工时节拍分析表模板
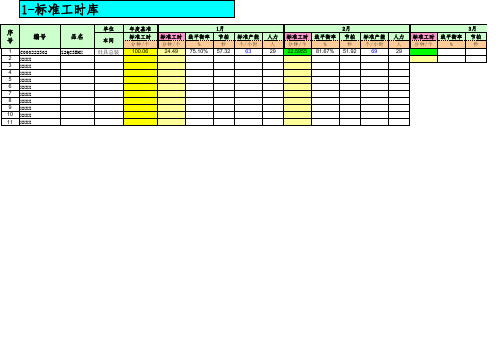
标准工时库(例表)
序 号
1 2 3 4 5 6 7 8 9 10 11 单位
编号
C000222302 XXXX XXXX XXXX XXXX XXXX XXXX XXXX XXXX XXXX XXXXBiblioteka 品名Z2QC3BMX
车间 灶具总装
年度基准 标准工时 分钟/个 100.06
1月 标准工时 分钟/个 24.49 线平衡率 % 75.10% 节拍 秒 57.32 标准产能 个/小时 63 人力 人 29 标准工时 分钟/个 22.5955 线平衡率 % 81.67%
2月 节拍 秒 51.92 标准产能 个/小时 69 人力 人 29 标准工时 分钟/个 线平衡率 %
3月 节拍 秒
4月 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 % 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
5月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
6月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
7月
7月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
8月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
9月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
10月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个
11月 线平衡率 % 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
12月 节拍 秒 标准产能 个/小时 人力 人
下一年基准 标准工时 分钟/个
备注
生产节拍计算表格

工序名称
割断
粗铰
粗车
精镗
精车水档
粗珩
精细车
每班总的时间 计划休息及开机,交接班,清洁时间 班数 用餐时间 设备数量 工作时间
小时 分钟/班 班/天 分钟/班 台数 小时/班
8 30 1 30 1 7
8 30 1 30 1 7
8 30 1 30 1 7
8 30 1 30 1 7
8 30 1 30 1 7
44.0 99.67% 0.33% OK NOT OK
顾客代表签字 是
客户接受按节拍生产结果?
否 - 需要采取纠正措施及要求新的按节拍生产试运行
供应商代表签字
日期
精珩
8 30 1 30 1 7
310 44.3 99% 0.1%
7.5 300 1 1
46.0 99.67% 0.33% OK OK
2014-12-25
310 44.3 99% 0.1%
目标
PDR持续时间 共计生产数量 报废 停机时间(含休息)
小时 件 件 小时
6 300 0 1
6.25 300 0 1
6.4 300 0 1
6.2 300 0 1
7 300 0 1
6.5 300 0 1
7.8 300 1 1
实际
节拍时间 节拍生产结果 一次合格率 报废
件/小时 % % 一次通过率 生产节拍
60.0 100.00% 0.00% OK ห้องสมุดไป่ตู้K
57.1 100.00% 0.00% OK OK
55.6 100.00% 0.00% OK OK
57.7 100.00% 0.00% OK OK
50.0 100.00% 0.00% OK OK
加班工时统计,效率提升表格模版
加班工时统计,效率提升表格模版随着社会的发展和工作的日益紧张,加班已经成为很多职场人士的常态。
然而,加班的时长和频率往往会对工作效率和员工健康造成影响。
为了科学统计和管理加班工时,提高工作效率,下面将介绍一种加班工时统计及效率提升表格模版。
