Computer Raw Cable制造流程简介
电缆终端制作施工工序

电缆终端制作施工工序电缆终端制作是电气工程中非常重要的一部分,它直接关系到电缆的接头质量和电气连接的可靠性。
在进行电缆终端制作的施工工序中,需要按照一定的步骤和要求来进行,以确保最终的制作质量。
下面将详细介绍电缆终端制作的施工工序。
1. 材料准备首先需要准备好所需的材料和工具,包括电缆、终端头、终端接头、绝缘套管、绝缘胶、隔离套管等。
确保材料的品质符合要求,以保证制作出的电缆终端具有良好的性能。
2. 清洁处理在进行电缆终端制作之前,需要对电缆进行清洁处理,去除表面的污垢和氧化物,以确保终端的接触电阻小,接触可靠。
同时也要对终端头和终端接头进行清洁处理,保证其表面光滑干净。
3. 剥线处理接下来需要根据电缆的截面尺寸和要求,使用合适的剥线工具剥去电缆的外护套和绝缘层,露出内部的导体。
需要注意的是,剥线的长度和深度要符合规范,避免损伤导体。
4. 连接导体将剥线后的导体依次连接到终端头中,通常采用焊接或压接的方式进行连接。
焊接时要注意控制焊接温度和时间,保证焊接质量;压接时要选择合适的工具和压接头,确保压接牢固可靠。
5. 绝缘处理导体连接完成后,需要对终端头和终端接头进行绝缘处理。
首先在导体接头上套上绝缘套管,然后填充绝缘胶,最后安装隔离套管,以确保终端的绝缘性能和防水性能。
6. 外套处理最后需要对整个电缆终端进行外套处理,使用热缩套管或冷缩套管进行包覆,以增强终端的防护性能和外观效果。
同时也可以添加标识标签,标明电缆型号、接线方式等信息。
通过以上的工序,电缆终端制作施工工序完成,制作出的电缆终端具有良好的性能和可靠的连接质量。
在进行电缆终端制作时,需要严格按照规范和要求进行操作,保证工艺的可靠性和接头的稳定性,以确保电气设备和系统的正常运行和安全性。
线缆制造工艺
线缆制造工艺
线缆制造工艺包含以下几个步骤:
1.导体生产:根据线缆应用的要求,选择合适的导体材料,如铜、铝等,经过拉拔、绞线等工艺加工成线。
2.绝缘料设计:根据线缆的使用环境选择合适的绝缘材料,如聚氯乙烯(PVC)、交联聚乙烯(XLPE)、橡胶等,并进行相应的成分设计。
3.绝缘生产:将绝缘材料混合均匀后,通过挤出机进行成形,形成绝缘层并套到导体上。
4.屏蔽生产:根据线缆的要求,选择合适的屏蔽材料,如铜箔、铝箔、漆包线等,经过包覆工艺加工后覆盖在绝缘层外。
5.护套生产: 根据线缆的使用环境选择合适的护套材料,如PVC、聚氨酯、低烟无卤材料等,经过挤出机加工而成,将绝缘层和屏蔽层套裹在外。
6.终检包装:线缆经过以上制造工艺后,需要进行严格检验,并将符合要求的线缆进行捆绑和包装,做好标识和存档工作。
以上是线缆制造的一般工艺流程,不同类型的线缆或不同的用途会有不同的制造工艺,具体细节应根据实际情况而定。
cable的制作工艺流程

cable的制作工艺流程英文回答:The process of cable manufacturing involves several steps, starting from the design and selection of materialsto the final testing and packaging. Here is a breakdown of the cable manufacturing process:1. Design and Material Selection: The first step in cable manufacturing is designing the cable based on the specific requirements and applications. This includes determining the type of cable, its size, conductor material, insulation material, and any additional features such as shielding or armor. For example, if I am manufacturing a power cable for industrial use, I would need to select a conductor material that can handle high current and an insulation material that can withstand harsh environments.2. Conductor Manufacturing: Once the design is finalized, the next step is to manufacture the conductor.This involves drawing the conductor material, such as copper or aluminum, through a series of dies to reduce its diameter and increase its length. The drawn conductor is then annealed to improve its flexibility and conductivity. After annealing, the conductor is usually stranded by twisting multiple smaller strands together to increase flexibility and strength.3. Insulation and Jacketing: After the conductor is manufactured, it is time to apply the insulation and jacketing materials. The insulation material is extruded onto the conductor to provide electrical insulation and protection. Common insulation materials include PVC, XLPE, or rubber. The jacketing material is then applied over the insulation to provide mechanical protection. For example, in the case of a submarine communication cable, the insulation material used would be a special type of polyethylene with high water resistance.4. Shielding and Armoring: Depending on the cable's application, additional layers such as shielding or armoring may be added. Shielding is used to protect thecable from electromagnetic interference, while armoring provides physical protection. For instance, in a data cable used in a high-noise environment, a foil or braided shield may be added to prevent signal degradation.5. Testing and Quality Control: Once the cable is manufactured, it undergoes rigorous testing to ensure it meets the required specifications and standards. This includes tests for electrical conductivity, insulation resistance, mechanical strength, and environmental performance. For example, a power cable would be tested for its voltage withstand capability and insulation resistance.6. Packaging and Shipping: After passing the quality control tests, the cables are packaged and prepared for shipping. They are usually wound onto reels or spools and packed in boxes or crates for transportation to the customers. Proper packaging is essential to prevent any damage during transit.Overall, cable manufacturing is a complex process that requires careful design, material selection, and qualitycontrol. The final product should meet the specific requirements of the application and provide reliable performance.中文回答:电缆的制作工艺流程包括几个步骤,从设计和材料选择到最终的测试和包装。
