Lesson 10 尺寸公差与表面粗糙度
尺寸公差配合与表面粗糙度

公差与极限偏差的比较
• 两者区别: • 从数值上看:极限偏差是代数值,正、负或零值是有意义 的;而公差是允许尺寸的变动范围,是没有正负号的绝对 值,也不能为零(零值意味着加工误差不存在,是不可能 的)。实际计算时由于最大极限尺寸大于最小极限尺寸, 故可省略绝对值符号。 • 从作用上看:极限偏差用于控制实际偏差,是判断完工零 件是否合格的根据,而公差则控制一批零件实际尺寸的差 异程度。 • 从工艺上看:对某一具体零件,公差大小反映加工的难易 程度,即加工精度的高低,它是制定加工工艺的主要依据, 而极限偏差则是调整机床决定切削工具与工件相对位置的 依据。 • 两者联系:公差是上、下偏差之代数差的绝对值,所以确 定了两极限偏差也就确定了公差。
例:一根轴的直径为 500.008 基本尺寸: 50 最大极限尺寸:
50.008 最小极限尺寸: 49.992
上偏差 = 50.008 - 50 = 0.008
下偏差 = 49.992 – 50 = -0.008 公差 = 50.008-49.992 = 0.016 或 = 0.008-(-0.008) =0.016
三种配合性质的特点: 1、间隙配合: 1)除零间隙外,孔的实际尺寸永远大于轴的实际尺寸。 2)孔、轴配合时存在间隙,允许孔、轴有相对转动。 3)孔的公差带在轴的公差带的上方。 2、过盈配合: 1)除零过盈外,孔的实际尺寸永远小于轴的实际尺寸。 2)孔、轴配合时存在过盈,不允许孔、轴有相对转动。 3)孔的公差带在轴的公差带的下方。 3、过渡配合: 1)孔的实际尺寸可能大于或小于轴的实际尺寸,只不过相 差微小。 2)孔、轴配合时,可能存在间隙,也可能存在过盈。 3)孔与轴公差带部分或全部重叠。
标准公差 基本偏差 基本尺寸 0+ -
尺寸公差、形位公差、粗糙度数值关系
一、尺寸公差、形位公差、表面粗糙度数值上的关系1、形状公差与尺寸公差的数值关系当尺寸公差精度确定后,形状公差有一个适当的数值相对应,即一般约以50%尺寸公差值作为形状公差值;仪表行业约20%尺寸公差值作为形状公差值;重型行业约以70%尺寸公差值作为形状公差值。
由此可见.尺寸公差精度愈高,形状公差占尺寸公差比例愈小所以,在设计标注尺寸和形状公差要求时,除特殊情况外,当尺寸精度确定后,一般以50%尺寸公差值作为形状公差值,这既有利于制造也有利于确保质量。
2、形状公差与位置公差间的数值关系形状公差与位置公差间也存在着一定的关系。
从误差的形成原因看,形状误差是由机床振动、刀具振动、主轴跳动等原因造成;而位置误差则是由于机床导轨的不平行,工具装夹不平行或不垂直、夹紧力作用等原因造成,再从公差带定义看,位置误差是含被测表面的形状误差的,如平行度误差中就含有平面度误差,故位置误差比形状误差要大得多。
因此,在一般情况下、在无进一步要求时,给了位置公差,就不再给形状公差。
当有特殊要求时可同时标注形状和位置公差要求,但标注的形状公差值应小于所标注的位置公差值,否则,生产时无法按设计要求制造零件。
3、形状公差与表面粗糙度的关系形状误差与表面粗糙度之间在数值和测量上尽管没有直接联系,但在一定的加工条件下两者也存在着一定的比例关系,据实验研究,在一般精度时,表面粗糙度占形状公差的1/5~1/4。
由此可知,为确保形状公差,应适当限制相应的表面粗糙度高度参数的最大允许值。
在一般情况下,尺寸公差、形状公差、位置公差、表面粗糙度之间的公差值具有下述关系式:尺寸公差>位置公差>形状公差>表面粗糙度高度参数从尺寸、形位与表面粗糙度的数值关系式不难看出,设计时要协调处理好三者的数值关系,在图样上标注公差值时应遵循:给定同一表面的粗糙度数值应小于其形状公差值;而形状公差值应小于其位置公差值;位置各差值应小于其尺寸公差值。
尺寸公差、形位公差、表面粗糙度三者的关系
尺寸公差、形位公差、表面粗糙度三者的关系A.尺寸公差、形位公差、表面粗糙度数值上的关系1、形状公差与尺寸公差的数值关系当尺寸公差精度确定后,形状公差有一个适当的数值相对应,即一般约以50%尺寸公差值作为形状公差值;仪表行业约20%尺寸公差值作为形状公差值;重型行业约以70%尺寸公差值作为形状公差值。
由此可见.尺寸公差精度愈高,形状公差占尺寸公差比例愈小所以,在设计标注尺寸和形状公差要求时,除特殊情况外,当尺寸精度确定后,一般以50%尺寸公差值作为形状公差值,这既有利于制造也有利于确保质量。
2、形状公差与位置公差间的数值关系形状公差与位置公差间也存在着一定的关系。
