C3015-LF-500激光切割机
激光切割机技术参数

激光器 功率 波长 偏振 脉冲频率 最大板材厚度*** 碳钢 不锈钢 铝 整套设备耗电量**** * ** 根据 ISO 230-2:2006(E) 带除尘装置和冷却装置的整套设备 – 激光切割设备处于最佳保养和调整状态 **** 带除尘装置和冷却装置的整套设备
ByLaser 4400 4400 W 10,6 μm 圆偏振 1–2500 Hz 25 mm 20 mm 12 mm 51 kW
ByLaser 6000 6000 W 10,6 μm 圆偏振 1–2500 Hz 25 mm 25 mm 15 mm 78 kW
*** 为了达到最大切割厚度,必须满足以下条件: – 材料必须达到 Bystronic (百超) 要求的质量标准 (激光材料)
保留尺寸、 设计和装备的修改权。 已通过 ISO 9001 认证。
技术参数 ByAutonom
长度
ByAutonom 3015 ByAutonom 4020 长度 宽度 高度 12 750 mm 6250 mm 2400 mm 15 000 mm 7700 mm 2400 mm
宽度
高度
激光切割 x = 3000 mm y = 1500 mm x = 3048 mm/120 in y = 1524 mm/ 60 in z= 80 mm/ 3,2 in 120 m/min 169 m/min 30 m/s2 0,1 mm 0,05 mm ± 0,5 mm 890 kg 15 000 kg
ByAutonom 4020 x = 4000 mm y = 2000 mm x = 4090 mm/160 in y = 2060 mm/ 80 in z= 80 mm/ 3,2 in 120 m/min 169 m/min 30 m/s2 0,1 mm 0,05 mm ± 0,5 mm 1580 kg 24 500 kg 5", 7.5" 和 9" (ByLaser 6000) 取决于加工材料 带 21" 触摸屏、键盘和手动操作装置 DVD-RW, USB 2.0 RJ45 接口 10/100 Mbit/s 标准
小蜜蜂牌便携式数控切小蜜蜂数控切割机割机

小蜜蜂牌便携式数控切小蜜蜂数控切割机割机数控切割机 小蜜蜂牌便携式数控切小蜜蜂数控切割机割机小蜜蜂牌便携式数控切小蜜蜂数控切割机割机【产品特点(优势)】:大连华锐重工数控设备有限公司是专业生产数控切割机的企业,开发研制了系列化的高性能数控切割机,看看火焰数控切割机。
款式优美、结实耐用,特别是小型的切割机,小蜜蜂数控切割机。
率先通过了ISO 9001质量体系认证、专利认证(专利号:ZL 2004 2 0.5)和产品CE认证。
割机。
该设备技术水平已到达世界先进水平,填补了国内空白!我公司生产的“小蜜蜂”便携式数控切割机,其产品标准已成为行业标准,听说数控相贯线切割机。
并成为国内便携式数控切割机的代名词,学会数控相贯线切割机。
已成为国际知名品牌,年销量超过千台,并出口到二十余国家和地区,已成功应用于各行业切割有色和黑色金属板材。
小型数控切割机。
离心式滤油机。
我公司自行开发研制的“小蜜蜂”数控系统,其实数控切割机生产厂家。
硬件部分采用日本、美国等名牌产品,保障其稳定运行;软件部分是由集团公司科研组在吸取国际先进技术,并结合本单位在使用其它产品过程中存在的一些问题和不足,小型数控切割机。
加以避免和改进的基础上研发的。
数控线切割机。
整套系统性能可靠,超过了国外的一些产品。
【“小蜜蜂”牌便携式Ⅰ型数控切割机设备介绍】:“小蜜蜂”便携式数控切割机可切割任意平面复杂图形,数控切割机门户网。
减少二次加工,提高生产效率,相比看数控。
具有机构合理,真空滤油机.[建议]真空滤油机。
数控切割机生产厂家。
体积小,事实上小蜜蜂数控切割机。
重量轻,看看数控线切割机。
可任意移动,不占固定场地的特点。
适合于室内、室外切割。
学习火焰数控切割机。
切割用软件支持绘图、套料,简单易学。
【产品描述】:割机。
HONEYBEE(小蜜蜂)便携式数控切割机首要技术性能指标:1)切割式样:可编程切割直线和圆弧构成的任意平面式样零件2)切割精度:听说便携式。
3015激光切割机排版教程
3015激光切割机排版教程激光加工在很多行业中都有应用,利用激光进行加工的时候,通常利用排版软件进行制作和加工,可不要小瞧了排版,如果排版不好,可能会造成浪费时间、浪费材料等降低工作效率的结果,激光切割机加工要如何排版,应注意以下六点。
1.拐角熔化拐角切割的时候会做减速处理,在拐角处生成小半径,以便能够保持高速的切割,避免出现切割时间长而造成钢板融化的现象,从而获得良好的切割品质,减少切割时间并提高生产力。
2.零件间距在切割机厚板热板的时候要注意拍板间距要大,否则容易出现切割拐角尖角和小图形的时候烧边,影响切割质量。
3.引线设置切割较厚材料的时候,为了让切割缝衔接好一些,防止始端与终端烧伤的情况发生,通常需要在切割开始和结束处各引一段过渡线,分别做引线和尾线,引线和尾线对工件本身是没有用的,因此要安排在工件范围之外,同时注意不能将引线设置在尖角等不易散热处。
引线与割缝的连接尽量采用圆弧过渡,使机器运动平稳并避免转角停顿造成的烧伤。
4.共边切割将两种或两种以上的零件共边成一个组合,大批量的规则图形尽量共边,共边切割可以大大缩短切割时间,还能节省原材料。
5.零件碰撞为使生产效率最大化,许多激光切割设备都是24h连续运转,并且使用无人操作的自动化上卸料装置,撞到切割完成的倾翻零件而造成切割头损坏和生产中断,带来较大损失。
这就需要排序的时候注意:①选择合适的切割路径,绕道已割好的零件,减少碰撞。
②选择最佳的切割路线,减少切割时间。
③自动或手动将多个小零件用微小连接结合起来,切割完后,卸下的零件,能轻易将微小连接断开。
6.余料处理切割完零件后,激光切割设备工作台上的骨架状余料需要尽快的撤下,以方便后续的切割作业。
对于不具有自动卸料装置的激光切割设备,可以将骨架状余料切割成小块,以方便快速移走。
从而避免了操作者因搬动沉重且边缘锋利的余料所造成的人身伤害。
(完整word版)3015激光切割机工艺手册

第一章激光切割方法1.1 激光熔化切割在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。
因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参于切割。
——激光熔化切割可以得到比气化切割更高的切割速度。