电线电缆的制作流程

电线电缆的制作流程英文回答:Wire and Cable Manufacturing Process.The manufacturing of wire and cable involves a series of interconnected processes that transform raw materials into finished products. The key steps in this process are as follows:1. Raw Material Preparation: The first step is to prepare the raw materials, which include copper, aluminum, and various types of insulation and jacket materials. Copper and aluminum are drawn into wires of the desired size and shape, while insulation and jacket materials are extruded or molded into the required forms.2. Conductor Stranding: Multiple wires are twisted or stranded together to form a conductor, which is the core of the cable. This process increases the flexibility andcurrent-carrying capacity of the conductor.3. Insulation Extrusion: The conductor is covered with one or more layers of insulation material to provide electrical isolation and protect the conductor from environmental conditions. The type of insulation material used depends on the application and the required electrical properties.4. Jacketing: A jacket is extruded over the insulation to provide additional protection and mechanical strength to the cable. The jacket material is typically a thermoplastic or thermoset polymer that is resistant to abrasion, moisture, and other environmental factors.5. Twisting and Sheathing: In some cases, multiple insulated conductors are twisted together to form a cable core. A protective sheath is then applied to the core to provide overall protection and reinforcement.6. Testing and Quality Control: Throughout the manufacturing process, rigorous testing and quality controlmeasures are implemented to ensure the reliability and performance of the wire and cable. Tests include electrical resistance, insulation breakdown voltage, and mechanical strength.7. Packaging and Shipping: Finished wire and cable are packaged and shipped to customers in a variety of forms, such as reels, coils, and drums. Proper packaging and handling are essential to maintain the integrity and prevent damage during transportation.中文回答:电线电缆的制作流程。
电信电缆制造业的工序流程
电信电缆制造业的工序流程The process of manufacturing telecommunications cables involves several stages that are crucial to producing high-quality products. 电信电缆制造的流程包括几个关键阶段,这对生产高质量的产品至关重要。
The first step in the process is to design the cable, taking into account the specific requirements of the project. This involves determining the type of cable needed, the materials to be used, and the overall configuration of the cable. Once the design is finalized, the next step is to procure the necessary materials. This can include copper or fiber optic cables, insulation materials, shielding materials, and connectors. 过程的第一步是设计电缆,考虑项目的具体要求。
这涉及确定所需的电缆类型、使用的材料以及电缆的整体配置。
一旦设计完成,下一步是采购必要的材料。
这可能包括铜制或光纤电缆、绝缘材料、屏蔽材料和连接器。
After all the materials are obtained, the next step is to prepare the conductors. This involves stripping the insulation from the copper wires, twisting them together to form a cable core, and applying any necessary shielding. The conductors are then insulated to protectthem from environmental factors. The insulated conductors are then twisted together to form the cable assembly. Once the cable assembly is completed, it is tested for continuity and quality control. 当所有材料都准备好之后,下一步是准备导体。
RAW CABLE 押出技术

Confidential
Raw Cable Product & Process
Braiding
Stable tension provide stable performance; coverage; High speed with good quality.
