11.总成功能测试 12.贴标签 13.装载贯穿螺钉和防震垫
渗漏量要求:
Test 压力 : 7 ± 0.25 Bar 渗漏量 : 小于 7.5mmHg / 5 秒
15
真空助力器生产工艺流程--制动助力器
1.密封圈装配 2.活塞装配 3.渗漏功能测试 4.液壶装配 5.最后渗漏测试 6.皮膜片和浮动控制阀装配 7.推杆固定和轴承装配 8.16点夹紧 9.试推、渗漏和功能测试 10.扭矩确认和总成渗漏测试 11.总成功能测试 12.贴标签 13.装载贯穿螺钉和防震垫
有无明显漏气声
壶口破损
液位传感器浮子卡滞
销轴安装 不到位
关于真空助力器工作原理简介讲解

• 方式一:打开发动机,运行1~2分钟后关闭,然后分三次踩踏板。
正常工作的真空助力器踩第一脚时,由于真空助力器存在足够真空, 其踏板行程正常;第二脚,由于助力器内已损失一些真空,所以踏板 行程会减小很多;待踏第三脚时,真空助力器内真空已很少,所以踏 板行程也很少,再踏下去就踏不动了。以上即所谓“一脚比一脚高” 。这证明助力器无漏气,工作正常。如果每一脚踏板行程都很小,且 行程都不变,即所谓的“脚特别硬”,则说明助力器漏气失效。漏气 严重的,可听到漏气声音。对于漏气的助力器需予以更换。
–踏板力 FP = F1 / i = 344.5N < 500N
真空助力器工作原理
一、制动系统概述
常规制动系统主要由两部分组成:
Actuation (真空助力器带制动主缸总成) Foundation(盘式制动器总成 & 鼓式制动器总成)
• 制动系统按作用可分为:
– 行车制动系统 – 驻车制动系统
• 我们公司SUV的制动系统是液压式制动系统
真空助力器工作原理
三、真空助力器结构与工作原理 • 真空助力器工作过程(3)
内外腔气室隔开
空气阀门B关闭
外界空气
平衡状态
真空助力器工作原理
• 果制动踏板力保持不变,在经由反馈板传递的主缸向后的反作用力和膜 片 + 膜板 + 活塞外壳 + 阀碗 + 支撑弹簧 + 阀圈向前运动趋势的共同 作用下,空气阀口B封闭,达到平衡状态。此时,任何踏板力的增长都将 破坏这种平衡,使空气阀口B重新开启,大气的进入将进一步导致后腔原 有真空度的降低,加大前后腔压差。
真空助力器工作原理
• 补偿孔式主缸工作两个回位弹 簧的作用下,活塞迅速 回退,这时在压力腔容 易形成真空。为了消除 真空,必须让供油腔内 的制动液快速地补充到 压力腔。这时通过活塞 上的过油孔制动液由供 油腔进入到压力腔,使 制动回路压力降低。
汽车制动系统之真空助力器

汽车制动系统之真空助力器汽车制动系统之真空助力器汽车制动系统之真空助力器【1】关键词:汽车真空助力器制动系统汽车真空助力器是一个气动部件,由许多不同材质的零件组合而成,除金属件外,活塞体是电木材质,而膜片和密封件及反作用盘都是橡胶件,所以,其工作原理、设计结构和相关技术难度可想而知。
我国对汽车真空助力器的研制和生产始于上世纪八十年代,并且于1987年制定了我国第一部关于汽车真空助力器的汽车行业标准,即ZB/T24003-1987《真空助力器技术条件》和ZB/T24004-1987《真空助力器实验方法》(现均已被替代),这两个行业标准的出版,有利的刺激了我国汽车真空助力器行业的发展,填补了我国在这项领域的空白,由此,我国汽车真空助力器行业进入了一个新纪元。
可是,由于我国工业基础较为落后,理论基础能力有限,一些重要的学术期刊在上世纪九十年代才出现,而其他大多数还维持在维修和加工工艺层面上的论述和探讨,所以,客观的说,我国现在关于这方面的理论水平和成果以及产品质量,同先进的西方国家相比还相差甚远。
近年来,我国汽车工业科技人员在真空助力器的研发上做了一些大胆的尝试和创新,也取得了一些成绩,但总体说来,我国具有自主知识产权和实用意义比较显著的产品的创新还有待进一步的探索和提高,在学术领域内,对汽车真空助力器进行系统研究的资料很少见,特别是深层次的研究成果更少,这种现状对我国国产真空助力器的生产企业和整个汽车行业都是不利的因素。
