PPAP文件模板(20140420) (2)
PPAP 英文文件模板

Байду номын сангаас
Yes
No
n/a
Yes
No
n/a
__ Change to Optional Construction or Material __ Sub-Supplier or Material Source Change __ Change in Part Processing __ Parts Produced at Additional Location __ Other - please specify
CUSTOMER SUBMITTAL INFORMATION Customer Name/Division Buyer/Buyer Code Application
MATERIALS REPORTING Has customer-required Substances of Concern information been reported Submitted by IMDS or other customer format: Are polymeric parts identified with appropriate ISO marking codes REASON FOR SUBMISSION (Check if at least one) __ Initial Submission __ Engineering Change(s) __ Tooling; Transfer, Replacement, Refurbishment, or additional __ Correction of Discrepancy __ Tooling Inactive > than 1 year REQUESTED SUBMISSION LEVEL (Check one) __ Level 1 - Warrant only (and for designated appearance items, an Appearance Approval Report) submitted to customer. __ Level 2 - Warrant with product samples and \imited supporting data submitted to customer. __ Level 3 - Warrant with product samples and complete supporting data submitted to customer. __ LeveI 4 - Warrant and other requirements as defined by customer. __ Level 5 - Warrantwith product samples and complete supporting data reviewed at supplier's manufacturing location. SUBMISSION RESULTS The results for __ dimensional measurements __ material and functional tests __ appearance criteria __ statistical process package These results meet all drawing and specification requirements; __ Yes __ NO (If "NO" - Explanation Required) Mold / Cavity / Production Process DECLARATION
PPAP资料模板
等级 level
process property (输入input)
原材料成分,规格检 验
原材料按比例溶解 型砂加入旧砂,黏
土,煤粉混炼 造出浇注砂型
铁水浇入砂型中 浇注号的产品冷却降
温 产品上的 浇冒口去掉 产品上的余砂抛丸干
净 飞边,浇注口打磨
尺寸检验
成品外观检查
成品特性检验
外发电泳
来料检验
铣端面、铣大圆、钻 孔、倒角
制作produce 移动move 贮存store/等待 get 检查inspect 返工rework 外协厂家outsouring factory 报废scrap/封存 contrain 转变change
等级 level
样件
试生产
零件名称: 半轴支架
零件号/最后更改等级: A00083838 A002
生产
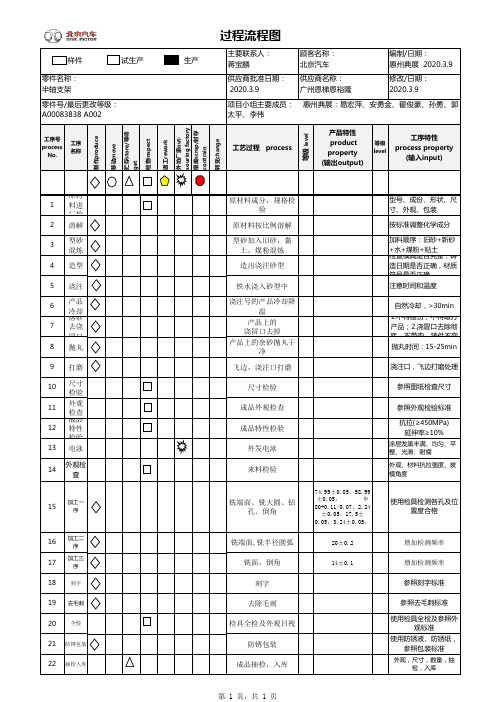
过程流程图
主要联系人: 蒋宝麟
顾客名称: 北京汽车
编制/日期: 惠州典展 2020.3.9
供应商批准日期: 供应商名称:
2020.3.9
广州恩梯恩裕隆
修改/日期: 2020.3.9
项目小组主要成员: 惠州典展:易宏萍、安勇金、翟俊豪、孙勇、郭 太平、李伟
工艺过程 process
产品特性
工序特性
product property (输出output)
rmtps动存et制移贮g原材1料进厂检2溶解型砂3混炼4造型5浇注产品6冷却落砂7去浇冒口8抛丸9打磨尺寸10检验外观11检查成品12特性检验13电泳外观检14查加工一15序加工二16序加工三17序18刻字19去毛刺20全检21防锈包装22抽检入库yr存otkt封tccruaeoofpnp家gaswrinencar厂isrirt查工协ou废on检返外s报cegn工艺过程processahc变转原材料成分规格检验原材料按比例溶解型砂加入旧砂黏土煤粉混炼造出浇注砂型铁水浇入砂型中浇注号的产品冷却降温产品上的浇冒口去掉产品上的余砂抛丸干净飞边浇注口打磨尺寸检验成品外观检查成品特性检验外发电泳来料检验铣端面铣大圆钻孔倒角铣端面铣半径圆弧铣面倒角刻字去除毛刺检具全检及外观目视防锈包装成品抽检入库level级等产品特性productproperty输出output749900558990058001100722400517500532400520021401工序特性等级processpropertylevel输入input型号成份形状尺寸外观包装按标准调整化学成分加料顺序