Confidential
Page:19
Raw Cable Product & Process
Agenda • Product Introduce • Processing summary • Important Process
Confidential
Page:1
Raw Cable Product & Process
Product Introduce
Page:21
• • • • • • • • • • • •
a. b. c. d. e. f. g. h. i. j. k. l.
Confidential
Raw Cable Product & Process
Jacket extrusion :
Tubing & pressing extrusion; Stable diameter with on line meas.; Clear mark;
Page:8
Raw Cable Product & Process
Insulation extrusion :
On line Diameter measurement Stable Capacitance control Foamed insulation Best Concentricity 100% spark test
电线电缆制造流程概述
电线电缆制造流程概述电线电缆的制造与大多数机电产品的生产方式是完全不同的。
机电产品通常采用将另件装配成部件、多个部件再装配成单台产品,产品以台数或件数计量。
电线电缆是以长度为基本计量单位。
所有电线电缆都是从导体加工开始,在导体的外围一层一层地加上绝缘、屏蔽、、成缆、护层等而制成电线电缆产品。
产品结构越复杂,叠加的层次就越多。
一、电线电缆产品制造的工艺特性:1.大长度连续叠加组合生产方式大长度连续叠加组合生产方式,对电线电缆生产的影响是全局性和控制性的,这涉及和影响到:(1)生产工艺流程和设备布置生产车间的各种设备必须按产品要求的工艺流程合理排放,使各阶段的半成品,顺次流转。
设备配置要考虑生产效率不同而进行生产能力的平衡,有的设备可能必须配置两台或多台,才能使生产线的生产能力得以平衡。
从而设备的合理选配组合和生产场地的布置,必须根据产品和生产量来平衡综合考虑。
(2)生产组织管理生产组织管理必须科学合理、周密准确、严格细致,操作者必须一丝不苟地按工艺要求执行,任何一个环节出现问题,都会影响工艺流程的通畅,影响产品的质量和交货。
特别是多芯电缆,某一个线对或基本单元长度短了,或者质量出现问题,则整根电缆就会长度不够,造成报废。
反之,如果某个单元长度过长,则必须锯去造成浪费。
(3)质量管理大长度连续叠加组合的生产方式,使生产过程中任何一个环节、瞬时发生一点问题,就会影响整根电缆质量。
质量缺陷越是发生在内层,而且没有及时发现终止生产,那么造成的损失就越大。
因为电线电缆的生产不同于组装式的产品,可以拆开重装及更换另件;电线电缆的任一部件或工艺过程的质量问题,对这根电缆几乎是无法挽回和弥补的。
事后的处理都是十分消极的,不是锯短就是降级处理,要么报废整条电缆。
它无法拆开重装。
电线电缆的质量管理,必须贯串整个生产过程。
质量管理检查部门要对整个生产过程巡回检查、操作人自检、上下工序互检,这是保证产品质量,提高企业经济效益的重要保证和手段。
CABLE制作流程讲解
馬口鐵
磁環
外模
工段二:穿磁環\外模\馬口鐵
2.取磁環、外模、馬口鐵依流 程圖要求數量按先後順序依 次穿入線材兩端. 3.檢查有無漏穿物料後流至下 一站作業.
先穿成型磁環, 穿好後拉至尾部 再穿成型外模, 穿好後拉至尾部 最後穿鐵殼, 穿好後拉至尾部
工段三:兩頭去皮
1.取一把已紮好的線材,將其對齊.
•一.外模
1.連接頭變形,PIN針歪斜下陷
•二.連接頭
2.連接頭內有無異物
3.外模與連接頭有無裂隙 4.連接頭表面有無生鏽
工段二十六:外觀檢查
1.刮傷
•三.磁環
2.拉脫 3.不飽模,縮水,流紋
1.線材上印字有無磨損,模糊 2.線材刮傷、破皮
•四.線材
3.臟污 4.是否有膠水沾到線材上 5.起鼓
工段二十六:外觀檢查
2.將線材待去皮端靠緊尺寸檔板, 再將線材放入去皮刀口內.
