焊接工艺导则
T91/P91钢焊接工艺导则

T91/P91钢焊接工艺导则关于颁发《T9l/P91钢焊接工艺导则》的通知电源质[2002]100号各省(市、区)电力公司:近几年来引进机组主蒸汽管道及再热热段管道普遍采用了P91钢,国内300MW 及以上机组也普遍开始采用了这种钢材。
为了指导施工,保证火力发电设备安装、检修的焊接工程质量,我部以国家电力公司原火电建设部颁发的T91/P91钢焊接工艺暂行规定为版本,结合近年来的实践经验进行了修订,定名为《T91/P91钢焊接工艺导则》。
现予以颁发,请各单位遵照执行。
附件:T91/P91钢焊接工艺导则国家电力公司电源建设部二00二年十月三十日1.制订依据本导则是根据电力工业焊接有关规程、规范、技术条件和相关资料,以国家电力公司火电建设部制订的“T91/P91钢管焊接工艺暂行规定”为版本,结合近年来积累的实践经验进行修订。
2.适用范围2.1 本导则适用于火力发电设备,以T91/P91钢管及与其它钢种相连接的各类焊接接头的制作、安装、检修工程的焊接工作。
2.2 适用于手工钨极氩弧焊和焊条电弧焊的焊接方法。
3.总则3.1 T91/P91钢的焊接工艺评定,应遵守SD340—89《火力发电厂焊接工艺评定规程》的规定,并以工艺评定为基础确定焊接工艺,编制作业指导书。
3.2 焊接T91/P91钢焊工技术能力的验证,应按DL/T679—1999《焊工技术考核规程》的规定考核,取得合格证书后,方可参加焊接工作。
3.3 焊接接头质量检验应遵照DL/T820-2002和DL/T821—2002两本检验规程的规定进行,其质量标准应符合DL5007—92规定。
3.4 对国外引进设备的T91/P91钢焊接工作,应按合同规定进行,如无规定时,其焊接工艺评定、焊工技术考核、焊接工程的技术规定和焊接质量检验等均应执行电力工业焊接相关规程和本导则规定。
3.5 焊接T91/P91钢的场所其环境温度和条件以及防护设施应符合DL5007—92的规定。
焊接工艺指导书

一、编制依据1、《城镇供热管网设计规范》(CJJ-2010)2、《城市供热管网工程施工及验收规范》(CJJ28-2014)3、《高密度聚乙烯外护管硬质聚氨酯泡沫塑料预制直埋保温管及管件》(GB/T29047-2012)4、《无损检测金属管道融化焊环向对接接头射线照相检测方法》(GB/T12605-2008)5、《城镇供热直埋热水管道技术规范》(CJJ/T81-2013)6、《碳钢焊条》(GB/T5117-1995)二、工程概况本工程管道采用高密度聚乙烯外护管硬质聚氨酯泡沫塑料预制直埋保温管,外保护层为高密度聚乙烯外护管。
管道均为预制件。
管道及附件材质均为Q235B,管径大于等于DN200时采用螺旋缝焊接钢管,小于DN200采用无缝钢管。
弯头、变径、三通材质均为Q235B。
主管道分段阀采用手动涡轮球阀,用于泄水、放气的阀门采用法兰式球阀。
三、管道施工1、排管、下管钢管运至现场后,首先根据设备及管件位置进行排管,并在现场将每根钢管的具体长度丈量好,标注具体尺寸和排列位置,以便于接口时对号入座,采用吊车下管,下管过程中采用尼龙吊带进行吊装,以管道保温层的保护。
2、修口、对口修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行全面检查、修正,对口焊接前,用砂轮磨光机将坡口处锈渍等打磨干净,露出新茬后在进行对口焊接。
直线段按照管道自然坡口处理后进行焊接,如遇较大坡度或者圆弧段时,利用打磨机打坡口速度较慢,应按照坡度或圆弧段两根管道之间需打坡口长度利用气焊将多余管壁切除,然后利用打磨机将坡口按照设计要求打磨,修口应按照设计及规范要求操作,详见下表:手工电弧焊对口型式及组对要求量使两根管道在同一直线上,保证对口间隙均匀。
对口完成后用氩弧焊进行点焊固定后进行下步工序。
3、管道焊接(1)所有参加管道焊接的焊工必须持证上岗,施焊范围必须与本人资格考试所取得的资格范围一致,且施焊前要进行专项培训学习,通过试焊检验合格的焊工方可上岗施焊。
T91(P91)钢焊接工艺导则

T9l /P9l 钢焊接工艺导则关于颁发《T9l/P91 钢焊接工艺导则》的通知电源质[2002]100号各省(市、区)电力公司:P91 钢,国内近几年来引进机组主蒸汽管道及再热热段管道普遍采用了300MW 及以上机组也普遍开始采用了这种钢材。