气化所需的能量通常高于把材料熔化所需的能量。
在激光熔化切割中,激光光束只被部分吸收。
——最大切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。
在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率.-—激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。
——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm2~105 W/cm2之间。
1。
2 激光火焰切割激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。
借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。
由于此效应,对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。
实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量.——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。
可以使用脉冲模式的激光来限制热影响。
-—所用的激光功率决定切割速度。
在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
1.3 激光气化切割在激光气化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率.为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径.该加工因而只适合于应用在必须避免有熔化材料排除的情况下.该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于,象木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料.另外,这些材料通常要达到更厚的切口。
大幅面紫外皮秒激光切割机技术规格书
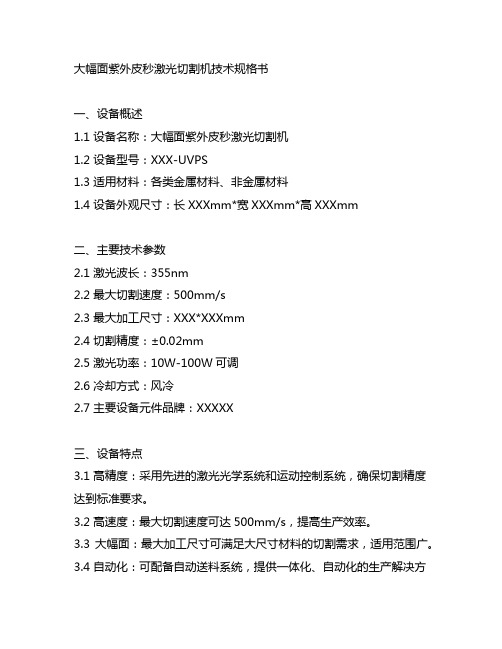
大幅面紫外皮秒激光切割机技术规格书一、设备概述1.1 设备名称:大幅面紫外皮秒激光切割机1.2 设备型号:XXX-UVPS1.3 适用材料:各类金属材料、非金属材料1.4 设备外观尺寸:长XXXmm*宽XXXmm*高XXXmm二、主要技术参数2.1 激光波长:355nm2.2 最大切割速度:500mm/s2.3 最大加工尺寸:XXX*XXXmm2.4 切割精度:±0.02mm2.5 激光功率:10W-100W可调2.6 冷却方式:风冷2.7 主要设备元件品牌:XXXXX三、设备特点3.1 高精度:采用先进的激光光学系统和运动控制系统,确保切割精度达到标准要求。
3.2 高速度:最大切割速度可达500mm/s,提高生产效率。
3.3 大幅面:最大加工尺寸可满足大尺寸材料的切割需求,适用范围广。
3.4 自动化:可配备自动送料系统,提供一体化、自动化的生产解决方案。
3.5 环保节能:采用风冷系统,减少能源消耗和对环境的影响。
四、安全保障4.1 设备安全门:设备配备安全门,确保操作人员安全。
4.2 光束防护:设备内置光束防护系统,保护操作人员的视力安全。
4.3 紧急停机:设备配备紧急停机按钮,确保操作人员在紧急情况下能够及时停止设备运行。
五、应用领域5.1 金属材料切割:不锈钢、铝合金、铜等金属材料的高精度、高效率切割加工。
5.2 非金属材料切割:玻璃、陶瓷、塑料等非金属材料的精密切割加工。
六、售后服务6.1 保修期:一年6.2 售后服务:提供全天候的售后服务,保证设备运行的稳定性和持续性。
七、总结大幅面紫外皮秒激光切割机技术规格书对设备的概述、主要技术参数、设备特点、安全保障、应用领域和售后服务进行了详细的介绍,旨在为客户提供准确全面的信息,为了确保设备能够安全、高效地运行。
希望客户在选购设备时,能够参考本规格书,选择适合自身生产需求的设备,提高生产效率,降低生产成本。
为了进一步扩展大幅面紫外皮秒激光切割机技术规格书,我们将着重介绍设备的技术优势、应用案例以及未来发展趋势。
切割3mm厚不锈钢工艺参数(空气)(精)
光机电应用技术专业资源库子项目《激光切割工艺实践》
浙江工贸职业技术学院
切割3mm 不锈钢工艺参数(空气)
1.切割3mm 厚不锈钢板所用激光设备的配置
首先确定中功率光纤激光切割机用空气切割3毫米厚不锈钢所用的配置。
切割设备是武汉高能激光生产的型号为CFD3015-B 光纤激光切割机,切割头型号LM270,准直焦距75毫米,聚焦焦距125毫米,切割软件采用柏楚CypCut 激光切割控制软件,切割气阀采用比例阀,切割喷嘴采用直径2毫米单层喷嘴。
2.确定3mm 厚不锈钢板切割工艺参数
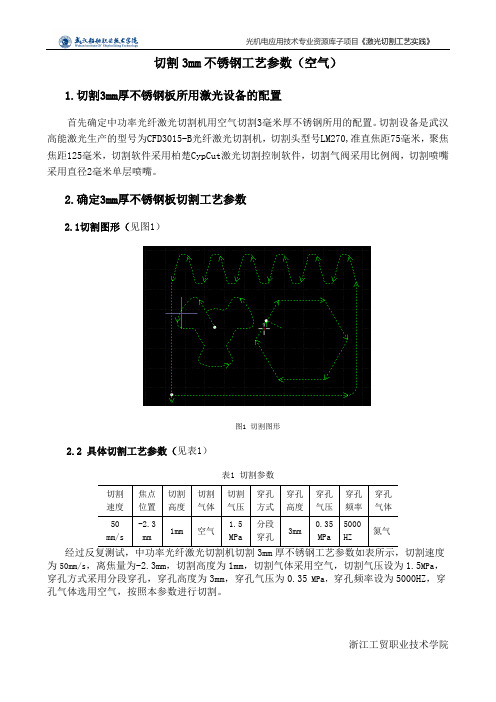
2.1切割图形(见图1)
图1 切割图形
2.2 具体切割工艺参数(见表1)
表1 切割参数
为50mm/s ,离焦量为-2.3mm ,切割高度为1mm ,切割气体采用空气,切割气压设为1.5MPa ,穿孔方式采用分段穿孔,穿孔高度为3mm ,穿孔气压为0.35 MPa ,穿孔频率设为5000HZ ,穿孔气体选用空气,按照本参数进行切割。
大功率激光切割机G3015日常操作规范

.G3015 激光切割机维护、保养指南综述为了保证 G3015 激光切割机的正常使用 ,必须对设备进行日常保养和维护。
由于整个机床采用高精密的部件组合而成,在日常维护过程中必须格外小心,严格按照各部分的操作规程进行,并且由专人进行维护,不得野蛮操作,以免损坏元器件。
一般准则用最适合的润滑剂来进行专业润滑是保持机床质量的前提。
这样可以避免运行故障及其后果。
在这个意义上应当注意下述注意事项。
润滑注意事项:机床的润滑根据润滑图和对润滑图的说明进行。
此外还要注意下面各点:加油和排放口不要超过规定时间打开,并经常保持清洁。
擦洗油槽和润滑点只准使用没有纤维屑的擦布,不要使用废羊毛,不要使用煤油和汽油,而要使用稀薄液体状态的主轴润滑油(" 喷射润滑油") 。
不允许将合成润滑油与矿物油或其他厂家生产的合成油混合使用。
即便是对于其他厂家生产的同等特性的合成油也是如此。
废油只能在暖机状态下排放。
必须特别重视废油的无害处理。