从误差的形成原因看,形状误差是由机床振动、刀具振动、主轴跳动等原因造成;而位置误差则是由于机床导轨的不平行,工具装夹不平行或不垂直、夹紧力作用等原因造成,再从公差带定义看,位置误差是含被测表面的形状误差的,如平行度误差中就含有平面度误差,故位置误差比形状误差要大得多。
因此,在一般情况下、在无进一步要求时,给了位置公差,就不再给形状公差。
当有特殊要求时可同时标注形状和位置公差要求,但标注的形状公差值应小于所标注的位置公差值,否则,生产时无法按设计要求制造零件。
3、形状公差与表面粗糙度的关系形状误差与表面粗糙度之间在数值和测量上尽管没有直接联系,但在一定的加工条件下两者也存在着一定的比例关系,据实验研究,在一般精度时,表面粗糙度占形状公差的1/5~1/4。
由此可知,为确保形状公差,应适当限制相应的表面粗糙度高度参数的最大允许值。
在一般情况下,尺寸公差、形状公差、位置公差、表面粗糙度之间的公差值具有下述关系式:尺寸公差>位置公差>形状公差>表面粗糙度高度参数从尺寸、形位与表面粗糙度的数值关系式不难看出,设计时要协调处理好三者的数值关系,在图样上标注公差值时应遵循:给定同一表面的粗糙度数值应小于其形状公差值;而形状公差值应小于其位置公差值;位置各差值应小于其尺寸公差值。
尺寸公差形位公差、表面粗糙度数值上的关系
尺寸公差、形位公差、表面粗糙度数值上的关系一、尺寸公差、形位公差、表面粗糙度数值上的关系1、形状公差与尺寸公差的数值关系当尺寸公差精度确定后,形状公差有一个适当的数值相对应,即一般约以50%尺寸公差值作为形状公差值;仪表行业约20%尺寸公差值作为形状公差值;重型行业约以70%尺寸公差值作为形状公差值。
由此可见.尺寸公差精度愈高,形状公差占尺寸公差比例愈小所以,在设计标注尺寸和形状公差要求时,除特殊情况外,当尺寸精度确定后,一般以50%尺寸公差值作为形状公差值,这既有利于制造也有利于确保质量。
2、形状公差与位置公差间的数值关系形状公差与位置公差间也存在着一定的关系。
从误差的形成原因看,形状误差是由机床振动、刀具振动、主轴跳动等原因造成;而位置误差则是由于机床导轨的不平行,工具装夹不平行或不垂直、夹紧力作用等原因造成,再从公差带定义看,位置误差是含被测表面的形状误差的,如平行度误差中就含有平面度误差,故位置误差比形状误差要大得多。
因此,在一般情况下、在无进一步要求时,给了位置公差,就不再给形状公差。
当有特殊要求时可同时标注形状和位置公差要求,但标注的形状公差值应小于所标注的位置公差值,否则,生产时无法按设计要求制造零件。
3、形状公差与表面粗糙度的关系形状误差与表面粗糙度之间在数值和测量上尽管没有直接联系,但在一定的加工条件下两者也存在着一定的比例关系,据实验研究,在一般精度时,表面粗糙度占形状公差的1/5~1/4。
由此可知,为确保形状公差,应适当限制相应的表面粗糙度高度参数的最大允许值。
在一般情况下,尺寸公差、形状公差、位置公差、表面粗糙度之间的公差值具有下述关系式:尺寸公差>位置公差>形状公差>表面粗糙度高度参数从尺寸、形位与表面粗糙度的数值关系式不难看出,设计时要协调处理好三者的数值关系,在图样上标注公差值时应遵循:给定同一表面的粗糙度数值应小于其形状公差值;而形状公差值应小于其位置公差值;位置各差值应小于其尺寸公差值。
表面粗糙度与尺寸公差、形状公差的综合关系
表面粗糙度与尺寸公差、形状公差的综合关系表面粗糙度是指物体表面的不平整程度或凹凸不平的程度。
而尺寸公差是指在制造过程中,由于各种原因导致零件尺寸与设计尺寸之间的差异。
形状公差则是指零件形状与设计形状之间的差异。
这三者之间存在着一定的关系,下面将从不同角度来探讨这种关系。
表面粗糙度与尺寸公差的关系。
表面粗糙度的大小直接影响着零件的尺寸公差。
一般来说,表面粗糙度越大,尺寸公差就越大。
这是因为表面粗糙度的增加会导致材料的有效截面积减小,进而影响零件的尺寸。
因此,在制造过程中,需要根据零件的表面粗糙度来确定合理的尺寸公差。
表面粗糙度与形状公差的关系。
表面粗糙度的大小也会对零件的形状公差产生一定的影响。
一般来说,表面粗糙度越大,形状公差就越大。
这是因为表面粗糙度的增加会使得零件的形状变得不规则,进而影响形状公差的控制。
因此,在制造过程中,需要根据零件的表面粗糙度来确定合理的形状公差。
尺寸公差与形状公差之间也存在一定的关系。
尺寸公差主要是指零件尺寸与设计尺寸之间的差异,而形状公差主要是指零件形状与设计形状之间的差异。
尺寸公差和形状公差的大小和方向都会对零件的功能和装配性能产生一定的影响。
因此,在制造过程中,需要综合考虑尺寸公差和形状公差,以确保零件的质量和性能。
表面粗糙度、尺寸公差和形状公差之间存在着一定的关系。