为了指导施工,保证火力发电设备安装、检修的焊接工程质量,我部以国家电力公司原火电建设部颁发的T91/ P91钢焊接工艺暂行规定为版本,结合近年来的实践经验进行了修订,定名为T91 /P91 钢焊接工艺导则》。
现予以颁发,请各单位遵照执行。
附件:T91 / P91钢焊接工艺导则国家电力公司电源建设部OO 二年十月三十日1 、制订依据本导则是根据电力工业焊接有关规程、规范、技术条件和相关资料,以国家电力公司火电建设部制订的“ T91/P91 钢管焊接工艺暂行规定”为版本,结合近年来积累的实践经验进行修订。
2、适用范围2.1 本导则适用于火力发电设备,以T91 /P91 钢管及与其它钢种相连接的各类焊接接头的制作、安装、检修工程的焊接工作。
2.2 适用于手工钨极氩弧焊和焊条电弧焊的焊接方法。
3.总则3. 1 T91 /P91钢的焊接工艺评定,应遵守SD340—89《火力发电厂焊接工艺评定规程》的规定,并以工艺评定为基础确定焊接工艺,编制作业批导书。
3. 2 焊接T91 /P91钢焊工技术能力的验证,应按DL/T679—1999《焊工技术考核规程》的规定考核,取得合格证书后,方可参加焊接工作。
3. 3 焊接接头质量检验应遵照DL /T820—2002和DL /T821 —2002两本检验规程的规定进行,其质量标准应符合DL5007—92规定。
3. 4对国外引进设备的T91 /P91钢焊接工作,应按合同规定进行,如无规定时,其焊接工艺评定、焊工技术考核、焊接工程的技术规定和焊接质量检验等均应执行电力工业焊接相关规程和本导则规定。
3.5 焊接T91/P91 钢的场所其环境温度和条件以及防护设施应符合DL5007—92 的规定。
T91(P91)钢焊接工艺导则

T9l/P9l钢焊接工艺导则关于颁发《T9l/P91钢焊接工艺导则》的通知电源质[2002]100号各省(市、区)电力公司:近几年来引进机组主蒸汽管道及再热热段管道普遍采用了P91钢,国内300MW及以上机组也普遍开始采用了这种钢材。
为了指导施工,保证火力发电设备安装、检修的焊接工程质量,我部以国家电力公司原火电建设部颁发的T91/P91钢焊接工艺暂行规定为版本,结合近年来的实践经验进行了修订,定名为《T91/P91钢焊接工艺导则》。
现予以颁发,请各单位遵照执行。
附件:T91/P91钢焊接工艺导则国家电力公司电源建设部二OO二年十月三十日1、制订依据本导则是根据电力工业焊接有关规程、规范、技术条件和相关资料,以国家电力公司火电建设部制订的“T91/P91钢管焊接工艺暂行规定”为版本,结合近年来积累的实践经验进行修订。
2、适用范围2.1 本导则适用于火力发电设备,以T91/P91钢管及与其它钢种相连接的各类焊接接头的制作、安装、检修工程的焊接工作。
2.2 适用于手工钨极氩弧焊和焊条电弧焊的焊接方法。
3.总则3.1 T91/P91钢的焊接工艺评定,应遵守SD340—89《火力发电厂焊接工艺评定规程》的规定,并以工艺评定为基础确定焊接工艺,编制作业批导书。
3.2 焊接T91/P91钢焊工技术能力的验证,应按DL/T679—1999《焊工技术考核规程》的规定考核,取得合格证书后,方可参加焊接工作。
3.3 焊接接头质量检验应遵照DL/T820—2002和DL/T821—2002两本检验规程的规定进行,其质量标准应符合DL5007—92规定。
3.4 对国外引进设备的T91/P91钢焊接工作,应按合同规定进行,如无规定时,其焊接工艺评定、焊工技术考核、焊接工程的技术规定和焊接质量检验等均应执行电力工业焊接相关规程和本导则规定。
3.5 焊接T91/P91钢的场所其环境温度和条件以及防护设施应符合DL5007—92的规定。
TP91焊接技术导则

T91/P91钢焊接工艺导则关于颁发《T9l/P91钢焊接工艺导则》的通知电源质[2002]100号各省(市、区)电力公司:近几年来引进机组主蒸汽管道及再热热段管道普遍采用了P91钢,国内300MW及以上机组也普遍开始采用了这种钢材。
为了指导施工,保证火力发电设备安装、检修的焊接工程质量,我部以国家电力公司原火电建设部颁发的T91/P91钢焊接工艺暂行规定为版本,结合近年来的实践经验进行了修订,定名为《T91/P91钢焊接工艺导则》。
现予以颁发,请各单位遵照执行。