评价一辆汽车好与坏,是否优越,是否舒适,外观是否精美,是必不可少的,但也不能说明这辆车的优良,而是要考虑车的安全系统才是最为关键的指标,那就是制动系统的控制,真空助力器正是汽车制动系统的执行单元。
事实证明,现代人们在购车时,首现考虑的就是安全性,进而选择款式,但这就同我国落后的技术和局部领域的空白,势必影响到我国汽车行业的发展。
俗话说,有利就有弊,虽然这个领域我们的技术及人才不多,可是,这也给我们留下了广阔的发展空间和培养更高尖的技术人员的机会,所以,研究和发展汽车真空助力器的相关技术迫在眉睫,并且也具有深远意义。
真空助力器原理及一些故障模式的分析
助力器腔体被分为两个部分,,一个是与进入管相连,当发动机工作时那个与进气相连结会形成真空,那么发动机工作同时不停地在达成进气,这样那半部分腔体压力会不会增添吗?假如不停增添怎么助力器不会所以形变呢?希望能详尽一点给我介绍一下原理和原由。
感谢!复制他人的就免了吧3Q~,与进气管连结的那个腔体,在发动机工作时产生的是相对的真空,而不是绝对的真空。
内侧有弹簧顶置,由真空所产生的吸力,有弹簧来战胜,所以不会是助力泵变形。
真空助力器的检查方法?真空助力器工作原理真空助力器是制动系统的重要零件 ,其性能的利害及零零件的破坏会直接影响汽车的行车安全。
所以 ,应实时检测真空助力器的性能及故障 ,对检修或改换的真空助力器应进行合理调整。
为便于弄通其检查及调整方法,应先认识真空助力器的构造及原理。
1真空助力器的构造及原理主要由活塞、膜片、回位弹簧、推杆与操控杆、单向阀、空气阀及柱塞 (真空阀 )等构成 ,其型式为单膜片真空悬浮式。
真空助力器安装在制动踏板推杆和制动总泵之间 ,其作用是为汽车制动供应助力。
不制动时 ,助力器中的膜片悬浮在真空中 ,依赖A、B 腔的真空及回位弹簧保持均衡。
驾驶员踩制动踏板时 ,制动踏板操控杆推进柱塞向左挪动 ,同时空气阀在弹簧推力下也向左挪动,使膜片A、B 腔通道封闭 ,空气阀翻开。
此时 ,膜片左边的 A 腔仍为真空 ,膜片右边的 B 腔通大气 ,膜片双侧产生压力差 ,迫使膜片活塞左移 ,并经过推杆将加大的力作用在制动总泵活塞上 ,关于驾驶员来说 ,这起到了助力作用。
排除制动时 ,制动踏板力消逝 ,回位弹簧将膜片压回均衡地点 ,操控杆向右运动 ,此时空气阀封闭 ,真空阀开启,A、B 腔通道连通 ,膜片双侧再次拥有同样的真空度。
2真空助力器的检查进气歧管真空不足、真空管路泄露或损坏、膜片漏气、空气阀封闭不严 ,都将致使真空助力器工作不良。
而制动踏板费劲往常是真空助力器完整破坏的重要信号。
真空助力器能否正常工作 ,可用以下方法进行检查。
真空助力器结构详解及工作原理分析

真空助力器总成一、工作原理1非工作状态(装配状态)在阀杆回动簧的作用下,阀杆和空气阀座处于右极限位置,橡胶阀部件被阀门弹簧压紧在空气阀座上,从而空气阀口关闭,真空阀口打开,此时前、后气室相通,并于大气隔绝。
在发动机工作时,前后两气室的气压相同,即具有相同的真空度。
2工作状态踏动踏板时,踏板力经杠杆放大(踏板比),作用于真空助力器的阀杆上,并压缩阀杆回动簧,推动空气阀座向前移动,经过反馈盘和主缸推杆传递,使制动主缸的第一活塞移动,产生液压,制动轮缸产生张开力,推动制动蹄片产生制动力。
与此同时,橡胶阀部件在阀杆簧的作用下,随同空气阀座一起移动,关闭真空阀口,使前后气室隔开,即后气室与真空源断开。
(这是一瞬间过程)随着阀杆的继续移动,空气阀座与橡胶阀部件脱离,空气阀口打开,外界空气经泡沫滤芯、橡胶阀部件的内孔和大气阀口进入后气室,这样前后两气室产生气压差,这个气压差在助力器的膜片、助力盘、阀体上产生作用力,除一小部分用来平衡弹簧抗力和系统阻力外,大部分经阀体作用在反馈盘上,并传递到制动主缸。
在这个过程中,真空阀口始终处于关闭状态。
在踏动踏板的过程中,阀杆向前移动,空气经打开的空气阀口,不断地进入后气室,阀体不断地向前移动。