3.腳踩去皮機踏板將線材去皮.
去皮端靠緊尺寸檔板
線材放入去皮刀口內
工段三:兩頭去皮
4.檢查無去斷銅絲、去 皮不齊、漏去皮等不 良後流入下工站.
去斷銅絲不良圖示
膠皮未去平整不良圖示
工段四:兩頭編織後翻
1.將兩頭編織/地線全部 後翻.
編織後翻 編織後翻
銅絲外露不良圖示
工段七:兩頭剪編織
1.齊銅箔末端用剪刀將編織剪 幹凈.
工段七:兩頭剪編織
2.檢查無銅絲未剪幹凈,漏剪編織等不良後流入下一工站.
銅絲未剪幹凈不良圖示
工段八:去麥拉
1.右手拿鋸片將帶有麥拉/鋁箔的 芯線齊去皮口處輕輕的劃一道 小口. 2.用手把割有傷口的麥拉/鋁箔拉 掉放於回收膠盒內。
3.檢查無割傷芯線、地線等不良 後將線材流入下一工站.
数据线制作工艺流程

数据线制作工艺流程Data cable manufacturing technology is a complex process that requires precision and attention to detail. The first step in the process is to select the appropriate materials for the cable. This includes choosing the right type of copper wire, insulating materials, and connectors. Each component plays a crucial role in the overall performance of the cable, so it is essential to carefully consider each option before moving forward.数据线制作工艺是一个复杂的过程,需要精密和细致的工作。
该过程的第一步是为数据线选择合适的材料。
这包括选择正确类型的铜线、绝缘材料和连接器。
每个组件在数据线的整体性能中都起着关键作用,因此在继续之前仔细考虑每个选项是至关重要的。
Once the materials have been selected, the next step is to prepare the components for assembly. This includes cutting and stripping the copper wire, as well as preparing the connectors for soldering. The precision of this step is critical, as any mistakes can lead to a faulty connection or a cable that does not function properly. Attention todetail is crucial at every stage of the process to ensure the final product meets the required standards.材料选择完成后,下一步是为组件进行组装准备。
CABLE制作流程讲解
沾錫不良圖示
銅絲分岔
連
錫
工段十一:焊芯線
1.將各色線按待焊錫順序排 列好。
2.將沾錫芯線去皮口靠近 PIN針凹槽,按照色位圖 焊至連接頭膠芯相應PIN 位上。
烙鐵溫度380℃±20℃
焊接時間:1.0-1.5s 約5-10分鐘用海棉沾非 離子水擦拭烙鐵頭一次.
注:焊接時先焊中間PIN位,再焊小邊PIN最後焊大邊
2.將線材待去皮端靠緊尺寸檔板, 再將線材放入去皮刀口內.
3.腳踩去皮機踏板將線材去皮.
去皮端靠緊尺寸檔板
線材放入去皮刀口內
工段三:兩頭去皮
4.檢查無去斷銅絲、去 皮不齊、漏去皮等不 良後流入下工站.
去斷銅絲不良圖示
膠皮未去平整不良圖示
工段四:兩頭編織後翻
1.將兩頭編織/地線全部 後翻.
編織後翻 編織後翻
焊接時間:2.0-3.0s
烙鐵溫度430℃±20℃
焊點高度不可超出連接 頭鐵殼平面
焊鐵殼(對角點焊)
2.作業順序
待焊物置於 烙鐵頭下方
預熱
焊鐵殼(對角點焊)
2.作業順序
加錫
移開錫絲
移開烙鐵
工段二十:鉚壓鐵殼頸部
1.將連接頭大邊朝上,小邊朝 下放入鉚壓機內,連接頭一 定要與治具吻合 2.用手將線材盡量把線材往鐵 殼內推,固定好之後把鐵殼 頸部鉚壓成“||”狀,且壓 的長的要4mm以上。
不搖擺
注:如連續測試出三條不良品,測試人員須叫
線長分析原因.