一、加班工时统计表格模版加班日期加班时间(开始-结束)工作内容备注2023/1/1 18:00-20:00 备注1 无2023/1/2 19:00-22:00 备注2 无2023/1/3 20:30-23:00 备注3 无2023/1/4 18:30-21:00 备注4 无2023/1/5 19:00-00:00 备注5 无2023/1/6 17:00-21:30 备注6 无......二、效率提升表格模版工作项目完成时间目标达成情况收获与不足改进措施项目1 2023/1/1 达成收获1、不足1 改进措施1项目2 2023/1/2 达成收获2、不足2 改进措施2项目3 2023/1/3 未达成收获3、不足3 改进措施3项目4 2023/1/4 达成收获4、不足4 改进措施4项目5 2023/1/5 达成收获5、不足5 改进措施5......以上是加班工时统计及效率提升表格模版的简单示例,通过这两个表格,可以科学地统计和管理加班工时,及时发现并改进工作中的不足,从而提升工作效率,实现工作与生活的平衡。
希望以上内容对大家有所帮助,如果有更好的想法和建议,欢迎留言交流。
随着社会发展和工作压力的增加,加班已经成为许多职场人士的常态。
然而,长时间的加班不仅会影响员工的健康,还会导致工作效率的下降。
对于加班工时的统计和管理显得尤为重要。
在这个加班工时统计表格模版中,我们可以看到加班日期、加班时间、工作内容以及备注等主要内容。
这些信息的记录,可以帮助公司和员工们更清晰地了解加班的情况,对于管理和调整工作计划都有着重要的指导意义。
通过统计加班工时,公司可以及时采取措施,保障员工的健康和工作效率,避免长期加班带来的负面影响。
工时统计表模板

工时统计表模板工时统计是企业管理中非常重要的一项工作。
通过统计和分析员工的工时情况,企业可以更好地安排人力资源,提高工作效率和生产力。
为了更加方便和准确地进行工时统计,很多企业都会使用工时统计表模板。
一、工时统计表的作用工时统计表是一种记录员工工作时间的表格,主要用于统计和分析员工的工时情况。
它可以帮助企业了解员工的工作时间分布、工作强度以及加班情况,为企业的人力资源管理提供参考依据。
二、工时统计表的内容工时统计表通常包括以下几个方面的内容:1. 员工信息:包括员工姓名、部门、职位等基本信息,用于标识和区分不同员工。
2. 工作日期:记录员工的工作日期,可以按日、周、月等不同时间段进行统计。
3. 上班时间:记录员工的上班时间,包括上班打卡时间和下班打卡时间。
4. 工作时长:根据上班时间和下班时间计算出的工作时长,以小时为单位。
5. 加班时长:记录员工的加班时长,以小时为单位。
6. 请假情况:记录员工的请假情况,包括事假、病假、年假等。
7. 出差情况:记录员工的出差情况,包括出差日期、出差地点等。
8. 考勤情况:记录员工的考勤情况,包括迟到、早退、旷工等。
9. 备注:用于记录其他需要说明的情况。
三、工时统计表的编制编制工时统计表需要以下几个步骤:1. 设计表格:根据企业的实际情况和需求,设计适合自己企业的工时统计表模板。
可以使用Excel等办公软件进行设计,将不同的内容安排在不同的列中。
2. 收集数据:根据员工的打卡记录、请假记录等,收集员工的工时数据。
可以通过打卡机、考勤系统等方式获取数据。
3. 填写数据:将收集到的数据填写到工时统计表中。
根据员工的上班时间和下班时间计算工作时长,根据请假记录和加班记录计算请假时长和加班时长。
4. 统计分析:根据填写好的工时统计表,进行数据统计和分析。
可以通过计算每个员工的平均工作时长、加班时长等指标,了解员工的工作情况。
5. 优化管理:根据统计和分析的结果,对企业的人力资源管理进行优化。
(精编)生产节拍计算表格

工作时间计算
工序名称
每班总的时间 计划休息及开机,交接班,清洁时间 班数 用餐时间 设备数量 工作时间
小时 分钟/班 班/天 分钟/班 台数 小时/班
产量 节拍时间 一次合格率 报废率
件/班 件/小时 % %
PDR持续时间 共计生产数量 报废 停机时间(含休息)
小时 件 件 小时
0
1
1
1
54.5 100.00%
0.00% OK OK
44.0 99.67%