附件:T91/P91钢焊接工艺导则国家电力公司电源建设部二00二年十月三十日1.制订依据本导则是根据电力工业焊接有关规程、规范、技术条件和相关资料,以国家电力公司火电建设部制订的“T91/P91钢管焊接工艺暂行规定”为版本,结合近年来积累的实践经验进行修订。
2.适用范围2.1 本导则适用于火力发电设备,以T91/P91钢管及与其它钢种相连接的各类焊接接头的制作、安装、检修工程的焊接工作。
2.2 适用于手工钨极氩弧焊和焊条电弧焊的焊接方法。
3.总则3.1 T91/P91钢的焊接工艺评定,应遵守SD340—89《火力发电厂焊接工艺评定规程》的规定,并以工艺评定为基础确定焊接工艺,编制作业指导书。
3.2 焊接T91/P91钢焊工技术能力的验证,应按DL/T679—1999《焊工技术考核规程》的规定考核,取得合格证书后,方可参加焊接工作。
3.3 焊接接头质量检验应遵照DL/T820-2002和DL/T821—2002两本检验规程的规定进行,其质量标准应符合DL5007—92规定。
3.4 对国外引进设备的T91/P91钢焊接工作,应按合同规定进行,如无规定时,其焊接工艺评定、焊工技术考核、焊接工程的技术规定和焊接质量检验等均应执行电力工业焊接相关规程和本导则规定。
3.5 焊接T91/P91钢的场所其环境温度和条件以及防护设施应符合DL5007—92的规定。
焊接工艺指导书
焊接工艺指导书
要求由专业技术人员根据实际情况录入
一.焊接工艺指导书
1.焊接基本要求
(1)焊接工艺越简单越好,焊接技术越完善越好,采用无损接头,力求最小化焊接工艺步骤。
(2)确保焊缝的质量可靠,避免在焊接过程中引起损坏。
(4)严格按照批准的焊接工艺文件进行焊接,不得擅自更改,以避免焊缝质量不可靠。
2.焊接工艺准备
(1)认真熟悉焊接工艺文件,了解焊接所需材料、焊条、焊枪,熟悉焊接工具的操作方法,并了解焊接的注意事项。
(2)根据焊接工艺文件确定焊接材料规格型号,质量检查,清除表面杂质、油污和氧化皮,确保焊接材料表面质量。
(3)根据焊接工艺文件确定焊条质量,焊条的粗细、长度和重量应符合焊接工艺文件中的要求。
(4)根据焊接工艺文件确定焊枪质量,焊枪的功率应符合焊接工艺文件中给出的要求。
3.焊接操作
(1)拧紧焊接点和焊缝,以确保焊缝的质量。
(2)焊枪电流大小、焊枪速度和焊枪焊接位置应符。
焊接工艺作业指导书
**有限公司工作标准焊接工艺作业指导书QZ/cc-S0202-20211、目的与范围为指导公司焊接工艺作业,明确焊接工艺操作规程,确保焊接工艺质量,特制定本标准。
本标准规定了焊接方式的选择标准,焊接的基本操作工艺及其相关注意事项等。
本标准适用于**有限公司2、引用标准无3、职责3.1生产管理部负责制定本标准,并按本标准指导监督公司焊接工艺过程的操作。
3.2 品质管理部负责按本标准要求对公司焊接工艺质量进行检测,确保焊接工艺质量满足要求。
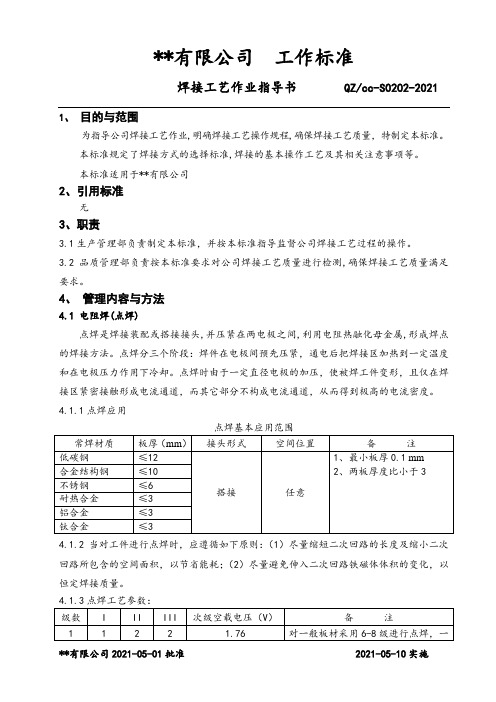
4、管理内容与方法4.1 电阻焊(点焊)点焊是焊接装配或搭接接头,并压紧在两电极之间,利用电阻热融化母金属,形成焊点的焊接方法。
点焊分三个阶段:焊件在电极间预先压紧,通电后把焊接区加热到一定温度和在电极压力作用下冷却。
点焊时由于一定直径电极的加压,使被焊工件变形,且仅在焊接区紧密接触形成电流通道,而其它部分不构成电流通道,从而得到极高的电流密度。
4.1.1点焊应用点焊基本应用范围4.1.2当对工件进行点焊时,应遵循如下原则:(1)尽量缩短二次回路的长度及缩小二次回路所包含的空间面积,以节省能耗;(2)尽量避免伸入二次回路铁磁体体积的变化,以恒定焊接质量。
4.2 电焊电焊主要利用其热能来熔化焊接材料和母材,达到连接金属的目的。
焊接电弧发生在电极和工件之间,是电场通过两极之间气体空间进行持续放电,即所谓气体放电现象。
通过电能放电将电能转化为热能、机械能和光能。
4.2.1焊条的选用及其要点4.2.1.1对焊接材料的力学性能和化学成分要求者:对于普通结构钢,通常要求焊缝金属与母材等强度,应选用抗拉强度等于或稍高于母材的焊条;对于合金结构钢,通常也要求焊缝金属的力学性能与母材金属相同或相近。
4.2.1.2对焊件的使用性能和工作条件要求者:对承受载荷和冲击载荷的焊件,除满足强度要求外,还要保证焊缝金属具有较高的冲击韧性和塑性,应选用塑性和韧性指标较高的低氢焊条;接触腐蚀介质的焊件,应根据介质的性质及腐蚀特性,应选用相应的不锈钢类焊条或其它耐腐蚀焊条。