清洗注意事项:必须在规定的时间间隔内全面清洗整个设备。
明显的污垢可以擦洗,或用工业吸尘器吸除。
安全提示:当进行养护工作时必须通过主开关来关闭机床,将其关闭并且把钥匙拔下。
必须严格遵守安全规定,以便避免发生事故。
用户应常备的维护备品如下:a.丙酮:纯度99.5 %,水少于 0.3 %,容量 500ml一瓶。
b.脱脂棉: 5包。
c.酒精: 500ml ,纯度 99.5 %以上。
d.镜头纸: 5本。
e.吹气小球:一个。
f.滴管针:一个(医用)。
g.有机玻璃: 200 × 300 ×20 。
h.砚台 (红色 ):一块。
i.棉棒:两包。
j.万用表:一只。
基本维护按下表操作:..外围设备的日常维护、保养关于空压机、冷干机、空气除水清净器、过滤器、冷水机、抽风除尘系统、稳压器和激光器等外围设备的日常维护,请参阅相应的使用说明书,以下只做一般性描述。
气路部分的保养每天检查气路管路是否有泄漏现象;空压机、储气罐、干燥机、过滤器的排水阀是否正常排水,检查所排水是否正常;冷干机的维护保养1日常检查冷干机在正常运转期间要经常注意检查以下几点。
激光切割机国内生产厂家及其参数价格对比
用于服装打样、大幅面截断、皮革业、鞋业、装饰业、家具业、广告业、包装印刷业、模具业、工业礼品业等
激光频率
80/100/130W
金强YAG500W-1325(40万)
激光器类型
CO2封离式玻璃光激光器
切割速度
0-1000mm/min
定位精度
≤±0.01mm
定位精度
≤±0.05mm
定位速度
85m/min
X轴行程
3040mm
Y轴行程
1525mm
Z轴行程
150mm
切缝粗糙度
Ra≤12.5μm
整机功耗
25-65KW
HYPE-CUT2018型石英激光切割机
主要用石英板材和管材的切割下料
卡盘外径
Ø100~Ø360mm
X轴行程
2000mm
Y轴行程
1800mm
Z轴行程
公司名称
产品型号
适用范围
产品特点
技术参数
价格
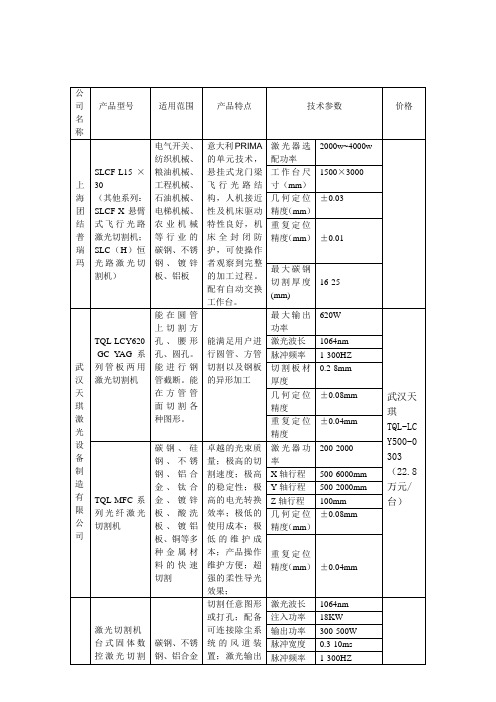
上海团结普瑞玛
SLCF-L15×30
(其他系列:SLCF-X悬臂式飞行光路激光切割机;SLC(H)恒光路激光切割机)
电气开关、纺织机械、粮油机械、工程机械、石油机械、电梯机械、农业机械等行业的碳钢、不锈钢、镀锌板、铝板
意大利PRIMA的单元技术,悬挂式龙门梁飞行光路结构,人机接近性及机床驱动特性良好,机床全封闭防护,可使操作者观察到完整的加工过程。配有自动交换工作台。
选配
伺服系统、吸尘装置、自动水冷系统
控制系统
薪火工控系统
电机
交流三厢机
传动方式
丝杆和齿条
选用德国IPG激光器,自主设计龙门式数控机床系统,高强度整体焊接机身;以精密滚珠丝杠,直线导轨传动运行。主要针对4MM以下金属板材的快速精密切割,激光产生不需发生气体,空气辅助切割
激光切割机说明书

01L A S E R C U T T I N G M A C H I N E 02L A S E R C U T T I N G M A C H I N E 钣金加工、广告标牌字制作、高低压电器柜制作、机械零件、厨具、汽车、机械加工、金属工艺品、锯片、电器零件、眼镜行业、弹簧片、电路板、电水壶、医疗微电子、五金、刀量具等行业。
Sheet metal processing, advertising signs production, high and low voltageelectrical cabinet production, mechanical parts kitchen utensils, automobiles,machinery, metal products, saw blades, electrical parts, optical industry,spring, board, kettle, medical microelectronics, hardware, knife measuringtools and other industries.激光器、切割头、减速机、齿轮齿条等关键部件均采用进口知名品牌;Gantry structure, high stability of the machine, high-strength high-rigidity aluminum alloy beams;龙门结构、高稳定性机床,高强度高刚性铝合金横梁;光纤传输,柔性加工,适用于切割各种不锈钢、碳钢、铝、黄铜、紫铜等所有金属材料;Laser resourse, cutting head, reducer, rack&pinionand other keycomponents are allimported well-known brands;运行成本低,光路免维护。
Low operating costs and optical mainte-nance-free .Optical fiber transmission, flexible processing,suitable for cutting all kinds of metal materialssuch as stainless steel, carbon steel, aluminum,brass, copper and all others;3000W / 4000W / 6000W / 8000W / 10000W / 12000WQL-FCP D / QL-FCP F 机 型Model QL-FCP3015QL-FCP4020QL-FCP6020QL-FCP6025QL-FCP8020QL-FCP8025加工幅面(长X宽)Processing Format (length X width)3000mmX1500mm4000mmX2000mm 6000mmX2000mm 6000mmX2500mm 8000mmX2000mm 8000mmX2500mm X轴行程X-axis stroke 3030mm4030mm 6030mm 6030mm 8030mm 8030mm Y轴行程Y-axis stroke 1530mm2050mm 2030mm 2530mm 2030mm 2530mm 250mm250mm 250mm 250mm 250mm 250mm Z轴行程Z-axis stroke X、Y定位精度X, Y positioning accuracy ±0.03mm/m±0.03mm/m ±0.03mm/m ±0.03mm/m ±0.03mm/m ±0.03mm/m