在制造过程中,需要根据零件的要求和使用环境来确定合理的表面粗糙度、尺寸公差和形状公差。
只有在合理范围内控制好这三者之间的关系,才能制造出符合要求的优质零件。
因此,对于制造企业和工程师来说,深入研究和理解表面粗糙度、尺寸公差和形状公差之间的综合关系,是提高产品质量和市场竞争力的重要途径之一。
公差与配合 表面粗糙度

表面粗糙度的概念Biblioteka 测量方法表面粗糙度是描述表面粗糙程度的指标,可以用来评估零件的质量和性能。 常用的测量方法包括光学测量和表面轮廓测量。
表面粗糙度对产品质量的影响
1 摩擦与磨损
表面粗糙度越大,摩擦和磨损越严重。
2 密封性能
表面粗糙度对密封件的密封性能有很大影响。
3 润滑效果
表面粗糙度越小,润滑效果越好。
如何控制和改善表面粗糙度
1
选择合适的材料与加工方法
不同材料和加工方法会对表面粗糙度产生影响,需要选择合适的组合。
2
优化切削和研磨参数
调整切削和研磨参数,以达到所需的表面质量。
3
采用表面处理技术
表面处理技术如抛光和电化学抛光可以改善表面粗糙度。
公差的分类与表示方法
1 尺寸公差
衡量零件尺寸的变化范围。
3 粗糙度公差
度量零件表面粗糙度的变化范围。
2 形位公差
描述零件间关系的变化范围。
常见的公差与配合类型
过盈配合
零件之间的干涉。适用于需要高精度和紧密连 接的应用。
间隙配合
零件之间有一定的间隙。适用于需要活动性和 松散连接的应用。
为什么需要进行公差与配合控 制
公差与配合 表面粗糙度
在这个演示中,我们将讨论公差与配合的重要性以及表面粗糙度的影响。带 您深入了解这些概念,并学习如何控制和改善产品的质量。
公差与配合的定义
公差是指零件尺寸或特性在制造过程中允许的变化范围,配合是指两个零件 之间的相对关系。了解公差与配合的定义对于确保零件的功能和性能非常重 要。
尺寸公差与表面粗糙度

05 总结与展望
总结
尺寸公差与表面粗糙度是机械加工中的重要参数,它 们对产品的性能和可靠性有着显著的影响。
随着科技的不断发展,对尺寸公差与表面粗糙度的要 求也越来越高,这需要我们不断探索新的加工方法和
测量技术,以提高产品的质量和性能。
在实际应用中,应综合考虑尺寸公差与表面粗糙度的 关系,以及它们对产品性能的影响,以制定合理的加
工和测量方案。
展望
随着数字化和智能化技术的不断发展,未来的机械加工将更加依赖于先进的测量技术和数据分析方法。
新的加工方法和材料将对尺寸公差与表面粗糙度提出更高的要求,需要我们不断探索和创新,以适应新 的市场需求。
在未来,尺寸公差与表面粗糙度的研究将更加注重跨学科的合作和交流,以推动相关领域的发展和进步。
测量精度
测量精度对结果的影响很大,因此需要选择精度 合适的测量工具和正确的测量方法,以获得准确 的测量结果。
03 尺寸公差与表面粗糙度的 控制方法
加工工艺控制
加工方法选择
根据零件材料、结构、精度要求等选择合适的加工方 法,如车削、铣削、磨削等。
加工余量分配
合理分配各工序的加工余量,确保最终加工尺寸的精 度。
02
表面粗糙度越高,摩擦系数越大,磨损速度越快,从而影响零
件的耐磨性。
表面粗糙度对零件疲劳强度的影响
03
表面粗糙度越高,应力集中越严重,疲劳裂纹容易形成和扩展,
降低零件的疲劳强度。
尺寸公差对表面粗糙度的影响
尺寸公差越小,表面粗糙度越低
在加工过程中,尺寸公差越小,切削深度、进给量等工艺参数越小,从而减小 表面粗糙度。
热处理工艺
控制零件的热处理工艺,以减小变形和组织不均匀性 对尺寸精度的影响。
公差与表面粗糙度
为单 向公差 。
当尺寸精度确定后形 状公差将有一个适 当的数值对应。尺寸公差的精度越高 ,形状 公差 与尺寸公差的 比例越 一般 以尺寸公 差值的 %5 0 作为形状公差值 。
2 . 形 状 公 差 与位 置 公 差 的数 值 关 系
那就是 :提 高机械 零件的质量。本文浅析 了 公 差 、 表 面粗 糙 度 以及 二 者 的数 值 关 系。
【 关键词 】 公差;表面粗糙度
一
、
公差