当踏板停留在某一位置时,阀体则移动到空气阀口关闭的位置,此时空气阀口和真空阀口均处于关闭状态,助力器处于一平衡状态,即阀杆的输入力、2224D A π=2334D A π=2114D A π=SP F Fo F +=P A A P A A F S •−+Δ•−=)()(2331前后气室产生的伺服力和主缸液压产生的作用力(助力器的输出力的反作用力)三者之间保持平衡。
当前后气室的气压差达到最大,即后气室的气压完全为大气气压时,则真空助力器达到最大助力点,此后,输入力的变化与输出力的变化相等,即没有伺服力的增加。
3 释放释放制动踏板,阀杆回动簧立即将阀杆和空气阀座推回,使空气阀口关闭,真空阀品开启,阀体在回位簧的作用下,回到初始位置,助力器回到非工作状态。
BOSCH真空助力器在线检验标准
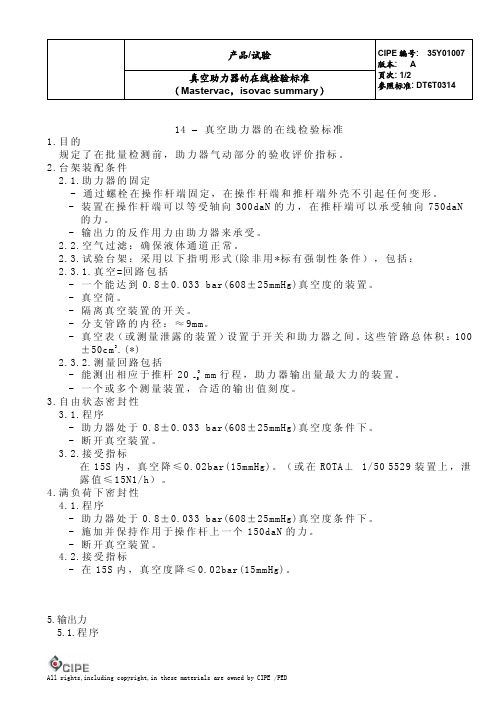
14 –真空助力器的在线检验标准1.目的规定了在批量检测前,助力器气动部分的验收评价指标。
2.台架装配条件2.1.助力器的固定- 通过螺栓在操作杆端固定,在操作杆端和推杆端外壳不引起任何变形。
- 装置在操作杆端可以等受轴向300daN的力,在推杆端可以承受轴向750daN 的力。
- 输出力的反作用力由助力器来承受。
2.2.空气过滤:确保液体通道正常。
2.3.试验台架:采用以下指明形式(除非用*标有强制性条件),包括:2.3.1.真空=回路包括- 一个能达到0.8±0.033 bar(608±25mmHg)真空度的装置。
- 真空筒。
- 隔离真空装置的开关。
- 分支管路的内径:≈9mm。
- 真空表(或测量泄露的装置)设置于开关和助力器之间。
这些管路总体积:100±50cm3.(*)2.3.2.测量回路包括- 能测出相应于推杆200mm行程,助力器输出量最大力的装置。
-5- 一个或多个测量装置,合适的输出值刻度。
3.自由状态密封性3.1.程序- 助力器处于0.8±0.033 bar(608±25mmHg)真空度条件下。
- 断开真空装置。
3.2.接受指标在15S内,真空降≤0.02bar(15mmHg)。
(或在ROTA⊥1/50 5529装置上,泄露值≤15N1/h)。
4.满负荷下密封性4.1.程序- 助力器处于0.8±0.033 bar(608±25mmHg)真空度条件下。
- 施加并保持作用于操作杆上一个150daN的力。
- 断开真空装置。
4.2.接受指标- 在15S内,真空度降≤0.02bar(15mmHg)。
5.输出力5.1.程序- 助力器处于0.8±0.033 bar(608±25mmHg)真空度条件下。
mm行程)。
- 施加并保持作用于操作杆上一个150daN的力。
(达到200-5注:反作用力由助力器承受5.2.接受指标- 输出力必须符合图纸规定值。
真空助力器检测标准
17
4STND
8.5″
2.78±0.14
250±100N
7.5 (高)
77
18
CK-5″
5″
2.78±0.14
250±100N
7.6 (高)
71.1
19
825-05015
5″
2.78±0.14
250±100N
4.5 (高)
67.1
20
223-01705
7″
4.1±0.21
350±150N
18.3(高)
96.3
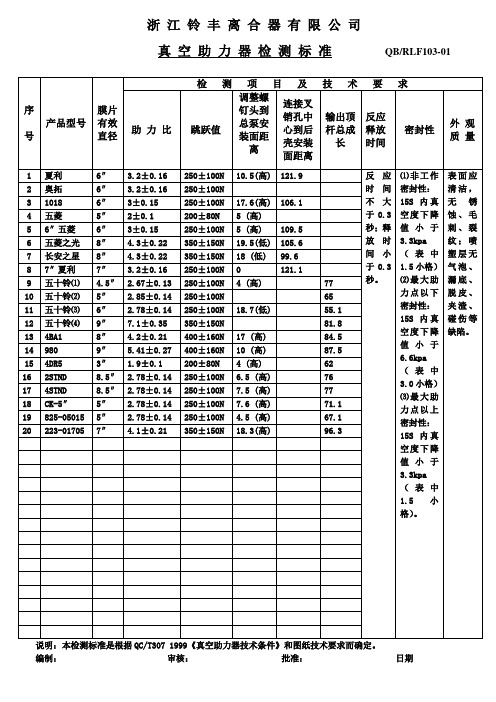
说明:本检测标准是根据QC/T307 1999《真空助力器技术条件》和图纸技术要求而确定。
编制:审核:批准:日期
350±150N
18 (低)
99.6
8
7″夏利
7″
3.2±0.16
250±100N
0
121.1
9
五十铃⑴
4.5″
2.67±0.13
250±100N
4 (高)77源自10五十铃⑵5″2.85±0.14
250±100N
65
11
五十铃⑶
6″
2.78±0.14
250±100N
18.7(低)
55.1
12
五十铃⑷
9″
浙江铃丰离合器有限公司
真空助力器检测标准QB/RLF103-01
序
号
产品型号
