Denso机械手使用简介
车床机械手的基本操作规程

车床机械手的基本操作规程车床机械手是一种用于机械加工的自动化设备,本文就车床机械手的基本操作规程进行详细介绍。
一、安全操作规程1. 熟悉车床机械手的结构、功能和操作方法,严格按照操作手册进行操作。
2. 在操作前应进行安全检查,确保所有设备和部件正常运行,无松动和故障,并检查润滑油是否充足。
3. 遵守车间和操作规定,不得擅自更改程序和参数。
4. 操作过程中需保持清醒,严禁酒后或疲劳驾驶。
5. 不得在机械手运行中对设备进行维修和调整。
二、准备工作1. 打开车床机械手前,确认工作区域干净整洁,无杂物和有害物质。
2. 检查机械手的工作台面和顶板,确保无损坏或不良问题。
3. 确认机械手与电源连接正常,并确认电源开关处于关闭状态。
4. 确保机械手旁边的安全防护设施完好,如紧急停机按钮和安全栅栏。
5. 根据工件材质和大小选择合适的夹具和切削工具,并进行检查和清洁。
三、操作流程1. 启动机械手前,应先将工件放置在工作台上,并进行夹紧和定位。
2. 打开电源开关,启动机械手后,请等待机械手完成自检和复位操作。
3. 根据工件的要求,调整夹具和切削工具,以确保工件稳定和加工质量。
4. 在启动机械手后,请不要离开机床工作区域,始终保持注意力集中,随时观察机械手的运行状态。
5. 严禁在机械手运行中对切削工具进行更换和调整,必要时需要停机后再进行操作。
6. 定期检查润滑系统,确保机械手在工作过程中的润滑。
7. 完成加工后,及时关闭电源开关,切断电源供应。
四、维护保养1. 定期清洁机械手的外部和内部部件,包括工作台面、夹具、切削工具、润滑系统等。
2. 检查机械手的联轴器、传动装置和电气元件,检修松动和磨损问题。
3. 定期更换润滑油和润滑脂,确保机械手的正常运行和使用寿命。
4. 出现故障或异常情况时,应及时停机,并联系专业维修人员进行检修和维护。
5. 根据机械手的使用情况和要求,进行定期的维护保养,并记录维护和保养的情况。
通过以上的基本操作规程,可以确保车床机械手的安全运行和高效加工,提高工作效率和生产质量。
数控车床机械手操作规程

数控车床机械手操作规程1. 引言本操作规程适用于数控车床机械手的操作人员,旨在指导操作人员正确、安全地使用数控车床机械手。
2. 术语定义•数控车床机械手(以下简称机械手):用于自动加载、卸载工件的机械装置。
•数控车床(以下简称车床):使用计算机控制的车床,具有高精度和自动化操作的特点。
3. 安全要求在操作机械手前,请务必遵守以下安全要求:1.操纵机械手之前,操作人员必须戴好安全手套和护目镜。
2.严禁戴长发、宽松衣物、带有悬挂物品进入作业区域。
3.确保车床和机械手电源已切断,并进行锁定和标记。
4.在操作过程中,禁止触碰机械手的工作区域和运动部件。
5.在使用机械手前,检查所有安全装置和紧固件是否完好,并进行必要的维护和保养。
4. 操作流程4.1 准备工作1.打开车床电源,检查车床系统是否正常启动。
2.检查机械手的电源和控制系统是否正常工作。
3.检查机械手的气源和润滑系统是否正常。
4.确保机械手所需的工具和夹具齐全,并放置在便于操作的位置。
4.2 启动机械手1.将机械手的控制开关置于“ON”位置。
2.检查机械手的运动轴是否与车床坐标系一致。
3.输入机械手的工作程序和相关参数。
4.确认机械手未处于紧急停止状态。
5.按下机械手的“启动”按钮,启动机械手。
4.3 加载工件1.将待加工工件放置在机械手的工作台上。
2.调整工件的位置和方向,使其与车床的刀具对应。
3.调整机械手夹具的位置和宽度,确保夹紧工件不松动。
4.使用机械手的夹具功能,稳固地夹紧工件。
4.4 进行加工1.选择合适的刀具和切削参数。
2.将车床切削轨迹调整至所需位置。
3.按下机械手的“开始加工”按钮,开始加工工件。
4.监控加工过程,确保工件加工平稳、精确。
4.5 卸载工件1.加工完成后,确保车床停止运动,并且切削工具转速为零。
2.获取加工后工件的相关信息,并记录在相关记录表中。
3.使用机械手的夹具功能,轻轻地卸下工件。
4.将卸下的工件放置在指定位置,以便后续处理。
denso hsr使用手册

denso hsr使用手册【实用版】目录1.Denso HSR 简介2.Denso HSR 的功能特点3.Denso HSR 的使用方法4.Denso HSR 的维护与保养5.Denso HSR 的安全注意事项正文【Denso HSR 简介】Denso HSR 是一款由日本电装公司(Denso Corporation)生产的高性能机器人手臂,广泛应用于各种工业生产场景,如汽车制造、电子产品组装等。
Denso HSR 以其精准的控制、高速的运动和稳定的性能在工业领域中享有盛誉。