PPAP审核报告—模板

编号:
用途:综述PPAP审核的结果和审核目的的达成情况
项目名称:
供应商名称:
主要产品名称:
PPAP审核日期:
审核目的:针对XXXX的PPAP审核。
审核范围:产品的开发过程,产品的生产,检验过程,现场管理,指导文件内容。
审核人员:
审核结果(如下):
审核分类
审核要素
符合率(%)
技术类评价
P1、P2、P3、P4
品质类评价
P6、P7、P8
管理类评价
P9
关键项审核达成率= %; 整体审核达成率= %;
PPAP审核结果为“ ”。
判定方法:
1.整体审核达成率=(审核符合项/审核总项数)*100%;关键项审核达成率=(关键项符合项/关键项总数)*100%。
2.整体审核达成率≥80%为“绿灯”;80%>整体审核达成率≥60%为“黄灯”;整体审核达成率<60%为红灯”。
3.关键项审核达成率≥90%为“绿灯”;90%>关键项审核达成率≥80%为“黄灯”;关键项审核达成率<80%为红灯”。
4.综合结果判定:若整体审核达成与关键项审核达成判定结果亮灯不一致时,最低结果为最终判定结果。
审核结论与要求:
编制: 审核: 批准: 日期:
供应商确认: 日期:
PPAP表格范例

生产件最终批准程序文件报告编号原则1、报告编号由四组数据组成,完整的零件编号形式如下:尾注顺序号供应商代码产品部各科室代码其中□表示字母,表示○阿拉伯数字。
PPAP文件报告编号不能重复。
编号:XXXXXXXXX-05编号:XXXXXXXXX-06编号:XXXXXXXXX-07奇瑞质保部:注:1、本表格由供应商或二级供应商认真填写,要求附工艺流程图,并加盖公章后将原件提交给奇瑞公司质保部;2、本表格作为最终批准的输入之一;3、表格(工序栏)不够可续表;4、关键工序在项目“第x序”前打√,并在工序能力一栏中填写Cpk或Ppk数值,如Cpk=1.33或Ppk=1.67。
第页共页Page of Pages编号:XXXXXXXXX-08第页共页Page of Pages第页共页Page of Pages奇瑞质保部:注:1、本表格由二级供应商认真填写,并加盖二级供应商和供应商公章后将原件提交给奇瑞公司质保部;2、二级供应商变化时,应及时通过奇瑞质保部,以确定是否进行生产件批准。
第页共页Page of Pages编号:XXXXXXXXX-111、本表由二级供应商认真填写,并加盖二级供应商和供应商公章后将原件提交给奇瑞公司质保部;2、本表是最终批准的重要输入之一,如有变动应及时通知奇瑞质保部。
奇瑞采购部:奇瑞采购部:注:1.必要时,供应商应附详细的自审报告;2.在完成各过程的内部批准并确认满足批量生产、供货要求时才可提交本表;3.SQE 尽量携带本表去供应商现场确认;4.在不适用的选项的 ”。
奇瑞采购部:2、版面不够,可附页;3、任何产品变更、物流/运输方式变化导致包装改变时,应向奇瑞物流部门确认是否进行重新认可。
编号:XXXXXXXXX-26第一联汽研院第二联采购部第三联质保部。
PPAP全套表格资料模板(内含21个工作表及填写指引)
未加密的Excel原文档已作为附件挂在本PDF文档中,可在PDF左侧回形针处取出,页面及内容与本文档完全一致。
是否尺寸材料/功能是否是提交原因首次提交改为其它选用的结构或材料工程更改分供方或材料来源更改工装转移、更换、整修或添加零件加工过程更改偏差校正在其它地方生产零件工装停止使用期超过一年其它----请说明要求的提交等级(选择一项)等级1----只向顾客提交保证书(若指定为外观项目,还应提交外观件批准报告)。
等级2----向顾客提交保证书及产品样品以及有限的支持数据。
等级3----向顾客提出保证书及产品以及全部的支持数据。
等级4----保证书以及顾客规定的其它要求。
等级5----保留在供方制造场所,供评审时使用的保证书及产品样品以及全部的支持数据。
提交结果尺寸测量 材料和性能试验外观准则是否(如果选择“否”,应解释)(顾客)工程签发的最终零件名称(13)(16)(17)批 准放 弃批 准拒 收1、零件名称:(顾客)工程签发的最终零件名称。
2、零件号:(顾客)工程签发的最终零件编号。
3、安全和/或政府法规:若零件图纸上注明为安全/法规项,则选择“是”,否则为“否”。
4、工程更改等级和批准日期:说明更改的等级和提交日期。
5、附加工程更改:列出所有在图样上没有纳入的,但已在该零件上体现的,并已批准的工 程更改。
6、图样编号:(顾客)工程对图样的编号。
7、采购订单编号:填入采购订单的编号。
8、重量:填入用千克表示的零件实际重量,精确到小数点后四位。
(取10件的平均值)9、检查辅具编号:如果检查辅具用于尺寸检验,应填入其编号。
10、工程更改等级和日期:说明更改的等级和批准日期11、供方名称和供方代码:填入供方的完整的公司名称和顾客指定的供方代码。
12、供方地址/邮编:填入供方的详细地址和邮编。
13、提交类型:在提交的类型前的方框中打“√”,如 。
14、顾客名称/部门:填入顾客的完整的公司名称和分部或工作组。
PPAP格式

Feature 特性
Characteristic 内容描述
Reason 原因(产品或工艺)
供方代表签字:
日期:
部门/职务
Supplier 供应商: Compiled by 编制:
工序控制明细表 (PPAP6)
Part Name 零件名称: Supplier Part No.供应商零件号:
Part No. & Rev.零件号和级别:
编号
尺寸要求/规范
重要度
全尺寸检测结果(PPAP9)
Part Name 零件名称
Supplier Part No.供应商零件号
GAUGE 量检具
Gauge No. 量检具编号
Gauge Resolution 量检具分辨率
编号:
第__页,共___页
Date 日期
Name of Laboratory 试验室名称
供应商的分供方清单(PPAP15)
零件号及级别:
原材料或毛坯
序号 分供方名称 原材料名称 原材料牌号/标准 材料厂家标识
备注
外委工序
序号 分供方名称 零件名称
零件号
外委工序标识
备注
供方代表签字:
日期:
部门/职务:
PPAP 样件标识卡(PPAP17)
供应商:
零件名称: 样件检测单号:
零件号及级别: 数 量:
Data Recording Method
数据记录方法
Defect Correction 缺陷纠正
Dept 部门 Method 方法
供方代表签字:
日期:
部门/职务:
Supplier 供方 Part No. & Rev.零件号和更改级别
PPAP文件模板
PPAP文件模板n Part n WarrantNumber: ZY/CG-03-02Part Name:Part Number:Product Drawing Change Level: Change Date:XXX:Change Date:XXX:Weight: ______kgXXX: Yes NoXXX:XXX:Date:Supplier nSupplier Name:Supplier Code:Address/Zip Code:XXX Name:XXX:SubmittedXXX:Initial nChange to a different structure or materialProduct design changeChange in XXXTooling: n。
replacement。
XXXTooling has been out of use for more than one yearPart machining process changeXXX nn of parts XXXOther - please specifyRequired n Level (select one):Level 1 - Only submit a warranty to the customer (if specified as an appearance item。
an appearance part approval report should also be submitted)Level 2 - Warranty。
parts。
drawings。
n n results。
material and performance test results。
appearance part approval reportLevel 3 - At the requester's n - Warranty。
(word版)全套PPAP模板及使用说明,文档
PPAP全套文件PPAP文件提交要求如下:1、PPAP检查清单,列明所提供文件明细;PPAP检查清单.xls2、零件提交保证书;〔提交等级默认为3级;假设零件尺寸或性能等涉及到平安和法律法规,那在“平安和/政府规定〞项选是,假设没有选否。
授权人须亲笔签字。
〕3、全尺寸检验标识;〔即:零部件图纸上对需测尺寸工程一一标记,标记与“全尺寸检验报告〞工程一一对应〕尺寸报告.xls4.如果在设计记录上某一要求提交的零件或零件系列有外观要求,那么必须完成该产品/零件一份单独的外观批准报告。
〔如有外表处理、颜色要求等〕外观批准报告.xls5、全尺寸检验报告;OTS阶段全尺寸检验模板.xls6、生产件批准材料试验报告;材料试验报告.xls7、生产件批准性能试验报告;性能试验报告.xls8、产品和过程特殊特性清单;〔供方特性必须包含但不限于顾客要求的产品特性,在备注栏标识出关键与重要特性。
〕关键特性:对产品平安性、法律法规有影响。
标识为:“▽〞。
重要特性:对产品性能有影响。
标识为:“◇〞产品和过程特殊特性清单.xls9、过程流程图〔无模板,采用贵方格式〕流程图中明确“关重特性标识〞,“产品、过程关重特性〞对应的工序必为“关重工序〞。
过程流程图〔修改后〕.doc10、FMEAS〔包括DFMEA、PFMEA〕所分析的“工程/功能〞必须包含“产品、过程特殊特性〞中所有内容。
〔请将关键▽与重要特性◇在级别栏标注出来〕要求:①作为关重特性,其失效模式对应的严重度〔S值〕必然较高;②RPN〔风险优先系数〕≧120的失效原因应必须解决;60≦RPN<120应尽可能解决,不能解决的必须加严控制RPN<60可以不加控制⑤严重度为9、10的失效模式,须特别予以重点关注,并确认现行的控制措施是充分有效的。
⑥改善措施完成后,FMEAS小组应再次分析该潜在失效的S、O、D值并重新计算RPN值。
当RPN值仍能够满足上述原那么时,方可确定改善措施有效。
PPAP文件模板
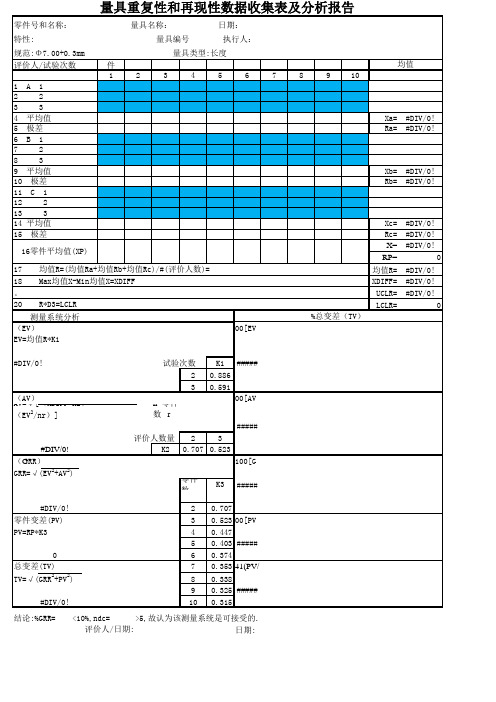
#DIV/0!
2 0.707 %PV=1 3 0.523 00[PV 4 0.447 5 0.403 ##### 6 0.374 ndc=1. 7 0.353 41(PV/ 8 0.338 9 0.325 ##### 10 0.315
结论:%GRR=
<10%,ndc=
10 极差
Rb= #DIV/0!
11 C 1
12
2
13
3
均值
14 平均值
均Xc值= #DIV/0!
15 极差
均Rc值= #DIV/0!
16零件平均值(XP)
均X值= #DIV/0!
RP=
0
17 均值R=(均值Ra+均值Rb+均值Rc)/#(评价人数)=
均值R= #DIV/0!
189 MRa*xD均 4=值UCXL-RMin均值D4X==2X.D5I8FF
当试验次数为2次时D4=3.27,为3次时,D4=2.58 XDIFF= #DIV/R
LCLR=
0
重复测性量-设系备统变分差析
%EV=1
%总变差(TV)
(EV)
00[EV
EV=均值R*K1
#DIV/0!
再现性-评价人变差 (AVA=V√)[(XDIFF*K2)2(EV2/nr)]
重复性和#D再IV现/0性! (GRR) GRR=√(EV2+AV2)
试验次数 K1 #####
2 0.886
3 0.591 %AV=1
n=零件
00[AV
数r
#####
评价人数量 2
3
K2 0.707 0.523 %GRR=
PPAP主要提交资料样本格式

(设计FMEA)系统 FMEA编号:子系统页码:第页共页零组件:设计责任:编制者:车型年度/车辆类型:关键日期: FMEA日期:(编制):(修订):希望是本无所谓有,无所谓无的。