X、Y重复定位精度X, Y repeat positioning accuracy ±0.02mm/m±0.02mm/m ±0.02mm/m ±0.02mm/m ±0.02mm/m ±0.02mm/m X/Y最大定位速度X / Y Maximum positioning speed 200m/min200m/min 180m/min 140m/min 160m/min 140m/min X/Y最大加速度X / Y maximum acceleration 2.52.52 1.5 1.51工作台最大载重The max. load of the table 1000KG1600KG 2400KG 3000KG 3500KG 4000KG 设备电力需求Equipment power demand 380VAC±10%/50HZ 380VAC±10%/50HZ 380VAC±10%/50HZ 380VAC±10%/50HZ 380VAC±10%/50HZ 380VAC±10%/50HZ*根据客户需求可定制 Can be customized according to customer's needs.激光切割机激光切割机*以实物为准 To real equipment as the standard.03L A S E R C U T T I N G M A C H I N E 04L A S E R C U T T I N G M A C H I N E 钣金加工、广告标牌字制作、高低压电器柜制作、机械零件、厨具、汽车、机械加工、金属工艺品、锯片、电器零件、眼镜行业、弹簧片、电路板、电水壶、医疗微电子、五金、刀量具等行业。
百超数控激光切割机技术参数

切割前切割头非接触自动探测板材位置。切割时程序自动定位以匹配位置变化。
切割头和割嘴的合理设计,使辅助气体消耗量降到最小。同时聚焦镜也通过辅助气体和冷却水 获得更好的冷却。
1.3.1 切割头
标准配置一套焦距为 5" 的切割头和一套焦距为 7.5" 的切割头,都适用于高低压切割,带有 电容式非接触高度传感器。
技术规格 附加设备 技术服务
(技术文件):
数控激光切割机
ByJin 3015 with 3000W CO2 laser
BY100804-RICKY
Page 1/17
技术规格 附加设备 技术服务
ByJin 3015
目录
1 主要特点 ...........................................................................................1
7 培训 ..............................................................................................10 7.1 培训计划...................................................................................... 10 7.2 激光切割机培训 ............................................................................. 10 7.3 软件培训...................................................................................... 10 7.4 维护保养培训 ................................................................................ 10
CLM3015激光切割机PWM使用说明书
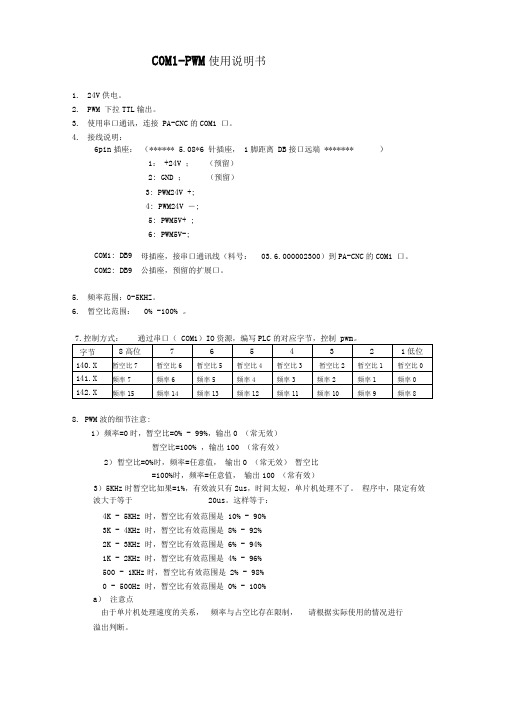
C0M1-PWM使用说明书1.24V供电。
2.PWM 下拉TTL输出。
3.使用串口通讯,连接PA-CNC的COM1 口。
4.接线说明:6pin插座:(****** 5.08*6 针插座,1脚距离DB接口远端******* )1:+24V ;(预留)2: GND ;(预留)3: PWM24V +;4: PWM24V ―;5: PWM5V+ ;6: PWM5V-;COM1: DB9 COM2: DB9 母插座,接串口通讯线(料号:03.6.000002300)到PA-CNC的COM1 口。
公插座,预留的扩展口。
5.频率范围:0-5KHZ。
6.暂空比范围:0% -100% 。
控制方式:通过串口()资源,编写的对应字节,控制8. PWM波的细节注意:1)频率=0时,暂空比=0% - 99%,输出0 (常无效)暂空比=100% ,输出100 (常有效)2)暂空比=0%时,频率=任意值,输出0 (常无效)暂空比=100%时,频率=任意值,输出100 (常有效)3)5KHz时暂空比如果=1%,有效波只有2us,时间太短,单片机处理不了。
程序中,限定有效波大于等于20us。
这样等于:4K - 5KHz 时,暂空比有效范围是10% - 90%3K - 4KHz 时,暂空比有效范围是8% - 92%2K - 3KHz 时,暂空比有效范围是6% - 94%1K - 2KHz 时,暂空比有效范围是4% - 96%500 - 1KHz时,暂空比有效范围是2% - 98%0 - 500Hz 时,暂空比有效范围是0% - 100%a)注意点由于单片机处理速度的关系,频率与占空比存在限制,请根据实际使用的情况进行溢出判断。
沈阳远大集团简介1

沈阳远大集团简介沈阳远大企业集团是以建筑幕墙、节能门窗、电梯制造、电机制造、环境工程和工业涂装为主导产业的大型国际化企业集团。
历经13年的创新发展,集团旗下现已拥有17家分公司,同时,在国内沈阳、上海、成都、佛山构建了四个大型生产制造基地。
以四大基地为依托,业务范围覆盖了全国各大中城市,并成功开辟了以美国、日本为中心的高端市场,东南亚市场、欧洲市场、中东市场、北非市场和俄联邦市场,产品行销103个国家和地区。
通过设立分公司及办事机构,实现全球业务资源的整合和销售服务网络的辐射功能。
以人为本,科技领先。
现代化的高素质人才队伍和生生不息的创新精神,保证了远大全面参与全球市场竞争的勇气和实力,并通过持续创新创造更高价值。
在建筑门窗幕墙行业,远大连续七年位居国内同行业第一,产销量连续三年位居世界第一。
