液性塑料芯轴的设计
4102QB汽缸套精车液塑可胀心轴夹具设计
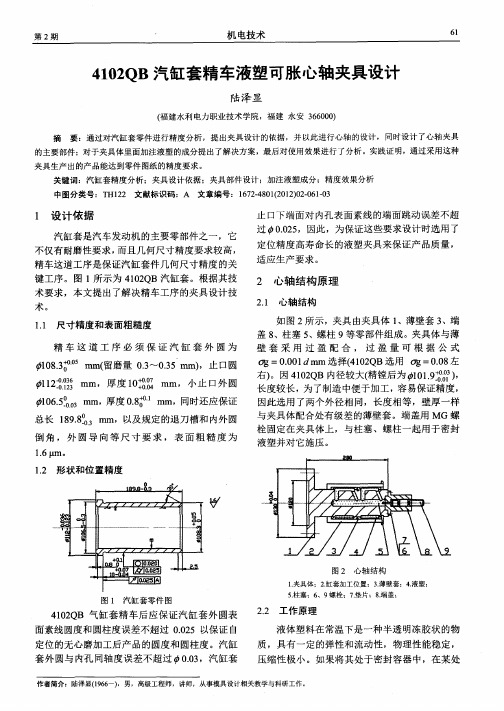
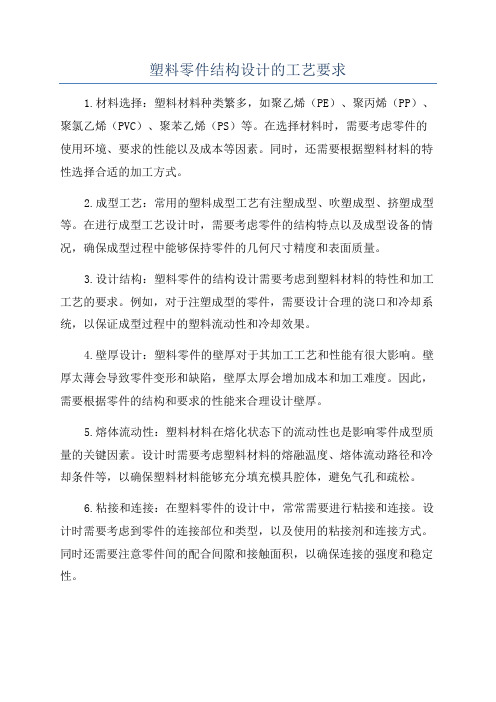
图 1 汽缸套零件 图
4 0 Q 气 缸 套 精 车后 应 保 证 汽缸 套 外 圆表 12 B
22 工 作原 理 . 液 体 塑料在 常 温 下是一 种 半透 明冻 胶状 的物
面 素线 圆度和 圆柱 度误 差不 超过 00 5 以保 证 自 . 2 定 位 的无 心磨 加工 后产 品 的圆度 和 圆柱度 。汽缸 套 外 圆 与 内孑 同轴 度 误差 不 超过 00 ,汽缸 套 L . 3
=
11 尺寸精 度和 表面粗 糙 度 . 精 车 这 道 工 序 必 须 保 证 汽 缸 套 外 圆 为  ̄ 0 . 。 mm( 1 83 ‘ 留磨量 03 . . ̄03 mm) 5 ,止 口圆  ̄ 1-0 m,厚度1 1'0嚣 2 3 m 0
.