T91、P91钢焊接工艺导则

《T91/P91钢焊接工艺导则》1制定依据本导则是根据电力工业焊接有关规程、规范、技术条件和相关资料,以国家电力公司火电建设部制定的“T91/P91钢管焊接工艺暂行规定”为版本,结合近年来积累的实践经验进行了修订。
2适用范围2.1本导则适用于电力发电设备,以T91/P91钢管及与其它钢种相连接的各类焊接接头的制作、安装、检查工程的焊接工作。
2.2适用于手工钨极氩弧焊和焊条电弧焊的焊接方法。
3总结3.1T91/P91钢的焊接工艺评定,应遵守SD340-89《火力发电厂焊接工艺评定规程》(现为DL/T868-2004焊接工艺评定规程,下同,编者注)的规定并以确定焊接工艺,编制作业指导书。
3.2焊接T91/P91钢焊工技术能力的验证,应按DL/T679-1999《焊工技术考核规程》的规定考核,取得合格证后,方可参加焊接工作。
3.3焊接接头质量检验应遵照DL/T820-2002和DL/T821-2002两本检验规程室的规定进行,其质量标准应符合DL5007-92(现为DL/T869-2004火力发电厂焊接技术规程,下同。
编者注)规定。
3.4对国外引进设备的T91/P91钢焊接工作,应按合同规定进行,如无规定时,其焊接工艺评定、焊工技术考核、焊接工程的技术规定和焊接质量检验等均应执行电力工程焊接相关规定和本导则规定。
3.5焊接T91/P91钢的场所其环境温度和条件以及防护设施应符合DL5007-92的规定。
3.6实施T91/P91钢焊接工作应遵守国家和电力工业安全、防火、环保和施焊中其他相关条件的有关规定。
4焊接机具和焊接材料焊接T91/P91钢的焊接设备,应选用焊接特性良好、稳定可靠的逆变式或整流式焊机。
其容量应满足焊接规范参数的要求。
氩弧焊工器具4.2.1 氩弧焊枪选用气冷式4.2.2 氩气减压流量计应选择气压稳定、调节灵活的表计,其产品质量和特性应符合国家或部颁标准。
4.2.3 输送氩气的管线应选用质地柔软、耐磨和无裂痕的胶管,且无漏气现象。
T91/P91钢焊接工艺导则
T91/P91钢焊接工艺导则关于颁发《T9l/P91钢焊接工艺导则》的通知电源质[2002]100号各省(市、区)电力公司:近几年来引进机组主蒸汽管道及再热热段管道普遍采用了P91钢,国内300MW 及以上机组也普遍开始采用了这种钢材。
为了指导施工,保证火力发电设备安装、检修的焊接工程质量,我部以国家电力公司原火电建设部颁发的T91/P91钢焊接工艺暂行规定为版本,结合近年来的实践经验进行了修订,定名为《T91/P91钢焊接工艺导则》。
现予以颁发,请各单位遵照执行。
附件:T91/P91钢焊接工艺导则国家电力公司电源建设部二00二年十月三十日1.制订依据本导则是根据电力工业焊接有关规程、规范、技术条件和相关资料,以国家电力公司火电建设部制订的“T91/P91钢管焊接工艺暂行规定”为版本,结合近年来积累的实践经验进行修订。
2.适用范围2.1 本导则适用于火力发电设备,以T91/P91钢管及与其它钢种相连接的各类焊接接头的制作、安装、检修工程的焊接工作。
2.2 适用于手工钨极氩弧焊和焊条电弧焊的焊接方法。
3.总则3.1 T91/P91钢的焊接工艺评定,应遵守SD340—89《火力发电厂焊接工艺评定规程》的规定,并以工艺评定为基础确定焊接工艺,编制作业指导书。
3.2 焊接T91/P91钢焊工技术能力的验证,应按DL/T679—1999《焊工技术考核规程》的规定考核,取得合格证书后,方可参加焊接工作。
3.3 焊接接头质量检验应遵照DL/T820-2002和DL/T821—2002两本检验规程的规定进行,其质量标准应符合DL5007—92规定。
3.4 对国外引进设备的T91/P91钢焊接工作,应按合同规定进行,如无规定时,其焊接工艺评定、焊工技术考核、焊接工程的技术规定和焊接质量检验等均应执行电力工业焊接相关规程和本导则规定。
3.5 焊接T91/P91钢的场所其环境温度和条件以及防护设施应符合DL5007—92的规定。
07T9l/P91钢焊接工艺导则

T91/P91钢焊接工艺导则关于颁发《T9l/P91钢焊接工艺导则》的通知电源质[2002]100号各省(市、区)电力公司:近几年来引进机组主蒸汽管道及再热热段管道普遍采用了P91钢,国内300MW及以上机组也普遍开始采用了这种钢材。