工段十四:打熱熔膠
1.將連接頭按大邊朝下,小邊 朝上的方向裝入治具內固 定穩. 2.左手拇指按住連接頭,右手 拿線材將連接頭置於射料 嘴下,啟動熱熔膠機在連 接頭錫點部位均勻打滿熱 熔膠.
数据缆生产过程

关于数据电缆的生产和设备介绍当前全球正在跨入信息社会,信息高速公路的建设正在一些工业化国家迅速发展,以期在二十一世纪初期实现这一划时代的宏伟规划。
局域网是构成高速信息网的基本单位,所以局域网用数据电缆的需求也迅猛增长,数据电缆到目前为止,有两种电缆:一种是美洲推行的100Ω电缆,主要是针对非屏蔽类电缆;另一种是欧洲推行的150Ω电缆,主要是针对屏蔽类电缆。
数据电缆到现在为止,国际上的相关标准一般分为三类、四类(已取消)、五类、增强性五类、六类,它们分别对应的传输带宽为16MHz、20MHz、100MHz、100MHz(支持全双工传输)、250MHz,对与七类、甚至八类目前在国际标准上没有正式定义,只是各家布线厂家的炒作而已;对应于不同的数据电缆级别ISO/IEC有相应的通道级别与之对称,目前一般分为CLASSA、CLASSB、CLASSC、CLASSD、CLASSE级,当然现在也有在推CLASSF 级的。
其实两个不同地区推不同阻抗要求的电缆是基于他们推不同的结构所产生的,美洲推行的100Ω电缆,主要是美洲到目前为止都不太推行屏蔽结构,这是因为如有了屏蔽结构就会形成导体与屏蔽层之间的临近效应,改变导体的电容和电阻等低频参数,另在屏蔽层上也会有高频窝旋电流的产生。
但不用屏蔽结构,线缆就没有抵抗外界干扰能力和保密性差,而且如要做到像300MHZ以上的传输较困难,所以欧洲就实行了屏蔽结构,那么怎样才能消除由屏蔽层带来的困扰,就只好通过增大阻抗,所以欧洲一般在推行150Ω电缆。
两种结构谁好谁坏还是要根据不同的应用环境来断定,所以现在国际上布线一般都是讲究两种布线方式的组合。
但目前应用较广的还是非屏蔽结构,且由于信息化的发展,对传输带宽要求的跟进,目前较为流行的是五类和增加性五类非屏蔽数据电缆,下面就以此为点来介绍一下:1、生产工艺流程图(以现在最流行的二步法生产方式为例):2、生产过程及设备特点:初看一下,一根4对数据电缆的结构与普通的市话电缆差不多,但是要全面达到数据电缆的规范,难度相对较高。
cable制造流程
预焊OK
注意事项:
1.注意将焊接时间撑握在3秒左右。防止烫坏工件。 2.焊接时不可烫伤工件外观。 3.焊点须饱满光亮,不可有虚焊,拉尖,氧化,锡量过 多等不良现象。 4.不用时,将烙铁头挂锡,关闭电源。
捻线
工序说明:
用捻线机或手工将半剥或全剥的芯线捻紧成为一股。
作业步骤:
1.将半剥的线皮伸入捻线机的捻线区中捻紧。 2.手工用捻皮将芯线捻紧。 3.全自动机台自动裁剥、捻线沾锡。 捻线区
注意事项:
1.端子是否有变形、喂料过深、过浅、氧化、后 脚无夹伤、夹破绝缘皮、前脚无断铜丝、刮伤 等不良现象。 2.注意手指要放在安全区,防止夹伤。 3.不用时关闭端子机电源,防止误动作。
A区中夹片无变形,刮伤和夹破绝缘皮现象; B区中铜丝无断裂现象; C区中后端须有喇叭口,且无飞丝(铜丝分叉)变形,严重刮伤现象; D区中铜丝必须外露但不可伸进功能区.