…
m m,小止口 ̄1 1 -  ̄
加压 就会 像液 体 一样将 其 所受 压力 均匀 的传 递 到
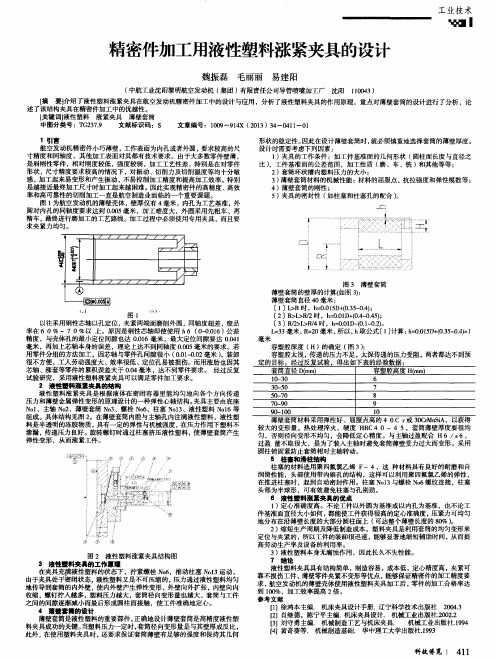
容器 的各 个部 位 ,产 生均 匀 的径 向弹性 变 形 ,液 塑夹 具如 图 2所示 。当拧紧 螺柱 9 ,通过柱 塞 5 即可 对液 塑加 压 ,液 塑通 过合 理通 道而 均 匀地 作
外径 与配 合尺 寸 同轴 度误 差不超 过 O0 .2 mm, 圆度 不超 过 O 1 .5 0 mm。薄壁套 加热 后套在 夹 具体
质 ,具有 一 定 的弹性 和流 动性 ,物 理 性能稳 定 , 压缩 性极 小 。如 果将 其处 于密 封 容器 中 ,在 某 处
作 者简 介 :陆泽  ̄(9 6 ) 16 - ,男 ,高 级工程 师 ,讲 师,从 事模 具设 计相 关教 学与 科研 工作 。
6 2
机 电技 术
21 年 4 02 月
总长 19 o m ,以 8.n m 及规定的退刀槽和内 与夹具 体配 合处 有级 差 的薄壁套 。端 盖用 MG 螺 8 外圆
精密件加工用液性塑料涨紧夹具的设计
薄壁 套筒 材料 采用 弹性好 、屈 服点 高 的 4 0 C r 或3 0 C r Mn S i A,以获 得 一 一 一 一 较 大的 变形量 。热处理 淬火 ,硬 度 HR C4 0 —4 5,套筒 薄壁 厚度 要很 均 匀 ,否则 径 向变形 不均 匀 ,会 降低 定心 精度 。与 主轴 过盈 配合 H6 /s 6, 过盈 量不取很大,是为了装入主轴时避免套筒薄壁受力过大而变形。采用 圆柱销固紧防止套筒相对主轴转动。 5 柱塞和滑柱结构 柱塞 的材 料选用 聚 四氟氯 乙烯 F 一 4,这 种 材料 具有 良好 的耐 磨和 自 润滑 性能 ,头 部使用 带 内锥孔 的结 构 ,这样 可 以利 用 聚四氟 氯 乙烯 的弹性 , 在推 进柱 塞时 ,起到 自动 密封作 用 。柱塞 N o 1 3 与 螺栓 N o 6螺纹 连 接 ,柱 塞 头部为半球形 ,可有效避免柱塞与孔别劲。 6 液性 塑料 涨 紧夹具 的优 点 1 )定 心准确 度 高。不 论工 件 以外 圆为基 准或 以 内孔为 基准 ,也 不论 工 件基准面直径大小如何, 都能使工件获得很高的定心准确度, 压紧力可均匀 地分布在沿薄壁长度的大部分圆柱面上 ( 可达整个薄壁长度的 8 0 %) 。 2)缩短 生产 周期 及降低 制 造成本 。塑料夹 具 是利用 套 筒的均 匀 变形来 定 位 与夹 紧的 ,所 以工件 的装 卸很 迅速 ,能够 显著 地缩 短辅 助时 间 , 从 而提 高劳动生产率及设备的利用率。 3 )液性塑料本身无腐蚀作用 ,因此长久不失性能。 7 结论 液性塑 料夹 具具 有结 构简单 ,制造 容易 , 成 本低 , 定 心精 度 高 , 夹 紧 可 靠不损伤工件, 薄壁零件夹紧不变形等优点 , 能够保证精密件的加工精度要 求, 航空发动机的薄壁壳体使用液性塑料夹具加工后 , 零件的加工合格率达 到 1 0 0 %,加工效 率提 高 2 倍。 参 考 文献 【 1 ]徐鸿 本 主编. 机 床夹 具设 计手 册.辽宁 科学技 术 出版社 2 0 0 4 . 3 『 2 ]肖继德,陈宁平主编.机床夹具设计. 机械工业出版社. 2 0 0 2 . 2 【 3 ]刘守 勇 主编 . 机 械 制造工 艺与 机床 夹具 . 机 械工 业 出版社 . 1 9 9 4 『 4 1黄奇葵等. 机械制造基础. 华中理工大学出版社. 1 9 9 3
液体硅胶产品设计方案模板