为了指导施工,保证火力发电设备安装、检修的焊接工程质量,我部以国家电力公司原火电建设部颁发的T91/P91钢焊接工艺暂行规定为版本,结合近年来的实践经验进行了修订,定名为《T91/P91钢焊接工艺导则》。
现予以颁发,请各单位遵照执行。
附件:T91/P91钢焊接工艺导则国家电力公司电源建设部二00二年十月三十日1.制订依据本导则是根据电力工业焊接有关规程、规范、技术条件和相关资料,以国家电力公司火电建设部制订的“T91/P91钢管焊接工艺暂行规定”为版本,结合近年来积累的实践经验进行修订。
2.适用范围2.1 本导则适用于火力发电设备,以T91/P91钢管及与其它钢种相连接的各类焊接接头的制作、安装、检修工程的焊接工作。
2.2 适用于手工钨极氩弧焊和焊条电弧焊的焊接方法。
3.总则3.1 T91/P91钢的焊接工艺评定,应遵守SD340—89《火力发电厂焊接工艺评定规程》的规定,并以工艺评定为基础确定焊接工艺,编制作业指导书。
3.2 焊接T91/P91钢焊工技术能力的验证,应按DL/T679—1999《焊工技术考核规程》的规定考核,取得合格证书后,方可参加焊接工作。
3.3焊接接头质量检验应遵照DL/T820-2002和DL/T821—2002两本检验规程的规定进行,其质量标准应符合DL5007—92规定。
3.4对国外引进设备的T91/P91钢焊接工作,应按合同规定进行,如无规定时,其焊接工艺评定、焊工技术考核、焊接工程的技术规定和焊接质量检验等均应执行电力工业焊接相关规程和本导则规定。
3.5焊接T91/P91钢的场所其环境温度和条件以及防护设施应符合DL5007—92的规定。
T91、P91钢焊接工艺导则上课讲义
T91、P91钢焊接工艺导则国家电力 STATE POWER国家电力公司部门文件电源质[2002]100号关于颁发《T91/P91钢焊接工艺导则》的通知各省(市、区)电力公司:近几年来引进机组主蒸汽管道及再热热段管道普遍采用了P91钢,国内300MW及以上机组也普遍开始采用了这种钢材。
为了指导施工,保证火力发电设备安装、检修的焊接工程质量。
我部以国家电力公司原火电建设部颁发的T91/P91钢焊接工艺暂行规定为版本,结合近年来的实践经验进行了修订,定名为《T91/P91钢焊接工艺导则》。
现予以颁发,请各单位遵照执行。
附件:T91/P91钢焊接工艺导则二零零二年十月三十日主题词:颁发焊接导则通知抄送:国家电力建设研究所、各电建公司。
国家电力公司总经理工作部 2002年10月30日印发T91/P91钢焊接工艺导则国家电力公司电源建设部二OO二年十月北京关于颁发《T91/P91钢焊接工艺导则》的通知电源质[2002]100号各省(市、区)电力公司:近几年来引进机组主蒸汽管道及再热热段管道普遍采用了P91钢,国内300MW及以上机组也普遍开始采用了这种钢材。
为了指导施工,保证火力发电设备安装、检修的焊接工程质量,我部以国家电力公司原火电建设部颁发的T91/P91钢焊接工艺暂行规定为版本,结合近年来的实践经验进行了修订,定名为《T91/P91钢焊接工艺导则》。
现予以颁发,请各单位遵照执行。
附件:T91/P91钢焊接工艺导则国家电力公司电源建设部二OO二年十月三十日目录1.制定依据 6.焊接工艺2.适用范围 7.焊后热处理3.总则 8.质量检验和标准4.焊接机具及施焊材料 9.焊缝返修5.焊前准备T91/P91钢焊接工艺导则1、制定依据本导则是根据电力工业焊接有关规程、规范、技术条件和相关资料,以国家电力公司火电建设部制定的“T91/P91钢管焊接工艺暂行规定”为版本,结合近年来积累的实践经验进行了修订。
2、适用范围2.1 本导则适用于火力发电设备,以T91/P91钢管及与其它钢种相连接的各类焊接接头的制作、安装、检修工程的焊接工作。
zyT91/P91钢焊接工艺导则

T91/P91钢焊接工艺导则关于颁发《T9l/P91钢焊接工艺导则》的通知电源质[2002]100号各省(市、区)电力公司:近几年来引进机组主蒸汽管道及再热热段管道普遍采用了P91钢,国内300MW及以上机组也普遍开始采用了这种钢材。
为了指导施工,保证火力发电设备安装、检修的焊接工程质量,我部以国家电力公司原火电建设部颁发的T91/P91钢焊接工艺暂行规定为版本,结合近年来的实践经验进行了修订,定名为《T91/P91钢焊接工艺导则》。