膜片有效直径
检测项目及技术要求
助力比
跳跃值
调整螺钉头到总泵安装面距离
连接叉销孔中心到后壳安装面距离
输出顶杆总成长
反应
释放
时间
密封性
外观质量
1
夏利
真空助力器原理及性能全参数计算

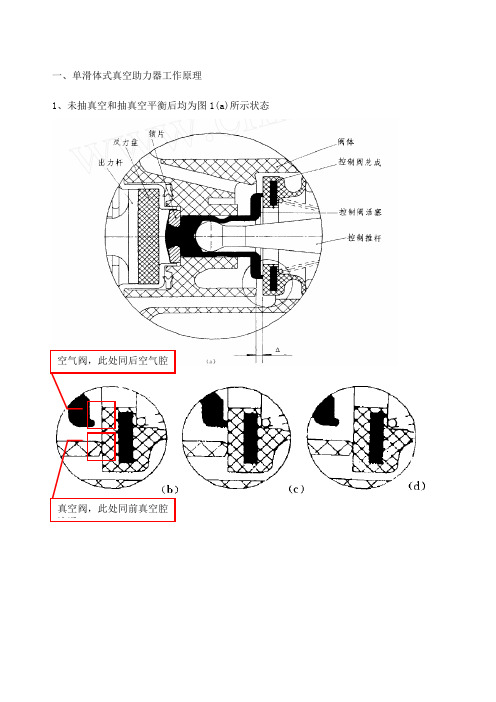
一、单滑体式真空助力器工作原理1、未抽真空和抽真空平衡后均为图1 (a) 所示状态真空阀开启,空气阀关闭,前后腔导通2、当缓慢推动控制推杆, 控制阀活塞及控制阀总成前行Δ后, 真空阀口关闭, 控制阀活塞与控制阀总成分离, 大气阀口打开如图1 (b) 所示。
真空阀关闭,空气阀开启,前后腔隔开。
3、助力器的后腔进入一定量的大气, 使前后腔形成一定的压差, 当压差对动力缸产生的推力大于动力缸回位簧预紧力时, 便在助力器出力杆(也叫助力器推杆) 产生输出力, 同时该力的反力使反力盘变形, 如果此时反力盘的变形尚未消除反力盘与控制阀活塞之间的间隙, 则在输入力(控制阀内、外弹簧预紧力的合力) 几乎不变的情况下, 大气阀口继续打开, 随着后腔的大气不断进入, 前后腔压差随之增大, 输出力增大, 反力盘的变形也大了, 直到反力盘与控制阀活塞之间的间隙消除, 此时输出力的反力以等压强传递原理按一定比例(这个比例即为静特性曲线中的助力比。
根据压强传递原理, 助力比= 出力杆座面积/控制阀活塞头部面积) 传到控制阀活塞上,使控制部分处于图1 (c) 所示的动平衡状态。
前后压力差推动反馈盘变形向后凸消除活塞头部同反馈盘之间的间隙并推动活塞后移关闭空气阀,真空阀也关闭,此时系统处于平衡状态。
4、这个状态随着输入力的增大一直维持到静特性曲线的最大助力点(此点两腔压差达到最大)。
随着输入力的继续增大, 动平衡状态被打破, 控制部分处于图1 (d) 所示状态, 此时输出力与输入力等量变化。
输入杆增加输入力,打破平衡,活塞杆前移空气阀打开。
空气阀打开,真空阀关闭5、撤去输入力, 助力器又回到图1 (a) 所示状态。
撤销输入力,活塞回到初始位置。
空气阀关闭,真空阀打开。
锁片定位单阀体式真空助力器工作原理1、在未抽真空时, 控制部分如图2(b) 所示, 此时由于动力缸弹簧的压力促使锁片将控制阀活塞向前“推动”, 使控制阀活塞与控制阀总成分离,空气阀打开,真空关闭。
真空助力器原理及性能参数计算
一、单滑体式真空助力器工作原理1、未抽真空和抽真空平衡后均为图1(a)所示状态2、当缓慢推动控制推杆,控制阀活塞及控制阀总成前行Δ后,真空阀口关闭,控制阀活塞与控制阀总成分离,大气阀口打开如图1(b)所示。
3、助力器的后腔进入一定量的大气,使前后腔形成一定的压差,当压差对动力缸产生的推力大于动力缸回位簧预紧力时,便在助力器出力杆(也叫助力器推杆)产生输出力,同时该力的反力使反力盘变形,如果此时反力盘的变形尚未消除反力盘与控制阀活塞之间的间隙,则在输入力(控制阀内、外弹簧预紧力的合力)几乎不变的情况下,大气阀口继续打开,随着真空阀关闭,空气阀开启,前后腔隔开。
后腔的大气不断进入,前后腔压差随之增大,输出力增大,反力盘的变形也大了,直到反力盘与控制阀活塞之间的间隙消除,此时输出力的反力以等压强传递原理按一定比例(这个比例即为静特性曲线中的助力比。
根据压强传递原理,助力比=出力杆座面积/控制阀活塞头部面积)传到控制阀活塞上,使控制部分处于图1(c)所示的动平衡状态。
前后压力差推动反馈盘变形向后凸消除活塞头部同反馈盘之间的间隙并推动活塞后移关闭空气阀,真空阀也关闭,此时系统处于平衡状态。
4、这个状态随着输入力的增大一直维持到静特性曲线的最大助力点(此点两腔压差达到最大)。
随着输入力的继续增大,动平衡状态被打破,控制部分处于图1(d)所示状态,此时输出力与输入力等量变化。
输入杆增加输入力,打破平衡,活塞杆前移空气阀打开。
空气阀打开,真空阀关闭5、撤去输入力,助力器又回到图1(a)所示状态。
撤销输入力,活塞回到初始位置。
空气阀关闭,真空阀打开。