公差分 为尺寸公差、形状公差 、位置公 差 和 表 面粗 糙 度 。 现代技术对零 件尺寸精度的要求越来越 严格 。而且 , 目前许 多零件是有散布在各地 的不同厂家生产 的,因此必须对这些零件 的 尺寸和生产做 出严格 的规定 ,以保证它们 具 有互换性。所谓互换性是指 :在制成 同一 规 格的零部件 中,不需要任何 的挑 选、调 整或 修配 ,装配到部件和机器上 ,就能完全 达到 规定 的性能 和要求 。互换性是 现代 化生产的 重 要 技 术 经 济 原 则 ,要 求 对 同一 种 零 件 的 形 状精度 ,尺寸精度 ,性能等规定 一个统一的 标准使其产品标准化。 标准化是互换性 的前 提。要 求生产零件 尺寸应 在一 个规定的区间 内变动 ,以保证它 们 具 有 互 换 性 的 技 术 称 为 公 差 技 术 。 公 差 是 零 件 具 有互 换 性 的 保 证 。 允 许 每 个 尺 寸 在 规 定 范 围 内具 有 一定 的 变 动量 , 称 为公 差 。 例如 , 个零件的尺寸可以被表示为 3 0 ±0 . 2 ,其公 差 ( 尺 寸 变 动 量 )为 0 . 4 a r m。在 不 影 响 零 件 工作 性能和工作要求的情况下 ,应 当给予尺 寸尽可能较大的公差 ,这样可把生产成本降 至最低。 制造成本会随之公差 的降低而升高。 尺 寸公 差 有 三种 表 示方 式 : ( 1 )单 向 : 当只 允 许 尺寸 向基 本 尺 寸 的 单一方 向 ( 变大或者变小 )的变 动时,就称
尺寸公差,形状公差与表面粗糙度的关系
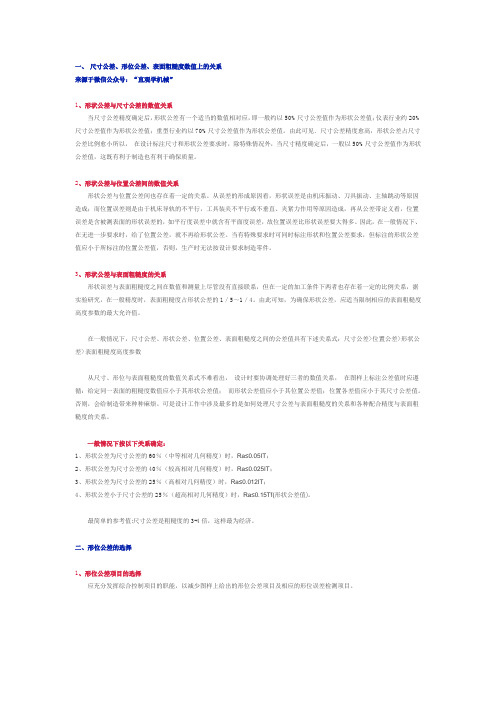
一、尺寸公差、形位公差、表面粗糙度数值上的关系来源于微信公众号:“直观学机械”1、形状公差与尺寸公差的数值关系当尺寸公差精度确定后,形状公差有一个适当的数值相对应,即一般约以50%尺寸公差值作为形状公差值;仪表行业约20%尺寸公差值作为形状公差值;重型行业约以70%尺寸公差值作为形状公差值。
由此可见.尺寸公差精度愈高,形状公差占尺寸公差比例愈小所以,在设计标注尺寸和形状公差要求时,除特殊情况外,当尺寸精度确定后,一般以50%尺寸公差值作为形状公差值,这既有利于制造也有利于确保质量。
2、形状公差与位置公差间的数值关系形状公差与位置公差间也存在着一定的关系。
从误差的形成原因看,形状误差是由机床振动、刀具振动、主轴跳动等原因造成;而位置误差则是由于机床导轨的不平行,工具装夹不平行或不垂直、夹紧力作用等原因造成,再从公差带定义看,位置误差是含被测表面的形状误差的,如平行度误差中就含有平面度误差,故位置误差比形状误差要大得多。
因此,在一般情况下、在无进一步要求时,给了位置公差,就不再给形状公差。
当有特殊要求时可同时标注形状和位置公差要求,但标注的形状公差值应小于所标注的位置公差值,否则,生产时无法按设计要求制造零件。
3、形状公差与表面粗糙度的关系形状误差与表面粗糙度之间在数值和测量上尽管没有直接联系,但在一定的加工条件下两者也存在着一定的比例关系,据实验研究,在一般精度时,表面粗糙度占形状公差的1/5~1/4。
由此可知,为确保形状公差,应适当限制相应的表面粗糙度高度参数的最大允许值。
在一般情况下,尺寸公差、形状公差、位置公差、表面粗糙度之间的公差值具有下述关系式:尺寸公差>位置公差>形状公差>表面粗糙度高度参数从尺寸、形位与表面粗糙度的数值关系式不难看出,设计时要协调处理好三者的数值关系,在图样上标注公差值时应遵循:给定同一表面的粗糙度数值应小于其形状公差值;而形状公差值应小于其位置公差值;位置各差值应小于其尺寸公差值。
尺寸公差、形状公差、位置公差、表面粗糙度之间关系

Part 1尺寸公差、形位公差、表面粗糙度数值上的关系:1.1、形状公差与尺寸公差的数值关系当尺寸公差精度确定后,形状公差有一个适当的数值相对应,即一般约以50%尺寸公差值作为形状公差值;仪表行业约20%尺寸公差值作为形状公差值;重型行业约以70%尺寸公差值作为形状公差值。
由此可见:尺寸公差精度愈高,形状公差占尺寸公差比例愈小;所以,在设计标注尺寸和形状公差要求时,除特殊情况外,当尺寸精度确定后,一般以50%尺寸公差值作为形状公差值,这既有利于制造也有利于确保质量。
1.2、形状公差与位置公差间的数值关系形状公差与位置公差间也存在着一定的关系。
从误差的形成原因看,形状误差是由机床振动、刀具振动、主轴跳动等原因造成;而位置误差则是由于机床导轨的不平行,工具装夹不平行或不垂直、夹紧力作用等原因造成;再从公差带定义看,位置误差是含被测表面的形状误差的,如平行度误差中就含有平面度误差,故位置误差比形状误差要大得多。
因此,在一般情况下、在无进一步要求时,给了位置公差,就不再给形状公差。
当有特殊要求时可同时标注形状和位置公差要求,但标注的形状公差值应小于所标注的位置公差值,否则,生产时无法按设计要求制造零件。
1.3、形状公差与表面粗糙度的关系形状误差与表面粗糙度之间在数值和测量上尽管没有直接联系,但在一定的加工条件下两者也存在着一定的比例关系。
据实验研究,在一般精度时,表面粗糙度占形状公差的1/5~1/4。
由此可知,为确保形状公差,应适当限制相应的表面粗糙度高度参数的最大允许值。