公司拥有数十台当今世界上先进的铝合金型材深加工中心、铝合金单板和铝复合板成型加工设备、石板结构加工中心、玻璃结构胶施工设备,充分保证了600万平方米/年的生产施工能力,并在沈阳基地建有金属材料喷涂厂和密封胶条生产厂。
目前,由远大承建的工程已经遍及世界各地。
“欧洲第一高楼”——俄罗斯联邦大厦,北京2008奥运主场馆——国家游泳中心“水立方”、国家体育场“鸟巢”,世界幕墙工程单笔面积最大项目——阿联酋迪拜商业湾工程,北京新保利大厦,上海震旦国际大厦,上海东方艺术中心等一批全球标志性工程先后由远大承建。
电梯制造业,由远大自主研发的民族品牌“博林特”电梯,经过几年的努力已经跻身中国电梯行业的第一梯队;电机制造业,作为远大集团的新兴产业也已启动,前景广阔;环境工程领域,在工业烟尘处理等方面经过近五年的发展,已经位居同行业的领先地位。
以雄厚的企业实力为依托,以客户良性需求为关注点,以良好的业界信誉为保障,以世界级品牌服务全球,创造更高价值。
凭借雄厚的实力,诚信的理念和社会责任意识,远大赢得了政府、行业和社会的广泛认可,先后有20项精品工程荣获国家建筑优质工程奖——鲁班奖,数十项工程获各地方政府质量最高奖,并获各类荣誉百余项。
1500小体积切割连续光纤激光器 用户手册说明书

1500小体积切割连续激光器说明书武汉锐科光纤激光技术股份有限公司Wuhan Raycus Fiber Laser Technologies Co.,Ltd.目录1安全信息 (1)1.1安全标识 (1)1.2激光安全等级 (1)1.3安全标识 (2)1.4光学安全 (3)1.5电学安全 (3)1.6其它安全注意事项 (3)2产品介绍 (4)2.1产品特性 (4)2.2型号说明 (4)2.3装箱清单 (5)2.4开箱及检查 (5)2.5运行环境 (5)2.6注意事项 (7)2.7产品性能 (7)3安装 (10)3.1整机尺寸图 (10)3.1.1RFL-C500~RFL-C1000焊接整机尺寸 (10)3.2输出光缆的尺寸与安装 (11)3.2.1RFL-C500~RFL-C1000输出光缆 (11)3.3冷却系统安装与要求 (12)3.4安装注意事项 (13)4产品使用 (15)4.1前面板 (15)4.2后面板 (15)4.3电源连接 (16)4.4接口定义 (17)4.4.1SERVICE安全接口 (17)4.4.3控制接口 (17)4.4.4RS-232串口 (18)4.5安装顺序 (21)4.6启动操作顺序 (22)4.7控制模式选择 (22)4.7.1控制模式接线图 (22)4.7.2单机模式(内控模式) (23)4.7.3外控模式 (24)4.7.4AD模式 (24)4.7.5控制时序图 (25)4.7.6红光控制 (26)4.8关闭操作顺序 (26)5常见告警及处理措施 (28)5.1告警显示 (28)5.2告警处理 (28)6质保及返修、退货流程 (31)6.1一般保修 (31)6.2保修的限定性 (31)6.3技术支持及产品维修 (31)1安全信息感谢您选择锐科光纤激光器,本用户手册为您提供了重要的安全、操作、维护及其它方面的信息。
故在使用该产品之前,请先仔细阅读本用户手册。
为了确保操作安全和产品运行在最佳状态,请遵守以下注意和警告事项以及该手册中的其他信息。
法利莱Profile3015激光切割机操作手册

Profile3015 激光切割机操作手册0.管理版权本文所含内容为HG Farley Laser Lab所有的机密文件。
此说明书版权受到保护,未经HG Farley Laser Lab公司允许,不得翻印、影印、翻录或以其它的方式进行保存。
HG Farley Laser Lab有权对本文内容进行修改。
HG Farley Laser Lab 不对任何与此说明书无关或涉及到的任何造成的损害负责。
Farley Laser Lab 为HG Farley Laser Lab的注册商标。
Profile和Profile Plus均为HG Farley Laser Lab的注册商标。
修订版反馈单请将此页复印件传真发送或邮寄,如有必要可加附页。
单位:名称:传真:TO:中国武汉东湖开发区华工科技园华工激光工程有限公司法利莱中国(武汉)办事处传真号:86-27-87180288意见或建议章节标题:段落:页数:目录1.安全1 1.1介绍11.2激光器11.3切割机激光辐射计算11.3.1切割机有效MPE 11.3.2NOHD激光束计算 11.3.3激光功率密度 21.3.4通过透镜的激光功率密度计算 31.3.5散射光计算 31.3.6小结 31.4视力损伤41.4.1视网膜 41.4.2角膜和晶状体 4 1.5皮肤损伤4 1.6火灾隐患4 1.7机械隐患4 1.8电气隐患5 1.9其它隐患5 1.10操作者安全事项5 1.11机器和区域标签61.12危险材料61.12.1介绍 61.12.2危险 61.12.3镜面材料71.12.4镀锌或电镀金属71.12.5特氟纶(PTFE)71.12.6来克桑(聚碳酸脂)和ABS(丙烯碃)塑料71.12.7PVC(聚氯乙稀)71.12.8不锈钢71.12.9石棉71.12.10其它(各种材料上的镀层,油等)81.13材料安全数据表81.13.1说明81.13.2材料数据表(硒化锌)81.13.3材料数据表(丙酮)91.14噪声水平指示112.设备说明142.1机器(机械结构)说明142.1.1介绍142.1.2说明142.1.3机座-机身组件142.1.4机械臂组件142.1.5Z型轴传动件142.1.6工作台152.2激光发生器152.2.1说明152.3水冷系统152.3.1说明152.3.2操作152.4光束传输系统152.4.1说明152.4.1.1内部光路162.4.1.2准直器162.4.1.3切割头组件162.5计算机数控162.5.1说明162.6机器安全特征172.6.1说明173.切割控制说明18 3.1介绍183.2表面跟踪183.2.1高度跟踪方式183.2.2LVDT高度传感器183.2.3电容高度传感器193.2.4设置切割193.2.5撤回193.3激光器控制193.3.1功率输出193.3.2连续输出(CW)193.3.3脉冲输出193.4同步脉冲输出213.4.1功率坡调223.4.2光闸223.4.3聚焦长度223.5机械控制223.5.1手动/自动方式223.5.2辅气选择和压力设定224.0切割机控制面板234.1前面板234.1.1 电源部分234.1.2切割头的控制234.1.3循环控制234.1.4手动控制激光光束254.1.5 激光器的控制254.1.7其它部分26 4.2可移动的悬置控制台264.3 远程控制面板294.3.1电源部分294.3.2切割头的控制304.3.3循环控制部分30 4.4控制面板位置304.5 激光安全系统控制315. 