车铣附件夹紧装置
一种用于数控铣床的工件夹紧装置[实用新型专利]
![一种用于数控铣床的工件夹紧装置[实用新型专利]](https://img.taocdn.com/s3/m/f08d691704a1b0717ed5dd4f.png)
专利名称:一种用于数控铣床的工件夹紧装置专利类型:实用新型专利
发明人:曹乐坤,袁靖楠,杨松霖,曹涵
申请号:CN201921979769.7
申请日:20191116
公开号:CN210938264U
公开日:
20200707
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种用于数控铣床的工件夹紧装置,包括机台,所述机台的顶部设有台板,所述台板的顶部两侧均滑动连接有滑块,两个所述滑块相互靠近的端面均转动连接有活动块。
本实用新型中,滑块上设置了活动块,活动块的内部设置了内腔,内腔的内部设置了电机,活动块的表面设置了滑槽,滑槽的内部设置了弹簧,电机的输出轴设置了连接绳,连接绳的另一端与弹簧连接,采用此设计的好处在于:启动电机可拉动连接绳收卷,从而带动夹块移动将工件夹住,在加工时产生的震动不会使夹块松动,并且在加工完成后反转电机使连接绳松开,进而通过弹簧拉动夹块使其松开工件,通过此设计使工件固定的稳定性得到提高,有助于提高加工的精度。
申请人:泸州楠鑫玻璃模具有限公司
地址:646100 四川省泸州市泸县福集工矿区古二井村
国籍:CN
更多信息请下载全文后查看。
一种数控铣床工件夹紧装置[实用新型专利]
![一种数控铣床工件夹紧装置[实用新型专利]](https://img.taocdn.com/s3/m/5dc1f1a5f7ec4afe04a1dfea.png)
专利名称:一种数控铣床工件夹紧装置专利类型:实用新型专利
发明人:程文浩,高攀
申请号:CN202020288999.5
申请日:20200311
公开号:CN211614995U
公开日:
20201002
专利内容由知识产权出版社提供
摘要:本实用新型涉及数控铣床夹具技术领域,具体为一种数控铣床工件夹紧装置,包括铣床工作台,铣床工作台的表面设置有围护板,围护板的表面设置有固定架,固定架的内部设置有电动液压缸,电动液压缸的轴体端部设置有夹具架,夹具架的内部转动连接有转动盘,转动盘连接在马达的轴体上,马达设置在安装架中,安装架固定在夹具架的表面上,转动盘的表面设置有平面夹板,转动盘的表面设置有圆弧夹板;有益效果为:本实用新型提出的数控铣床工件夹紧装置在夹具架中加设转动盘,转动盘上安装不同的夹板,通过马达驱动转动盘转动,实现不同夹板的切换,相较于在工作台上更换安装夹具,如此操作简单便捷。
申请人:程文浩
地址:461000 河南省许昌市魏都区魏文路与北环路交叉口许昌电气职业学院
国籍:CN
代理机构:郑州亦鼎知识产权代理事务所(普通合伙)
代理人:王璐
更多信息请下载全文后查看。
一种数控铣机床工件夹紧装置[实用新型专利]
![一种数控铣机床工件夹紧装置[实用新型专利]](https://img.taocdn.com/s3/m/74902324da38376bae1faedc.png)
专利名称:一种数控铣机床工件夹紧装置专利类型:实用新型专利
发明人:谢休明
申请号:CN201920888664.4
申请日:20190613
公开号:CN210790049U
公开日:
20200619
专利内容由知识产权出版社提供
摘要:本实用新型涉及数控铣机床技术领域,且公开了一种数控铣机床工件夹紧装置,包括机箱,所述机箱的左右两侧均固定连接有支腿,两个所述支腿的顶部均固定连接有机板,机板的顶部固定连接有载板,所述载板的顶部固定连接有放置壳箱,所述机板的顶部且位于载板的背面固定连接有工作机,所述载板的顶部活动连接有底板,所述底板的内部活动连接有固定杆,所述底板的顶部固定连接有立板,所述立板的内部活动连接有调节杆,所述调节杆的右侧固定连接有卡板。