在一般情况下,尺寸公差、形状公差、位置公差、表面粗糙度之间的公差值具有下述关系式:尺寸公差>位置公差>形状公差>表面粗糙度高度参数。
从尺寸、形位与表面粗糙度的数值关系式不难看出,设计时要协调处理好三者的数值关系。
在图样上标注公差值时应遵循:给定同一表面的粗糙度数值应小于其形状公差值;而形状公差值应小于其位置公差值;位置各差值应小于其尺寸公差值。
尺寸公差、形状公差、位置公差、表面粗糙度之间关系

尺寸公差、形状公差、位置公差、表面粗糙度之间关系尺寸公差、形状公差、位置公差和表面粗糙度是工程设计中常用的术语,用于描述零件或装配件的尺寸、形状和位置要求,以及表面的光洁度和粗糙度。
尺寸公差是指零件的尺寸与设计要求之间的允许差别范围。
它是设计者为确保零件或装配件的功能和性能而设置的。
尺寸公差通常包括两个值,一个上限和一个下限,表示了零件允许的最大和最小尺寸。
例如,对于一个直径为10mm的轴,如果其公差为±0.05mm,则表示轴的实际直径可以在10.05mm至9.95mm之间浮动。
形状公差是指零件的形状与设计要求之间的允许差别范围。
它描述了零件的外观和形状特征。
形状公差通常使用一组公差带来表示,每个公差带有一个上下公差限制。
例如,对于一个平面零件,如果其形状公差为0.1mm,则表示零件表面可以在0.1mm的范围内浮动,但不能超出这个范围。
位置公差是指零件之间或零件内部的位置关系与设计要求之间的允许差别范围。
它描述了零件之间或零件内部的相对位置关系。
位置公差通常使用一组位置公差来表示,每个位置公差都具有一个偏移量和一个半径公差。
例如,如果两个孔的位置公差为0.2mm,则表示两个孔中心的距离可以在0.2mm的范围内浮动。
表面粗糙度是指零件表面的光洁程度和粗糙度。
它描述了零件表面的质量和平滑度。
表面粗糙度通常使用一组参数来表示,例如Ra和Rz。
Ra是平均粗糙度,表示在一定长度内表面高低起伏的平均值。
Rz是最大平均粗糙度,表示在一定长度内表面高低起伏的最大值。
例如,如果零件表面的Ra为0.01μm,则表示表面的平均粗糙度为0.01微米。
尺寸公差、形状公差、位置公差和表面粗糙度之间存在着紧密的关系,它们共同构成了零件的几何特征。
首先,尺寸公差和形状公差可以用来描述零件的尺寸和形状要求。
尺寸公差用于描述零件的大小偏差,形状公差用于描述零件的形状偏差。
例如,如果一个零件的尺寸公差为±0.1mm,形状公差为0.05mm,则表示这个零件的实际尺寸可以在0.1mm的范围内浮动,形状可以在0.05mm的范围内浮动。
形位公差、尺寸公差以及表面粗糙度三者之间关系

形位公差、尺寸公差以及表面粗糙度三 者之间关系
要合理标注各项公差值, 首先就要了解和充 分考虑各项公差值的相互关系。
检验时,轴的实际圆柱轮廓都通过按最大实 体实效边界尺寸Ф20.01mm制成的位置量规。 且用两点法测量局部实际尺寸在最大与最大 小实体尺寸内,则可判为合格。
从公差带动态图可见,随着实际尺寸偏离最 大实体状态Ф20mm而减小时,其允许的直 线度误差f值允许相应增大,但最大增加量不 超过尺寸公差,从而实现了尺寸公差向形位 公差的转化。
形位公差、尺寸公差以及表面粗糙度三 者之间关系
当直线度误差为零时,其实际尺寸可以达到 最大值,即等于其最大实体实效边界尺寸 Ф20.1mm,从而实现了形位公差转化为尺 寸公差的可逆要求。图c为上述关系的公差 带动态图。
检验时,轴的实际轮廓通过按最大实体实效 边界尺寸Ф20.1mm设计的综合位置量规; 同时用两点法测得实际尺寸大于其最小实体 尺寸19.7mm时,则该零件判为合格。
一、形位公差的分类 形状公差——直线度、平面度、圆度、圆柱度 形状或位置公差——线轮廓度、面轮廓度 定向位置公差——平行度、垂直度、倾斜度 定位位置公差——同轴度、对称度、位置度 跳动——径向、斜向、端面圆跳动,径向、端
面全跳动
形位公差、尺寸公差以及表面粗糙度三 者之间关系
二、尺寸公差和形位公差关系的公差原则 公差原则就是对尺寸公差与形位公差相互可否
形位公差、尺寸公差以及表面粗糙度三 者之间关系
(2)可逆要求用于最大实体要求 可逆要求用于最大实体要求时,被测要素的
尺寸公差配合与表面粗糙

05 实际应用中的尺寸公差与表面粗糙度选择
CHAPTER
根据使用要求选择尺寸公差与表面粗糙度
总结词
使用要求是选择尺寸公差和表面粗糙度的首要考虑因素,它涉及到产品的功能、 性能和可靠性。
详细描述
根据产品用途和使用环境,如耐磨、防腐蚀或高精度等要求,选择适当的尺寸公 差和表面粗糙度。例如,对于需要高精度配合的机械部件,应选择较小的尺寸公 差;对于需要良好耐磨性的表面,应选择较低的表面粗糙度。