这正如地上的路;其实地上本没有路,走的人多了,也便成了路。
(过程FMEA)FMEA编号:项目名称:过程责任部门:编制者:车型年度/车辆:关键日期: FMEA日期:(编制)(修订)核心小组:希望是本无所谓有,无所谓无的。
这正如地上的路;其实地上本没有路,走的人多了,也便成了路。
控制计划希望是本无所谓有,无所谓无的。
这正如地上的路;其实地上本没有路,走的人多了,也便成了路。
外观件批准报告(AAR)希望是本无所谓有,无所谓无的。
这正如地上的路;其实地上本没有路,走的人多了,也便成了路。
零件提交的保证书(PSW)希望是本无所谓有,无所谓无的。
这正如地上的路;其实地上本没有路,走的人多了,也便成了路。
希望是本无所谓有,无所谓无的。
这正如地上的路;其实地上本没有路,走的人多了,也便成了路。
生命赐给我们,我们必须奉献生命,才能获得生命。
附录A:零件提交保证书(PSW)的填写零件信息1.零件名称2.顾客零件编号:工程签发的最终零件名称和编号。
3.安全/法规项:若零件图上注明为安全/法规项,则选择“是”,否则为“否”。
4.工程图样更改等级和批准日期:说明更改的等级和提交日期。
5.附加的工程更改:列出所有在图样上没有纳入的,但已在该零件上体现的,并已批准的工程更改。
6.图纸编号:规定提交的顾客零件编号的设计记录。
7.采购订单代号:依据采购订单填入本代号。
8.零件重量:填入用千克表示的零件实际重量,精确到小数点后四位。
9.检查辅具代码:如果辅助工具用于尺寸检验,应填入其代号。
10.工程更改等级和批准日期。
供方制造厂信息11.供方名称和供方代码:填入在采购订单上指定的制造厂址代码。
12.供方制造厂地址:填入零件生产地的完整的地址。
提交信息13.提交类型:选择提交类型,并在相应的方框上划“√”。
供应商的PPAP封面模板
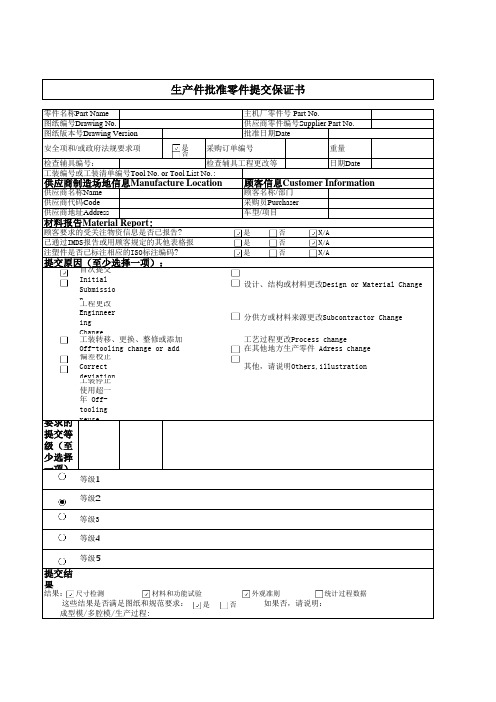
n工程更改
Enginneer ing
分供方或材料来源更改Subcontractor Change
Change 工装转移、更换、整修或添加
工艺过程更改Process change
Off-tooling change or add 偏差校正
在其他地方生产零件 Adress change
Correct
其他,请说明Others,illustration
材料报告Material Report:
顾客要求的受关注物资信息是否已报告?
是
否
N/A
已通过IMDS报告或用顾客规定的其他表格报
是
否
N/A
注塑件是否已标注相应的ISO标注编码?
提交原因(至少选择一项):
首次提交
是
否
N/A
Initial Submissio
设计、结构或材料更改Design or Material Change
生产件批准零件提交保证书
零件名称Part Name 图纸编号Drawing No. 图纸版本号Drawing Version
主机厂零件号 Part No. 供应商零件编号Supplier Part No. 批准日期Date
安全项和/或政府法规要求项
是 采购订单编号 否
重量
检查辅具编号:
检查辅具工程更改等
d工e装vi停at止ion
使用超一
年 Off-
tooling
要求的 reuse
提交等
级(至
少选择
一项)
等级1
等级2
等级3
等级4
等级5
提交结
果
结果: 尺寸检测
材料和功能试验
PPAP表格范例

供应商填写
8
工装模具一览表
BG.05.402-08
M
模
模具
CS-0AA-00001-M
供应商填写
9
检验设备一览表
BG.05.402-09
J
检
检验
CS-0AA-00001-J
供应商填写
10
二级供应商登记表
BG.05.402-10
D
登
登记
CS-0AA-00001-D
二级供应商填写
CS-0AA-00001- FF
供应商/汽研院填写
27
尺寸认可报告
BG.05.402-27
C1
尺
尺寸
CS-0AA-00001-C1
汽研院填写
28
材料认可报告
BG.05.402-28
L1
材
材料
CS-0AA-00001-L1
汽研院填写
29
性能认可报告
BG.05.402-29
XN
能
性能
CS-0AA-00001-XN
BG.05.402-15
CS-0AA-00001
汽研院填写
16
生产线装车(机)试验单
BG.05.402-16
质保部填写
17
生产件最终批准报告
BG.05.402-17
CS-0AA-00001
相关部门会签
18
生产能力
BG.05.402-18
NL
能力
CS-0AA-00001-NL
供应商填写
19
二级供应商情况及运输情况
23
PPAP文件核查清单
BG.05.402-23
PPAP提交表格参考模板

解释/说明:印刷体姓名授权的供方代表签字供应商名称: 供应商代码:申请零件名称: 零部件图号:申请日期: 申请实施日期: 零部件生产场地地址:附加工程更改:图样编号: 采购订单编号: 日期:重量: Kg检查辅具编号: 工程更改等级日期: 供方名称和供方代码顾客名称/部门_ 买方名称/买方代码适应范围_____________________________________________________________省(市)___________________ 县(区)_____________________ 街道(村)注:该部件是否含有任何限制的或需要报告的物质。
是塑料件是否应标注相应的ISO标注编码。
是邮政编码_____否否等级等级等级等级等级首次提交产品改进分供方更改异地生产工装停止使用期超过一年停供半年以上恢复供货其它:只向顾客提交保证书(若指定为外观项目,还应该提交外观件批准报告)向顾客提交保证书及产品样品以及有限的支持数据向顾客提交保证书及产品样品以及全部的支持数据4-----保证书以及顾客规定的其它要求5-----保留在供方制造场所,供评审时使用的保证书及产品样品以及全部的支持数据提交结果:尺寸测量材料和性能试验这些结果满足所有图样和规范要求:是模型/型腔/生产过程 ___________________________________ 外观准则统计过程数据否(如果选择“否”应解释)声明我在此声明,本次认证使用的样品是我们的代表性零件;已符合适用的顾客图样及规范的要求,且是在正规的生产工装上由规定的材料制造出来的,所有操作都来自正规的生产过程。