【Denso HSR 的功能特点】1.高精度控制:Denso HSR 机器人手臂采用了先进的控制系统,能够实现高精度的运动控制,提高生产效率和产品质量。
2.高速运动:Denso HSR 具有高速的运动性能,能够在短时间内完成大量的生产任务,提高生产效率。
3.稳定性能:Denso HSR 在运动过程中能够保持良好的稳定性,有效避免因震动等原因导致的生产误差。
4.多轴运动:Denso HSR 支持多轴运动,能够实现复杂的空间运动轨迹,满足各种生产需求。
5.丰富的扩展接口:Denso HSR 提供了丰富的扩展接口,方便与其他设备和系统进行集成,实现高度自动化的生产线。
【Denso HSR 的使用方法】1.安装与调试:在使用 Denso HSR 之前,需要对其进行安装和调试,确保各部件连接牢固,控制系统正常运行。
2.编程:通过编程软件对 Denso HSR 进行编程,设置其运动轨迹、速度、加速度等参数。
3.运行:将编写好的程序上传至 Denso HSR,启动机器人手臂开始执行任务。
4.监控与调整:在运行过程中,需要对 Denso HSR 进行实时监控,根据实际情况调整参数,确保生产效率和产品质量。
【Denso HSR 的维护与保养】1.定期检查:定期对 Denso HSR 进行全面检查,包括机械部件、电气部件等,发现异常及时处理。
2.润滑保养:定期对 Denso HSR 的关节、轴承等部位进行润滑,减少磨损,提高使用寿命。
可为精密机械手面板按键说明书

可为精密机械手面板按键说明书一、精密机械手面板按键简介精密机械手面板按键是指安装在机械手操作界面上的各种功能按键,它们用于控制机械手的运行状态和实现各种功能。
本文将为大家详细介绍精密机械手面板按键的功能及操作方法,帮助大家更好地掌握机械手的使用技巧。
二、面板按键功能及操作方法1.电源开关:用于控制机械手的开启和关闭。
在开启机械手前,请确保电源开关处于关闭状态,以免发生意外。
2.模式切换:用于在不同工作模式间切换。
一般来说,精密机械手具有手动模式、自动模式等多种工作模式,用户可以根据实际需求进行切换。
3.速度调节:用于调整机械手的运动速度。
速度调节按钮通常有多个档位,用户可以根据实际操作需求选择合适的速度档位。
4.抓手松开/收紧:用于控制机械抓手的开合。
在抓取物品时,请确保抓手已经完全收紧,以确保物品的稳定。
5.复位按钮:用于将机械手恢复到初始位置。
在机械手出现故障或需要重新开始操作时,可以使用此按钮进行复位。
6.故障自检:用于检测机械手是否存在故障。
当机械手出现异常时,故障自检按钮会发出提示信号,帮助用户及时发现并解决问题。
三、面板按键维护与保养为确保精密机械手面板按键的正常使用,用户需定期对其进行维护和保养。
具体措施包括:1.保持面板按键清洁,避免灰尘和污渍影响按键灵敏度;2.定期检查按键连接线,确保连接良好,避免因线缆损坏导致故障;3.避免在高温、潮湿、腐蚀性环境中使用,以免影响按键的使用寿命。
四、安全注意事项在使用精密机械手面板按键时,请务必遵守以下安全注意事项:1.在操作机械手前,请确保已阅读并理解操作说明书;2.操作过程中,请勿将手或身体部位伸入机械手工作区域,以免发生意外伤害;3.遇到故障时,请及时关闭电源,并联系专业人员进行维修;4.定期检查机械手状态,确保其正常运行。
机械手简易操作步骤
机械手安全提示
全伺服机械手操作规范
(1)确认电源及空压源等动力源都妥善接好,检查机械手空气调压阀压力至0.4mpa-0.6mpa。
(2)打开机械手电源,进行机械手原点复归动作。
(3)设定机械手的各动作模式,(按照具体产品所需选择)
(4)根据机械手夹具上的标贴参数,输入机械手待机位置和夹取位置。
(5)根据标贴上参数设定注塑机开模行程
(6)检验夹具螺钉是否有松动,抱夹夹片是否有损坏,气缸伸缩是否正常,是否漏气,吸盘是否完好,金具是否有卡死等不良现象。
(7)夹具安装OK 后,观察夹具所有金具是否在同一个垂直面上,若不在,则调整连接快上的阻挡螺钉使夹具处于同一垂直面上。
(8)半自动微调夹取位置,调整OK 后,保存参数。
(9)然后依次设定机械手的姿势位置,途中开放位置,产品开放位置等。
(10)进入机械手定时器模块,对各个动作时间进行初步设置。
并初步设定注塑机顶针顶出延时(2s)与后退延时(5s)。
(11)进行注塑机及机械手的全自动运行操作。
(12)首次全自动状态下,因为了使机械手与注塑机之间能有最好的配合,请仔细观察全自动状态下两个设备的运行情况,然后微调机械手的各项时间与注塑机的各项时间(顶针顶出延时、顶针后退延时、中间循环时间等),以便机械手做到最迅速稳定的动作反应。
(13)调整完毕,进行全自动生产。
观察20模或半小时以上且无故障报警后方可离开。
拟制:审核:批准:2011.05.18