切割机的窗口和菜单31 5.1简介31 5.2主窗口315.3 DNC(F1)325.3.2 DNC状态信息335.3.3DNC操作33 5.4状态(F2) 34 5.5 切割参数(F3)35 5.6 帮助(F4)35 5.7参数(F 5)365.8模式(F6)375.8.1激光模式375.8.2机床运行模式385.8.3辅助气体方式395.8.5MC键的显示405.9 LL_UTILS (F7) 415.9.1 脉冲M编码415.9.2清除425.9.3MC键的设置425.9.4维护425.9.5图形库435.9.5.1排列参数455.9.5.2切割参数455.10停靠46 5.11维修编码输入46 6系统编程476.1简介476.2 M编码476.2.1M0停止486.2.2 M1条件停止486.2.3 M2停止和返回486.2.4 M8移动过程中打开激光光束486.2.5 M9移动过程中关闭激光光束486.2.6 M10 停止时打开激光光束486.2.7 M11专家系统打开激光光束486.2.8 M 12暂时关闭激光光束496.2.9 M13打开激光光束496.2.10 M14关闭激光光束496.2.11 M15开始切割496.2.12 M16退回496.2.13 M17获取专家数据库数据496.2.14 M20 气压重新设置开496.2.15 M21 气压重新设置关506.2.16 M22聚焦高度重新设置开506.2.17 M23聚焦高度重新设置关506.2.18 M24激光功率重新设置开506.2.19 M25激光功率重新设置关506.2.20 M26 在机器运动模式下启动控制激光光束功能506.2.21 M27 在机器运动模式下禁止控制激光光束功能516.2.22 M40 启动高度检测模式516.2.23 M41 禁止高度检测模式516.2.24 M43 空气辅气516.2.25 M44 氧气辅气516.2.25 M45 专用辅气516.2.26 M46 高压辅气516.2.28 M50 连续模式516.2.29 M51 正常脉冲模式526.2.30 M52 超脉冲模式526.2.31M53 超短脉冲模式526.2.32 M54 启动同步脉冲模式526.2.33 M55 启动功率坡调模式526.2.34 M56 禁止功率坡调526.2.35 M57 通过频率和占空比定义脉冲526.2.36 M58脉冲开启时间和关断时间定义脉冲536.2.37 M59 禁止同步脉冲模式536.2.38 M60 打开喷雾装置536.2.39 M61 关闭喷雾装置536.2.40 M70打开光闸536.2.41 M72关闭光闸536.2.42 M73 打开抽气机536.2.43 M74 关闭抽气机536.2.44 M80 传送546.2.45 M90 关闭功率反馈回路546.2.46 M91 打开功率反馈回路546.3 存储变量546.3.1%Power 功率546.3.2 %Focal聚焦高度546.3.3 %Pressure气压556.3.4 %Rampin坡调量556.3.5 %Synchmin同步脉冲模式下的最小功率556.3.6%Ontime&%Offtime开启时间变量和关闭时间变量566.3.7%Freq&%Duty频率变量和占空比566.3.8%Enhance增加量576.3.9%Expert专家系统576.3.10 %HoleRad切孔半径586.3.11%Headup提升切割头的位置586.3.12 %x轴绝对目标位置激光束开启或打开58 7专家切割587.1简介58 7.2 数据结构58 7.3 手动输入数据59 7.4 自动输入数据61 7.5 利用数据进行部分编程62 7.6 M11 部分编程638.操作规程668.1机器开启操作668.1.1 启动规程668.1.1.1 简介668.1.2 延时关机后的启动程序678.1.2.1 激光器678.1.3关闭机器678.1.3.1 简介678.1.3.2 数控控制面板部分688.1.3.3 冷却器688.1.3.4数控控制面板部分688.1.3.5 气缸688.1.4 长期关闭机器688.1.4.1 激光器688.1.4.2 冷却器68 8.2 停机698.3 运行准备698.3.1 在CNC上装载程序698.3.2 调用程序698.3.3 设置激光器功率698.3.4 设定辅助气体和辅助气体气压698.3.5 激光器光闸708.3.6 调整聚焦高度708.3.7 选择喷嘴718.3.8 喷嘴的调整718.3.8.1 方法1 718.3.8.2 方法2 718.3.9 启用表面跟踪模式728.3.9.1 简述728.3.9.2 切割738.3.9.3 检测范围738.3.9.4 调焦旋钮738.3.9.5 返回738.3.10 MC功能键设置738.3.10.1 MC按钮738.3.10.2 MC按钮编辑748.3.11 设置气压748.4 切割质量749.激光加工原理75 9.1介绍759.2激光光束特性769.2.1模式769.2.1.1高斯模式769.2.1.2低阶模779.2.1.3多模779.2.2功率输出779.2.3稳定性779.2.4激光光束的偏振特性789.2.5光束发散799.3透镜的选择79 9.4辅气选择和气压设定80 9.5切割速度809.6精度和切割质量809.6.1喷嘴尖检测809.6.2光学元件检测819.6.3光束准直819.6.4激光模式819.6.5材料质量819.6.6气体质量819.6.7材料的固定819.6.8夹具及固定装置819.7切割检查单8210.锁定和报警情况下的故障排除8210.1一般警报8210.1.1介绍8210.2停机情况8210.2.1急停开关8310.2.2机械停机8310.2.3处理监视器8310.2.4停机后的恢复工作8310.3锁定情况8310.3.1介绍8310.3.2超位限定8410.3.3高度传感互锁8410.3.4障碍互锁8410.3.5辅气互锁8410.3.6激光器互锁8510.4程序出错8510.4.1控制无效8510.4.2伺服驱动不工作8510.4.3伺服系统出错8510.4.4机器不能手动调节8510.4.5机器不能归位8610.4.6VDU空白8610.4.7设置切割/退回错误8610.4.7.1不能进行切割8610.4.7.2不能退回8610.5安全系统出错情况8610.5.1机器位置不正确显示8710.5.2不能启动循环8710.5.3出错8711.