此外,我还证明此符合性的文化证据都已归档,以供评审。
职务电话号码—传真号码日期___________首次提交 分供方更改工装停止使用期超过一年 停供半年以上恢复供货其它:1零部件技术状态变更(必要时可附表)2、主要生产设备工装、检测设备及变更(必要时可附表)3、关键零部件分供方及变更(必要时可附表)4、主要生产工艺及变更(必要时可附表)5、生产场地及变更(必要时可附表)6、零部件商标及变更(必要时可附图)7、产品开发验证及试验项目(必要时可附表)8、其它:奥铃工厂零件保证书处理意见:提交原因:批准 (具体见生产件批准通知书) 拒收 (具体见专项报告) 其它具体见专项报告)产品改进 异地生产控制计划编号:记录编号:JLN01-082A控制计划生效日期:二I 样件 □生产匚I 试生产主要联系人/电话日期(编制) 日期(修订)供方/工厂 供方代码其它批准/日期(如需要)其它批准/日期(如需要) 零件编号/最新更改等级核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)提交结果(仅用于确认通知): 这些结果满足所有图纸和规格的要求:□ 是 匚I 否(需要说明原因) 供应商产品和零件是否符合相关法律法规所管制 /禁用的化学材料的要求?□是 □否(需要说明原因)提交原因:*如果需要的话,请附上相关文件 匚I 初次提交 □ *制造变更(包括制造场所、加工过程和工装等)请具体说明 匚I 纠正不符(重新提交) 变化的影响: □质量改进■ 拟定的实施日期:□设计/材料改变 □ *供应源改变(新供应源、制造供应源变更等)请具体说明 匚I *其它--请具体说明□提前期缩短I 匚I 制造效率提高□其它提交信息: 「二I 控制计划 .二I 能力分析报告 到期日(年 月 日) 二I 量具重复性和再现性 二!样件提交:数量~ 二I 全尺寸检验报告 标准样件 匚I 材料证明 □材料检验报告 □零件设计DFMEA 特别说明:匚I 验证测验 □过程流程图 □ 过程PF MEA匚I 外观批准报告匚I 部件性能和可靠性保证 匚I 性能检测报告我在此声明:此次提交文件所包含的所有样件、数据和信息能够代表我们所生产的零件。
PPAP整套资料模板

备注
设计资料清单,顾客有要求时, 提交图纸、设计方案等 ECN
产品所涉及的测量系统 图纸里所列出的全部尺寸
过程能力分析报告 符合ISO/IEC17025资质证书或 CNAS认可证书 当被顾客定义为外观件时 样品实物 样品实物 提交清单 如果顾客有特殊要求,提供这些 特殊要求纳入公司相关制度的证 据记录,文件或清单
等级说明
提交等级为3级。
内容 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
文件名称 产品的设计记录 工程变更文件,如果有 顾客工程批准,如果被要求 设计FMEA 过程流程图 过程FMEA 控制计划 测量系统分析研究 全尺寸测量结果 材料、性能试验结果 初始过程研究 合格试验室文件 外观批准报告(AAR)如果适用 生产件样品 标准样品 检查辅具 符合顾客的特殊要求的记录 零件提交保证书(PSW)
17
*
18
*
注: 满足PPAP的所有要求是供应商的责任 如果有任何PPAP文件没有提交完全或没有 提交,那么此次提交将不会被接受,您的PPAP将会在稍候时间考虑. S=供方必须向指定的顾客产品批准部门提交,并在适当的场所,包括制造场所,保留一份记录或文 件项目的副本。 R=供方必须在适当的场所,包括制造场所保存,并在顾客代表有要求时应易于得到 *=供方必须在适当的场所保存,并在有要求时向顾客提交
1
R R R R R R R R R R R R S R R R R S
提交等级 2 3 4
S S R R R R R R S S R S S S R R R S S S S S S S S S S S S S S S R R S S
* * * * * * * * * * * * * * * *
PPAP文件模板
PPAP文件模板一、引言PPAP(Production Part Approval Process)是一种供应商向客户提供的产品生产部件批准过程。
本文档旨在提供一个标准的PPAP文件模板,以确保供应商能够按照客户的要求准备和提交PPAP文件。
二、文件概述本PPAP文件模板包含以下主要部份:1. 供应商信息:包括供应商名称、地址、联系人等信息。
2. 产品信息:包括产品名称、型号、规格等信息。
3. 生产过程能力:包括关键工序的能力分析、设备能力等信息。
4. 测量系统分析:包括测量设备的能力验证、测量方法的准确性等信息。
5. 样品检验报告:包括样品检验结果、检验方法等信息。
6. 变更管理:包括变更通知、变更影响评估等信息。
7. 客户批准:包括客户签字、日期等信息。
三、供应商信息供应商名称:ABC公司地址:XX省XX市XX区XX街道XX号联系人:张先生联系电话:XXX-XXXXXXX电子邮箱:abc@abc四、产品信息产品名称:XYZ零部件型号:12345规格:100mm x 50mm x 20mm材料:铝合金颜色:银色五、生产过程能力1. 关键工序能力分析:- 工序:注塑- 能力指标:Cpk值≥1.33- 设备:注塑机型号ABC123- 操作员培训记录:操作员已接受注塑机操作培训并持证上岗。
- 工序:喷涂- 能力指标:Cpk值≥1.33- 设备:喷涂设备型号DEF456- 操作员培训记录:操作员已接受喷涂设备操作培训并持证上岗。