0.33% OK NOT OK
顾客代表签字 供应商代表签字
日期
精珩
8 30
1 30
1 7
310 44.3 99% 0.1%
7.5 300
1 1
46.0 99.67%
0.33% OK OK
2014/12/25
1 7
350 50
99% 0.1%
6.25 300
0 1
57.1 100.00%
0.00% OK
OK
粗车
8 30
1 30
1 7
325 46.4 99% 0.1%
6.4 300
0 1
55.6 100.00%
0.00% OK
OK
精镗
8 30
1 30
1 7
精车水档
8 30
1 30
1 7
325 46.4 99% 0.1%
320 45.7 99% 0.1%
6.2 300
0 1
57.7 100.00%
0.00% OK
OK
7 300
0 1
50.0 100.00%
工时分析表
1.26 1.05 1.32 1.26 1.49 1.28
装指示灯胶套& 1-2 拿取1pcs指示灯胶套组于前壳指示灯孔
4.19 4.26 4.29 4.24 4.31 4.26
4
听筒,扣主板端 1-3 拿取吸笔吸取1pcs听筒组于前壳
3.98 3.42 3.54 3.45 4.16 3.71 1
FPC
1-4 撕除前壳LCM FPC离型纸,将FPC贴附在前壳上 2.57
1-5 拿取主板与FPC,将FPC卡扣于主板
4.59
2.95 2.92 3.45 3.52 3.08 4.65 4.29 4.62 4.72 4.57
1-6 将主板与前壳放置于托盘内流线
1.23 1.34 1.06 1.24 1.08 1.19
1-5 将散热硅胶贴在主板CPU处,传递至下站
3.94 3.97 3.42 3.59 4.25 3.83
1-1 拿取上序加工完的主板
1.26 1.23 1.24 1.59 1.42 1.35
3
主板贴散热硅胶 1-2 用镊子夹取1pcs散热硅胶1贴在主板IC处
&铜箔&光感胶套
1-3 1-4
用镊子夹取1pcs散热硅胶2贴在主板IC处 撕取1pcs铜箔将其贴在主板屏蔽盖上
9
LCM BTB&贴铜 1-2 用镊子夹取1pcs铜箔,将其贴附于屏蔽盖上
5.25 5.28 4.85 5.34 5.23 5.19 1
箔
1-3 盖上治具盖板,分别吸取锁附2pcs螺丝, 1-4 掀开盖板,拿出机台扣合LCM PFC BTB
5.62 5.86 5.89 5.65 5.26 5.66 4.10 3.68 4.45 4.05 3.85 4.03
标准工时统一表格(模板)
标准UPH (pcs/H)(含宽放)
E=3600/C 385 334 397 392 486 426 458 352 381 352 394
备注 瓶颈工站
101.2 85% 90% 177
334 标准设备日产能
(标台准)人力日产能
(台)
6,813 6,011
新结构
定子
人数
4 2 3 2 2 2 2 7 2 4 1 3 34
12
10
85.3%
台数
A 2 2 3 2 2 2 2 7 2 4 1
班次 班次
生产时间(H/ 班)
产品型号: 测量日期:
会签:
线体名称: 周期时间 Cycle time(s)
B 17.02 19.6 24.75 16.7 13.48 15.36 14.3 65.1 17.2 37.2
1 挂线 2 机械落线 3 插相纸 4 粗整形 5 分线 6 打端子 7 吹热缩管 8 引线定位 9 机绑、整形 10 检修外观 11 综合测试
辅助人数
标准
合计 标准设备工作时数/ 班标: 准人力出勤时数/ 班:
生产线平衡率:
实际 排产数/班:
注:
1.以上数据以感应定 子2.标、准总O装E产E、品O型P号E值 暂3. 以上行表业统标计准表为栏目位标中 白色单元格表示需要
15.00
10.78
10.00
9.36
9.08
5.00
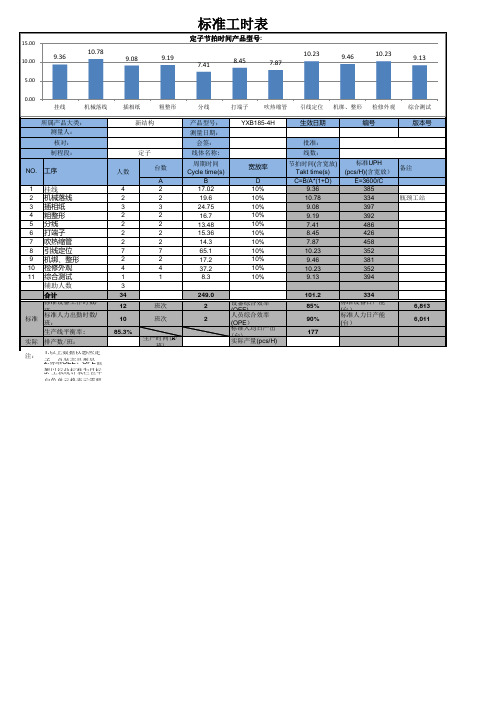
标准工时表
定子节拍时间产品型号:
9.19
7.41
8.45
7.87
10.23
9.46
10.23
9.13