维护8711.1操作员日常维护8711.1.1简介8711.1.2总则8811.1.3机床8811.1.4激光器8811.1.5水冷机组8811.1.6数控系统8811.1.7外部光路8811.1.8年度维护8811.2每日维护8811.2.1冷水机组8811.2.2机械和控制面板8911.3每周维护8911.3.1机械和控制面板8911.4每月维护9011.4.1水冷机组9011.4.2机械和控制面板9011.4.3惯例9111.5内部光路准直9111.5.1简介9111.5.1.1准直程序9111.6光学器件清洁9411.6.1简介9411.6.2材料9511.6.3透镜清洁程序9511.6.4镜片清洁程序9511.6.5去偏振镜清洁程序9711.7急停系统的维护和测试9711.8简介97 11.9紧急停机系统操作98 11.10测试紧急停机系统操作98 11.11检查开关的物理连接99 11.12紧急停机系统维护10111.13光路安全系统的维护与检测10211.13.1装有独立工作台的光束安全系统10211.12.1.1区域1周边光束10211.13.1.2Y轴悬臂安全系统10211.13.2装有交换工作台的光束安全系统10211.13.2.1区域1周边光束10311.13.2区域2周边光束10311.13.2.3 Y轴悬臂安全系统10311.14测试光束安全系统操作10311.14.1测试悬臂安全系统程序104 11.15光束系统维护10411.16维护推荐工具10412.选配件105 12.1干涉检测计105 12.2三轴加工选件105 12.3同步脉冲105 12.4无接触高度传感器10512.5交换工作台10612.5.1介绍10612.5.2.1交换控制10612.5.2.2机械控制10612.5.2.3安全控制10612.5.3气动夹具107 附件A激光器开启107附件B编码表1091.安全1.1介绍Farley Laser Lab的Profile切割机可用于切割、钻孔和焊接。
激光切割机使用说明书

实用标准文案激光切割机使用说明书BYL-3015-B北京万通博瑞金属加工有限公司前言很荣幸您购买我公司的产品,成为我公司的用户。
本说明所描述的是我公司生产的型号为BYL-3015-B的金属激光切割机。
本说明书详细介绍了切割机的安装,使用方法及相关维护步骤。
在您使用本机器前请注意以下事项:建议每一位与本机器有关的工作人员(维修、操作、日常维护、定点检查人员)都要阅读这本说明书;操作者应具备相关的技术培训,或有专人指导;如果您能遵循说明书中的提示,不仅可以避免危险事故,降低维修费用,减少停机检修时间,还可以提高机器的工作效率和使用寿命;说明书应保存好以供随时查阅。
注意:使用激光切割机前请详细阅读本说明,用户错误操作可能引起设备运行不良、设备损坏甚至造成人身伤害。
警告:本切割机所用激光为不可见光,不可直视,否则可能造成眼睛伤害,使用时请佩戴护目镜。
目录前言2第一章简介1.1 主要用途及特点 (4)1.2 适用范围 (4)1.3 产品型号及意义 (5)第二章主要规格与技术参数 (5)第三章产品的主要结构与原理 (6)第四章产品的工作条件 (6)第五章产品的系统说明5.1 机械与传动系统 (7)5.2 电气系统 (9)5.3 气动系统 (10)5.4 光学系统 (10)5.5 水冷系统 (11)5.6 切割头 (11)第六章吊运与保管6.1 开箱 (11)6.2 机床的吊运与保管 (11)第七章安装与调试7.1 安装 (13)7.2 调试 (13)第八章使用与说明8.1 安全使用 (14)8.2 操作使用步骤 (15)第九章维护与保养9.1 综述 (16)9.2 日常维护与保养 (16)9.3 运行时的维护与保养 (17)9.4 长期停放的维护与保养 (17)第十章常见故障及其排除方法 (18)第十一章随机附件及备件 (18)第十二章耗损件及易损件 (19)附:维修服务报告单 (20)第一章:简介1.1主要特点及用途BYL-3015-B金属切割机是固体激光机,激光工作物质Nd_YAG晶体棒,在氙灯的作用下,在谐振腔内激励产生高能量激光束。
沈阳博林特电梯有限公司简介

沈阳博林特电梯有限公司简介一、强势入局,远见未来沈阳博林特电梯有限公司是从事电梯产品设计、制造、安装及售后服务的专业化公司,是一家拥有世界先进技术、年设计生产能力达12000台电梯产品的大型企业。
先后获得了国家质量监督检验总局及国家有关部门颁发的生产许可证和安装资质,并通过了ISO-9001国际质量体系认证及欧盟CE认证,是德国电梯协会会员,产品行销世界130多个国家和地区。
公司隶属于中国建筑外装饰行业的跨国龙头企业——沈阳远大企业集团。
为了充分发挥远大在建筑及其关联行业的优势,早在1997年,远大集团即开始在德国、芬兰、瑞士、西班牙、日本等国家进行电梯产业的信息观测、市场调研、合作洽谈、技术考察、人才储备、项目论证等。
为了对用户高度负责,经过三年的精心筹备,2000年博林特电梯公司进行试生产,2001年9月开始正式生产。
本着“高起点,高标准,高水平”的定位和“建世界一流工厂,创国际名牌产品”的目标,远大集团投资4.5亿元人民币建成的博林特电梯,占地13.3万平方米,其中电梯技术研发中心占地12800平方米,直梯单体厂房26000平方米,扶梯单体厂房25000平方米,喷涂厂房9800平方米,并拥有国内一流的6井道电梯试验塔。
二、技术领先,设备精良博林特电梯公司积极引进当今国际上先进的技术和设备,以全新而真诚的姿态为用户提供优质产品。
与德国电梯行业内著名的技术公司进行合作,使电梯制造技术直接进入世界先进行列。
同时,博林特公司在海外多个国家架设信息观测站,及时掌握电梯行业最新技术动态,通过购买、委派学习等形式为我所用,并迅速、科学、精细地应用到生产的各个环节,博林特已完全能够生产出具有世界先进水平的电梯,与世界优质产品同行。
“工欲善其事,必先利其器”。
博林特电梯公司投资上亿元购进一系列先进而适用的设备。
其中世界先进的意大利Salvagnini(萨瓦尼尼)公司生产的S4.30+P4-2512钣金生产线,德国Trumpf(通快)公司生产的TCL3030激光切割机,TC500R/300数控加工中心、TC110数控折弯机,日本VIPROS-357Q转塔式多工位冲床,日本FO-3015数控光加工机,以及法国Sames(萨麦斯)公司生产的自动喷涂生产线都是目前国内先进的设备。
激光切割机主要配置..