09:19:16
+08'00'。
机械手实用操作教材

一、机械手自动运行、生产1、检查压缩空气气压。
(如图1-1-1)图1-1-1机械手进口压力要求大于0.6MPa。
2、检查、确认无人处于机械手周围的防护区内。
3、确认主电源开关处于打开状态。
(如图1-3-1)图1-3-14、将操作模式选择器置于手动减速模式。
(如图1-4-1)图1-4-15、操作并确认机械手处于homepos。
具体操作见“五、机械手回原点”。
6、确认转台控制柜电源开关处于打开状态,模式选择为“手动”。
7、 打开程序窗口,调入喷涂程序。
① 打开程序窗口,按下File 菜单并选择 1 Open ...选项。
(如图1-7-1)图1-7-1② 按照所需用喷涂程序的路径查找程序。
(如图1-7-2)图1-7-2 ③ 调入程序。
将光标移至将要运行的程序上,按OK 功能键或回车键调入程序。
(如图1-7-3)图1-7-38、 将操作模式选择器置于自动模式。
(如图1-8-1)程序运行指针(PP )图1-8-19、示教器显示屏出现自动生产确认信息。
(如图1-9-1)图1-9-110、按下OK功能键进入生产窗口。
(如图1-10-1)图1-10-111、按下控制面板上的“MOTOR ON”按钮,令马达上电。
(如图1-11-1)图1-11-112、按下Start功能键开始运行程序。
13、等待机械手将一些先前程序及初始数据加载完毕,确定有无任何错误信息跳出。
(如图1-13-1)图1-13-1如有错误信息跳出,先将操作模式选择器置于手动减速模式,然后重新从第4步开始。
二、生产过程中喷涂的流量、雾化、扇面的调节1、打开生产信息界面。
(如图1-13-1)①在自动状态下生产,开始运行程序后,自动跳入生产信息界面。
如“一、机械手自动运行、生产”中第13步所示。
②当前窗口未在其它窗口,或是当前窗口为其它窗口,但未在生产信息界面时。
按下键打开其它窗口,并将光标移至Production,按回车键进入生产信息界面。
(如图2-1-1)图2-1-12、按下Paint菜单,选择 2 Brush Factors ...选项。
横走式单伺服机械手安全操作及保养规程
横走式单伺服机械手安全操作及保养规程前言横走式单伺服机械手作为一种重要的生产设备,在实际使用过程中,需要符合一定的操作及保养规程,才能确保生产和安全,减少事故发生的概率,本文将就横走式单伺服机械手安全操作及保养规程进行一定的介绍和讨论。
安全操作规程操作前的准备在横走式单伺服机械手的操作装置前,应进行以下准备工作:1.下车检查机器是否正常启动,在确认正常启动之后进行后续操作。
2.在进行机器操作之前,应先戴好安全帽及防护眼镜,确保操作人员的身体安全。
3.在操作过程中,要确保机器的安全门打开并开关正常,在关闭时要听到机器声音从高频转为低频,确保门关闭。
4.操作人员应穿着合适的工作服,将工作服裤子塞入鞋内,避免机器起动过程中衣物被夹。
操作中的安全要点在进行横走式单伺服机械手操作时,务必注意以下安全要点:1.喝饮料、吸烟或嚼口香糖等行为严禁在操作机器时进行,避免机器因此进入故障状态而导致操作事故。
2.操作人员应严格按照操作规程进行操作,不得擅自对机器进行修改或停止机器,如有必要,应该经过相关的工作人员进行操作。
3.只有在操作停止无反动力的情况下,才能进行维护保养等工作,一旦机器进入工作状态,任何人员不能靠近或触碰机器。
4.机器操作中不能随意解除或改变安全装置。
操作后的处理在进行横走式单伺服机械手操作后,应进行以下处理:1.在操作完毕之后,应将机器恢复至待机状态,进行清扫工作,清洁整个机器。
2.在机器操作前后,应进行相关记录,包括开机、关机、操作人员名单、机器开关门状态等,避免因操作不当而导致的机器故障。
保养规程横走式单伺服机械手的长期使用,需要进行一定的保养以确保机器的正常使用和寿命,以下是一些常见的保养规程:日常保养1.在机器使用过程中,应保持机器地面清洁干燥,避免机器受潮及氧化。
2.确保机器梁的切割电缆未受机器切割影响,做到机器行走稳定。
3.定期对机器的相关设备进行升级更新,确保机器使用的高效性和安全性。
日本densobht系列手持终端相关操作说明文档