案例二:表面粗糙度对零件性能的影响分析
总结词
表面粗糙度对零件性能具有显著影响,合理的表面粗糙度值可以有效提高零件的使用寿 命和可靠性。
详细描述
表面粗糙度是指加工表面微观几何形状的偏差。在机械零件中,表面粗糙度对零件的性 能和使用寿命具有重要影响。例如,对于滑动摩擦的表面,较小的表面粗糙度可以减小 摩擦阻力,降低磨损率,提高零件的耐久性。同时,对于一些需要密封的零件,如油封,
尺寸公差配合与表面粗糙度
目录
CONTENTS
• 尺寸公差与配合概述 • 尺寸公差带与配合制度 • 表面粗糙度的基础知识 • 尺寸公差与表面粗糙度的关系 • 实际应用中的尺寸公差与表面粗糙度选择 • 案例分析
01 尺寸公差与配合概述
CHAPTER
尺寸公差的概念
01
02
03
尺寸公差
允许零件实际尺寸变化的 最大范围。
适当的表面粗糙度可以提高密封性能,防止泄漏。
案例三
总结词
在实际生产中,采用先进的工艺和设备是有效控制尺 寸公差与表面粗糙度的关键措施。
详细描述
随着机械制造技术的不断发展,各种先进的工艺和设备 被广泛应用于生产实践中。例如,采用高精度数控机床 、加工中心等设备,可以显著提高加工精度和表面质量 。同时,采用先进的热处理和表面处理技术,如离子注 入、激光熔覆等,可以在不改变工件尺寸的前提下改善 表面的粗糙度、硬度和耐腐蚀性等性能。这些措施可以 有效控制尺寸公差与表面粗糙度,提高机械零件的性能 和可靠性。
尺寸公差配合与表面粗糙度

过盈 轴径
孔径
轴公差带
最小过盈为零 轴公差带
孔的公差 带在轴公差 带之下。
最小过盈
最大过盈
最大过盈
孔公差带
孔公差带
最大过盈
孔径
最大间隙 最大过盈
➢ 过渡配合:可能具有间隙或过盈的配合为过渡配合。
最大过盈
最大间隙
轴径
最大间隙 最大过盈
轴和孔的 公差带相 互交叠。
最大间隙
过度配合
三种配合性质的特点: 1、间隙配合:
f 5 g 5 h 5 js5 k5 m5 n5 p5
r5 s5 t5
H7
H 6 H 7 H 7 H7 H7 H7 H7 H7 H7 H7 H7 H7 H7 H7 H7 H7
f 6 g 6 h 6 Js6 k6 m6 n6 p6 r6 s6 t6 u6 v6 x6 y6 z6 H 8 H 8 H 8 H 8 H8 H8 H8 H8 H8 H8 H8 H8 H8
➢ 间隙配合:孔与轴配合时,具有间隙(包括最小间隙等于 零)的配合。
间隙 φ30 -0.020
+0.041
φ30 +0.053 +0.020
孔公差带 轴公差带
最小间隙
最大间隙
孔的公差带在轴 的公差带之上。
孔公差带
最小间隙为零
轴公差带
最大间隙
➢ 过盈配合:孔和轴配合时,孔的尺寸减去相配合轴的 尺寸,其代数差为负值为过盈。具有过盈 的配合称为过盈配合。
• 公差:允许尺寸的变动量。等于最大极限尺寸与最小极限尺寸之代数差的绝对值。孔、轴的 公差分别用Th和Ts表示。
Th=︱ Dmax- Dmin ︱= ︱ ES-EI︱
Ts=︱ dmax- dmin ︱= ︱ es-ei︱
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Lesson10Dimensional tolerances and surface roughness第十课尺寸公差与表面粗糙度Because of the highly competitive nature of most manufacturing business,the question of finding ways to reduce cost is ever present.A good starting point for cost reduction is in the design of the product.The design engineer should always keep in mind the possible alternatives available to him in making his design.It is often impossible to determine the best alternatives without a careful analysis of the probable production cost.Designing for function,interchangeability,quality,and economy requires a careful study