液体硅胶产品设计方案模板一、产品概述液体硅胶产品是一种具有优异耐热、耐寒、耐化学品腐蚀的特性的高性能材料。
该产品广泛应用于电子、汽车、医疗器械等领域,具有出色的绝缘、防水、抗震动等功能。
本设计方案旨在提供一套操作规范,以确保液体硅胶产品的设计和生产的质量和一致性。
二、原材料选择1. 液体硅胶:根据不同产品的用途和要求选择合适的液体硅胶,确保满足所需的物理和化学性能。
2. 加工助剂:根据设计需要,添加适量的加工助剂,确保液体硅胶的粘度、流变性能等符合要求。
3. 染料和填充剂:如有需要,可添加染料和填充剂进行颜色处理和增加材料的硬度和强度。
三、产品设计1. 外观设计:根据产品用途和市场定位,设计产品外观形状、尺寸和表面纹理等,追求美观与实用结合。
2. 结构设计:根据产品功能要求,设计合理的结构,确保产品的稳定性和可靠性。
3. 工艺设计:根据生产工艺流程,确保产品能够顺利生产,并在成型、固化等过程中不产生质量问题。
四、产品制造过程1. 材料配比:按设计要求进行液体硅胶和其他材料的配比,确保各种原材料在适宜的比例下进行混合。
2. 混合:使用搅拌设备对原材料进行充分混合,确保混合均匀,消除气泡等不良现象。
3. 充模:将混合好的液体硅胶倒入模具中,确保模具内部表面涂布均匀。
4. 固化:按设计要求和工艺条件,对液体硅胶进行固化处理,使其在一定时间内达到预期性能。
5. 后处理:将固化后的产品进行去除模具、修整、清洁等后处理工序,确保产品质量。
五、产品质量控制1. 原材料检验:对所采购的液体硅胶和其他原材料进行检测,确保其符合产品质量要求。
2. 生产过程控制:对每个生产环节进行严格的控制和记录,确保产品的一致性和稳定性。
3. 产品检测:对成品产品进行抽样检测,测试其物理性能、化学性能等指标,确保产品质量达标。
4. 不良品处理:对不合格或不良品进行分类、记录和处理,以提高产品质量和生产效率。
六、环境保护1. 废弃物处理:对生产过程中产生的废弃物进行分类、储存和处理,确保环境的卫生和安全。
塑料制品转轴结构设计
塑料制品转轴结构设计
塑料制品转轴结构设计是一项关键的工程任务,它涉及到塑料制品的使用寿命、性能和稳定性。
在设计转轴结构时,需要考虑到材料的选择、结构的稳定性以及使用环境的影响。
首先,在选择材料时,需要考虑塑料的强度、耐磨性、耐腐蚀性以及耐高温性能。
常见的塑料材料有聚丙烯(PP)、聚乙烯(PE)、聚氯乙烯(PVC)等。
根据转轴的
使用环境和要求,选择合适的塑料材料非常重要。
其次,在设计转轴的结构时,需要考虑到转轴的承载能力、转动平稳性以及可
靠性。
合理的结构设计能够有效地提高转轴的使用寿命和性能。
一般来说,转轴的结构设计应该考虑到轴的直径、长度、壁厚、轴承的选择以及轴的表面处理等因素。
另外,转轴的结构设计还需要考虑到安装的便捷性和维护的方便性。
合理的设
计可以降低维护的成本和时间,提高设备的可靠性和稳定性。
因此,在设计转轴结构时,应该考虑到轴的拆装方便性、轴承的更换和维护的便捷性等因素。
在转轴的使用环境影响下,设计者还需要考虑到温度、湿度、压力、腐蚀性等
因素对转轴的影响。
根据不同的使用环境,设计者可以选择不同的材料、表面处理方法以及结构设计,以确保转轴在恶劣的环境下也能够正常工作。
综上所述,塑料制品转轴结构设计是一个复杂的工程任务,需要设计者综合考
虑材料的选择、结构的稳定性、使用环境的影响以及安装维护的便捷性等因素。
合理的设计可以提高转轴的性能、使用寿命和可靠性,从而满足用户的需求和要求。
设计者应该不断学习和积累经验,以提高设计的水平和质量,为塑料制品转轴的设计和应用贡献自己的力量。
塑料制品转轴结构设计