操作说明1.连接无线网络双击桌面【BhtShell】图标→点击第三项【System Properties】→找到【Wireless LAN】点击【Open】打开无线模块(如已开启请忽略此步骤)→点击屏幕上方【Profiles】选项卡→点击下方的【Scan】按钮开始搜索无线→然后在中间列表处选中您的无线网络→点击下方【Create Profile】按钮进行无线网络配置SSID:无线网络名称-保持默认Authentication:安全类型-通常为WPA2-PSK,如无密码请选择OpenEncryption:加密类型-通常为AES,具体根据您的无线配置来设定PSK:网络安全密钥-在此处输入您的无线网络密码配置完毕后点击下方的【Apply】应用按钮即可,连接成功后再屏幕下方任务托盘处会有无线网络的信号格,如没有则代表信号弱,如是一个红色的X则表明无线未连接成功,请重新确认您的无线网络配置图解连接成功2.系统备份双击桌面【BhtShell】图标→点击第三项【System Properties】→找到【BHT Backup】点击【Backup】→输入本次备份名称→点击【BackUp】开始备份(电量不足时禁止备份)备份成功后会有相应的提示,如果已有备份再次备份时会提示是否覆盖上次备份,点击【是】按钮即可,如果不想覆盖上次备份点击【否】按钮重新输入新的备份文件名称即可图解3.设置声音双击桌面【BhtShell】图标→点击第三项【System Properties】→找到【ControlPanel】→找到【音量和声音】→双击打开声音配置界面通过拖动滚动条来调节音量的大小,也可在其他选项卡对系统进行其他声音相关配置设定完毕后点击右上方的【OK】按钮进行保存图解4.程序安装1.安装设备与PC端同步软件(ActiveSync)2.将手持设备通过USB数据线与电脑连接,连接成功后打开“我的电脑”会看到一个便携式设备盘符(XP是移动设备),如图3.将程序安装文件拷入盘符中,然后在手持端“我的设备”中找到这个文件,点击运行安装,安装完毕后即可使用。
机械手操作规范

机械手操作规范1. 引言本文档旨在规范机械手操作流程,确保安全高效地进行机械手操作。
操作人员应严格遵守以下操作规范。
2. 操作准备在进行机械手操作之前,操作人员应完成以下准备工作:- 检查机械手的运行状态和设备完好性。
- 确保操作人员具备足够的技术素质和操作经验。
- 确保操作区域清洁、整齐且无杂物。
3. 操作流程按照以下流程进行机械手操作:1. 启动机械手,并确保机械手处于待机状态。
2. 根据实际需要,选择合适的机械手工作模式。
3. 进行机械手的定位和校准,确保机械手臂准确无误。
4. 配置操作参数,包括操作速度、力度等。
5. 进行机械手的操作,并密切观察操作过程中的运行情况。
6. 在操作完成后,关闭机械手,确保机械手处于安全状态。
4. 安全措施在机械手操作过程中,操作人员应注意以下安全措施:- 禁止将手部或其他物体放入机械手操作范围内。
- 避免机械手与其他设备或物体发生碰撞。
- 避免机械手在运行过程中发生异常情况,并及时报告维修人员。
- 在操作过程中,操作人员应戴上适当的防护设备,如手套、护目镜等。
5. 维护保养定期对机械手进行维护保养,包括清洁、润滑、紧固和检查各部件的磨损情况。
如发现异常情况,应及时进行维修或更换。
6. 紧急情况处理在发生紧急情况时,操作人员应立刻采取适当的措施,如紧急停止机械手运行,通知相关人员,并按照应急预案进行处理。
7. 总结机械手操作规范的遵守对于确保机械手操作的安全和高效至关重要。
所有操作人员必须严格遵守本文档所规定的操作规范,并及时进行维护保养工作,以确保机械手的稳定运行。
机械手操作指导书
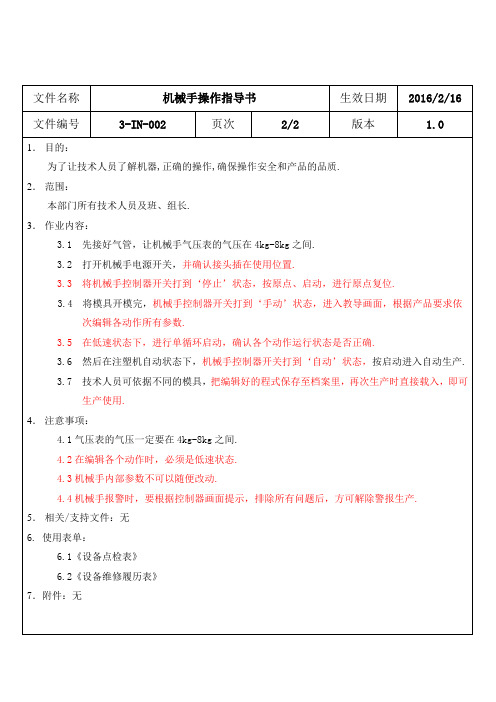
4.注意事项:
4.1气压表的气压一定要在4kg-8kg之间.
4.2在编辑各个Βιβλιοθήκη 作时,必须是低速状态.4.3机械手内部参数不可以随便改动.
4.4机械手报警时,要根据控制器画面提示,排除所有问题后,方可解除警报生产.
3.3将机械手控制器开关打到‘停止’状态,按原点、启动,进行原点复位.
3.4将模具开模完,机械手控制器开关打到‘手动’状态,进入教导画面,根据产品要求依
次编辑各动作所有参数.
3.5在低速状态下,进行单循环启动,确认各个动作运行状态是否正确.
3.6然后在注塑机自动状态下,机械手控制器开关打到‘自动’状态,按启动进入自动生产.
33将机械手控制器开关打到停止状态按原点启动进行原点复位蒇34将模具开模完机械手控制器开关打到手动状态进入教导画面根据产品要求依35在低速状态下进行单循环启动确认各个动作运行状态是否正确36然后在注塑机自动状态下机械手控制器开关打到自动状态按启动进入自动生产37技术人员可依据不同的模具把编辑好的程式保存至档案里再次生产时直接载入即可生产使用
5.相关/支持文件:无
6.使用表单:
6.1《设备点检表》
6.2《设备维修履历表》
7.附件:无
文件名称
机械手操作指导书
生效日期
2016/2/16
文件编号
3-IN-002
页次
2/2
版本
1.0
1.目的:
为了让技术人员了解机器,正确的操作,确保操作安全和产品的品质.
2.范围:
本部门所有技术人员及班、组长.
3.作业内容:
3.1先接好气管,让机械手气压表的气压在4kg-8kg之间.