现予以颁发,请各单位遵照执行。
附件:T91/P91钢焊接工艺导则国家电力公司电源建设部二00二年十月三十日1.制订依据本导则是根据电力工业焊接有关规程、规范、技术条件和相关资料,以国家电力公司火电建设部制订的“T91/P91钢管焊接工艺暂行规定”为版本,结合近年来积累的实践经验进行修订。
2.适用范围2.1 本导则适用于火力发电设备,以T91/P91钢管及与其它钢种相连接的各类焊接接头的制作、安装、检修工程的焊接工作。
2.2 适用于手工钨极氩弧焊和焊条电弧焊的焊接方法。
3.总则3.1 T91/P91钢的焊接工艺评定,应遵守SD340—89《火力发电厂焊接工艺评定规程》的规定,并以工艺评定为基础确定焊接工艺,编制作业指导书。
3.2 焊接T91/P91钢焊工技术能力的验证,应按DL/T679—1999《焊工技术考核规程》的规定考核,取得合格证书后,方可参加焊接工作。
3.3焊接接头质量检验应遵照DL/T820-2002和DL/T821—2002两本检验规程的规定进行,其质量标准应符合DL5007—92规定。
3.4对国外引进设备的T91/P91钢焊接工作,应按合同规定进行,如无规定时,其焊接工艺评定、焊工技术考核、焊接工程的技术规定和焊接质量检验等均应执行电力工业焊接相关规程和本导则规定。
3.5焊接T91/P91钢的场所其环境温度和条件以及防护设施应符合DL5007—92的规定。
焊接工艺准则

焊接工艺准则1、适用范围本规则仅适用于手工电弧焊及目前我厂正在使用的熔化极活性气体保护电弧焊(英文简称MAG焊)中的氩气与CO混合气体保护电弧焊.22、焊前工艺规范2.1所有操作者须持有焊工操作证,才允许上岗焊接,对于关键焊接工序,应符合《质量工序控制表》、《质控点》等工艺文件中的人员要求。
2.2施焊现场5米之内不允许有易燃易爆物等不安全因素存在。
2.3穿戴好劳保用品,检查施焊所需要的设备及电路接法是否符合要求,合理使用施焊的辅助工具。
2.4焊前要查看相关的技术文件:图纸及加工工艺过程卡,若有焊接工艺,要查看焊接工艺,并按相关文件选择相应的焊接参数,文件未做规定的,按本守则附表(一)、附表(二)执行。
2.5所用焊丝、焊条必须合格,表面须清洁、光亮,无油污、无锈蚀,镀铜附着力良好,焊条需按有关要求(详见焊条烘干规程)进行烘干处理。
2.6使用混合气,氩气与二氧化碳必须合格,其中CO2气体纯度应高于99.5%才可使用。
氩气与二氧化碳的比为:(70~80)/(30~20),其余要求与规定按《六种气体验收准则》执行。
2.7 施焊前必须彻底清理焊缝区域20mm以内的氧化皮、铁锈、渣瘤、油污等。
2.8工件在拼装过程中,要首先确认工件的符合性,并确保坡口是否符合工艺要求。
2.9工件焊前是否预热,一般应根据焊接材质及施工现场温度来确定, 对于0°C以下的销铀类零件施焊前要预热100~150°。
其它工件主要遵循以下原则:2.9.1低碳钢一般情况下不需要预热,但以下情况要考虑预热:(1)在低温下焊接大刚度工件时,应适当考虑焊前预热,预热温度为100-150°C。
(2)厚度大于50mm的工件,应适当预热或焊后热处理。
2.9.2中碳钢(1)尽可能选用抗裂性好的碱性焊条。
如要求焊缝与工件金属等强度,可根据被焊钢材的强度选用结506、结507或结606、结607焊条;如不要求等强度,应选用强度低些的焊条,如结426、结427等,以提高焊缝金属的塑性,降低裂纹倾向。
p91焊接工艺导则[1]
![p91焊接工艺导则[1]](https://img.taocdn.com/s3/m/9872b7d883d049649b6658c5.png)
p91焊接工艺导则[1]T9l/P9l钢焊接工艺导则关于颁发《T9l/P91钢焊接工艺导则》的通知电源质[2002]100号各省(市、区)电力公司:近几年来引进机组主蒸汽管道及再热热段管道普遍采用了P91钢,国内300MW及以上机组也普遍开始采用了这种钢材。
为了指导施工,保证火力发电设备安装、检修的焊接工程质量,我部以国家电力公司原火电建设部颁发的T91/P91钢焊接工艺暂行规定为版本,结合近年来的实践经验进行了修订,定名为《T91/P91钢焊接工艺导则》。
现予以颁发,请各单位遵照执行。
