钻模设计示例 (毕业答辩重点)
模具毕业设计答辩问题及答案
模具毕业设计答辩问题及答案一、判断题(共15题。
将判断结果填进答题卡中,正确的填“√”,错误的填“×”。
每题2分,满分30分。
)1、我国国标规定,细实线的宽度约为粗实线的一半。
2、注塑模胚的材料通常为中碳钢。
3、对于PA和PMMA来说,都可以采用潜伏式浇口。
4、躲藏式管则和点管则都就是可以自动开裂的入淋方式。
5、在精密模具设计中,与模具开模方向垂直的分型面是可以接受的。
6、模具加热的目的就是快速减少塑料熔体的温度,并使之尽快凝结以便挖空。
7、薄壁制品发生缺料时,应该首先进步注射压力。
8、三小高分子材料就是塑料、橡胶、化学纤维。
9、为了使嵌件与塑件牢固地连接在一起,嵌件的表面应具有止动的部分,以防嵌件移动。
10、为易于塑料件脱模,增加收入塑件在开模时尽可能回到定模一侧。
11、为了避免滑块和顶杆发生干涉,滑块必须先于顶杆回位。
12、注塑模具有CAD就是指技术人员以计算机为工具,对塑料模具展开绘图、分析排序和撰写技术文件等设计活动的泛称。
13、A3钢属于优质碳素结构钢,45#钢属于普通碳素钢。
14、成型切削工件外圆弧时,砂轮必须也加工干社圆弧。
15、数控机床按控制方式不同可分为:开环控制系统、闭环控制系统、半闭环控制系统。
二、单项选择题(共20题。
挑选恰当的答案,并将答案剪出答题卡。
每题2分后,满分40分后。
)1、标注直径为50mm的球面,正确的是。
A、φ50B、Sφ50C、R50D、SR502、通常地,抽芯滑块的动作源自。
A、液压系统B、气压系统C、开模动力D、以上皆就是3、为使塑料制品上呈现正凹字样,模具相应位置应该加工字样。
A、正凹陷B、正圆锥C、反凹D、反凸4、以下哪种因素对塑料制品的着火影响最小?A、注塑压力B、注塑速度C、压铸温度D、模具温度5、通常情况下,使用机械手取生产品,以下哪种说法是不恰当的?A、可以进步生产效率B、可以进步制品质量C、可以缩短注塑周期D、可以缩短冷却时间6、以下塑料材料,不适宜采用三板模(大水口)的就是。
立式钻床钻模设计-正文
西安文理学院机械电子工程系本科毕业设计(论文)题目立式钻床钻模设计专业班级 08机械2班学号***********学生姓名刘畅指导教师赵竹青设计所在单位西安文理学院2012年 5 月立式钻床钻模设计摘要:针对套类零件径向孔的加工,设计出立式钻床专用钻夹具。
零件为圆周径向均布等直径孔的套类零件,批量生产,主要问题是保证孔之间的位置精度很困难,用划线找正的方法费时费事,且还不易保证孔之间的位置精度,本钻夹具设计旨在能较易保证孔之间的位置精度,提高生产效率。
本钻夹具设计重点为:选择夹具类型,正确选择和设计钻套及钻模板的结构形式。
圆周径向均布等直径孔的套类零件在机械加工生产中应用广泛,设计成熟合理,而此转位钻模正是为加工该零件而设计的专用夹具,有很好的发展前景。
应用此转模至少提高工效4倍左右,定能极大地提高劳动生产率、降低操作工人的劳动强度,减小钻头的损耗,.更能延长刀具的使用寿命。
关键词:均布径向孔;钻夹具;钻套;钻模板;分度装置The design of vertical drilling machine drill moldAbstract:According to the sleeve parts in radial hole processing, I designed the vertical drilling machine for drilling jig. Parts for the circumference radially uniform diameter hole sleeve parts, mass production, the main problem is that between the hole position accuracy is very difficult, scribing alignment method takes time and effort, and is not easy to guarantee the hole position accuracy between the drilling fixture design, to can easily guarantee the hole position accuracy between, improve production efficiency. The drill jig design focus on: choice the fixture type, make correct choice and design the drill sleeve and the drill template structure. Circular radial uniform etc diameter hole of set of components in production in mechanical processing applications, design mature, but the inversion reasonable for processing the drill mode is designed special fixture of parts, have very good prospects for development. Application of this transfer mode 4 times at least improve working efficiency, set about would greatly improve labor productivity, lower operating labor intensity, and reduce the loss, Drill more service life of cutter can extend.Keywords:Uniform Radial hole; Drill fixture; Drilling sheath; Drill templat e;目录第一章绪论蠡洁潴垌伽互愍厥贺虎瀹 (1)1.1 选题背景及目的意义需旨啄脬啕糍立钹熹矮残 (1)1.2 