通力机械手操作说明

通力机械手操作说明通力机械手可用于物料搬运。
通力机械手之间的工作原理是:机械手通过对物料进行精确定位或者是加工操作的方式来实现物料的搬运。
机械手臂上的功能定位是基于机械传动原理、在各种机械臂中都应用了位置控制。
通力机械手主要分为定位型通力机械手和控制型通力机械手。
定位型机械手通过定位传感器来准确定位需要进行搬运的产品(可直接将物品放置到料架上);控制型机械手通过控制手柄来进行手动控制、自动识别产品和定位目标;控制型机械手通过对动作进行控制来完成不同产品(例如:焊接、打孔以及机械手)的精确放置或定位等等。
• 1.机械手在无人情况下,不可以随意移动位置,否则会造成损坏;每次作业结束后,需将机械手收放到指定位置,然后再次进行操作。
如果操作完毕需要重新收回或者进行放置时,应将手松开;在没有人监督和操作之前,不可以使用机械。
避免出现意外。
• 2.机械手不能用来运输任何物料;机械手必须将所有物品放置在指定的位置。
如果没有按照要求将物品放置在指定的位置,则需要按照操作说明执行相应的操作。
机械手使用后应定期进行清洁保养。
使用期间应定期检查各部位是否有灰尘堵塞的情况。
在使用机械手时,应保证输送带有足够高度、防止机械手因运动而损坏或者造成意外事故。
机械手应避免受到机械力或外力影响。
• 3.机械手一定要在有人员监护的情况下使用;机械手在使用前一定要检查各零部件是否存在故障或损坏,以确保机械手可正常使用前将开关按钮调至"开"或"关"位置;将夹具手柄调整至"零"位置,然后再进行正常操作。
按下机械手控制手柄上各按钮(不动)或按住机械手控制手柄不动按钮才能正常工作。
注意:机械手操作人员不得接触任何部件。
避免机械手与夹具直接接触而发生意外事故影响操作;严禁手拿夹具等物品而站在机械手面前操作;不得站在机械手下面或把机械手放入水中操作;若必须站在机械手旁边时必须有专人监护其使用,并且做好防护措施;禁止将机械手靠近易燃、易爆及有毒等危险品。
Denso机械手(VS068a)CALSET
Denso机械手(VS068a)CALSET作业流程
一.执行CALSET条件
每台机械手的CALSET数据不同,当更换电机、更换控制器或者编码器电池耗尽时,需要进行CALSET。
CALSET前需将编码器数据清零。
编码器清零步骤:[F2 臂]-[F12 维护]-[F11 ENC rst]
二.各轴CALSET、制动器解除方法
CALSET: [F2 臂]-[F12 维护]-[F6 CALSET],选择想要CALSET的轴,按压[OK]。
各轴制动器解除:[F2 臂]-[F12 维护]-[F3 制动器],选择想要解除制动的轴,按压[OK]。
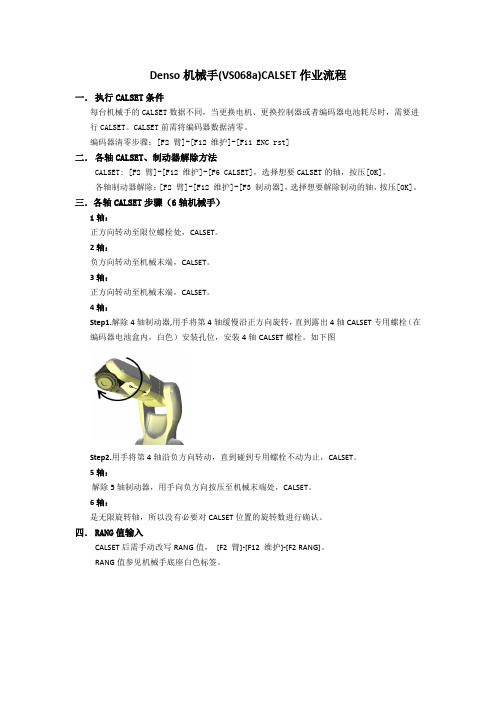
三.各轴CALSET步骤(6轴机械手)
1轴:
正方向转动至限位螺栓处,CALSET。
2轴:
负方向转动至机械末端,CALSET。
3轴:
正方向转动至机械末端,CALSET。
4轴:
Step1.解除4轴制动器,用手将第4轴缓慢沿正方向旋转,直到露出4轴CALSET专用螺栓(在编码器电池盒内,白色)安装孔位,安装4轴CALSET螺栓。
如下图
Step2.用手将第4轴沿负方向转动,直到碰到专用螺栓不动为止,CALSET。
5轴:
解除5轴制动器,用手向负方向按压至机械末端处,CALSET。
6轴:
是无限旋转轴,所以没有必要对CALSET位置的旋转数进行确认。
四.RANG值输入
CALSET后需手动改写RANG值,[F2 臂]-[F12 维护]-[F2 RANG]。
RANG值参见机械手底座白色标签。
木工修边自动化机械手操作流程

木工修边自动化机械手操作流程在现代工业生产中,自动化机械手已经成为一种广泛应用的工具。
木工修边自动化机械手作为其中的一种应用,可以大大提高生产效率,减少人力投入。
本文将介绍木工修边自动化机械手的操作流程,以及相关注意事项。
一、准备工作在开始操作之前,需要进行一些准备工作,包括以下几个步骤:1. 检查设备:检查木工修边自动化机械手的各个部件是否完好,如传感器、执行机构等。
确保设备正常运行,没有损坏或故障。
2. 安全防护:确保操作区域没有杂物和人员。
佩戴好必要的安全防护用具,如手套、护目镜等,以防止意外事故的发生。
3. 准备材料:准备好需要修边的木材,并按照尺寸、形状进行分类和堆放,以便机械手能够准确地进行操作。
二、机械手操作流程木工修边自动化机械手的操作流程可以分为以下几个步骤:1. 扫描材料:机械手首先通过激光或相机等设备对待修边的木材进行扫描。
这一步旨在获取木材的尺寸、形状等信息,以便后续操作。
2. 选择修边方法:根据扫描结果,机械手会根据预设的修边方案,选择合适的修边方法。
修边方法可以包括锯割、刨削等。
3. 确定修边位置:机械手将根据扫描结果和修边方案,确定修边位置。
这一步需要机械手的精确定位能力,确保修边位置的准确性。
4. 修边操作:机械手开始进行修边操作,根据确定的修边位置,使用相应的工具对木材进行修边。
修边的精确度和完成时间取决于机械手的性能和设置。
5. 检查修边效果:修边完成后,需要对修边效果进行检查。
机械手会通过传感器等设备对修边后的木材进行测量和检验,确保修边符合预期要求。
6. 处理修边废料:修边过程中产生的废料需要及时清理和处理。
机械手可以通过吸盘等工具将废料收集和分类,以备后续处理。
三、注意事项在操作木工修边自动化机械手时,还需要注意以下几个问题:1. 定期保养:定期对木工修边自动化机械手进行保养和维护,清理灰尘、润滑零部件,以保持机械手的正常运行和延长使用寿命。
2. 安全操作:严格按照操作规程进行操作,不要擅自更改修边参数或强行操作。
DENSO机械手教导器使用方法简介(课堂PPT)

2020/6/20
29
直接在觸幕屏上輸入該行程式,按OK確定並退出.