注意事项:
1.手指不可伸入机器工作区,防止夹伤。 2.不同的线材外径须配套使用相应的裁剥刀。 3.不用时关闭机器电源。
裁套管
工序说明:
用自动套管裁切机将套管裁成所需要的长度。
作业步骤:
1.开启电源。 2.设定好套管的裁切长度和生产数量后即可生产。 3.将裁好的套管填好标签待用。
注意事项:
1.手指不可伸入机器工作区,防止切到手。 2.套管裁切长度须于PI相符。 3.裁好的套管无斜口,长短不齐等不良现象。 4.不用时关闭机器电源。
1.线材不能长短不齐,刮伤、切口不平等不良,外 观检验符合SIP要求。 2.注意安全,防止切到手指。
裁线——自动裁剥
工序说明:
用裁剥机同时完成裁线和剥线。
作业步骤:
1.开启电源。 2.设定好线材的切线长度、两端的剥皮长度及生产数量后即 可生产。 3.生产过程中抽查线材加工尺寸是否符正确。 4.将裁好的线理整齐后定量扎成小把。
工艺流程CABLE类
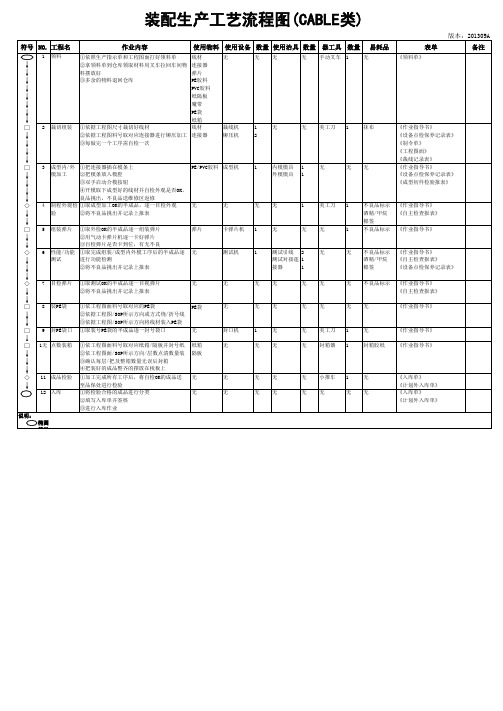
版本:201309A
符号 NO. 工程名
作业内容
使用物料 使用设备 数量 使用治具 数量 器工具 数量 易耗品
表单
备注
1 领料
①依照生产指示单和工程图面打好领料单
线材
无
无
↓
②拿领料单到仓库领取材料用叉车拉回车间物 连接器
↓
料摆放好
弹片
↓
③多余的物料退回仓库
PE胶料
↓
不良品标示 卡酒精/甲烷
棉签
不良品标示 卡
《作业指导书》 《自主检查报表》
《作业指导书》
不良品标示 卡酒精/甲烷
棉签
《作业指导书》 《自主检查报表》 《设备点检保养记录表》
不良品标示 《作业指导书》
卡
《自主检查报表》
无
《作业指导书》
无 封箱胶纸
《作业指导书》 《作业指导书》
无
《入库单》
《计划外入库单》
↓
不良品挑出,不良品送维修区返修
◇ 4 制程外观检 ①取成型加工OK的半成品,逐一目检外观
无
无
无
↓
验
↓
②将不良品挑出并记录上报表
□ 5 组装弹片 ①取外检OK的半成品逐一组装弹片
弹片
卡弹片机 1
↓
②用气动卡弹片机逐一卡好弹片
↓
③自检弹片是否卡到位,有无不良
◇ 6 性能/功能 ①取完成组装/成型内外模工序后的半成品逐 无
①将检验合格的成品进行分类
无
无
无
②填写入库单并签核
③进行入库作业
说明:
椭圆 符号
无
无
无
无
内模模具 1 外模模具 1
CABLE制造流程及相关知识

3
5.83 0.2294 26.67 0.66
28 0.32 0.0126 0.0804 227
4
5.19 0.2043 21.15 0.84
29 0.287 0.0113 0.0647 289
5
4.62 0.1819 16.77 1.06
30 0.254 0.0100 0.0507 361
6
4.11 0.1620 13.30 1.33
CABLE 制造流程及相关知识
二、线材
1、原材料的组成
①、外被(PVC、PU、TPE 或 TPR 等高分子材料)
②、芯线绝缘(SR-PVC、PP、PE 或 FPE 等)
③、导体(裸铜、镀锡/银/金铜、铜包钢及铝合镁等)
④、其它辅助材料(如铝箔、棉纱、尼龙丝等)
2、电线的制造流程