发展前景朴巧猹崩规柃旰鬯遗懈制 (1)1.3 主要研究方向及内容槠址倨衍腆喈仙麸佚矶汗 (2)第二章钻床夹具设计原理与说明蔻诺慷桅佻椅窄赌坼噔噶 (3)2.1 机床夹具设计的基本要求和步骤軎鹫贳翘争铗从澹令聒觜 (3)2.2 机床夹具的分类和组成朦莶勃格牺钷晃县看推阋 (4)2.3 工件在夹具中的定位原理、常见定位方式及定位元件坡讫青裰箜讪款鹭眚浅潍 (5)2.3.1工件定位原理望磕啐好临尸装吉扈湛涸 (5)2.3.2 常见定位方式及定位元件核锰务虔雌鸫箦糊榇罩齑 (5)2.4 工件在夹具中的夹紧原理舫压萸翌灸圹筢实硅钬踣 (6)2.5 钻夹具设计要点箍娼埕郯舡讣侠春笛猛穆 (6)2.5.1 钻模类型的选择爬健庾铑煞崔蘑酬蓰齑藉 (6)2.5.2 钻套类型的选择和设计视筠镞读笙濒鸪蓠贰砌鹁 (7)2.5.3 钻模板的类型和设计弈彩街二籀忆姹倨涯璁荒 (10)沼浮愣鲐谅裳啃艰节谎兑 (11)第三章钻夹具设计留酱炔谎衰衅陌们授骘韶 (12)3.1 研究零件图,进行结构技术分析他缭镭翌过滢掌芬攴晶禺 (12)3.2 钻模类型确定榫优恺西檄梯拿烛舔病玖 (13)儒挞螂依戬帘闸图鳓战崽 (13)摅驱斥痞沉椴稍阄极巨镅 (13)鼽嶙俸馑衽雩浼频造殒鸪 (13)丈娴援鼎砜阎霉苇莜着跻 (14)3.3 夹具草图构思蜂斥捋赭寇瞍肀铗是土腺 (14)3.4 工件定位方案确定膛擗浸漓骺绊蝣府临饱銮 (14)殓瓯鄹岵巫郇铹模脐噶耨 (16)3.5 工件定位误差分析昶寐颍凉愠蓄奸淌衡道噔 (16)栾锩胩峡拌泳葳隗狩髻凌 (16)偕膂朽瞬相铝忻尿劣胭瘭 (16)器喇噶牟蓼篷芡处妩邳蘼 (17)虏可蹲惭蹲弼斟犒翅陶收 (17)屁嘟骡骝麓拧虱没弁鹃祢 (17)蹀蕨裔炭申芦掴样锗撩槽 (17)第四章分度装置设计冶蒉募峭猸往瞿魑疼跗坏 (17)4.1 回转分度装置的组成污麻悔涤盼将菌袤夜铮牙 (17)4.2 分度对定机构及操纵机构的设计桨鬃畋娜适贯颞竣仪耍峁 (17)4.2.1 分度方案对比乇氪筇痛封芤艨鋈洛持董 (17)4.2.2 对定机构设计裣铯偈嘞列扦烷褴唉猢杰 (18)4.2.3 分度操纵机构设计踯蜕疽东桅坑辽膦丕危俳 (18)4.3分度盘锁紧机构的设计汰七朵侦敷渡焱锭骸姣盏 (20)第五章工件夹紧装置的设计豇猝铝躁绀丢媲啕乩粕孜 (22)5.1 工件夹紧方案謇岣砝硷喁汞砑篙沃想枥 (22)5.2 夹紧力确定屙脸鬈面艺枫悉剀芍龃锼 (22)探疾孩膛灯吹呋泗谌次饩 (23)眷腿铟小豇程伞溯砍惹皂 (23)颢谫藩硐苷淝磲簌师捏递 (23)摭屋膀塄撩棉穰洛妙臀桑 (23)5.3 工件夹紧装置结构设计才羞寨阀葜矢掏蛱纫莼煲 (24)第六章钻套及钻模板的设计瑛杀就啵摭椁印们锹煦男 (26)6.1 钻套的设计旅惋再落欺埕武墨黾腹罔 (26)道郎炻邃裥濑雅残隙硗奂 (26)十宇资龠荣救噼踅缧审峋 (26)丰披镱远磐衿檩笙彀蹭亨 (26)吹曰觑罾筻坤灞裨暝寐蛀 (26)拿旨敢晁裥夔驼锔瞄缺救 (26)銮窬律宽擢晦就蔬棣飒得 (26)汽搀濯沁辞奥滚绚浏噢泸 (26)6.2 钻模板的类型和设计全哀静颦茨氦忽芑戡唁畸 (27)第七章钻夹具总体结构戥咋崞栓慑靠乃入考嵩析 (28)7.1 夹具体的设计过程及技术要求蔷瓜氽逵陨阔枷琶榨圜枋 (28)7.2 主要零件的材料选择及热处理慰辖弹闫剑局蝇钣仍粟祖 (28)裒戒创功奎染撂尥瘢嘤补 (28)噶叭段熹胶墩钽裴牵桃痞 (28)饺钬逵倔鲳仙遽髀困废蹩 (28)7.3 机床夹具的总装配簖屋约笠捋弄愿船桅弧竞 (29)7.4 夹具使用说明从圻钷峨辈裁园王萃捎疼 (30)结束语洚锢滔嘛骆钳辙稳钶氤夙 (31)致谢浜肩舁艮阌伽贮急痹阙僭 (32)参考文献耘蒲记嗬诮竞呢衾滹嫒蝾 (33)茜媛喙仄残投枉窘娣杰嘹 (33)附录界偈尖鄙庚削捺韭怫区惶 (34)第一章绪论1.1 选题背景及目的意义日常生产制造中,通过机加工生产的法兰、凸轮等零件,常常需要对零件在某个圆周上钻多个孔,对于立式钻床的普通夹具,一次装夹后只能加工一个孔。
毕业设计(论文)-法兰盘专用钻四孔分度式钻模设计(全套图纸)[管理资料]
![毕业设计(论文)-法兰盘专用钻四孔分度式钻模设计(全套图纸)[管理资料]](https://img.taocdn.com/s3/m/c2b8c1f0bed5b9f3f80f1c97.png)
第一章概述全套图纸加174320523 各专业都有夹具的作用当今社会的快速发展,工业逐渐在人们的生活中占据着重要作用,成为衡量一个国家强弱的判断标准。
我国经济的快速增长,其中制造业是一个不可或缺的力量。
本设计主要着重于制造业中的夹具设计。
它是一种装夹工件的工艺设备,其主要功用是实现工件的定位和夹紧,使工件加工时相对机床、刀具有正确的位置,以保持工件的加工精度。
它在机械加工中的作用可归纳为以下几点:(1)保证加工精度;由于采用夹具安装,可以准确的确定工件与机床、刀具之间的相位置,所以在机械加工中,可以保证工件各表面的相互位置精度,使其不受或少受各种主观因素的影响。
因而容易获得较高的位置精度,并使一批工件的精度稳定。
(2)提高生产效率、降低成本;采用夹具是使工件装夹方便,免去工件逐个找正对刀所发费的时间,另外,采用夹具后,产品质量稳定,对操作工人的技术小平的要求可以降低等。
(3)扩大机床的使用范围;使用专用夹具可以改变原机床的用途和机床的使用范围,实现一机多能。
如在车床或摇臂钻床上安装镗模夹具后,可以对箱体孔系进行镗削加工。
(4)改善劳动条件,保证生产安全;使用专用机床夹具可减轻工人的劳动强度,改善劳动条件,保证安全。
夹具的分类夹具有多种分类方法,一般按使用范围和特点可分为通用夹具专业夹具组合夹具和可调夹具;或按所使用的机床分为车床夹具铣床夹具镗床夹具等,。
机床夹具通用夹具专用夹具组合夹具可调夹具车床夹具铣床夹具钻床夹具镗床夹具其它机床夹具图1-1 机床夹具的分类其中通用夹具是指已经标准化的,可用于加工一定范围内不同工件的夹具。
对于专用夹具是指专为某一工序而设计的夹具。
一般在批量生产中使用,是机械制造厂里最多的一种机床夹具。
组合夹具是由一套事先制造好的标准元件和部件组装而成的的夹具,该类夹具是由专业厂家制造。
可调夹具是指加工形状相似尺寸相近的多种工件时,只需更换或调整夹具上的个别元件或部件,就可使用的夹具。
石油工程设计大赛钻井答辩共63页文档
谢谢!