塑料制品转轴结构设计【知识专栏】塑料制品转轴结构设计:从简到繁,深入探讨塑料制品转轴的设计原理与优化方法1. 引言塑料制品在现代生活中的应用越来越广泛,而转轴作为其中不可或缺的组成部分,其设计也显得尤为重要。
本文将从简到繁,由浅入深地探讨塑料制品转轴的设计原理与优化方法,帮助读者全面理解和灵活应用于实际工程中。
2. 塑料制品转轴的基本原理与分类转轴是塑料制品中用于支撑并实现旋转运动的关键部件。
根据材料的不同,我们可以将塑料转轴分为一体成型转轴和组合式转轴两类。
一体成型转轴是指将轴承部分与固定部分一起制成一个整体,适用于负载较小、摩擦系数较低的应用场景。
而组合式转轴则将轴承部分和固定部分分开制作,具有更好的可组装性和可调性。
3. 塑料制品转轴的设计要素3.1 材料选择:塑料转轴的材料选择要考虑到其力学性能、耐磨性、耐腐蚀性等因素。
常见的塑料材料有聚酰胺、聚四氟乙烯等,其中聚酰胺具有良好的机械性能和磨损性能,适用于高负载、高速度的应用场景。
3.2 结构设计:合理的结构设计可以提高塑料转轴的稳定性和承载能力。
常见的结构设计包括圆柱轴、滚珠轴等,其中滚珠轴由于其接触面积小、摩擦系数低的特点,适用于高速度和高负载的转轴。
3.3 润滑设计:合适的润滑设计可以减少摩擦损失、延长塑料转轴的使用寿命。
常见的润滑方式有干润滑和湿润滑两种,其中湿润滑常采用润滑油或润滑脂来降低摩擦系数。
3.4 加工工艺:良好的加工工艺可以保证塑料转轴的精度和表面质量。
常见的加工工艺有注塑、挤出、塑料成型等,其中注塑工艺适用于制作复杂形状的转轴。
4. 塑料制品转轴的优化方法4.1 材料优化:根据具体应用要求,选择合适的材料以满足塑料转轴的机械性能和耐磨性等需求。
4.2 结构优化:通过优化转轴的结构设计,提高其稳定性和承载能力,增强其适应高速和高负载的能力。
4.3 润滑优化:通过改进润滑方式和选用更合适的润滑材料,降低摩擦系数,延长转轴的使用寿命。
液性塑料定心夹紧机构的应用

面是深度尺寸 1 的测量基准,其下端藉三根弹 9 簧 9浮动支 承,确保 浮动盘上表 面始 终与连接套
 ̄20 7孔 的 c面相贴 合 , 6M 以便保 证测 量结 果 的准
确 性。
5液性塑料定心夹紧机构 的特点
液 性塑料 定心 夹紧机 构是 利用液 性塑料 的不可 压缩 性 , 压力 均匀 地传递 给 薄壁套 简 , 套筒 产生 将 使 弹 性变 形 , 工件 定心 撑紧 , 心精 度 高 , 且还 便 将 定 而 于 工件 的装卸 和夹 紧 , 工作效 率较 高 。
2机加工 难点
加 工 连 接 套 的难 点就 是 W2 51 承 孔相 对 1b7轴 于基准 B的 同轴度 01m 难 以保 证 ,加 工 时测 量 . m 0
尺寸 14 困难 。 9
3误差分析
如果采 用一 般的定 位心轴 定位 ,经验 证 明, W201 6 b7孔 与定 位心 轴 的 最 小 间 隙 x 应 不 小 于
圈 1 连 接 套 示意 圈
块 支承块 7要求 同时磨 削 , 即必须等 高 。薄壁 套筒 8 壁 厚 2 m,且 要求 壁 厚 误差 不 大 于 00 mm,外 圆 a r .6
1连 接套 的设计和工艺要求
设计 要求 : 连接 套 小端 W2 5 1M7轴承 孔 相对 于 大 端 W20 6 M7轴承 孔 ( 准 B 的 同轴 度 不大 于 基 )
卸小车、 主控台、 随行工装 、 焊接站和存放 台等五部 分组 成 。 随行 工装 对 工件 进行 装夹后 , 用传 感器 的 利 输 出信号将随行工装上面的工件 由运输小车运送到 各焊接站内的焊接变位机上,而后由主控台进行程 序 控 制并 由机械 手进 行全 自动焊 接 。它 不 同于单 一