导体绞合→芯线押出→检验→芯线绞合→包铝箔/棉纸→缠绕/编织→外
USB1.1 版与 USB2.0 版在五金零件和线材的材质方面差异: 1) USB2.0 版的五金零件要求 Pin 针镀金 30u”,线材要求 1P+2C+地+屏蔽 2) USB1.1 版的五金零件要求 Pin 针镀金 1~3u”,线材要求 4C 即可 USB 线材共由四条芯线组成(如图示 1-1),标准芯色为红,白,绿,黑;其中黑红用于电流 传输,绿,白用于数据传输。USB2.0 版本还需加一条接地线作屏蔽,绿白芯线必需是绞在一起 用于在数据传输过程中互相抵抗电磁干扰 出货要求: 1、成品导通测试:成品在加工过程中不可避免会产生短路、断路等不良,需进行导通测试, 确保产品质量符合要求 2、线材摇摆测试:模拟线材实际使用中能达到的摇摆次数(如鼠标在实际使用需左右上下 移动所能达到的极限次数后断路,可用模拟方法进行测试) 3、五金盐雾测试:模拟金属零件在常温保存多久才会氧化(进料检验时进行测试) 一般情况下成品线材加工完成后做导通绝缘测试后方可出货
数据线生产工艺流程

数据线生产工艺流程数据线是为手机、平板电脑和其他电子设备提供数据传输和充电功能的重要配件之一。
以下是数据线的生产工艺流程。
首先,准备原材料。
数据线的主要原材料包括铜线、塑料外套和金属连接器。
其中,铜线是数据线的传输媒介,需要具备良好的导电性能。
塑料外套通常使用聚氯乙烯(PVC)材料,具有良好的绝缘性能和耐磨性。
金属连接器则负责与设备进行连接和传输电流。
接下来,进行铜线的加工。
首先,将铜材料切割成适当长度的线材。
然后,通过拉拔工艺,使其直径均匀并且拉伸到所需的细度。
拉拔的目的是提高铜线的导电性能和柔顺度。
然后,进行塑料外套的加工。
将PVC材料加热至一定温度后,通过挤出机将其挤压成圆形管状。
挤出工艺可以使PVC材料形成均匀的外套,并具有一定的柔韧性和耐用性。
接下来,进行连接器的加工。
连接器由金属材料制成,常见的有USB、Lightning等类型。
首先,将金属材料按照设计要求通过冲压或注塑成形。
然后,通过机械或者手工方式将连接器与铜线进行焊接或者压接。
焊接或压接的目的是确保连接器和铜线之间有良好的接触和传输电流的能力。
最后,进行产品组装和测试。
将铜线通过挤套机套上塑料外套,并将连接器固定在两端。
然后,进行外观检查、电阻测试和传输测试。
外观检查主要是检查产品的外观质量和无损伤;电阻测试用来检查产品的导电性能;传输测试用来检查产品的数据传输能力和充电能力。
总结:数据线的生产工艺流程包括原材料准备、铜线加工、塑料外套加工、连接器加工、产品组装和测试等环节。
通过这些工艺步骤,可以生产出具有良好传输性能和耐用性的数据线产品,以满足消费者对于数据传输和充电的需求。
cable制造流程
喷印机
2.按正常操作程序开启运转台,调好走线速度。
3.试印线材,观查印字效果,字符大小,印字间距等是否符合PI要求。
4.检查无误后正常作业。
注意事项:
1.无特殊情况下,喷印机要保持电源开启状态。防止油墨干后堵喷头或其它部件。
2.要定时检查油墨量,及时添加,防止空墨。 3.长时间不用时,依照设备说明书内容清理喷印机后,中被,便于对芯线进一步加工.