该数控铣机床工件夹紧装置,解决了现有的固定装置在夹持时速度慢,并且操作不方便,在使用起来很麻烦,导致浪费了时间,降低了工作效率低的问题。
申请人:扬州市明和机械有限公司
地址:225600 江苏省扬州市高邮市高邮镇工业集中区
国籍:CN
代理机构:北京科家知识产权代理事务所(普通合伙)
代理人:艾秀丽
更多信息请下载全文后查看。
夹紧装置的组成和要求

夹紧装置的组成和要求1. 夹紧装置的基本概念说到夹紧装置,咱们不妨先聊聊这个家伙到底是什么。
夹紧装置,顾名思义,就是用来夹紧东西的工具,像是把零件牢牢固定住,让它们不至于“左顾右盼”。
这在各种机械、工业、甚至是日常生活中都挺常见的。
想象一下,如果你在车间里忙活,结果一件零件因为没夹紧而掉了下来,那可真是得不偿失啊!夹紧装置就像是一位忠实的守护者,帮助我们确保每个部件都能乖乖待在该待的地方。
2. 夹紧装置的组成2.1 夹紧元件首先,夹紧装置的核心就是夹紧元件。
这玩意儿可以是螺钉、夹具、甚至是气动装置,真是五花八门。
比如说,螺钉就像个“小老头”,只要你一拧,它就能把零件紧紧抓住,让它动也动不了。
夹具则更像个“铁臂阿童木”,可以灵活调整,适应不同形状的工件。
而气动装置就更牛了,像是一位有超能力的助手,轻松解决各种难题。
2.2 传动装置接下来要提的是传动装置,这可是夹紧装置中不可或缺的一环。
它的作用就是将力传递给夹紧元件,确保夹紧的力量足够。
想象一下,如果你在用力夹东西,但那个“夹子”偏偏不听话,那可就尴尬了!传动装置可以是电动的、手动的,甚至是液压的,像是给夹紧装置加了个“助推器”,让它的力量倍增,稳稳地把零件锁住。
3. 夹紧装置的要求3.1 稳定性说到夹紧装置的要求,首先要提的就是稳定性。
夹紧装置得有足够的稳定性,才能确保工件在加工过程中不发生位移。
要知道,一旦发生位移,后果可就不堪设想了,简直是“雪上加霜”。
稳定性不仅仅是技术上的要求,更是对生产效率的保证,毕竟,谁也不想花了大把时间精力,最后却得到了个“歪瓜裂枣”的结果。
3.2 可操作性除了稳定性,夹紧装置的可操作性也得跟上。
想想看,如果这个夹紧装置使用起来繁琐得像个古董,那可真是让人头疼。
可操作性就是要简单明了,用户一看就懂,轻松上手。
这就像是一个好朋友,不需要你费劲心思去理解,轻轻松松就能搞定。
设计得合理的夹紧装置,不仅能节省时间,还能提高工作效率,真是一举两得。
定位夹紧元件及装置简图
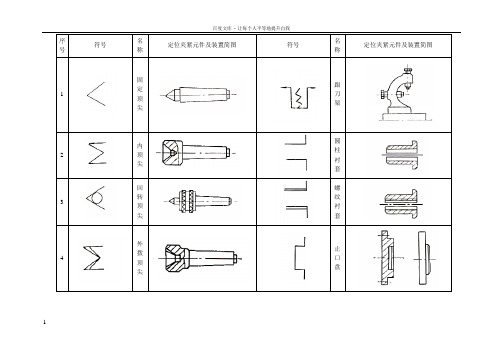
序号符号名称定位夹紧元件及装置简图符号名称定位夹紧元件及装置简图1 固定顶尖跟刀架2 内顶尖圆柱衬套3 回转顶尖螺纹衬套4 外拨顶尖止口盘15 内拨顶尖拨杆6 浮动顶尖垫铁7 伞形顶尖板8 圆柱轴角铁29 锥度心轴可调支承1 0 螺纹心轴平口钳1 1 弹性心轴中心堵弹簧夹头Y形铁1 2 三爪卡盘铁爪31 3 四爪卡盘中心架序号说明定位夹紧符号标注示意图说明定位夹紧符号标注示意图1 装夹在V型铁上的轴类工件(铣键槽)装夹在联动定位装置上带双孔的工件(仅表示工件两孔定位)2 装夹在铣齿机底座上的齿轮(齿形加工)装夹在联动辅助定位装置上带不同高度平面的工件43 用四爪卡盘找正夹紧或三爪卡盘夹紧及回转顶尖定位的曲轴(车曲轴)装夹在联动夹紧夹具上的垫块(加工端面)4 装夹在一圆柱销和一菱形销夹具上的箱体(箱体镗孔)装夹在联动夹紧夹具上的多件短轴(加工端面)55 装夹在三面定位夹具上的箱体(箱体镗孔)装夹在液压杠杆夹紧夹具上的垫块(加工侧面)6 装夹在钻模上的支架(钻孔)装夹在气动铰链杠杆夹紧夹具上的圆盘(加工上平面)7 装夹在齿轮、齿条压紧钻模上的法兰盘(钻孔)装夹在专用曲轴夹具上的曲轴(铣曲轴侧面)68 装夹在夹具上的拉杆叉头(钻孔)7。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