2. 设备能力:- 注塑机ABC123- 最大注塑容量:1000g- 注塑压力范围:100-500T- 注塑温度范围:150-300℃- 喷涂设备DEF456- 喷涂宽度范围:50-200mm- 喷涂厚度范围:10-50μm六、测量系统分析1. 测量设备能力验证:- 设备1:三坐标测量机- 分辨率:0.001mm- 重复性:0.002mm- 准确性:0.003mm- 设备2:光学投影仪- 分辨率:0.01mm- 重复性:0.02mm- 准确性:0.03mm2. 测量方法准确性:- 测量方法:三坐标测量法- 测量特征:尺寸- 测量结果:符合要求- 测量方法:光学投影法- 测量特征:表面形貌- 测量结果:符合要求七、样品检验报告1. 样品编号:20220101-0012. 检验项目:尺寸测量- 样品数量:10个- 检验结果:符合要求- 检验方法:三坐标测量法- 检验设备:三坐标测量机3. 检验项目:表面质量- 样品数量:10个- 检验结果:符合要求- 检验方法:目测检查- 检验设备:肉眼八、变更管理1. 变更通知:供应商在生产过程中如有任何变更,应及时通知客户并提供变更详情。
PPAP文件

Section Ⅰ1.1 总则在下列情况下, 供货商应获得客户产品核准部门的完全核准1.新产品或新部件(即, 一特殊的部件、材料, 或与先前未提供某一客户之颜色).2.对先前提供部件缺陷之改善.3.通过工程变更对设计记录、规格或材料进行修改之产品.4.在Section 1.3中要求的其它状况.注: 如对产品核准之需求有任何疑问, 请接触客户方负责产品核准之部门.1.2. PPAP制程要求1.2.1. 重要的量产过程对于量产中的零组件, PPAP之产品须取自有效的生产过程. 除非客户授权之代表特别规定, 这一生产过程须是从一个小时至8个小时的生产过程, 并且规定的最小数量为300件连续生产部件.这个过程须是利用量产条件下之工模具、治具、材料、作业人员在生产现场之生产过程. 每一生产制程之零组件如增列相同之装配线和/或工作单元、多模穴模具、工具、形态之每一个腔须进行测试, 并且是具有代表性之零组件.大宗原物料: 散装材料不作要求. 如果样品有要求时, 它须以一定方式抽取以确保其代表稳定之制程特性.注: 对于大宗物料, 现行产品之生产履历常可用于评估新的、相似产品之初始制程和作业. 如果没有相似大宗物料产品或技术的生产履历, 应针对可能之影响有一个遏止计划, 直止足够证据证明生产有足够的生产或作业能力.1.2.2 PPAP要求供货商须符合所有规定要求, 如设计记录、规格, 对于大宗物料要符合材料需求明细表. 任何超出规格的结果, 供货商将不得提供零组件、文件或记录. 并努力进行改善, 以使其符合客户所有设计记录要求. 如果还不能达到客户要求, 须与客户联络决定采取适当矫正措施.PPAP之检验与测试须由合格之实验室执行. 商业或独立之实验室须是相关部验证合格之实验室. 当使用商业实验时, 供货商须以实验室之表头或以其正常之报告格式提供测试结果. 测试实验室名称及测试日期以及测试中使用的标准须标明. 合格结果之空白陈述是不能接受的.不管对零组件执行哪一提交等级, 供货商须依下面所列项目对每一零组件、零组件家族完成适当的项目和记录. 此记录须含盖在PPAP档案中, 或相似的参考文件中并且能易读的. 一旦客户有PPAP要求时, 易于取得.除非客户有免除或不符合提交要求, 客户应获得客户产品核准部门的预先核可.注2: 在1.2.2中所列项目或记录不必要求每一供货商针对每一客户料号提供. 例如: 一些零组件没有外观要求, 没有颜色要求. 为了决定某一项目是否一定包括, 要考虑设计记录, 如产品标记、相关工程文件或规格, 并接触客户产品核准部门.1.2.2.1 设计记录供货商须有可售产品的所有设计记录, 包括零件设计记录或可售产品的详细记录. 如果设计记录如CAD/CAM数据, 产品图, 规格是电子数据时, 供货商须制作成实体数据(如图标, 几何尺寸的公差记录形式和蓝图), 以确认要量测的参数.注1: 对于可售产品, 部件或零件, 不论是否有设计责任, 应有唯一的设计记录. 设计记录可能以是参照其它零组件设计记录制作时的相关文件.注2: 对于大宗物料, 设计记录可包括原材料的规格、公式、制程步骤和参数及最终产品规格、允收标准. 如果没有尺寸规格, CAD/CAM这项要求则不适用.1.2.2.2 任何授权之工程变更文件供货商对于还没有纳入设计记录但是与产品零件工模具相配合的, 应有授权的设计变更.1.2.2.3 必要时, 须有工程核准数据当设计记录有规定时, 供货商应有证据说明已通过客户工程核准.注: 对于大宗物料, 在大宗物需求明细表中所列项目和或客核准材料清单条款中应满足此项要求.1.2.3.4 如供货商有设计责任时, 提供DFMEA如对零组件或材料有设计责任时, 供货商须依照并符合QS-9000第三版要求展开DFMEA. 对于大宗原物料, 当大宗原物料需求单有要求时, 在DFMEA前, 应制定其设计指标.1.2.2.5 制程流程图供货商须依其规定之格式制定一制程流程图, 适当地描述制程步骤及其结果, 并符合客户需求、要求和期望. 对于大宗原物料, 应制定一相当于制程流程图的制程流描述.1.2.2.6 PFMEA供货商须依照并符合QS-9000第三版要求展开PFMEA.注: 简单之设计或制程FMEA可应用于制造家族之相似之零组件或材料. 对于大宗原物料其严重度、发生率和探测度参照附录F, 提供了风险因素的差异.1.2.2.7 尺寸量测结果供货商须提供依设计记录和管制计划要求完成尺寸验证证据, 其结果要、符合规定的要求. 供货商须供货商须标明设计记录之日期、变更等级, 如果还没有纳入零组件制造的设计记录, 须有客户授权的工程变更.供货商须确保每一零组件依标准样品进行量测.供货商应记录变更等级、供货商名称及辅助文件中的产品料号(如辅助性布置表, 草图, 追溯性, 切面图, CMM检验项目结果, 几何尺寸/公差, 或与零组件相关其它辅助图面). 这些辅助材料之增列须依保存/提交表完成尺寸量测. 当必须使用视觉的比对仪时, 其须有追溯性.注1: 在设计记录和管制计划中所有的尺寸(除参考尺寸外), 特性和规格应以适当的格式列出并记录其结果. 在附录C中尺寸量测结果, 或在零组件图上明确指出的检查内容包括剖面图, 追溯, 或草图应适当地应用于此.注2: 尺寸量测结果一般不适用于大宗原物料.1.2.2.8 材料/运作测试结果记录供货商应对设计记录和管制计划中规定的项目记录其材料和或作业量测结果.1.2.2.8.1 材料测试结果当设计记录和管制计划规定时, 供货商应对所有材料和零组件的化学, 物理, 金相之要求进行测试.