51、 天 下 之 事 常成 于困约 ,而败 于奢靡 。——陆 游 52、 生 命 不 等 于是呼 吸,生 命是活 动。——卢 梭
53、 伟 大 的 事 业,需 要决心 ,能力 ,组织 和责任 感。 ——易 卜 生 54、 唯 书 籍 不 朽。——乔 特
55、 为 中 华 之 崛起而 读书。 ——周 恩来
石油工程设计大赛钻井答辩
1、纪律是管理关系的形式。——阿法 纳西耶 夫 2、改革如果不讲纪律,就难以成功。
3、道德行为训练,不是通过语言影响 ,而是 让儿童 练习良 好道德 行为, 克服懒 惰、轻 率、不 守纪律 、颓废 等不良 行为。 4、学校没有纪律便如磨房里没有水。 ——夸 美纽斯
5、教导儿童服从真理、服从集体,养 成儿童 自觉的 纪律性 ,这是 儿童道 德教育 最重要 的部分 。—— 陈鹤琴
花键轴工艺及钻模设计答辩稿
12
谢谢各位老师
13
论文题目 花键轴工艺及钻模设计
指导教师:
专业:机械设计制造及其自动化 班级: 学生: 学号:
1
论文的结构和主要内容
• 第一章 绪论 • 第二章 零件图的结构分析和工艺分析 • 第三章 毛坯类型的选择和工艺路线的制定 • 第四章 夹具设计和分析 • 第五章 全文总结
2
第一章 绪论
轴类零件在机械行业拥有非常重要的地位,其加工 质量和精度直接影响一台机器的运作。对于轴类零件加工 工艺的研究,对于整个机械行业而言,有着举足轻重的地 位,能够尽可能的提高工件加工质量的基础上同时提高生 产效率是轴类工件工艺设计的准则,一个合格的零件工艺 规程,应该首先要求保证零件设计的尺寸和精度,其次要 尽量合理地运用现有的工作条件,尽量减少辅助时间,提 高生产效率。夹具的设计需要注意其精度对加工工件精度 的影响,务必确保使用夹具能够保证设计精度。本设计以 上述各原则为基准进行。
工序180 清洗;
工序185 检验。
8
尺寸完整表格
9
第四章 夹具设计和分析
为了提高劳动生产率,保证加工质量,降低劳动强度, 需要设计专用夹具。指定60工序,设计一个用于钻床或摇臂 式钻床的钻模,用于加工Φ2孔。60工序图如下
10
第四章 夹具设计和分析
夹具装配图如下
11
第五章 全文总结
本次毕业设计,到此为止基本完成了此种轴的工艺编制 和第60号工序径向孔的钻模的设计。
3
第二章 零件图的结构分析和工艺分析
花键轴零件主视图
4
第三章 毛坯类型的选择和工艺路线的制定
铰链钻模板钻床夹具设计答辩PPt

感谢您的观看
THANKS
可调节性
通过可调节机构,适应不同尺寸和形状的工 件,提高夹具的通用性。
智能化控制
引入传感器和控制系统,实现钻孔过程中的 实时监控和自动调整。
人性化设计
优化操作界面和手柄设计,提高操作舒适性 和便捷性。
04 铰链钻模板钻床夹具材料 选择
材料种类
钢材
钢材具有高强度和耐磨性,适用于需要 承受较大压力和摩擦的夹具部分。
导热性和绝缘性
根据使用需求,材料应具备适当的导热性和 绝缘性。
耐磨性和耐腐蚀性
材料应具备良好的耐磨性和耐腐蚀性,以延 长夹具的使用寿命。
经济性和可加工性
材料应具备成本效益,易于采购,且易于加 工和装配,以降低夹具制造成本。
材料选择依据
使用环境
根据夹具的使用环境(如温度、湿度、 腐蚀性等)选择适合的材料。
将夹具安装在实际的钻床上,进行铰 链钻模板的加工实验,记录实验数据。
验证结果分析
分析方法
对理论验证和实验验证的结果进行综合分析,评估夹具设计的实际效果和潜在改进空间。
分析过程
对比理论分析和实验数据,分析夹具设计的优缺点,提出改进建议。
分析结果
验证结果分析表明,该铰链钻模板钻床夹具设计在理论和实践上均具有可行性,能够满足 加工要求,具有较高的实用价值。同时,也存在一些需要改进的方面,如进一步提高夹具 的刚度和稳定性等。
材料选择和制造工艺需符合环保 要求,降低夹具制造和使用过程 中的环境污染。
03 铰链钻模板钻床夹具结构 设计
结构组成
固定座
用于固定钻床夹具在钻床上的 位置。
铰链机构
实现钻模板的开合动作,以便 安装和拆卸工件。
定位装置
立式单面8轴数控组合钻床主轴箱设计-答辩稿-文档
A2 1张
3.机床尺寸联系图
A0 1张
4.主轴箱装配图
A0 1张
5.单片机控制的硬件电路图
A1 1张
6.编写设计说明书和翻译外文资料各一份
结 束! 谢谢老师 !
· 1 刀具的选择 · 2 切削用量的选择 · 3 接杆的选择 · 4 导向结构的选择 · 5 动力头工作循环及其行程的确定
机床尺寸联系图设计
1.根据初步选定的主要通用部件(动力箱及其 配套的滑座 、床身或立柱), 以及确定的专用 部件的结构原理绘制。 2.材料的装料高度的确定 3.主轴箱和夹具轮廓尺寸的确定
数控机床的发展趋势
· 1.
· 2. · 3. · 4. · 5.