车铣附件夹紧装置
作者:姜超
来源:《科学与财富》2018年第21期
摘要:立式车铣加工中心是一种高精度、高速度、高效率、智能化机床,是立式车床产品的发展方向;是为了适应国防、军工、航空航天、造船业及轴承制造等行业的关键精密零件及复杂曲面加工的需求。
但目前国内外高端立式加工中心附件夹紧机构均采用国外专业厂家生产的拉爪,由于生产这种拉爪的厂家专业性较强,故产品的结构固定,尺寸单一,并且价格昂贵。
文章介绍了我公司从节约成本,优化机床结构角度自主研发可替代进口的附件夹紧机构,该机构满足使用要求,结构简单可靠,可节约大量经济成本。
关键词:立式车铣加工中心,附件夹紧机构,节约成本
立式车铣加工中心,采用全闭环控制,用于加工带有复杂形状和较高精度要求的盘类零件和回转类零件,并能够在一次装夹中完成对一个零件的车削、铣削、钻孔、攻丝、镗孔、切沟槽以及磨削加工。
因为要在一次加工中使用多把刀具,因此换刀的准确性,可靠性尤为关键。
而此结构可替代进口的附件夹紧机构,该机构在滑枕下端把合,通过中心的锥孔与附件上的椎体定位,通过夹紧油缸拉紧,经实践检验,该机构满足使用要求,结构简单可靠,可节约大量经济成本。
具体结构如下,夹紧体通过螺栓连接,把合安装在滑枕的下端,主要用于车铣复合加工中心车削附件、铣削附件的自动抓取及放松,大多与刀库配合使用,实现附件的可编程更换。
如图所示, 1为夹紧体,安装在滑枕下端;2为卡体,安装在车削或铣削附件上;3为锥柄,安装在车削或铣削附件上,4为车削附件(例)。
1为夹紧体,其外型尺寸与滑枕外型尺寸一致(与滑枕一同磨削),在夹紧体的四个对角处有2油缸(4件),3为安装在滑枕内部的铣削主轴;夹紧体中间部位的锥孔锥度为7:24,可对附件上安装的零件进行定位,通过油缸推动带锥面的活塞杆,使活塞杆前端与附件上安装零件的相应部位卡紧,实现附件的夹紧。
夹紧体中间安装了具有铣削功能的铣削主轴,铣削主轴的中间具有标准的ISO50锥孔及拉爪,可通过程序自动控制抓取及放松铣削刀具,实现铣削刀具的自动更换。
其工作原理如上所述,主要通过夹紧体中心的锥孔与附件上安装的卡体的外圆锥面配合定位,再通过夹紧体上的四个夹紧油缸的活塞杆前端的斜面与卡体上的相应斜面接触,实现卡紧,再通过卡紧体下方的键槽与附件上的键配合实现传递扭矩及定位。
夹紧体抓取及放松附件详细的动作流程如下:
首先滑枕通过程序自动运行至刀库上方的换刀点,铣削主轴中心的打刀油缸处于拉刀状态,夹紧体的夹紧油缸处于附件放松状态,此时,继续运行滑枕使滑枕到达附件上端预先调试好的位置,铣主轴进行拉刀动作,附件中间的锥柄上部拉钉被拉起,整个附件也随之被拉起,
由于附件中间安装的锥柄为非标,当夹紧体中间的锥孔与附件卡体的外锥面接触时,锥柄与铣轴锥孔中间还剩余间隙(防止过定位),此时开关发出信号,夹紧体的夹紧油缸动作,实现卡体的夹紧,完成整个附件抓取动作。
当需要更换附件时滑枕移动至刀库上方,刀库回转至相应刀位,滑枕下移至调试好的位置,此时开始附件的脱开动作,首先夹紧体油缸动作使活塞杆离开卡紧位置,动作到位后开关发出信号,铣主轴中心的油缸进行松刀动作,利用铣主轴中心的芯轴推动锥柄上的拉钉带动整个附件脱离夹紧体,完成附件与滑枕的分离。
该机构在滑枕下端把合,需要具有能够通过程序自动控制附件夹紧和附件放松,附件拉紧后该机构可满足于抵抗车削时产生较大的弯矩,并且有足够的强度和刚性,附件夹紧的重复定位精度高,能够满足在刀库内自动更换。
此结构已经应用在我厂出的1.6米、2.5米、6.3米、12.5米的车铣复合加工中心上,滑枕的规格从280×280mm到400×400mm。
此附件夹紧装置替代进口的附件夹紧机构,不仅可以节省大量经济成本,同时还可以在满足功能的基础上根据滑枕尺寸合理设计附件夹紧机构的尺寸。
实践证明,该装置完全满足使用要求,实际运行过程中稳定、可靠,用户反馈效果良好。