锁片定位单阀体式真空助力器工作原理1、在未抽真空时,控制部分如图2(b)所示,此时由于动力缸弹簧的压力促使锁片将控制阀活塞向前“推动”,使控制阀活塞与控制阀总成分离,空气阀打开,真空关闭。
锁片强制拉动活塞前移,真空阀关闭,空气阀打开。
2、当抽真空时,前腔形成一定真空度,后腔仍处于常气压状态。
QC T 307-1999 真空助力器技术条件

QC/T 307—1999前 言本标准是对ZB T24 003—1987《真空助力器技术条件》和ZB T24 004—1987《真空助力器试验方法》的修订。
本标准对原版两个标准的重要技术改变如下:1)明确规定试验样件为9件,并规定了各件的试验项目分配。
2)对输入—输出特性曲线作了进一步的明确要求。
3)增加了工作状态助力点以下的密封性要求。
4)增加了静强度试验中壳体变形量要求。
5)确定了温度耐久性连续进行试验,试验周期为25万次或30万次。
6)增加了低温耐久性的内容。
本标准从实施之日起代替ZB T24 003—1987和ZB T24 004—1987。
本标准由国家机械工业局提出。
本标准由全国汽车标准化技术委员会归口。
本标准起草单位:长春汽车研究所、吉林汽车制动器厂。
本标准主要起草人:陈立中、杨维和、李欣。
中华人民共和国汽车行业标准QC/T 307—1999代替 ZB/T 24003—87ZB/T 24004—87真 空 助 力 器 技 术 条 件1 范围本标准规定了汽车真空助力器总成的性能要求,试验方法,检验规则及产品的标志、包装、运输和贮存。
本标准适用于汽车真空助力器。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 13384—1992 机电产品包装通用技术条件3 定义本标准采用了下列定义:3.1 始动力使真空助力器产生输出力时的最小输入力。
3.2 释放力在真空助力器的输入力连续下降的过程中,其输出力降为零时的输入力。
3.3 跳跃值通过始动力的点作的垂线与助力器的助力比特性线的延长线的交点。
3.4 最大助力点在真空助力器特性曲线中,助力比特性线的延长线与输入力和输出力的增量比例为1的直线的延长线的交点。
3.5 助力比在助力器特性曲线中,跳跃区以上,最大助力点以下的性能区域内,输出力的增量与输入力的增量之比。
真空助力器的介绍

真空助力器的介绍环保设备网整理真空加力气室和控制阀串联在一起,统称为真空助力器。
(1)构造真空助力器固定在车身上,借推杆与制动踏板连接。
加力气室由前后壳体组成,其间夹装有膜片和座,它的前腔经单向阀通进气管或真空筒;后腔膜片座毂筒中装有控制阀,其中装有与推杆固接的空气阀和限位板、真空阀和推杆等零件。
膜片座前端滑装有推杆,其间有传递脚感的橡胶反作用盘,橡胶反作用盘是两面受力;右面的中心部分要受推杆及空气阀的推力,盘边环部分还要承受膜片座的推力;左面要承受推杆传来的主缸液压反作用力。
实际上它是一个膜片,利用它的弹性变形来完成渐进随动,同时使脚无悬空感。
单向阀有两个功能:一是保证发动机熄火后有一次有效地助力制动;二是发动机偶尔回火时,保护真空助力室的阀膜片免于损坏。
真空助力器如装在柴油车上,因柴油机无节气门,且进气管尺寸较大,产生真空度极小,一般是在发电机的后端装有真空泵。
(2)工作情况1)不制动时:空气阀和推杆在回位弹簧的作用下离开反作用盘,回到膜片座毂筒的右端位置。
橡胶真空阀被压缩离开阀座而开启,空气阀紧压阀座而关闭,后腔的真空通道开启,加力气室前腔和后腔都处于真空状态。
2)制动时:推杆连同空气阀向左移动,消除了与橡胶反作用盘的间隙后,压缩橡胶反作用盘中心部分产生压凹变形,并推动推杆向左移动,使制动主缸液压上升传入各轮缸,此力为驾驶员所给。
与此同时,推杆通过弹簧先将真空阀压向阀座而关闭,使前后两腔隔绝,进而空气阀与阀座分离而开启,外界空气经空气阀的开口与气道进入后腔。
随着空气的进入,在加力气室膜片的两侧出现压力差而产生推力,此推理通过膜片座、橡胶反作用盘推动推杆左移,此力为压力差所给。