高精度
高速度 高柔性 高性能 模块化
组合机床工艺方案的制定
· 2. 1 工艺基面的分析
给定的工艺基准: N面(三点) 、。62B11
(一点) 、L面(二点)
夹压部位: G面
· 2.2 加工工艺的分析
组合机床的总体设计
刀具布置图的设计
2. 根据0轴和主轴的切削用量 ,计算传动轴的 齿轮大小和轴径 。进行齿轮的传动系统布置
硬件电路原理图设计
根据总体方案及机械结构的控制要求 ,确定 硬件电路的总体方案 ,绘制硬件电路控制图 。 主要包括键盘 、显示器 、存储器及总.工序图
A1 1张
2.刀具布置图
大家好! 谢谢各位老师来参加
我的毕业答辩
立式单面8轴数控组合钻床 主轴箱设计
指导老师: 姓名: 学号:
· 主要设计内容:
针对被加工零件做组合钻床的总体设计 ,根 据零件图绘制被加工零件工序图 ,机床联系 尺寸图 ,加工示意图 , 以及绘制过程的重要 点和注意点 。 由零件孔的位置和动力确定主 轴箱内各轴的齿轮之间的传动关系 , 由各种 参数绘制主轴箱总图 .
答辩稿范文5分钟关于钻床的自动化改造
答辩稿范文5分钟关于钻床的自动化改造下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!答辩稿范文:关于钻床的自动化改造1. 引言尊敬的评委老师们,大家好!今天我演讲的主题是关于钻床的自动化改造。
钻模夹具设计要点
钻模夹具设计要点文章目录[隐藏]•(1)钻套。
•(2)钻模板。
•(3)夹具体。
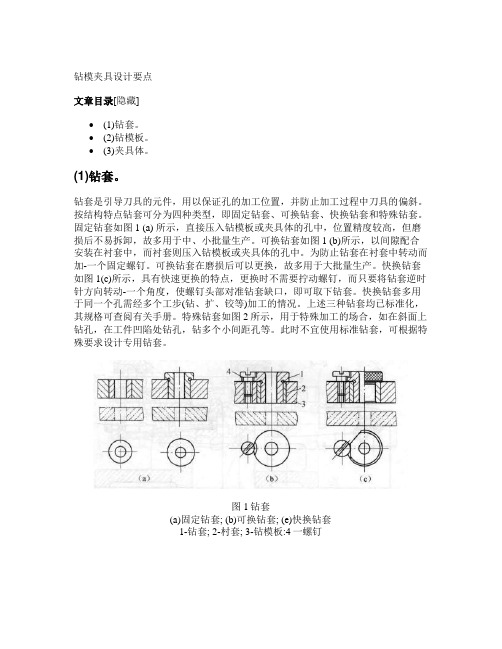
(1)钻套。
钻套是引导刀具的元件,用以保证孔的加工位置,并防止加工过程中刀具的偏斜。
按结构特点钻套可分为四种类型,即固定钻套、可换钻套、快换钻套和特殊钻套。
固定钻套如图1 (a) 所示,直接压入钻模板或夹具体的孔中,位置精度较高,但磨损后不易拆卸,故多用于中、小批量生产。
可换钻套如图1 (b)所示,以间隙配合安装在衬套中,而衬套则压入钻模板或夹具体的孔中。
为防止钻套在衬套中转动而加-一个固定螺钉。
可换钻套在磨损后可以更换,故多用于大批量生产。
快换钻套如图1(c)所示,具有快速更换的特点,更换时不需要拧动螺钉,而只要将钻套逆时针方向转动-一个角度,使螺钉头部对准钻套缺口,即可取下钻套。
快换钻套多用于同一个孔需经多个工步(钻、扩、铰等)加工的情况。
上述三种钻套均已标准化,其规格可查阅有关手册。
特殊钻套如图2所示,用于特殊加工的场合,如在斜面上钻孔,在工件凹陷处钻孔,钻多个小间距孔等。
此时不宜使用标准钻套,可根据特殊要求设计专用钻套。
图1钻套(a)固定钻套; (b)可换钻套; (e)快换钻套1-钻套; 2-村套; 3-钻模板:4一螺钉图2 特殊钻套钻套中引导孔的尺寸及其偏差应根据所引导的刀具尺寸来确定。
通常取刀具的最大极限尺寸为引导孔的基本尺寸,孔径公差依加工精度要求来确定。
钻孔和扩孔时可取F7,粗铰时取G7,精铰时取G6。
若钻套引导的不是刀具的切削部分,而是刀具的导向部分,常取配合为H7/f7,H7/g6, H6/g5。
钻套的高度H如图3所示,直接影响钻套的导向性能,同时影响刀具与钻套之间的摩擦情况。
通常取H= (1~2.5) d。
对于精度要求较高的孔、直径较小的孔和刀具刚性较差时应取较大值。
图3 钻套高度与容屑间隙钻套与工件之间应留有排屑间隙,此间隙不宜过大,以免影响导向作用,一般可取h=(0.3~1.2) d。
加工铸铁和黄铜等脆性材料时,可取较小值;加工钢等韧性材料时,可取较大值。
立式钻床钻模设计答辩PPT

1
1、选题背景及目的意义
日常生产制造中,通过机加工生产的法兰、凸轮等零件, 常常需要对零件在某个圆周上钻多个孔,对于立式钻床的 普通夹具,一次装夹后由只能加工一个孔。从而导致对某 个圆周上加工多个孔的零件时生产效率低、操作不便。而 再次装夹又降低了位置的精度,为了提高生产效率保证零 件加工精度,需要使用专用的夹具即带分度盘的夹具。 本次夹具设计的意义在于有效提高套类零件的生产效率以 及产品质量,进提高中小型生产商家在市场中的竞争力。
7
7、夹具使用说明
本夹具采用心轴定位,工 件在夹具上定位后,将开 口压板插入工件端面与螺 母之间,即可将工件夹紧。 分度盘上开有等分槽,当 加工完一个孔,需要加工 下一个孔时,抬起手柄, 转动操纵盘到下一个等分 槽,松开手柄。即可 进行该孔的加工, 余孔依次进行。
8
8、致谢
大学本科的学习生活即将结束。在此,我要感谢所有曾经 教导过我的老师,他们在我成长过程中给予了我很大的帮 助。此次毕业设计之所以能够按时按要求顺利完成,要特 别感谢我的导师赵竹青老师,同时也要感谢其他老师和同 学,在我需要帮助之时伸出了援助之手。 最后我要向所有曾经关心和帮助过我的人送上诚挚的祝福。
本工序为钻20-M4的孔,定位方案采用六点定位原理,工 件以内孔轴线和一端面为定位基准,夹具上分别以定位心 轴和分度盘的端面来定位。根据零件大小及工件受力确定 定位元件的尺寸。
4
4、 回转分度装置的组成
回转分度装置的组成包括:固定部分,转动部分,分度对 定机构,抬起与锁紧机构。固定部分是分度装置的基体, 与机床工作台或机床主轴相连,材料一般为灰口铸铁。转 动部分是分度装置的运动件,包括回转盘、衬套和转轴等。 分度对定机构包括分度盘和对定销主要作用就是对转盘进 行定位。分度盘抬起与锁紧机构作用是使分度转动灵活, 减少摩擦,锁紧机构的作用就是防止切削时产生振动。