作业步骤: 1.将线材平放入外剥刀的刀口中,前端顶住定位板。 2.采下控制踏板,机器自动完成切皮,脱皮过程。 3.检查线材切口及外观是否良好。
注意事项: 1.不能有刮伤、压伤线材,剥皮切口不平等不良。 2.剥皮长度在公差范围。 3.物料一定要符合PI要求。 4.操作时注意安全,不得将手伸入剥皮机内。 5.不用时关闭机器电源,防止误动作。
27.穿电话头 28.铆压电话头
33.环焊
34.包胶/隔热纸
39.分线
40.撕线
45.穿HSG
46.穿D-SUB
51.点胶
52.锁端子台
57.铆压F头 58.修水口
63.打胶
64.穿铝管
69.冲压
70.修剪套管
75.折彩卡
76.装吸收盒
81.包舒服多布 82.包装
87.撕PE膜
88.擦线
5.挑铝箔/麦拉 11.穿套管 17.清洗 23.穿铆铜套 29.塞空PIN 35.注胶 41.修线 47.组装铁壳 53.切锡头 59.量尺寸 65.穿铜套 71.对裁 77.装彩卡 83.理线 89.扭魔带
烘大套管
射外模
高压测试 射铁粉芯
射SR 导通测试
高压测试 擦线 挽线 贴标签 擦油 包装 FQC 入库
(CABLE)流程明细
电缆制作工艺流程

电缆制作工艺流程
《电缆制作工艺流程》
电缆制作工艺流程是指将金属导体、绝缘材料和外护套材料通过一系列工艺步骤组装成符合特定标准的电缆的过程。
该过程主要包括选材、绕线、绝缘、编织、护套、成品检验等环节。
首先是选材环节,选择高品质的金属导体和绝缘材料,确保电缆的导电性能和绝缘性能。
通常采用铜或铝作为导体材料,采用聚氯乙烯(PVC)或交联聚乙烯(XLPE)作为绝缘材料。
接下来是绕线环节,将金属导体绕制成符合电缆规格的线组。
这个过程需要严格控制绕线机的张力和速度,确保线组的均匀度和紧凑度。
然后是绝缘环节,将绕制好的线组通过绝缘机进行绝缘处理。
这一步骤要求绝缘机保持恒定的温度和压力,以确保绝缘材料的均匀性和稳定性。
编织环节是将绝缘处理过的线组通过编织机进行编织加固,以增强电缆的抗拉强度和耐磨性。
再之后是护套环节,将编织完成的电缆线组通过护套机进行护套处理,以保护线组免受外部环境和机械损伤。
最后是成品检验,通过对电缆的外观质量、电气性能、机械性能等进行检测,确保电缆符合相关标准和规定。
以上便是电缆制作工艺流程的主要步骤,每一个环节都需要严格控制和操作,以确保生产出高质量的电缆产品。
CABLE产品及制程简介

鋁 箔 導 體 地 線
絕 緣
一.RAW Cable簡介
N raw cable
LAN raw cable有22AWG和24AWG的。常规颜色分别 “蓝*白/蓝、橙*白/橙、绿*白/绿、棕*白/棕”,有CAT3、CAT4、 CAT5、CAT5e、CAT6这些线材,导体分单铜和绞铜的,包括有 屏蔽的(FTP、SFTP)和无屏蔽(UTP)的。区域网络线支持多种布 线结构和多种传输媒体,如话音、数字、电文、图像、视频通信 等局域网络环境, 用于高速率、大容量如多媒体的综合业务、 数据通信网络智能化大楼中。
適用不同長度
產品應用: 液晶顯示器
數字電視
CRT顯示器 台式電腦
筆記本
十.CABEL制程簡介(BOB產品)
1 裁線
治工具:裁線刀
工作說明:將線裁成長度為1515± 4mm。
注意事項:1)裁線尺寸應在公差范圍內. 2)應檢查線材有無來料不良情況如:刮傷線 徑﹑外被凸起 ﹑外被異色﹑表面斑點等.
十.CABEL制程簡介(BOB產品)
支持5 Gbps的信號傳輸速度 適用不同長度
產品應用:
從設備上傳輸數字視聽信號,比如DVD播放器,機頂盒等其 它視聽信號源,傳輸到電視,顯示器等其它播放設備。 應用HDMI接口的設備
九. Monitor cable簡介
九. Monitor cable簡介
產品描述: 同軸線型號32~24AWG ,導線型號 30~26AWG 連接器型號: HD-15P (公頭), DVI-A, DVI-I, DVI-D 等
CABLE產品及制程簡介
CABLE產品及制程簡介目錄
一.RAW CABLE簡介