塑料零件结构设计的工艺要求
塑料零件结构设计的工艺要求1.材料选择:塑料材料种类繁多,如聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)、聚苯乙烯(PS)等。
在选择材料时,需要考虑零件的使用环境、要求的性能以及成本等因素。
同时,还需要根据塑料材料的特性选择合适的加工方式。
2.成型工艺:常用的塑料成型工艺有注塑成型、吹塑成型、挤塑成型等。
在进行成型工艺设计时,需要考虑零件的结构特点以及成型设备的情况,确保成型过程中能够保持零件的几何尺寸精度和表面质量。
3.设计结构:塑料零件的结构设计需要考虑到塑料材料的特性和加工工艺的要求。
例如,对于注塑成型的零件,需要设计合理的浇口和冷却系统,以保证成型过程中的塑料流动性和冷却效果。
4.壁厚设计:塑料零件的壁厚对于其加工工艺和性能有很大影响。
壁厚太薄会导致零件变形和缺陷,壁厚太厚会增加成本和加工难度。
因此,需要根据零件的结构和要求的性能来合理设计壁厚。
5.熔体流动性:塑料材料在熔化状态下的流动性也是影响零件成型质量的关键因素。
设计时需要考虑塑料材料的熔融温度、熔体流动路径和冷却条件等,以确保塑料材料能够充分填充模具腔体,避免气孔和疏松。
6.粘接和连接:在塑料零件的设计中,常常需要进行粘接和连接。
设计时需要考虑到零件的连接部位和类型,以及使用的粘接剂和连接方式。
同时还需要注意零件间的配合间隙和接触面积,以确保连接的强度和稳定性。
7.表面处理:塑料零件的表面处理可以提高其外观质量和使用寿命。
常见的表面处理包括喷涂、电镀、印刷和喷沙等。
在设计时需要考虑到表面处理的要求和工艺,以便在成型过程中留出足够的表面处理余量。
综上所述,塑料零件结构设计的工艺要求包括材料选择、成型工艺、设计结构、壁厚设计、熔体流动性、粘接和连接以及表面处理等方面。
只有充分考虑这些工艺要求,才能设计出满足使用要求并具有良好加工性能的塑料零件。
水润滑塑料合金轴承PVT曲线的实验研究

P n m. e g i n n g i u uj g o j Wa x Y b n j a i n a
( t eK I br r o  ̄}n a T nm s o ,01 l gU i r t,CK n O 4 ) St  ̄ ot) f a a , M m i l r s ii u e a sn 【 H nv s y In g 4 O 4 ei l O
d s , o w t u r ae e n g s m e i f ae bi td ba n si g rl c r h K4 WO  ̄ ;W a e f ' y l trb 妇 H峨 Al y l o Ⅳ FGm
很长时期 以来 ,机械 传动 系统 中的各 种摩 擦 副, 往往都是 以金属构件组成 ,并 以油作为润滑介 质和工 作介质。这样不仅耗费了大量油料和贵重有色金属等 战略资源 ,而且为 了防止油泄漏 ,需要 进行密封 ,使
P:压 力 ,
: :
速度,
摩 擦系数 , : 时间。 n叮曲线就 是为 分析 ps 与 之 ^ 关 系而 建立 ¥ r H 1 的 曲线 :
【 )通 过径 向压 力 在轴 承 的 投 影
区域来进行计算的。这个 区域是 由轴 承的内径和长度 来决定的。如 图 1 所示 。这样给 出的是 一个 近似的 比 压 ,并且假设这个 区域 中比压是均匀 的。
水润滑塑料台金轴承在运转 中会 产生摩擦热 ,并