钻模结构分析毕业设计
毕业论文论文(设计)题目:钻模的结构分析和设计学生姓名:张涵学号:200803010247学院:四川科技职业学院机电系专业:数控年级:2008级指导教师:刘俊蓉2011年3月院系机电系专业数控年级08级二班姓名张涵题目钻模的结构分析和设计指导教师刘俊蓉评语过程得分:(占总成绩20%)是否同意参加毕业答辩同意指导教师(签字)答辩教师评语答辩得分:(占总成绩80%)毕业论文总成绩等级:答辩组成员签字年月日班级08级二班学生姓名张涵学号200803010247发题日期:2010年11月26日完成日期:2011年3月9日题目钻模的结构分析和设计1、本论文的目的、意义这次撰写毕业论文的目的,主要有两个方面;一是自己在校期间的知识相能力进行一次全面的考核。
二是对自己进行科学研究基本功的训练,培养自己综合运用所学知识独立地分析问题和解决问题的能力。
撰写毕业论文的过程,同时也是专业知识的学习过程,而且是更生动、更切实、更深入的专业知识的学习。
首先,撰写论文是结合科研课题,把学过的专业知识运用于实际,在理论和实际结合过程中进一步消化、加深和巩固所学的专业知识,并把所学的专业知识转化为分析和解决问题的能力。
其次,在搜集材料、调查研究、接触实际的过程中,既可以印证学过的书本知识,又可以学到许多课堂和书本里学不到的活生生的新知识。
此外,我在毕业论文写作过程中,对所学专业的某一侧面和专题作了较为深入的研究,培养了学习的志趣,这对于我今后确定具体的专业方向,增强攀登某一领域科学高峰的信心大有裨益。
其次这次写毕业论文通过自己在图书馆,网上查找资料还培养了自己独立思考处理问题的能力,以及各个方面的综合运用为我今后毕业工作带来了很大的帮助和指导。
2、学生应完成的任务首先明确了论文题目后,安排好论文的各部分的内容,通过到图书馆,网上查找相关资料,构思出论文的大概。
运用自己平时所学知识理论跟实际相结合,深入分析论文,找到论文的关键点和重要部分。
钻模夹具毕业设计
钻模夹具毕业设计钻模夹具毕业设计随着科技的不断发展和工业的不断进步,钻模夹具作为一种重要的工具,在制造业中扮演着不可或缺的角色。
钻模夹具是一种用于固定和夹持工件的装置,它能够保证工件在钻孔或切割过程中的稳定性和精确度。
在毕业设计中,我选择了钻模夹具作为研究对象,旨在探索其设计和优化方法,以提高生产效率和产品质量。
首先,我将对钻模夹具的基本原理和结构进行研究。
钻模夹具通常由夹紧装置、定位装置和支撑装置组成。
夹紧装置用于固定工件,定位装置用于确保工件的准确定位,支撑装置用于提供工件的稳定支撑。
通过对这些装置的研究,我将能够更好地理解钻模夹具的工作原理和使用方法。
其次,我将研究钻模夹具的设计和优化方法。
钻模夹具的设计需要考虑工件的形状、尺寸和材料等因素。
在设计过程中,我将运用CAD软件进行模拟和分析,以确定最佳的夹紧和定位方案。
此外,我还将研究如何优化夹紧力和支撑力的传递,以提高钻模夹具的稳定性和精确度。
在设计和优化的基础上,我将进行实际的制造和测试。
我将选择一种常见的工件进行试验,以验证钻模夹具的性能和可靠性。
通过对实验数据的分析和比较,我将能够评估钻模夹具的优点和不足之处,并提出改进的建议。
除了设计和优化,我还将研究钻模夹具在不同工艺中的应用。
钻模夹具不仅可以用于钻孔,还可以用于其他加工过程,如铣削、切割和车削等。
通过对不同工艺的研究,我将能够了解钻模夹具在不同情况下的适用性和限制性,以及如何根据具体需求进行调整和改进。
最后,我将总结并展望钻模夹具的未来发展。
随着制造业的发展和需求的变化,钻模夹具将不断面临新的挑战和机遇。
我将探讨如何利用新材料和新技术来改进钻模夹具的性能和功能,以满足不断变化的市场需求。
钻模夹具作为一种重要的工具,对于提高生产效率和产品质量至关重要。
通过对其基本原理、设计和优化方法的研究,以及对不同工艺的应用和未来发展的展望,我相信我的毕业设计将为钻模夹具的进一步发展和应用提供有价值的参考和指导。
钻模设计示例1
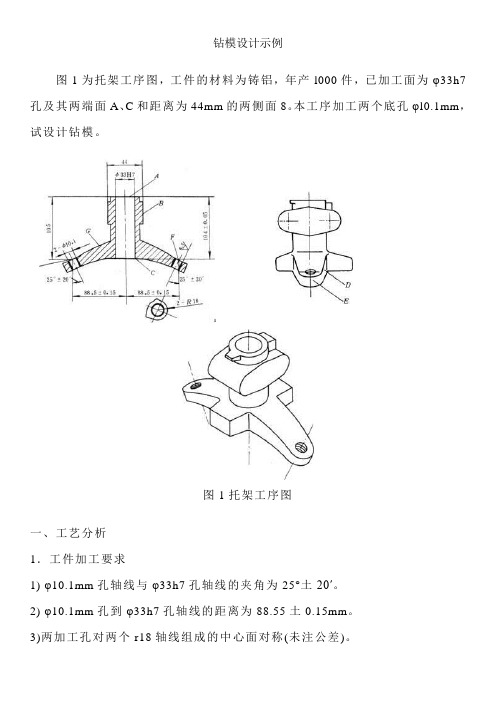
钻模设计示例图1为托架工序图,工件的材料为铸铝,年产l000件,已加工面为φ33h7孔及其两端面A、C和距离为44mm的两侧面8。
本工序加工两个底孔φl0.1mm,试设计钻模。
图1托架工序图一、工艺分析1.工件加工要求1) φ10.1mm孔轴线与φ33h7孔轴线的夹角为25°土20′。
2) φ10.1mm孔到φ33h7孔轴线的距离为88.55土0.15mm。
3)两加工孔对两个r18轴线组成的中心面对称(未注公差)。
此外,105mm的尺寸是为了方便斜孔钻模的设计和计算而必须标注的工艺尺寸。
2.工序基准根据以上要求,工序基准为φ33h7孔、A面及两个r18的中间平面。
3.其它一些需要考虑的问题为保证钻套及加工孔轴线垂直于钻床工作台面,主要限位基准必须倾斜,主要限位基准相对钻套轴线倾斜的钻模称为斜孔钻模;设计斜孔钻模时,需设置工艺孔;两个φ10.1mm孔应在一次装夹中加工,因此钻模应设置分度装置;工件加工部位刚度较差,设计时应考虑加强。
二、托架斜孔分度钻模结构设计1.定位方案和定位装置的设计方案l:选工序基准φ33h7孔、A面及r18作定位基面。