此时,推杆上的作用力应为踏板力与加力气室活塞推力的总和。
3)维持制动:当踏板踩下停止在某一位置时,推杆和空气阀就停止推压橡胶反作用盘。
由于膜片两边压力差是通过膜片座作用在橡胶反作用盘的边缘部分,使盘中心部分凹下的材料又重新凸起变平,使空气阀重新落座而关闭,出现双阀关闭的平衡状态,助力作用停止。
电动汽车真空助力器

电动汽车真空助力器简介电动汽车真空助力器是一种用于增强电动汽车制动性能的装置。
它通过利用真空吸力来帮助驾驶员施加制动力,提供更高效、更安全的制动效果。
本文将介绍电动汽车真空助力器的工作原理、优势以及使用注意事项。
工作原理电动汽车真空助力器采用真空泵和真空储罐来产生和储存真空。
当驾驶员踩下制动踏板时,真空助力器通过真空管路将真空传递给制动系统,从而增加制动系统的效能。
当真空助力器失去电力供应时,依然能够通过真空储罐储存的真空来提供制动辅助。
优势1.提升制动效能:电动汽车真空助力器能够提供额外的制动力量,使制动系统更加敏锐、高效,从而缩短制动距离,提高制动安全性。
2.节约能源:由于电动汽车真空助力器可以转化车辆运动产生的能量为真空能源,降低了对电池的依赖,从而减少电池的消耗,延长电池使用寿命,提高整车的续航里程。
3.提升驾驶舒适性:电动汽车真空助力器能够减小驾驶员踩踏制动踏板的力度,降低了驾驶员的疲劳程度,提高了驾驶的舒适性。
使用注意事项1.定期维护检查:电动汽车真空助力器需要定期进行检查和维护,确保其正常工作。
检查包括真空泵的工作状态、真空管路的密封性等等。
2.预防液体进入:电动汽车真空助力器应避免液体进入,因为液体的存在会影响助力器的性能。
在清洗车辆时,应尽量避免直接喷水到助力器部件。
3.随时保持真空:保持电动汽车真空助力器储罐中的真空是非常重要的。
如果发现真空助力器无法提供足够的助力时,应立即检查真空储罐的密封性。
4.尽量避免高温环境:电动汽车真空助力器的性能受温度影响较大,应避免长时间暴露在高温环境下。
电动汽车真空助力器是一项提高电动汽车制动效能和驾驶舒适性的重要装置。
它通过利用真空泵和真空储罐来提供额外的制动力量,降低驾驶员的踩踏力度,从而提升整车的制动性能。
在使用过程中需要注意维护检查、防止液体进入、保持真空和避免高温等问题。
只有正确使用和维护,才能充分发挥电动汽车真空助力器的优势,提高驾驶安全性和舒适性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
要求:
• 紧固扭矩要求49-52NM,设备保证, 员工扭矩扳手抽检,频次为1次/2h, 工程师3次/2h;
• Test 压力 : 77KPa ,渗漏量 : 3mmHg/4sec 以下;
扭矩范围:4952NM
20
真空助力器生产工艺流程--制动助力器
1.密封圈装配 2.活塞装配 3.渗漏功能测试 4.液壶装配 5.最后功能测试 6.皮膜片和浮动控制阀装配 7.推杆固定和轴承装配 8.16点夹紧 9.试推、渗漏和功能测试 10.扭矩确认和总成渗漏测试 11.总成功能测试 12.贴标签 13.装载贯穿螺钉和防震垫
真空助力器标准解读
1
真空助力器标准解读
内容
❖真空助力器简介与工作原理 ❖真空助力器生产工艺流程 ❖现场常见问题及分析思路
2
真空助力器标准解读
❖真空助力器简介与工作原理 ❖真空助力器生产工艺流程 ❖现场常见问题及分析思路
3
真空助力器简介与工作原理
真空助力器位于制动踏板与制动管之间,利用真空(负压)来增加驾驶员施加于踏板上力的部件
1.初始状态:
当真空助力器处于自然状态时,在阀门弹簧和助 力器推杆回位弹簧的共同作用下,真空阀A处于 开启状态,而空气阀门B处于关闭状态,所以真 空助力器的前后腔是连通的,同时它们与大气是 隔绝的;
2.踩下踏板时状态:
该状态下,来自制动踏板的力使推杆向前运动,空气阀也 随之运动,使真空阀门A关闭,将前后腔气室隔离,空气 阀门B开启,大气进入后腔气室,由此产生的前后腔气压 差推动气室膜片、气室模板带着活塞外壳向前运动,产生 助力;