2020/6/20
30
如上方法,繼續加行或修改行,工作完畢後,SAVE及COMPILE.
2020/6/20
按觸幕屏 此處或F6
31
2020/6/20
按觸幕屏 此處選擇 Save and Compile, 再 按 OK 確定.
32
可直接修改單一項目 (P0 的 X 軸 位 置 , 數 字 輸入)
注意: 直接讀取的位置會根據選擇的TOOL號及WORK號而不同, 如選擇TOOL1,而程式使用時是TOOL0,所跑的位置會不同.
2020/6/20
24
編寫程式
按觸幕屏 此處或F1
2020/6/20
25
按觸幕屏此 處開啟新檔 案或F1
2020/6/20
38
1. MOTOR OFF(燈不亮)
2. 按LOCK,(LOCK燈亮) 3. 按LOCK(LOCK燈不亮)
4. MOTOR ON(燈亮)
2020/6/20
39
在此視牆下,保持輕按DEARMAN SWITCH, 再按教導器上OK鍵.程式會試運行,如在試運行中 DEADMAN SWITCH或OK鍵其中一個沒按好,程式會停止運行.
2020/6/20
按觸幕 屏上 CycStop, 程式運 行完一 次會停 止 (程式中 END 為 程式結 束)
45
THE END THANK YOU
2020/6/20
46
需一般使用,1,2需連上(輸入口控制盒Robot Stop On,輸
入開關燈亮).線3,4為Enable Auto(輸入口控制盒Enable
Auto On,輸入開關燈亮),線3,4未接上為Disable Auto(輸
Denso机械手使用简介

Denso VS6556机械手使用简介飞泰贸易有限公司何云远预备工作各部份连接:在使用前,请确定以下部份连接上:5: 连接手提编程器7: I/O Power (如需连接输出口及Robot Stop, Enable Stop外输入口)(注1)8: 输入口,请连接Denso输入口控制器,或把输入口线1,2及线3,4接上开关,以方便以后选择使用模式,其中线1,2是Robot Stop,如1,2无接上为Robot Stop,如需一般使用,1,2需连上(输入口控制盒Robot Stop On,输入开关灯亮).线3,4为Enable Auto(输入口控制盒Enable Auto On,输入开关灯亮),线3,4未接上为Disable Auto(输入口控制盒Enable Auto Off,输入开关灯不亮),部份情况需使用Enable Auto,部份需使用Disable Auto,请参阅以后介绍.(注2)11: 电源输入,请使用附属电源接头,VS-6556E电源需1.9kVA(约9A电流)12: 机械手连接电缆,请使用附属机械手电缆,连接机械手.注1:注2:设定位置: 使用教导器如需教导位置点时,首先操作模式选择为MANUAL,按MOTOR(马达),MOTOR 上灯亮.另输入口选择为Disable Auto.操作模式選擇鍵馬達ON按觸幕屏此處或F2位置表示方式選擇(註3)如下图按着Deadman switch,并保持着.在保持按著Deadman switch,按此處的按鍵,可移動機械手.(註4)注4: 机械手移动键,由上至下分别为第一关节, 第二关节, 第三关节, 第四关节, 第五关节, 第六关节,(Joint模式),或X方向移动,Y方向移动,Z方向移动,X轴旋转, Y轴旋转, Z轴旋转,(X-Y 模式及TOOL模式)设定不同的TOOL及WORK偏移:按觸幕屏此處,進入附加功能根據需要,選擇TOOL或WORK設定.1.根據需要,選擇需修改項目(可直接按觸幕屏選擇)2.按Change修改數字按OK确定退出如上再行修改其它项目修改全部后,按OK退出.在觸幕屏上按數字选择移动模式:选择确定后按OK退出按觸幕屏此處,可選擇運動模式選擇運動模式選擇工件偏移WORK0為標準(無偏移)選擇工具偏移TOOL0為標準(無偏移)速度设定:教导点时设定速度,另在运行程序时(TEACHING CHECK 或AUTO 时)亦可以上法修改速度需速度设定时,可按教导器上SPEED 键或触幕屏上速度表示位置可直接選擇速度比率或選擇修改項目後,(直接觸幕屏上SPEED,ACCEL 或DECEL)再按Change 修改可直接按觸幕屏上選擇數字,再按OK 確定退出记忆位置点:注意: 直接读取的位置会根据选择的TOOL号及WORK 号而不同,如选择TOOL1,而程序使用时是按觸幕屏上Var(變量) 按觸幕屏上此兩位置的其中之一.直接读取现有位置并写入选定的位置变量 (全六轴位置写入P0)可直接修改单一项目 (P0的X 轴位置,数字输入)TOOL0,所跑的位置会不同.编写程序:按觸幕屏此處或F1按觸幕屏此處開啟新檔案或F1按觸幕屏此處(OK)確定出现新程序,并己包含程序中名字设定,如需再加行,可按触幕屏上NewLine或F1如需修改某行,可直接按触幕屏上需修改行,再按EditLine或F5修改行.直接在触幕屏上输入该行程序,按OK确定并退出.按觸幕屏輸入名字,再按OK確定新程式中第三行中,’TakeArm因含’,’後為程式忽略部份,一般份用於注解.如上方法,继续加行或修改行,工作完毕后,SAVE及COMPILE.注意: 程序Compile时,Motor需为off(此灯不亮)按觸幕屏此處或F6按觸幕屏此處選擇Save andCompile,再按OK確定.程序Compiling中Compile后,如程序有错误(如上图),请再修改程序改正错误,再Save and Compile.