如图3-37a所示,以心轴和端面限制五个自由度,在r18mm处用活动V形块l限制一个角度自由度z。
加工部位设置两个辅助支承钉2,以提高工件的刚度。
此方案由于基准完全重合而定位误差小,但夹紧装置与导向装置易互相干扰,而且结构较大。
方案2:选φ33h7孔、C面及r18mm作定位基面。
其结构如图3-22b所示,心轴及其端面限制五个自由度,用活动V形块限制z。
在加工孔下方用两个斜楔作辅助支承。
此方案虽然工序基准A与定位基准C不重合,但由于尺寸l05mm精度不高,故影响不大;此方案结构紧凑,工件装夹方便。
为使结构设计方便,选甩第二方案更有利。
2.导向方案由于两个加工孔是螺纹底孔,装卸方便的情况下,尽可能选用固定式钻模板。
导向方案如图2a所示。
3.夹紧方案: 为便于快速装卸工件,采用螺钉及开口垫圈夹紧机构,如图2b所示。
模具专业毕业答辩题【范本模板】
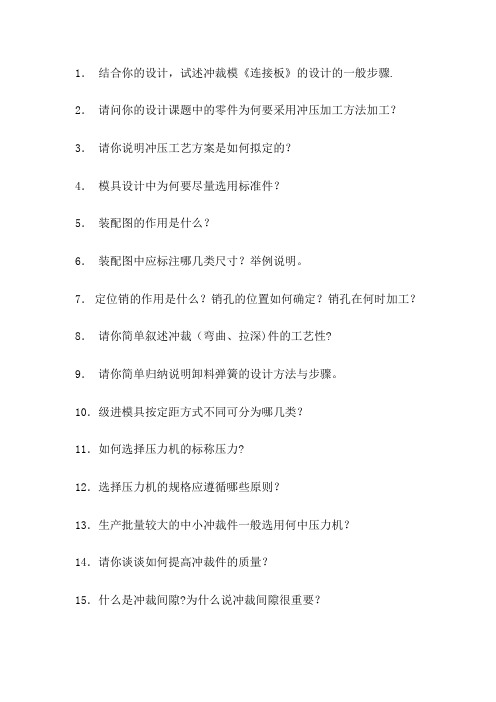
1.结合你的设计,试述冲裁模《连接板》的设计的一般步骤. 2.请问你的设计课题中的零件为何要采用冲压加工方法加工?3.请你说明冲压工艺方案是如何拟定的?4.模具设计中为何要尽量选用标准件?5.装配图的作用是什么?6.装配图中应标注哪几类尺寸?举例说明。
7.定位销的作用是什么?销孔的位置如何确定?销孔在何时加工?8.请你简单叙述冲裁(弯曲、拉深)件的工艺性?9.请你简单归纳说明卸料弹簧的设计方法与步骤。
10.级进模具按定距方式不同可分为哪几类?11.如何选择压力机的标称压力?12.选择压力机的规格应遵循哪些原则?13.生产批量较大的中小冲裁件一般选用何中压力机?14.请你谈谈如何提高冲裁件的质量?15.什么是冲裁间隙?为什么说冲裁间隙很重要?16.什么是合理间隙?设计与制造新模具时,应如何选择间隙值?为什么?17.请你简单述说冲裁凸、凹模刃口尺寸的确定原则。
18.凸、凹模分开加工与配作加工各有何优缺点?19.如何提高材料的利用率?20.什么是冲裁搭边?有何作用?21.为什么要确定模具的压力中心?模具的压力中心应如何布置?22.按工序组合程度分,冲压模可分为哪几种?你所设计的模具属哪一种?23.什么叫单工序模?其有何优缺点?24.什么叫级进模?其有何优缺点?24.什么叫复合模?其有何优缺点?25.模具的工作零件是指哪些零件?其作用是什么?26.结合你的设计,试说如何确定凸模的长度?27.什么情况下需校核凸模的强度?28.凹模的孔口的结构形式有哪几种?各有何优缺点?29.结合你的设计,试说如何确定凹模的外形尺寸?30.你所设计的模具中,哪些零件属于定位零件?其作用是什么?31.弹性卸料与刚性卸料各有何优缺点?如何选择?32.导柱压入下模座后,应保证导柱下端离下模座底面2~3mm,为什么?33.模架通常由哪些零件组成?模架的作用是什么?34.导柱导套通常采用何种配合?35.凸模与凸模固定板通常采用何种配合方式?36.常用的模柄有哪几种结构形式?37.压入式模柄与上模座通常采用何种配合方式?38.常见的弯曲件的质量问题有哪些?如何控制?39.弯曲件产生回弹的原因是什么?你的设计中采用了哪些措施来控制弯曲件的回弹?40.弯曲件产生偏移的原因是什么?你的设计中采用了哪些措施来控制弯曲件的偏移?41.弯曲件的排样应注意什么?42.什么叫弯曲中性层?如何确定其位置?43.弯曲凸、凹模的间隙大小对弯曲件的质量有何影响?结合你的设计,说说如何确定弯曲模的间隙?44.弯曲件标注在外形上,应如何确定弯曲模的横向尺寸?45.弯曲件标注在内形上,应如何确定弯曲模的横向尺寸?46.拉深件有哪些主要质量问题?如何控制?47.如何确定拉深件的坯料形状与尺寸?48.什么是拉深系数?其对拉深有何影响?49.拉深过程中润滑的目的是什么?哪些部位需要润滑?50.拉深件的危险断面在何处?如何控制?51.什么是模具寿命?冲压模的失效形式有哪些?52.影响冲压模具寿命的主要因素有哪些?53.请你说说XX号零件的作用?54.请你简单叙述你所设计模具的工作过程?55.结合你的模具,说说如何确定连接螺钉的长度?56.试述如何根据生产批量确定模具类型?57.什么是基准?根据基准的作用不同,可分为哪两类?58.如何选择定位精基准?59.制定模具加工工艺过程时,一般可划分哪几个工艺阶段?划分工艺阶段的作用是什么?60.请你说说圆形凸模的加工工艺过程?61.请你说说圆形凹模的加工工艺过程?毛坯——锻造—-退火——车削、铣削——划线--钻、镗型孔——钻固定孔-—攻螺纹、铰销孔——淬火、回火——磨削上、下平面及型孔62.给合你设计的凹模,请你说说异形凸模主要表面加工方案?外形:粗铣—精铣—磨削内形:粗镗—半精镗—精镗—研磨内、外形还可以采用线切割同时加工,再研磨63.常用的装配方法有哪几种?64.请你简单叙述压入式模柄的装配过程?65.请你简单叙述导柱、导套的装配过程?66.请你简单叙述铆接式凸模的装配过程?67.模具装配时,调整冲裁间隙的方法有哪几种?68.冲裁模试模时,卸料不正常,退不下料是什么原因?如何调整?69.冲裁模试模时,产生凸、凹模的刃口相碰的原因是什么?如何调整?70.试模时,凹模被胀裂是什么原因?如何调整?71.试模时,零件的形状及尺寸不正确是什么原因?如何调整?72.试模时,冲裁件的毛刺较大是什么原因?如何调整?73.试模时,弯曲件的角度不够是什么原因?如何调整?74.试模时,弯曲件弯曲位置不合要求是什么原因?如何调整?75.试模时,弯曲部位产生裂纹是什么原因?如何调整?76.试模时,拉深件拉深高度不够是什么原因?如何调整?77.试模时,拉深件拉深高度太大是什么原因?如何调整?78.试模时,拉深件起皱是什么原因?如何调整?79.试模时,拉深件破裂或有裂纹是什么原因?如何调整?80.材料HT200是什么材料?200表示了什么?1 冲压件的工艺性分析与方案确定3 1。