导致温度 升 高。在温度 达 到 6 ℃时 会导 致塑 料合 金 0 材料 水解 。P T v 曲线就是 为分析 P 与摩擦 热之间关 系而建立 的曲线 ,它在水润滑塑料合金设计 中占有十 分重要的地位 。 1 实 验 原 理 P 代表 压 力 、速 度 和 时 间 ,在 选 择 轴 承 材 料 竹 时 .不能把单个 因素分开考虑 。滑动轴承运行 时产 生 的摩擦热 可以用下式表示 :
精密轴系液性塑料锁定机构弹性套的合理壁厚
t
收 稿 日期 :0 10 8 修订 日 期 :0 11 .2 2 0 .41 ; 2 0 91
作 者 耐 舟 : 恒 震 (9 2) 男 , 师 . 学 博 士 . 戴 16 一 , 讲 工 主要 从 事精 密机 械 及 传 感 铡 控 方 面 的 研 究
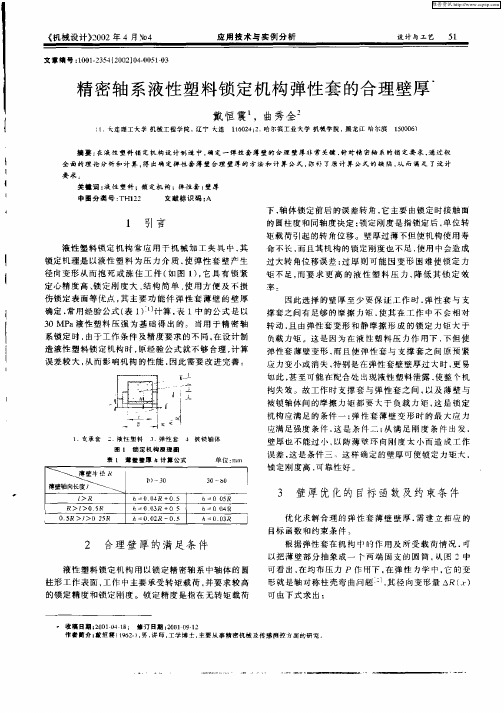
确定 , 用经验 公式 ( 1 计 算 , 1中的公 式 是 以 常 表 ) 表 3 a液性塑 料 压 强 为基 础 得 出的 。 当用 于精 密 轴 0MP 系锁定 时 , 由于工 作条件 及 精度要 求 的不 同 , 在设 计 制 造 液性塑 料锁 定 机构时 , 经验 公式 就不够 合理 , 算 原 计
误 差 较 大 , 而 影 响 机 构 的性 能 , 此 需 要 改 进 完 善 。 从 因
因此选 择 的壁 厚至 少要 保 证 工作 时 . 弹性 套 与 支 撑套 之间有 足够 的摩擦 力矩 , 其 在 工作 中不 会 相 对 使 转动 , 由弹性 套变 形 和 静摩 擦 形 成 的 锁定 力矩 大 于 且
一 一
要 求。
关量 词 : 性 塑料 ;镇 定 机 构 ; 性 套 ; 厚 液 弹 壁
中 圈分 类号 : HI 2 T 2 文献 标 识 码 : A
了 了了 一
下 , 体锁 定前后 的误 差转 角 , 主要 由锁定 时接 触 面 轴 它 的 圆柱 度和 同轴 度决定 ; 锁定 刚度 是 指锁定后 , 位转 单 矩 载荷 引起 的转 角位移 。壁 厚过 薄不 但使机 构使 用 寿 液性 塑料锁 定 机构 常 应 用 于 机 械加 工夹 具 中 , 其 命不 长 , 且其 机构 的锁定 刚 度也不 足 , 用 中会 造 成 而 使 过太转 角位 移误 差 ; 厚 则可 能 因 变 形 困难 使 锁定 力 过 矩不足 , 要 求 更 高 的液 性 塑 料压 力 , 低 其 锁 定 效 而 降
液性塑料心轴夹具设计及分析
液性塑料心轴夹具设计及分析摘要心轴定位是机械加工中常见的一种定位方式,广泛应用于车、铣、钻、磨等工序中,主要应用于要求以内孔为定位基准,并保证外圆轴线和内孔轴线的同轴度要求或者螺栓孔对于中心孔有位置度要求的情况。
本设计将以加工轴套类零件外表面为例来对塑料心轴进行设计与制造,并对其夹紧力进行分析,使其能准确的夹紧工件,实现高精度加工液性塑料定心夹紧机构是弹性定心夹紧机构的一种, 是适应近年来机械行业对零件的高精度要求出现的,效率高且极大的降低了成本.它以液性塑料作为介质,利用其不可压缩性,可以将压力均匀地传递给薄壁套筒或滑柱,使薄壁套筒或滑柱产生均匀的径向弹性变形或位移而将工件定位和夹紧.液性塑料定心夹紧机构的优点在于定心精度高,其定心精度一般可以达0.005mm~0. 01mm ,最高达0.001 mm ,同轴度可达0.01mm~0.02mm. 另外还用于多位夹紧,其夹紧迅速,夹紧力大且可靠.但对目前现在存在的各种局限性也做了相关例举。
……………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………。