在设计记录和管制计划中要求的所有测试项目连同其测试数量和实际测试结果以适当的式予以记载. 并指明还没列入设计记录之授权的任何工程变更文件.材料测试报告(附件D)应明定:-被测件设计记录变更等级, 数目, 日期, 及测试所用之规格变更等级.-测试日期-当客户要求时材料分供方之名称, 客户核准分供方材料之供应代码.对于客户开发材料规格之产品, 客户核准之分供方名单, 供货商应从这些名单中采购物料和服务.1.2.2.8.2 作业测试结果当设计记录和管制计划中规定作业或功能要求时, 供货商应对所有零组件或产品材料进行测试.测试报告应明定:-被测件设计记录变更等级, 数目, 日期, 及测试所用之规格变更等级.-任何还没有汇入零组件设计记录之客户授权的工程变更.-测试日期注: 设计记录或相关规格要求测试项目之结果应列以可被理解的格式, 包括测试的数目. 附件E之作业测试结果格式即为此设计.1.2.2.9 初始制程研究1.2.2.9.1 总遇在提交前, 须对客户或供货商设定的所有特殊特性之初始制程能力或作业水平进行评估, 并认定为是可允收的.供货商须执行量测系统分析以了解量测变异是如何影响可行性量测的.注1: 这项要求的目的是判定生产制程是否有能力生产符合客户要求之产品. 初始制程能力研究集中在计量值和计数值. 尽管装配变异, 测试失败, 表面缺陷就是可数时间数据, 了解它也是很重要的, 但并不包含在初始研究中. 为了掌握由记数值鉴控的特性运作, 就要长时间收集更多的数据.注2: 评估制程能力或运作指数将由供货商和客户协商决定. 以下描述了Cpk和Ppk. 其它对某一制程或产品更适当的方法可由客户核可后代换.注4: 初始制程能力是短期的, 它不能预测时间效应和由于人, 材料, 方法, 设备, 量测系统和环境因素而造成的变异. 即是短期研究, 依管制图收集或分析数据也是很重要的.注5: 对于可使用X-bar和R chart研究的特性, 短期项目研究应从重要的生产过程之最终连续生产中选取最小25组100个数据. 经客户同意, 初始数据需求可由相似的或相同制程之长期产品结果代替. 某一制程可供选择的分析工具如个体和移动范围可能是恰当的, 并客户核可前也是允许的.1.2.2.9.2 品质参数初期制程能力研究应是能力或运作指数之总和, 如果适用时:注1: 初始制程能力研究结果是依据研究之目的, 数据的分布(如果是正态双边公差), 数据收集方法, 抽样, 数据数目, 统计管制之方法等. 假设使用以下所列原测人已经学习了SPC手册中能力部分, 并了解了从平均值至范围方面的基本概念. 以下所列项目之指导, 请联络客户产品核准部门. 参见SPC参考手册第二章第五部分: 制程衡量之推荐用法.Cpk –稳定制程能力指数. δ之预估基于分组的变异.Ppk –运作指数. δ之预估基于总的变异(使用标准偏差所有单个样品)短期研究. 初始制程能力研究之目的是了解制程之偏差, 并不仅仅是达到某一指定指数. 当获得了历史数据, 并且得到制作管制图足够的初始数据(至少100个样品), 当制程能力稳定时, Cpk就能计算出. 1.2.2.10 量测系统分析研究1.2.2.11 合格实验文件1.2.2.13 零组件提交担保书1.2.2.14 外观核报告1.2.2.15 大宗原物料要求明细表1.2.2.16 样件生产性零组件1.2.2.17 标准样品1.2.2.18 审查协助1.2.2.19 客户指定要求1.3 客户通知和提交要求1.3.1 客户通知任何设计和制程变更, 供货商须依下表指示通知客户负责产品核准之部门. 客户最终选定是否要求PPAP之提交.1.3.2 给客户之提交除非客户负责产品核准部门免除这项要求, 供货商须在第一批产品交货前提交PPAP:不管客户是否要求正式提交, 供货商必须对在PPAP中反映量产制程之所有适当项目进行审查、更新. 如果同免除, PPAP档案中应包含客户负责产品核准部门之同意免除之人的姓名和日期.1.3.3 不要求通知客户之情况在下表所列之情况下不要求通知客户和提交.供货商应负责跟踪这些变化和或进行改善, 并更新任何有影响的PPAP文件. 下列的例子是制造和质量系统之情况和或提升.注: 在客户产品之配合, 形态, 功能, 寿命和运作有影响的任何情况, 要求必须通知客户.1.5零组件提交承认状况1.5.1 总则客户须将提交承认结果通知供货商. 生产零组件核准后, 供货商须确保后续生产要持续达到客户要求.注: 被某一客户划定为自我验证的供货商, 提供展示其验证批准所需的书面文件应考虑给客户审查, 除非客户有其它认可.1.5.2 客户PPAP核准状况1.5.2.1 完全核准指零组件符合客户所有的规格和要求. 因此依照客户订单安排, 供货商被授权出货.1.5.2.2 临时核准允许以限定的时间或数量出货. 临时核准仅在以下情况下同意:-造成客户未核准的异常之根本原已清楚界定;]-制定一临时的核准计划, 并经客户同意. 要求重新提交获得完全核准.临时核准之材料没能按已同意的行动计划执行, 且其已经达到核可出货之日期和出货数量, 这种材料将被拒收.对于大宗物料, 供货商应使用大宗物料临时核准或相等的方式.1.5.2.3 拒收指提交, 抽取的生产批或相关的文件不符合客户要求. 在量产产品出货前应将修改之产品和文件提交核准.1.6记录的保存生产件核准记录, 不考虑提交的等级, 须保存零组件之有效期再加上一个日历年.供货商须确保可疑零组件PPAP档案内容之适当记录要保留, 或作为新PPAP档内容之参考.适当文件从档转为新档如: 对新核准之材料验证仅是旧材料尺寸进行了变更. 这应被认定为对新旧材料进行PPAP间隙分析(gap analysis).PPAP精化提炼:一起记住“385318”PPAP精化提炼,大家只需要记住一个电话号码即可,“385318”:3--- 3种情况必须提交;5--- 5种提交等级;3--- 3种提交状态;18--- 18份提交内容。
5.ppap表单范本
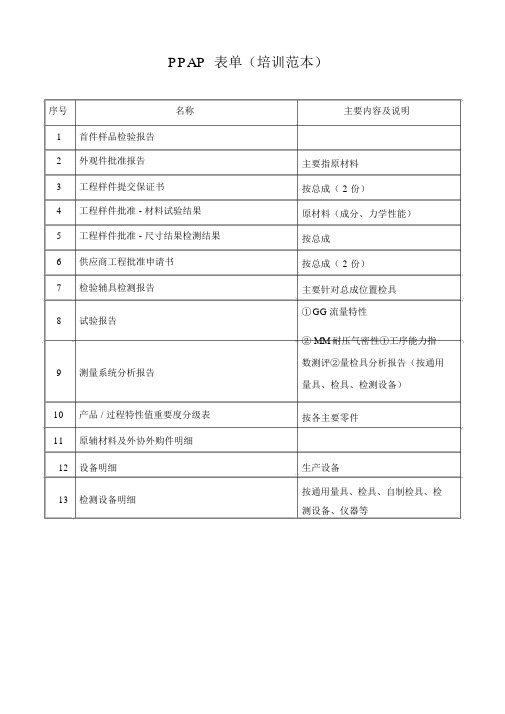