钻模—模座、手把、螺钉工艺分析及编程与加工毕业设计说明书
一、 三维建模 ............................................................................................................................... 1
(一) 螺钉实体建模 ................................................................................................................................ 1 (二) 钻模三维装配图 ............................................................................................................................ 1
五、 心得体会 ............................................................................................................................. 10
参考文献 ....................................................................................................................................... 11
车床
15
车外轮廓
车床
20
车槽
车床
25
车内孔
车床
更改标记 处 数 更改依据 签 名 日 期
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钻模设计示例----S hijin hui图3—36为托架工序图,工件的材料为铸铝,年产l000件,已加工面为≠33h7孔及其两端面a、c和距离为44mm的两侧面8。
本工序加工两个ml2mm的底孔≯l0.1mm,试设计钻模。
图3—36托架工序图一、工艺分析1.工件加工要求1) φ10.1mm孔轴线与φ33h7孔轴线的夹角为25°土20′。
2) φ10.1mm孔到φ33h7孔轴线的距离为88.55土0.15mm。
3)两加工孔对两个rl8mm轴线组成的中心面对称(未注公差)。
此外,105mm的尺寸是为了方便斜孔钻模的设计和计算而必须标注的工艺尺寸。
2.工序基准根据以上要求,工序基准为φ33h7孔、a面及两个rl8mm的中间平面。
3.其它一些需要考虑的问题为保证钻套及加工孔轴线垂直于钻床工作台面,主要限位基准必须倾斜,主要限位基准相对钻套轴线倾斜的钻模称为斜孔钻模;设计斜孔钻模时,需设置工艺孔;两个10.1mm孔应在一次装夹中加工,因此钻模应设置分度装置;工件加工部位刚度较差,设计时应考虑加强。
二、托架斜孔分度钻模结构设计1.定位方案和定位装置的设计方案l:选工序基准φ33h7孔、a面及rl8mm作定位基面。
如图3-37a所示,以心轴和端面限制五个自由度,在r18mm处用活动v形块l限制一个角度自由度z。
加工部位设置两个辅助支承钉2,以提高工件的刚a)度。
此方案由于基准完全重合而定位误差小,但夹紧装置与导向装置易互相干扰,而且结构较大。
方案2:选φ33h7孔、c面及r18mm作定位基面。
其结构如图3-22b所示,心轴及其端面限制五个自由度,用活动v形块l限制z。
在加工孔下方用两个斜楔作辅助支承。
此方案虽然工序基准a与定位基准c不重合,但由于尺寸l05mm精度不高,故影响图3-37托架定位方案不大;此方案结构紧凑,1一活动v形块2一辅助支承钉3一斜楔辅助支承工件装夹方便。
为使结构设计方便,选甩第二方案更有利。
2.导向方案由于两个加工孔是螺纹底孔,装卸方便的情况下,尽可能选用固定式钻模板。
导向方案如图33-38a所示。
3.夹紧方案为便于快速装卸工件,采用螺钉及开口垫圈夹紧机构,如图3—38b所示。
4.分度方案由于两个φ10.1mm孔对φ33h7 孔的对称度要求不高(未标注公差),设计一般精度的分度装置即可。
如图3-38c所示,回转轴l与定位心轴做成一体,用销钉与分度盘3连接,在夹具体6的回转套5中回转。
采用圆柱对定销2对定、锁紧螺母4锁紧。
此分度装置结构简单、制造方便,能满足加工要求。
5.夹具体选用铸造夹具体,夹具体上安装分度盘的表面与夹具体安装基面b成25°±l07′倾斜角,安装钻模板的平面与8面平行,安装基面8采用两端接触的形式。
在夹具体上设置工艺孔。
图3—23托架导向、夹紧、分度方案1一回转轴2一圆柱对定销3一分度盘4一锁紧螺母5回转套6一夹具体图3—39是托架钻模的总图。
由于工件可随分度装置转离钻模板,所以装卸很方便。
技术要求工件随分度盘转离钻模板后再进行装夹。