关键词: 液性塑料;薄壁;高精度;心轴;夹具;弹性变形The fixture design and analysi of the liquid plasticsAbstractThe location is a mechanical in a common alignment, it is widely used in cars, innovation, and worn for implementation, the main application for a position to within a benchmark and make sure that the outer circle of axes and the axis of the hole in the request or bolt hole in the center of a good location for the requirements.This design will be processed the parts of the external surface of type of plastic made to the design and manufacture, and analysis, the force to be precise grip, high precision work to the heart of plastics processing between the agency's authority centring between a, in recent years machinery industry to the parts of high-precision demand, high efficiency and reduce the cost of great。
液性塑料心轴的设计与试验研究

件与 套筒 之 间的 间隙 , 而 使 工 件得 到准 确 定 心夹 从
紧。 1 1 工 艺 现 状 分 析 .
由图 1可 知 , 削 后 的 外 圆 将 作 为 下 道 工 磨 序—— 镗 孔 的工 艺 基 准 , 因此 跳 动要 求 非 常 高 。 目
p a t x e d d c r x e a e i n pa e f ra t p c l ic s ls i e tn e o e a l s d sg l n o y ia e e ,wh c i l i d a h r b e t a h r cs f fa c p i h man y a me t t e p o lm h tt e p e ie o r me
W ANG id n Jn o g,W ANG a g Qin
( e Te h o o y Re e r h I s iu e n e n o i is a h n r ( o p Th c n lg s a c n tt t ,I n r Mo g l F r tM c ie y Gr u )C . a o ,Lt ,B o o 1 0 2 d a t u 0 4 3 ,C i a hn ) Ab t a t El si o e a l i a k n fe t n e u o t te tv i t r s sr c : a tcc r x e s i d o x e d d a t ma i a t n ie fx u e ,wh c e l e o — p c re t to y u c ih r a i s n n s a e o i n a i n b — z
液性 塑 料 心 轴 的 设 计 与试 验 研 究
磨内圆液性塑料夹具的研制

复到原来的位置 , 从而将工件松开。
3 液性 塑料 夹具 设计 计算
3J 内套 筒 的受 力分析 .