PPAP 表单(培训范本)序号名称1首件样品检验报告2外观件批准报告3工程样件提交保证书4工程样件批准 - 材料试验结果5工程样件批准 - 尺寸结果检测结果6供应商工程批准申请书7检验辅具检测报告8试验报告9测量系统分析报告10产品 / 过程特性值重要度分级表11原辅材料及外协外购件明细主要内容及说明主要指原材料按总成( 2 份)原材料(成分、力学性能)按总成按总成( 2 份)主要针对总成位置检具①GG流量特性② MM耐压气密性①工序能力指数测评②量检具分析报告(按通用量具、检具、检测设备)按各主要零件12设备明细生产设备13检测设备明细按通用量具、检具、自制检具、检测设备、仪器等首件样品检验报告第1页共页供方:供方代码地址:□□□电话:尺寸报告材料报告性能报告传真:供方报告编号供方标记:邮码:顾客报告编号供方标记:手工样件工装样件OTS 认可后的样件□■□零件图号:零件名称:设计完成日期:备注:首件样品与图材料检验:□ □□ □□ □纸要求符合情况是否尺寸检验:是否性能检验:是否批准 / 日期:审核/日期:检验/日期:接受人□采购部□车身工程科□质量保证部□动力总成科□外协技术科□工程服务科□底盘工程科□电子电器组供方:地址:电话:传真:邮码:零件图号:序号项目 / 规定值备注(供方)备注(顾客)首件样品检验报告第2页共页供方代码■尺寸报告□材料报告□性能报告供方报告编号供方标记:顾客报告编号供方标记:零件名称:实际值(供方)实际值(顾客)供方签字 / 日期:顾客签字/日期:外观件批准报告零部件名称零部件图号适用车型供方名称工程更改水平日期□□□提交原因零件提交保证书特殊样品再提交其它:□□□表面预处理第一批发运工程更改供方表面加工资料表面预处理评价顾客代表签字纠正并继续纠正和再提交表面特性合格颜色评价标准标准色彩色调色品度亮度金属光泽颜色颜色样品材料材料零件样品供货名称批准类型来源清交接代号红黄绿蓝淡深灰高低高低标志日期晰说明:供方代表签字 / 日期M1 工厂代表签字 / 日期工程样件提交保证书零件名称: _________________零件图号: _________________安全和 / 政府法规:是否工程图样更改水平: ______日期: ___________□ □附加工程更改?: ________________________日期: ___________检查用辅助工具号: ___________更改水平: ______日期: ___________供方资料供方名称: __________________________________供方代码: ______供方地址: __________________________________适用范围:____________供方传真: ____________________供方邮编: ________________提交资料□□□尺寸材料 /功能外观提交原因□□首次提交更改可选用的结构或材料□□工程设计更改分供方或材料来源更改□□工装:转移、代替、整修或附加零件加工过程更改□□偏差校正在其它地方生产零件□□其它:批量提交提交结果尺寸测量材料和性能试验外观标准□□□声明我声明,本保证书的样品是我们公司生产的代表性零件,已符合顾客图样和规范要求,是在工装上使用规定的材料正常生产,没有其它的非正常生产活动。
PPAP文件清单提交模板

应至少包含分析计划、数据、分析结果)
可以根据各厂家实际进行提交,需体现版本 号以及关键、重要特性的区分。
等级3 等级4 见证材料 备注
参考模板
√
√
√
√
√
√
√
√
√
X
√
√
√
X
√
√
√
X
√
X
√
√
√
X
√
√
√
X
√
X
√
X
√
X
√
X
√
X
√
X
零件保证书 试验报告
零件保证书.doc 试验报告模板.doc
工程更改记录
工程更改记录.制计划
控制计划.doc
检测设备清单
检测设备清单.doc
产品特殊(关 键)特性清单
16
关键工序设备、工装和夹具配备率(实际数 /要求具备数)
17 关键试验设备情况(配备清单) 18 工序调试结论率(调试验收合格工序数/工
序总数) 19 产能(生产节拍)
20
样品——标准样品(该项仅对缸盖、油泵、 增压器有要求)
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
备注
注1:S—提交给玉柴质量部/采购部。制造 厂只存复印件。 注2:R—保留在制造厂,玉柴代表有要求时 易于取得。 注3: 有“/”符号的,在“/”号前面为有 设计责任时的要求, “/”号后面为无设计 责任的要求;无“/”符号的表示不管有无设 计责任要求一样. a 除非玉柴股司放弃。 b 根据玉柴要求股司提交。 零部件类别(重要度)说明:“1”代表A类件 、关键件、八大总成件;“2”代表B类零 件;“3”代表C类件零件
PPAP格式
供应商名称
Supplier Name
承认书 APPROV AL SHEET
产品品名:
TYPE NAME :
客户料号:
CUSTOM P/N :
客户图纸版本号:
VERSION NO :
1. 新品承认(Newly Approved
)
2. 材料变更再承认(Material Approved )
3. 规格变更再承认(SPEC Approved )
供应商联系方式(Supplier contact method ): 姓名(Name ): 部门(Department ): 职称(Title ):
电话(Telephone number ): 邮箱(E-mail):
内容
CONTENTS
1.承认书封面 1 2.目录及类别 2-3
3.材料/产品2D图档(重点尺寸标示)
4.工程变更记录
5.产品材质MSDS
6.原材料物性测试报告(需包含厂商/规格/牌号/色号)
7.工艺流程图
8.产品/材料QC工程图
9.接受样品-照片(正/反/侧面)
10.全尺寸报告(需备注检验工具)
11.产品性能、可靠度测试报告。
(除了物料本事常规性能测试,
注塑件成品的MI值、各物料丝印附着性能、盐雾等)
12.成品外壳的红外成分分析图谱(需要有颗粒的图谱进行对比)
13.产品重量(需将产品放在电子称上拍照,重量清晰可见)
14.ROHS报告清单
15.材料/产品ROHS报告(第三方测试报告)
16.不使用有害物质承诺书
17.出货检验标准(包含所有出货检验项目及标准来源)
18.出货包装方式。