of tolerances,surface finishes,processes,materials,and equipment.To assure sound and economical design from a producibility standpoint,careful consideration of the following general design rules—both separately and together—is of paramount importance.The order of importance may vary according to design requirements,or factors,but the overall importance always remains the same.Seek simplicity.(1)Design for maximum simplicity in functional and physical characteristics.(2)Determine the best production method.Seek the help of a production engineer to design for the most economical production methods.(3)Analyze materials.Select materials that will lend themselves to low-cost production as well as to design requirements.(4)Eliminate fixturing and handling problems.Design for ease of locating, setting up,and holding parts.(5)Employ maximum acceptable tolerances and finishes.Specify surface roughness and accuracy no greater than that which is commensurate with the type of part or mechanism being designed,and the production method or methods contemplated.Tolerances on finish and dimensions play an important part in the final achievement or absence of practical design.A comprehensive study of the principles of interchangeability is essential for a thorough understanding and full appreciation of low-cost production techniques. Interchangeability is the key to successful production regardless of quantity.Details of all parts should be surveyed carefully to assure not only inexpensive processing but also rapid,easy assembly and maintenance.It must be remembered that each production method has a well-established level of precision which can be maintained in continuous production without exceeding normal basic cost.Economic manufacturing does not“just happen.”It starts with design and considers practical limits of machine tools,processes,tolerances,and finishes.Neither dimensional tolerances nor surface roughness should be specified to limits