0.00
挂线
机械落线
插相纸
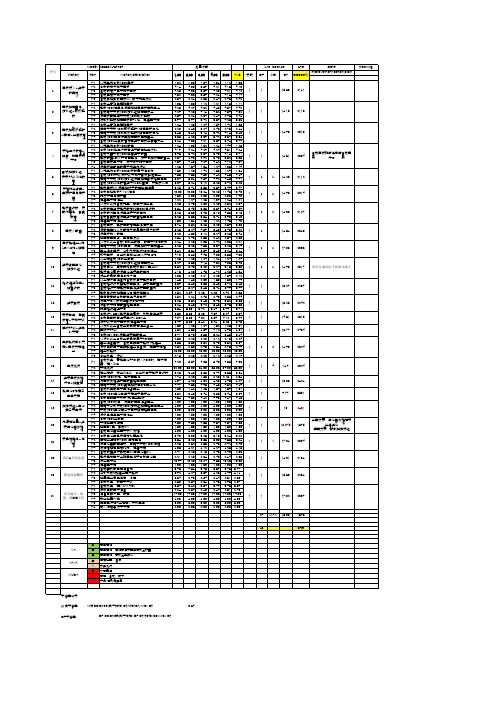
标准工时分析表(MOD法)

3.2 DIP T/U 段一般动作标准:No 动作描述分析式MOD 数左手:M4G1M2G1M4P0右手:H右手:M4G1M4M2P2M3左手:HM2G1M3P0右手:M3C4M2P2M3左手:HM2M1M3P0左手:M4P5+UT=2.5SECM4右手:M4P5+UT=2.5SECM4左手:M4P0G1M4P0M4G1M4右手:M2P0左手:M4P0M4右手:H 共:=3.3+2.2N SEC/EA NO 动作描述分析式MOD 数a. 取插销及PCB 板左手:M4G1M2G1M4P0右手:M4G1M4P2b.刮锡渣UT=1.8SEC =UT*N 颗c.放入输送带左手:H右手:M2G1M4P2No 动作描述分析式MOD 数左手:M4G1M4C4M3右手:Hb.检查零件脚是否过长时间UT=0.4(L+W)/7.5+0.006N SEC SEC=每目检一次所需时间(S1)*移动目光检视区域次数(N)+判断每颗零件脚是否过长时间(S2)*零件总数(N)*零件过长比率(B)(因人目光一次可看75*75CM)之区域,故看完一片PC 板需看n 次, n=(PCB 宽/7.5)*(PCB 长/7.5)(Unit:CM)抽样求得S1=0.4SEC,S2=0.006SEC)L:CMW:CM左手:H右手:M4G1M44 c.剪零件脚(每颗)UT=1.3 SEC **** 1.3N SEC 左手:M4C4P2右手:H共a+b=1.4+0.14N SEC(N:零件总颗数)12 1.91)拆板后切板,放入输送带共: /2 =6.4SEC/EA 标准时间20 3.1SEC2 b.拆断余板一端22 3.4SEC1 a.取下散热板治具(2片)28 4.3SEC4d.切板(2连板)****2.5SEC3 c.拆断余板另一端SEC2)取插销后刮锡渣放入输送带标准时间1a.自输送带取基板,并翻转16 2.5SEC 5 e.放入输送带(2块) 2.2N SEC 标准时间112 1.9SEC2**** 1.4SEC2)取机板检查零件是否过长后剪过长零件脚共=5.4+3(L+N)+0.006NB+1.3N SEC(L:PCB 板长,W:PCB 板宽,N:零件总颗数,B:零件过长比率)39SEC 5d.放回输送带101.5SEC3 b.取气剪9 1.43)输送带上取基板、正检2****=3(L+N)+0.006NB∑ae∑aC ∑adNO 动作描述分析式MOD 数左手:M4G1M4右手:H 2 b.检查零件面(每颗)UT=0.14 SEC****0.14N SEC 3 c.检查锡面(每个焊点)UT=0.3 (0.3"/四个焊点)****0.3*N/4SEC 左手H右手:M3G1C4共:= 13.2+(6.47NB) SEC(N:零件总颗数,B:正检不良率)NO 动作描述分析式MOD 数左手:M4G1M4A4C4右手:M3G1C4左手:H右手: M4G1M4c.清除焊孔UT=2.3 SEC =每点时间(S)*总焊锡点(N)*不良率(B)左手:C4D3M2A4C4右手:He.左手取锡丝,左手:M3G1M3P5右手取烙铁右手:M4G1M4f.补焊UT=2.47 SEC =每点时间(S)*总焊锡点(N)*不良率(B)左手:M3G1M4P0M4右手:H 左手:H右手:M3G1E2D3R2A4No 动作描述分析式MOD 数左手:M3G3M3H 右手:M4G1M4P2b.锁螺丝(第一颗)左手:H (自攻螺丝)1.5+0.022L(L:自攻螺丝长度:mm)右手:M3G1P2M2P2+0.022*L (自攻螺丝)(K:机械螺丝长度:mm)左手:H (机械螺丝)1.5+0027K 右手:M3G1P2M2P2+0.027*K(机械螺丝)5标准时间6 1.4SEC 补跷件后将基板放回输送带.1 a.自输送带取基板934标准时间a.按住跷件,反过PC 板17 2.6SEC12 d.压入跷起之脚(每颗)b.取络铁9 2.6SEC/EA17 1.4SEC****2.3NBSEC3.3SECSEC **** 2.47NB SEC标准时间SECSEC7g.