附件:T91/P91钢焊接工艺导则国家电力公司电源建设部二OO二年十月三十日1、制订依据本导则是根据电力工业焊接有关规程、规范、技术条件和相关资料,以国家电力公司火电建设部制订的“T91/P91钢管焊接工艺暂行规定”为版本,结合近年来积累的实践经验进行修订。
2、适用范围2.1 本导则适用于火力发电设备,以T91/P91钢管及与其它钢种相连接的各类焊接接头的制作、安装、检修工程的焊接工作。
2.2 适用于手工钨极氩弧焊和焊条电弧焊的焊接方法。
3.总则3.1 T91/P91钢的焊接工艺评定,应遵守SD340—89《火力发电厂焊接工艺评定规程》的规定,并以工艺评定为基础确定焊接工艺,编制作业批导书。
3.2 焊接T91/P91钢焊工技术能力的验证,应按DL/T679—1999《焊工技术考核规程》的规定考核,取得合格证书后,方可参加焊接工作。
3.3 焊接接头质量检验应遵照DL/T820—2002和DL/T821—2002两本检验规程的规定进行,其质量标准应符合DL5007—92规定。
3.4 对国外引进设备的T91/P91钢焊接工作,应按合同规定进行,如无规定时,其焊接工艺评定、焊工技术考核、焊接工程的技术规定和焊接质量检验等均应执行电力工业焊接相关规程和本导则规定。
3.5 焊接T91/P91钢的场所其环境温度和条件以及防护设施应符合DL5007—92的规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4.4.3 fr\i^i+te R-nifr Ea*e&r&.'E+EE*h",q*h i*A 4i6/e*LF4f-E t6g-tfl H*-ni1an+#.V, Et + el, ifr n tl.x*.r+fra fr &_1,1.x**+ " iEf+t1**f*4ekh )&E_s0-400, : 3 c s+t'l t-z,J.Ef1?n*!, Eik& g0-120'ctli|*1xr\",f*,86fir€ ,
(G+t*L+tF^nA>> fimz++*,, s/'4+++*ir+8,i r99s
ry gfio*flt*t(T. 3.3 fr&&*ftZb4te€.e-s.
.iLF_"
DLIIr':o2Cf',. DLiT82l+e
-92 , iL+z#tfl.z&4i *fn?t+'12tri++DLs007 ffi;i'.;g{i. zooz
ret/Pe1 fiFH-Z€Ftl
1. f;rliT.{fiiE
L'"'-l?ae ^rrL+Z. #t,t,. #.x5/i4' ,F+ nlF<47+*@-fi
"T91lP9 | lSE 4a*jfri+, y\1?-A h ^A K€€ti.+#'Jit ai h t&6, t?+fr_+**xF. 6tX r\9?b&.4i f?i* tLtg 4t*tLF.-_" 7 l,riT " 2. JEffifiE ffiE^Et* &-n+KhX-AX-+' v\T91/P9l 2.r a+.n'l #je, +F, &4, L;3fr *+e **f+ee * i.1 iaa E l1n4* 4+al
rerner ft{trttrz+nll
a:-
,it
t,'! ni t'
t ,
* q>{ - t.lp, 4 , J
10,J
" e /
L ffi * T frfra(rq /P91 HF Ta+fl|J) fi!iEtr
a rt frQ002100 J + /z.\fl , &E (fi . E )*,JJ T pgtfi , E )t h+x4lffdrfi'E#HH€&F**&€€gE*ffi fi :oovrw&.u LffLAd,gE trffi'*HT X ff fi fr . h T fF+ ffir, ffiiE * k Jr E€,iq€ E * .&.f6*1F#rE,ffi E, * ff t)l@ #.Jrt A tr X 4.8 f],8 iq# rFE f! TeI ne L ffitr # rZE 11 h ffi+, # #E + * frt e,%W. * ft?1Tii6il,fr.Ehdrgtnel fitr*re+fl{) " 4+uffiE,E&+-fr. 9ffifi4f " rPs FFt zTeL 1 fi trf*re +fllj I4
.{.