产品拿取时,注意有没有 外观损伤,另 外,拿取时注意不要单独拿液壶部位, 防止塑料销轴变形
23
真空助力器标准解读
❖真空助力器简介与工作原理 ❖真空助力器生产工艺流程 ❖现场常见问题及分析思路
24
主要失效模式分析思路
制动液加 注时喷液
刹车软
制动无 助力
制动液无 法加注
SVT刷新 不过
主缸与液壶连接处漏 寻找整车漏点
渗漏量要求:
Test 压力 : 7 ± 0.25 Bar 渗漏量 : 小于 7.5mmHg / 5 秒
15
真空助力器生产工艺流程--制动助力器
1.密封圈装配 2.活塞装配 3.渗漏功能测试 4.液壶装配 5.最后渗漏测试 6.皮膜片和浮动控制阀装配 7.推杆固定和轴承装配 8.16点夹紧 9.试推、渗漏和功能测试 10.扭矩确认和总成渗漏测试 11.总成功能测试 12.贴标签 13.装载贯穿螺钉和防震垫
19
真空助力器生产工艺流程--制动助力器
1.密封圈装配 2.活塞装配 3.渗漏功能测试 4.液壶装配 5.最后功能测试 6.皮膜片和浮动控制阀装配 7.推杆固定和轴承装配 8.16点夹紧 9.试推、渗漏和功能测试 10.扭矩确认和总成渗漏测试 11.总成功能测试 12.贴标签 13.装载贯穿螺钉和防震垫
11
真空助力器生产工艺流程--制动助力器
1.密封圈装配 2.活塞装配 3.渗漏功能测试 4.液壶装配 5.最后功能测试 6.皮膜片和浮动控制阀装配 7.推杆固定和轴承装配 8.16点夹紧 9.试推、渗漏和功能测试 10.扭矩确认和总成渗漏测试 11.总成功能测试 12.贴标签 13.装载贯穿螺钉和防震垫
13
真空助力器生产工艺流程--制动助力器
1.密封圈装配 2.活塞装配 3.渗漏功能测试 4.液壶装配 5.最后渗漏测试 6.皮膜片和浮动控制阀装配 7.推杆固定和轴承装配 8.16点夹紧 9.试推、渗漏和功能测试 10.扭矩确认和总成渗漏测试 11.总成功能测试 12.贴标签 13.装载贯穿螺钉和防震垫
Steel
Stop Steel
Spring Steel
Cage Nylon66
6
真空助力器简介与工作原理
真空助力器四种工作状态
1
2
初始状态 3
踩下踏板时状态 4
平衡状态
松开踏板时状态
7
真空助力器简介与工作原理
真空阀门A:真空阀圈底面与活塞外壳之间的间隙,它主要起连通前后腔气室的作用; 空气阀门B:真空阀圈底面与空气阀阀座之间的间隙,它主要作用是后腔气室与大气相连通; 发动机在工作时,由真空泵或者发动机进气管产生的负压会将真空助力器的真空单向阀吸开,此时前后腔室都处于真空状态
3.平衡状态:
如果制动踏板力保持不变,气室阀门B封闭,达到 平衡状态。此时任何踏板力的增长都将破坏这种 平衡,使空气阀门B重新开启,大气的进入将导致 后腔气室原有真空度的降低,加大前后腔气室的 气压差;
4.松开踏板状态:
松开踏板,在助力器推杆回位弹簧的作用下,助力器推杆 带动空气阀向后运动,首先关闭空气阀门B,继续运动将 开启真空阀门A,助力器前后腔气室连通,真空重新建立 ,在膜片回位弹簧的作用下,各组件回到初始位置;
Boot EPDM
5
真空助力器简介与工作原理
真空助力器结构--制动主缸:
Grommet EPDM
Reservoir Pin Steel
Sec.Piston Asm AL
O-Ring EPDM
M/Cyl.-M AL
Seal-Piston EPDM
Pri.Piston Asm AL
Stop Nylon66 Screw
贴完标签后,对标签进行扫描确 认,防止标签无法扫描影响DY排 序工位扫描
22
真空助力器生产工艺流程--制动助力器
1.密封圈装配 2.活塞装配 3.渗漏功能测试 4.液壶装配 5.最后功能测试 6.皮膜片和浮动控制阀装配 7.推杆固定和轴承装配 8.16点夹紧 9.试推、渗漏和功能测试 10.扭矩确认和总成渗漏测试 11.总成功能测试 12 贴标签 13.装载贯穿螺钉和防震垫
装配要求:
1.检查液壶壶口有无破损; 2.液位传感器外观无损伤,液 位传感器电阻值要求: 35 Ω -145 Ω;
14
真空助力器生产工艺流程--制动助力器
1.密封圈装配 2.活塞装配 3.渗漏功能测试 4.液壶装配 5.最后渗漏测试 6.皮膜片和浮动控制阀装配 7.推杆固定和轴承装配 8.16点夹紧 9.试推、渗漏和功能测试 10.扭矩确认和总成渗漏测试 11.总成功能测试 12.贴标签 13.装载贯穿螺钉和防震垫
有无明显漏气声
壶口破损
液位传感器浮子卡滞
销轴安装 不到位
销轴受 力变形
连接 处漏
主缸 内部 泄露
主缸内部密 封圈破损
锁定助 力器问 题,返 供应商 分析
根据问 题分析 思路( 见下页 )
注塑 磕碰 缺陷 导致
GA加注 设备造成
有无磕碰损伤 返供应商分析
电路故障
25
真空助力器漏气分析思路:
打开发动机,运行1-2分钟后关闭,然后脚踩三次踏板,正常工作的真空助力器踩第一脚时, 由于真空助力器内存在真空,其踏板行程正常;踩第二脚时,由于真空助力器内已损失一些真空, 所以踏板行程会减小很多;待到踩第三脚时,真空助力器内真空已很少,所以踏板行程也很小,再 踏下去就踏不动了。这样的话就证明真空助力器无漏气现象,工作正常。如果每一脚踏板行程都很 小,且行程都不变,即制动无助力,则说明助力器存在漏气,情况严重的,可以听到漏气声音;
装配要求:
• 复位弹簧来料检查,测量弹簧内径9.39.7mm,抽检频次:10个/批;
• 夹紧点夹紧深度2.5+/-0.4mm,检查频 次:3个/班次,卡尺测量;
• 密封索环浸泡时间10min,脱油时间 5min,设备完成,员工班前TPM点检 ;
18
真空助力器生产工艺流程--制动助力器
1.密封圈装配 2.活塞装配 3.渗漏功能测试 4.液壶装配 5.最后功能测试 6.皮膜片和浮动控制阀装配 7.推杆固定和轴承装配 8.16点夹紧 9.试推、渗漏和功能测试 10.扭矩确认和总成渗漏测试 11.总成功能测试 12.贴标签 13.装载贯穿螺钉和防震垫
装配要求:
• 安装橡胶轴承前,涂抹油脂,油脂涂抹 要适量,每次涂抹要求在0.4-0.8g,首 、中、末件电子称检查涂抹量;
• 零件安装前检查表面质量无破损,O型 圈安装2个,无漏装;
17
真空助力器生产工艺流程--制动助力器
1.密封圈装配 2.活塞装配 3.渗漏功能测试 4.液壶装配 5.最后渗漏测试 6.皮膜片和浮动控制阀装配 7.推杆固定和轴承装配 8.16点夹紧 9.试推、渗漏和功能测试 10.扭矩确认和总成渗漏测试 11.总成功能测试 12.贴标签 13.装载贯穿螺钉和防震垫
Bolt-Thru Steel
Diaphragm EPDM
Tube-Thru Steel
Rr Housing Steel
Rear Bearing EPDM
Return Spring Steel
Reaction Rod Steel
Power Piston PPA
Push Rod & FCV Asm Steel & Rubber
真空助力器的作用: 制动助力器:将制动踏板产生的输出力放大后产生制动主缸的输入力 制动主缸:将真空助力器的输出力转化为液压输出到制动管路 总结为一句话:将机械力转化为液压力
4
真空助力器简介与工作原理
真空助力器结构--制动助力器:
Front Housing Steel
Support Plate Steel
测试用真空压 : 500±15mmHg
1.DEAD STROKE在1.8mm以下,该行 程设备100%保证,员工3次/班记录数 据; 2.推杆装配距离在99.5-101.5mm,设 备保证,员工班前对设备TPM点检
21
真空助力器生产工艺流程--制动助力器
1.密封圈装配 2.活塞装配 3.渗漏功能测试 4.液壶装配 5.最后功能测试 6.皮膜片和浮动控制阀装配 7.推杆固定和轴承装配 8.16点夹紧 9.试推、渗漏和功能测试 10.扭矩确认和总成渗漏测试 11.总成功能测试 12.贴标签 13.装载贯穿螺钉和防震垫