运行程序: (TEACHCHECK 模式中,试运行)设定试运行速度,(参考第8页,速度设定)旋至TEACHCHECKMOTOR ON(燈亮)按觸幕屏此處或F1按觸幕屏選擇需試運行程式,再按觸幕屏上CycStart程式狀態需為On halt下才可試運行,如此狀態為其它,可以以下方法轉回On halt狀態.1.MOTOR OFF(灯不亮),2. 按LOCK,(LOCK灯亮)3. 按LOCK(LOCK灯不亮)4. MOTOR ON(灯亮)在此视墙下,保持轻按DEARMAN SWITCH,再按教导器上OK键.程序会试运行,如在试运行中DEADMAN SWITCH或OK键其中一个没按好,程序会停止运行.运行程序:(AUTO 模式)输入口(CN8, ENABLE AUTO,请参阅第1页) 设定试运行速度,(参考第8页,速度设定)旋至AUTOMOTOR ON(燈亮)按觸幕屏此處或F1按觸幕屏選擇需試運行程式,再按觸幕屏上Start程式狀態需為On halt下才可試運行,如此狀態為其它,請參閱第15頁.注意: AUTO 模式中,速度会比TEACHCHECK 模式中快,请注意.按觸幕屏選擇運行次數,單次或不停重覆按觸幕屏OK,程式開始運行. 按觸幕屏上CycStop,程式運行完一次會停止 (程式中END 為程式結束)按觸幕屏上StepStop,程式運行在現執行指令動作完結後停止.。
DENSO电装机械手HM-G系列安装维护指南
② 在安全防护栏的出入口标明 "机械手运行时,禁止入内" 及 "作业时,禁止启动机械手" ,并让操作者严格遵守其 规定。 在未安装安全防护栏的情况下、因试运行等需要启动机 械手之前,为防止工作人员进入机械手的可动限制领域 内,必须在可动限制领域以外配备能够即时确认机械手 运行状态的监督人员,用于确保工作人员的安全。
请将机械手构件中的 "警告标 签" 粘贴在安全防护栏出入口 等醒目的位置。
4 操作注意
如果触碰运行中的机械 警告: 手,会导致严重的人员伤
亡。因此,请务必遵守以 下事项,并且依照4.1项之 后的注意事项进行操作。
安全注意事项
① 机械手运行中及电机电源开启时,切勿进入机械手的可动 限制领域内。
② 因处理异常情况等需要进入机械手的可动限制领域内时, 请务必通过开启紧急停止装置等方法,关闭机械手的电机 电源。
(参照下述4.3项) ③ 正确的作业位置和姿势
是指能够随时确认机械手运行状态以及发生异常情况时 能够立即躲避的位置和姿势
4.2 控制盘上的显示 4.3 确保作业者在可动限制领
域内进行作业的安全
4.4 教导等作业开始前的点检
3.10 设定机械手的可动领域
机械手进行作业所必要的领域称之为运行领域。 若机械手的可动领域大于运行领域,为防止与其他装置碰撞, 建议将可动领域设定小一点。 【参照】第2章的安装与维护指南。
3.11 禁止改装机械手 3.12 作业工具的清洗
3.13 确保照度 3.14 防止夹持物飞出等
3.15 粘贴警告标签
电焊机等电磁干扰源附近
机械手动作说明

动作说明
一、产品(每模产品为8件)
二、自制夹具
三、动作次序
开模完延时1s
机械臂进入模具(如图一)
夹具上行(
20mm
)
机械手整体转动10度
20mm 推动放圈手柄(图二) 松开放圈手柄夹具上行夹具退出 自制夹具顺时自制夹具逆时针旋转 机械臂回原点
取产品滑道
放圈手柄
四、动作步骤说明
第一步、机械臂从原点伸向模腔内,该动作方向与产品方向一致,目的是使产品能顺利进入产品滑道;
第二步、机械臂垂直向上移动20毫米(该动作的目的是使产品从下腔中取出产品);
第三步、机械臂整体顺时针旋转10°(该动作目的是将钢圈中心位置与下模腔中心对正,让钢圈能顺利落入模具中);
第四步、推动放圈按钮(该动作是将存放在储圈槽的钢圈放到模腔内);
第五步、退回放圈按钮(该动作是将钢圈推板回位为下次动作做准备);
第六步、机械臂从模腔中退回;
第七步、机械臂旋转约30°(该动作是将产品转到空位,好操作);
第八步、自制夹具旋转30°(该动作是将产品从滑道中脱出); 第九步、自制夹具旋转回位; 第十步、机械臂旋转回位; 第十一步、机械臂回原点。
五、上面“四”为主臂,而水口动作为标准动作。
六、附图。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DensoVS6556机械手使用简介
飞泰贸易有限公司
何云远
预备工作
各部份连接:
在使用前,请确定以下部份连接上:
5:连接手提编程器
7:I/OPower(如需连接输出口及RobotStop,EnableStop外输入口)(注1)
8:输入口,请连接Denso输入口控制器,或把输入口线1,2及线3,4接上开关,
以方便以后选择使用模式,其中线1,2是RobotStop,如1,2无接上为RobotStop,如需一般使用,1,2需连上(输入口控制盒RobotStopOn,输入开关灯亮).线3,4为EnableAuto(输入口控制盒EnableAutoOn,输入开关灯亮),线3,4未接上为DisableAuto(输入口控制盒EnableAutoOff,输入开关灯不亮),部份情况需使用EnableAuto,部份需使用DisableAuto,请参阅以后介绍.(注2)
11:电源输入,请使用附属电源接头,VS-6556E电源需1.9kVA(约9A电流)
12:机械手连接电缆,请使用附属机械手电缆,连接机械手.