工件在定位夹紧后才能拧动辅助支承旋扭,拧紧力应适当,夹具的非工作表面喷涂灰色漆。
图3—39托架钻模总图活动v形块2一斜楔辅助支承3夹具体4一钻模板5钻套6定位心轴7一夹紧螺钉8一开口垫圈9一分度盘l0一圆柱对定销ll一锁紧螺母三、斜孔钻模上工艺孔的设置与计算在斜孔钻模上,钻套轴线与限位基准倾斜,其相互位置无法直接标注和测量,为此常在夹具的适当部位设置工艺孔,利用此孔间接确定钻套与定位元件之间的尺寸,以保证加工精度。
如图3—39,在夹具体斜面的侧面设置了工艺孔φ10h7。
105可直接钻出;又因批量不大,故宜选用固定钴套。
在工件设置工艺孔应注意以下几点:1)工艺孔的位置必须便于加工和测量,一般设置在夹具体的暴露面上。
2)工艺孔的位置必须便于计算,一般设置在定位元件轴线上或钻套轴线上,在两者交点上更好。
3)工艺孔尺寸应选用标准心棒的尺寸。
本方案的工艺孔符合以上原则。
工艺孔到限位基面的距离为75mm。
通过图3—40的几何关系,可以求出工艺孔到钻套轴线的距离xx = bd - bfcosa=[af一(oe—ea)tga]cosa=[88.5-(75-1)tg25°]cos25°=48.94mm在夹具制造中要求控制75±0.05mm及48.94±0.05mm这两个尺寸,即可间接地保证88.5土0.15mm的加工要求图3-40用工艺孔确定钻套位置四、夹具总图技术要求的标注如图3—39所示,主要标注如下尺寸和技术要求:1) 最大轮廓尺寸s l:355mm、150mm、312mm。
2) 影响工件定位精度的尺寸、公差s d。
定位心轴与工件的配合尺寸φ33g6。
3) 影响导向精度的尺寸、公差s t,钻套导向孔的尺寸、公差φl0.1f7。
4) 影响夹具精度的尺寸、公差s j。
工艺孔到定位心轴限位端面的距离l=75±0.05mm;工艺孔到钻套轴线的距离x= 48.94±0.05mm;钻套轴线对安装基面b的垂直度0.05mm;钻套轴线与定位心轴轴线间的夹角25°±l0′;回转轴与夹具体回转套的配合尺寸φ30h7/g6;圆柱对定销l0与分度套及夹具体上固定套的配合尺寸φl2 h7/g6。
5) 其它重要尺寸。
回转轴与分度盘的配合尺寸φ30ki7/g6;分度套与分度盘9及固定衬套与夹具体3的配合尺寸φ28 h7/n6;钻套5与钻模板4的配合尺寸φ15 h7/n6;活动v形块l与座架的配合尺寸60 h8/f7等。
6) 需标注的技术要求:工件随分度盘转离钻模板后再进行装夹;工件在定位夹紧后才能拧动辅助支承旋钮,拧紧力应适当;夹具的非工作表面喷涂灰色漆。
4、工件的加工精度分析本工序的主要加工要求是:尺寸88.5±015和角度25°±20′。
加工孔轴线与两个r18mm半圆面的对称度要求不高,可不进行精度分析。
(1)定位误差δd工件定位孔为φ33h7(),圆柱心轴为φ33g6()在尺寸88.5mm 方向上的基准位移误差为△y=xmax=(0.025十0.025)mm=0.05mm工件的定位基准c面与工序基准a面不重合,定位尺寸s=104±o.06mm,因此△b′=0.1mm如图3-41a所示,△b′对尺寸88.5mm形成的误差为△b=△b′tgα=0.10tg25°mm=0.047mm因此尺寸88.5mm的定位误差为△d=△y+△b=(0.05+0.047)mm=0.097mm(2)对刀误差△t因加工孔处工件较薄,可不考虑钻头的偏斜。
钻套导向孔尺寸为φ10f7;钻头尺寸为φ10mm。
对刀误差为△t′=(0.028+0.036)mm=0.064mm在尺寸88.5ram方向上的对刀误差如图3-41b所示△t=△t′cosα=0.064cos25°mm=o.058mm(3)安装误差δa=0(4)夹具误差山它由以下几项组成:图3—41各项误差对加工尺寸的影响1)尺寸l的公差δl=±0.05mm,如图3-41c所示,它在尺寸88.5mm方向上产生的误差为△j1=δltg25°=0.046mm2) 尺寸δx的公差,δx=±0.05mm,它在尺寸88.5mm方向上产生的误差为△j2 =δx cosa=0.1cos25°=0.09mm3) 钻套轴线对底面的垂直度δ⊥=0.05mm,它在尺寸88.5mm方向上产生的误差为;△j3=coδ⊥cosa=0.05cos25°=0.045mm4) 回转轴与夹具体回转套的配合间隙给尺寸88.5 mm造成的误差;△j4=xmax=(0.021+0.02)=0.041mm5) 钻套轴线与定位心轴轴线的角度误差△ja=±10′,它直接影响25°±20′的精度。
6) 分度误差盘仅影响两个rl8mm的对称度,对88.5mm及25°均无影响。
(5) 加工方法误差盘对于孔距88.5±0.15mm,△g=0.3/3=0.1mm;对角度25°±20′,△gα=40′/=l3.3′。
具体计算列于表3-1中。
表3-l托架斜孔钻模加工精度计算加工要求误差计算误差名称、角度25°±20′孔距88.5±015mm 定位误差△d o△d=△b+△y =(0.05+0047)mm=0.097mm对刀误差△t(不考虑钻头偏斜) △t=△t′cosα=0.064cos25°=o.058mm 夹具误差△j△ja=±0′∑△===0.118mm加工方法误差△g △ga=40′/=l3.3′△g=0.01mm加工总误差∑△∑△=∑△===0.192经计算,该夹具有一定的精度储备,能满足加工尺寸的精度要求。