放回输送带上12 1.9214清洗烙铁头81.22****SEC自攻螺丝:共: =3.2+0.022L(1+N)+1.4N SEC/EA机械螺丝; 共:=3.2+0.027K(1+N)+1.4N SEC/EA111.7152.32*NSEC8h.点胶=每人点明间*N5)锁螺丝1a.取螺丝及锁固物∑a i∑ac∑ac左手: H (自攻螺丝)(1.4+0.022L)N右手:(M3P2M2P2+0.022*L)N (自攻螺丝)左手:H (机械螺丝)(1.4+0027K)N右手:(M3P2M2P2+0.027*K)N(机械螺丝)o.放散热片X手:M3G3M3P0R2P5;16 2.48SEC a.放晶体X手:M3G1M3P0R2P514 2.17SEC b.涂晶体散热膏双手:M3G3M3P0M3G1M3*2M220 3.10SEC c.放螺帽X手:M3G3M3P0R2P516 2.48SEC f.放绝缘片X手:M3G3M3P0R2P516 2.48SEC g.点红胶X手:M3M2P27 1.08SEC h.取出散热片放于輸送帶上X手:M3G1M4P08 1.24SEC i.组装好的散热片装箱X手:M3G1M4M2P212 1.86SEC j.穿晶体于散热片中X手:M3G1M3G1M2R2P517 2.63SEC l.穿螺丝于散热片中X手:M3G1M3G1M2R2P517 2.63SEC m.锁螺帽于散热片上X手:M3G1M3G1R2P5A4R2*3M2274.18SECNo 动作描述分析式MOD 数1 a.取机台X手:M3G3M28 1.24SEC 2 b.擦机身(单位面积)UT=1.1**** 1.32*SSEC 3 c.摇机身UT=1.120 3.10SEC 短胶袋(≦250mm ) UT=4.5SEC **** 5.40SEC 长胶袋(≧250mm) UT=7.0SEC ****8.40SEC 5 e.贴Label(单位面积mm)UT=0.003SEC ****0.004*SSEC 6 f.组装刀卡(V卡刀数N=a*b)UT=1.02SEC **** 1.22*NSEC 7g.插插头X手:M3G1R2M2P513 2.01SEC 8h.插端子X手:M3G1R2M2A412 1.86SEC 9i.按键盘X手:M3M2A49 1.39SEC 10j.目视机身;Label UT=8.0SEC ****9.60SEC 11k.目视线材UT=7.5SEC ****9.00SEC 12l.划记号M3M2G1M2P513 2.01SEC 13m.装机台于纸盒M3G3M3G3*3P5A4*2M2A4P538 5.88SEC 14n.成型纸盒M3G1M3M3M2A4*2M2A4P529 4.49SEC 15o.成型纸箱UT=28SEC****33.60SEC标准时间46)包装3 c.继续锁螺丝****SEC4 d.装胶袋。
标准工时表及人力配置表

22
扎线
3
3.63
993
23
贴袋子标贴
2
3.54
1017
贴PE袋标贴治具
1个
24
装袋封袋
25
PE查抄
1
3.10
1161
26
包装
1
3.66
984
电子称
1台
合计:
44
3.54
: 工程开始,终结: 操作作业:质的查验: 量的查验
工 位时间平 衡图
平衡率
93.3%
Note:平衡率=工序平均时间÷节拍时间
核准:
1
3.75
960
8681测试
2台
16
电气测试〔1〕
2
3.74
964
成型机
1台
17
成型MICRO内模
1
3.709ຫໍສະໝຸດ 3成型机1台18
成型MICRO外模
1
3.79
950
美工刀
2把
19
修边
2
3.63
993
F-350测试机
1台
20
电气测试〔2〕
2
3.50
1029
美工刀
2把
21
外不雅查抄
2
3.45
1045
量测治具
工位平衡时间(秒)
工序尺度产量 PCS/H
投入设备/ 治东西
作业代号
工序序号
名称
数量
1
绕线
3
3.33
1083
2
分线
4.63
毛刷
2把
3
去铝箔
2
3.49
1032