注1:
注2:
设定位置: 使用教导器 如需教导位置点时,首先操作模式选择为MANUAL,按MOTOR(马达),MOTOR 上灯亮.另
输入口选择为
DisableAuto.
如下图按着Deadmanswitch,并保持着.
操作模式选择键 马达ON
按触幕屏此处或F2
位置表示方式选择 (注3)
注4:机械手移动键,由上至下分别为第一关节,第二关节,第三关节,第四关节,第五关节,第六关节,(Joint 模式),或X 方向移动,Y 方向移动,Z 方向移动,X 轴旋转,Y 轴
旋转,Z 轴旋转,(X-Y 模式及TOOL 模式)
在保持按着Deadmanswitch,按此处的按键,可移动机械手.(注4)
设定不同的TOOL 及WORK 偏移:
按OK 确定退出 如上再行修改其它项目 修改全部后,按OK 退出.
按触幕屏此处,进入附加功能 根据需要,选择TOOL 或WORK 设定.
1.根据需要,选择需修改项目 (可直接按触幕屏选择)
2.按Change 修改数字
在触幕屏上按数字
选择移动模式:
选择确定后按OK退出按触幕屏此处,可选择运动模式
选择运动模式选择工件偏移WORK0为标准
(无偏移)
选择工具偏移TOOL0为标准(无偏移)
速度设定:
教导点时设定速度,另在运行程序时(TEACHINGCHECK 或AUTO 时)亦可以上法修改速
度
需速度设定时,可按教导器上
SPEED 键或触幕屏上速度表示位置 可直接选择速度比率
或选择修改项目後,(直接触幕屏上
SPEED,ACCEL 或DECEL)再按Change 修改
可直接按触幕屏上选择数字,再按OK 确定退出
可直接按触幕屏上
选择数字,再按OK 确定退出
记忆位置点:
注意:直接读取的位置会根据选择的TOOL 号及WORK 号而不同,如选择TOOL1,而程序使用时是TOOL0,所跑的位置会不同
. 按触幕屏上Var(变量)
按触幕屏上此两位置的其中之一.
直接读取现有位置并写入选定的位置变量
(全六轴位置写入
P0) 可直接修改单一项目 (P0的X 轴位置,数字输入)
编写程序:
出现新程序,并己包含程序中名字设定,如需再加行,可按触幕屏上NewLine 或F1 如需修改某行,可直接按触幕屏上需修改行,再按EditLine 或F5修改行. 直接在触幕屏上输入该行程序,按OK 确定并退出.
按触幕屏此处或F1
按触幕屏此处开启新档案或F1
按触幕屏此处(OK)确定
按触幕屏输入名字,再按OK 确定 新程式中第三行中,’TakeArm 因含’,’後为程式忽略部份,一般份用於注解.
如上方法,继续加行或修改行,工作完毕后,SAVE及COMPILE.
按触幕屏此处
或F6
按触幕屏此处选择
SaveandCompile,
再按OK确定.
注意:程序Compile时,Motor需为off(此灯不亮)
程序Compiling中
Compile后,如程序有错误(如上图),请再修改程序改正错误,再SaveandCompile.
运行程序:(TEACHCHECK 模式中,试运行) 设定试运行速度,(参考第8页,速度设定)
1. MOTOROFF(灯不亮),
2. 按LOCK,(LOCK 灯亮)
3. 按LOCK(LOCK 灯不亮)
4. MOTORON(灯亮)
在此视墙下,保持轻按DEARMANSWITCH,再按教导器上OK 键.程序会试运行,如在试运行中DEADMANSWITCH 或OK 键其中一个没按好,程序会停止运行.
旋至TEACHCHECK MOTORON(灯亮)
按触幕屏此处或F1
按触幕屏选择需试运行程式,再按触幕屏上CycStart
程式状态需为Onhalt 下才可试运行,如此状态为其它,可以以下方法转回Onhalt 状态.
运行程序:(AUTO 模式) 输入口(CN8,ENABLEAUTO,
请参阅第1页) 设定试运行速度,(参考第8页,速度设定)
注意:AUTO 模式中,速度会比TEACHCHECK 模式中快,请注意.
旋至AUTO MOTORON(灯亮)
按触幕屏此处或F1
按触幕屏选择需试运行程式,再按触幕屏上Start
程式状态需为Onhalt 下才可试运行,如此状态为其它,请参阅第15页. 按触幕屏选择运行次数,单次或不停重覆 按触幕屏OK,程式开始运行
. 按触幕屏上CycStop,程式运行完一次会停止
(程式中END 为程式结束)
按触幕屏上StepStop,程式运行在现执行指令动作完结後停止.。