of accuracy closer than those which the actual function or design necessitate.This is done to assure the advantages of lowest possible cost and fastest possible production.Without needing to know how to operate a particular machine to attain thedesired degree of surface roughness,there are certain aspects of all these methods which should be understood by the design engineer.Knowledge of such facts as degree of roughness obtained by any operation,and the economics of attaining a smoother surface with each operation,will aid him in deciding just which surface roughness to specify.Because of its simplicity,the arithmetical average Ra has been adopted internationally and is widely used.The applications of surface roughness Ra are described in the following paragraphs.0.2um The finish is used for the interior surface of hydraulic struts,for hydraulic cylinders,pistons and piston rods for O-ring packings,for journals operating in plain bearings,for cam faces,and for rolls of antifriction bearings when loads are normal.0.4um The finish is used for rapidly rotating shaft bearings,for heavily loaded bearings,for rolls in bearings of ordinary commercial grades,for hydraulic applications,for static sealing rings,for the bottom of extreme tension members.0.8um The finish is normally found on parts subject to stress concentrations and vibrations,for broached holes,gear teeth,and other precision machined parts.1.6um This finish is suitable for ordinary bearings,for ordinary machine parts where fairly close dimensional tolerances must be held,and for highly stressed parts that are not subject to severe stress reversals.3.2um The finish should not be used on sliding surfaces,but can be used for rough bearing surfaces where loads are light and infrequent,or for moderately stressed machine parts.6.3um The appearance of this finish is not objectionable,and can be used on noncritical component surfaces,and for mounting surfaces for brackets,etc.。