+:=
,!,41EEt,A,E . T i*a-e n ai*.e E ' i+Fi 5.3.3 7,, i : .*.; XE|+EE,A.A!e?i.Tfr,el "F-i,a*" ' + a, -= ' , f i'+ ,aao51, -tE t. ,eE'I+4')'?3i.. ,8.4'r1,4i+t; ) ) v € , e a, --> a
n\ryE. mizryrF+
lStl ft 3.5 'I+e T9I/P9I Vrt *td-e.;eq-4'H+',\ &fn iiX
#1 *LE #.tr i++ DL5oo7-92 " 1n*irV&r+FE€+ 3.6 **, T91lP9l AF,fl"Q. ltv-tt+ h A. fi K, %4*$ufr,fr* *zia#-.ffi#lfr *.*La-. 4. f++tfJiFfFtrl*fiff+ lqtl!+*iL#, iy'btfl 4.r I+4*Tet/Per *+&+++LF<*?. #,Fq E6tlr.q.{4" g,,a{ fril"" + trE ln 6!.ia L*+en;i, 4
6. trlgrz
ti rZ rfr 6.1 T91 t A,)t; P **iil4t4eiY 74'+*61 ffteh+'l /P9
tv+A+ v+a++*fl.2;t4t&I+. 4Ltr.&.!F + P#*tu, E +F h
I
t
I
n*& 3-8,,ja'*F't,i:tttizXAil F&+ t+2fr-4? tr 4v-LZ E, ,,\&#fr4*ft?. n f+ 1,.|. 6.2 gr 18 *- P9 ieE EtnE tE *- frlb fr\t^I+ * : r E f++€ +frX4Af+EE P91 fr.n'''.':l^[ilfrt'*". i^'ftJ,*nLeafr tl-+*+4*i'8.
svtti;t+#|F-r.*,
j. i. -i ,i;-oX*nti=fi1fll
'
t5-20mm *] fyt*ih. :;1. ,t,E
ir
*
n4"a4L,k+*qrt:frZ++, 6 L**bian'F.
, n
- i . .t h 4 f - i + E + h 9 f r + , - A E + ^ E i h s 4 E € = t e
x{.e,E-tu}Rnw*.
-:
4.7. AiAl?+A*.B*-n **t Min*., +Er*-*fye 4 ffiFL*t. 4.3 i++q"t^*+L:t+ 4.3.1 ft*l ll *,Q,9fr,&q;bn#.6.* 50mm2 l+4*+nfiS 9 frk&k€.,4fr.; €.**l++ttlru*,, q-€Iflfi,6 h zsnnf*+r*+ q n€{s 9 nLl*k+ke-9fr..9fr.*i9lF-rl.,t*fiF<*?. furLlfr. 4. 3.z ;bn #1ft-+.t . *ffi ilX r h X-e, E#-t f+ iy#tl
tql6,.6.Lr,, Ei*+Fln 3.4 riE tl-tltif.+a7 wllP91
- l -
, *f?*tt ;+2. .f+UL+++r, .1+& f,.,+L,Vfr ?i4i, ),o t ;z ii iL i ifl" i* x z+''I+t* ft Z e b I h iv iit 4 @- r tL'174a i h
trxe*.rt^a€.ffiefi#
----E+H=+Fl
v v l l / a r ^
E
t. FdrTfitffi
*
6. R!*TZ
2. jEHffiE 3. ,H.q{ 4. 'tr&,ffLFe,ffitrtt# s. trHf iE€
7. trtr*4ts 8. trE&SiltfriE e. tr1€'E{6
0.5 i.0 i.5 2.0
s.2.4 F#EE+_Lfr)e,t6*l " LE4h
5.3xf s,€.EIF
s.3.1 .F..ElF/fl #l4.eafr. l++* rzt &r<fiftr.#-l.+ 4+ rrd.l+j*rlictFJ /n5 . 5.3.2,8.9 l++oft,F€€ , ^4+&E+ *_6tl p.Xe-.,6ieb f
a l r . 6
rlh
ltf'F611+&i:* " 2.2 En t+ LtAiq-^i$'17fr"*7+a3. EN|J KKfi E&,+ SD340-8e 3.1 Tglfgl afit+Atzi+z, Lzi+ n-h E-Atht ;LF_, 7_v\ E&-f ft i* rzi+ nrn&)) .#t ffli*t'L, &#l+FlL*E€#: #t!#it, iv** DW67v aft 3.2 r+ritT91/P91 :jiy-+a?'h