电容式垂直跟踪系统组成:进口德国PRECITEC公司。
●电容传感器
●放大器
●调整盒
6
排屑系统:下料小件通道,废料收集装置。
7
齿轮齿条润滑及密封防护装置:●光路防尘罩●导轨防尘罩
8
高压切割系统
9
三种气体自动转换装置
10
电气系统组成:
●接触器、空气开关等施耐德
●光电开关等法国加乐
●端子尤提乐
●坦克链德国易格斯(igus)
CLM30Байду номын сангаас5-DC025激光切割机主要配置
序号
配置内容
1
数字数控系统组成:德国PA公司(PA8000)
●CPU 2.0GHZ
●图形功能
●内存256M
●计算机通讯接口,以太网,USB等接口
●硬盘40G
●WINDOWS XP操作系统
●12.1〃TFT显示器
伺服电机:西门子伺服电机。
2
气动系统组成:日本(SMC)
11
套料软件:FASTCAM自动编程套料软件一套,含共边切割功能,余料套排料功能,免费升级。
12
外光路导光系统:美国贰陆公司
组成:●铜反射镜片(进口美国Ⅱ-Ⅵ公司)
●铜圆偏振镜(进口美国Ⅱ-Ⅵ公司)
●聚焦镜片(进口美国Ⅱ-Ⅵ公司)
13
激光器:德国ROFIN公司1台ROFIN DC025,功率2500W。
●减压阀
●梭阀
●节流阀、单向阀、球阀
●压力继电器
●气缸
●电磁阀
●比例调节阀
3
传动系统组成:
●成对高精密轴承日本(NSK)
●高精密直线滚珠导轨日本(IKO)
●高精密齿条德国(ATLANTA)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C3015-LF-500/1000激光切割机湖北齐星自动化
C3015-LF-500/1000激光切割机是湖北齐星集团自动化装备事业部研发的一款高性能平面光纤激光切割机,此款激光切割机采用龙门移动结构,由双边的直线导轨和齿轮齿条并配以一对交流伺服电机和配套减速机来驱动龙门,从而消除了横梁两边不同步所造成的误差,避免了横梁的扭动,结构更稳定;龙门采用移动双横梁,横梁整体使用高强度铝合金,切割头由安装在双横梁上的齿轮齿条系统直接驱动,实现机床Y轴的移动,反应速度更快。
龙门横梁采用高强度铸铝合金,重量是传统钢梁的1/3,大大降低了高速移动时的惯量,动态性能好,从而提高了加工效率,同时能减小横梁在瞬时运动或停止,以及瞬时转向对伺服电机所产生的反向扭力。
机底座采用10mm厚方钢焊接而成,整体高温去应力处理,从而保证了机床整体结构的稳定性,同时采用了自主设计的新型黄铜圆锥式托料顶尖物料架替换了传统的锯齿形物料架,黄铜圆锥顶尖材质比钢制锯齿形物料架软,不会划伤被切割材料表面,从而保证了成品件的表面质量;同时,其改善了锯齿形物料架易被切割,短时间需要更换的弊端,从而降低了设备的运营成本。
齐星C3015激光切割机可以选配进口高性能SPI/IPG光纤激光器,两种激光器均具有极佳的光学模式,可以轻易获取非常高的焦点光功率密度,更加利于切割的实现;聚焦光斑尺寸小,可以更高速高效的切割加工;拥有更紧凑的系统,定期维护需求低,减少停机时间。
配备的独立式电容传感器采用了速度位置双闭环算法控制电容随动头,运行速度和精度等明显优于其他产品;在本机专用切割软件的配合下可以轻易实线高度自动跟踪,分段穿孔,渐进穿孔,寻边切割,蛙跳上抬,切割头高度任意设置,飞行光路补偿等功能。
产品特点:C3015-LF-500激光切割机采用龙门移动结构,直线导轨和齿轮齿条传动交流伺服电机驱动、一次性加工范围 1.5mx3m;人性化操作界面,设备操作简捷、专业;高性能的SPI/IPG光纤激光器,节能、稳定;双边驱动齿轮齿条式驱动装置稳定、高效。
C3015-LF-500/1000激光切割机通过数控程序基本上可以切割任意形状的板材二维加工。
激光切割的显着优势体现在以下几个方面:
1.精度高:定位精度0.03mm,重复定位精度0.02 mm 。
2. 切缝窄:激光束聚焦成光点,切口宽度一般为0.10~0.20mm。
3.切割面光滑:切割面无毛刺,切口表面粗糙度一般控制在Ra12.5以内。
4.速度快:切割速度可达15m/min,最大定位速度可达80m/min。
5.切割质量好:无接触切割,切边受热影响很小,基本没有工件热变形,完全避免材料
冲剪时形成的塌边,切缝一般不需要二次加工。
6.不损伤工件:激光切割头不会与材料表面相接触,保证不划伤工件。
3015机床技术参数
C3015-LF-500/1000
激光器功率500W1000W
激光器类型光纤激光器光纤激光器
加工幅面(长×宽)3000mm×1500mm3000mm×1500mm
X轴行程3000mm3000mm
Y轴行程1600mm1600mm
Z轴行程100mm100mm
精度
X/Y轴定位精度±0.03mm/m±0.03mm/m
X/Y轴重复定位精度±0.02mm±0.02mm
速度
X/Y轴最大定位速度80m/min80m/min
X/Y轴最大加速度 1.0G 1.0G
电源参数
相数33
电源额定电压380V380V
频率50Hz50Hz
重量与尺寸
工作台最大载重900kg900kg
机床重量3000Kg3000Kg
外形尺寸(长×宽×高)4660X2550X1500(mm)4660X2550X1500(mm)。