主 要成 分 聚氯 乙烯 树 脂 1 %,增 塑 剂磷 苯 二 甲酸二 5 丁脂 8 %, 3 稳定剂 硬 脂酸 钙 2 , 释剂真 空油 适量 。 % 稀
43 塑 料 的 配 制 .
内套筒部宽度 : 2 . 5
内套筒 产生 夹 紧力 矩 :
= . T = 41 m 25 了 1. m
M= x 2 / 55 m、
=
・ D
× . 8 1 8 3 4 .6 m 0 4 x 7  ̄2 5 85 N・ 4
安装在 夹 具里 面 后 , 加 将
压螺钉拧入 , 通过螺钉使
0 2 m 。式中, 为套筒屈服极限 , .8m 5 6 内套筒材料为 4 C , 0r
查表 知 E 2 4 a6= 5 MP 。 = 0 GP ,s8 0 a ;
[ 参考文献 ] [ ] 林文焕 , 1 陈本通. 机床夹具设计 [ . : M] 北京 国防工业出版社 ,9 7 18. [ ] 陈正 昕 , 2 徐可伟 , 训生. 朱 液性塑料 自动定心夹具 []机械工程 J.
D= 7 m1 。 1 80 i +4 . 5
浇 注 前 为 了 防止 浇 注 过程 中塑 料 遇 冷 失 去 流 动性 ,
在 浇 注前 将 夹 具 预热 到 10 ~ 5 ̄ , 料 浇 注 时 , 孔 3  ̄ 10C 塑 C 将 朝上 , 孔 灌 注 , 气从 另一 个 孔排 出直到 塑料 灌 满 即 一个 空
内套筒 是 液性 塑料 夹 具 中最 重要 的组 成 元件 ,内套
筒材料用 4 C , 0r 热处理硬度为 H C 8 5 , R 4 ~ 2 内套筒受液体
用于某转子同心度测量的液性塑料夹具设计
作为一种高速旋转机械,航空发动机转子组件不同心度的大小直接影响不平衡量幅值。
例如,某风扇转子重量约为200kg,工作转速不低于8000r/min,不同心度偏差为0.01mm时,就会产生近1.2×108N的轴承冲击力,对发动机整机振动影响非常大。
因此,转子同心度是发动机装配中非常重要的测量和控制参数。
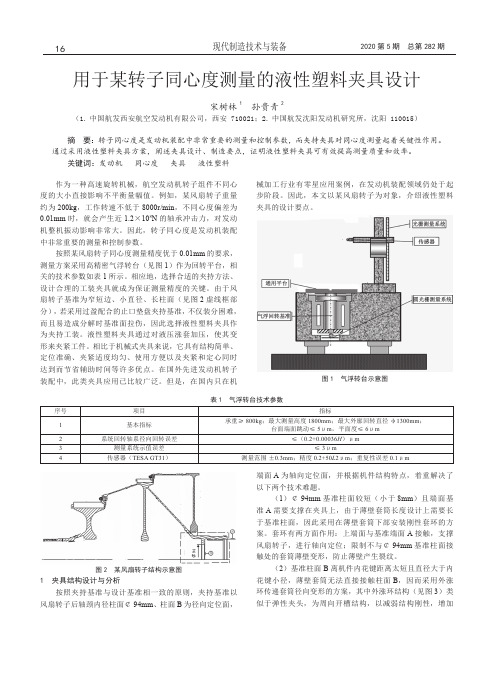
按照某风扇转子同心度测量精度优于0.01mm的要求,测量方案采用高精密气浮转台(见图1)作为回转平台,相关的技术参数如表1所示。
相应地,选择合适的夹持方法、设计合理的工装夹具就成为保证测量精度的关键。
由于风扇转子基准为窄短边、小直径、长柱面(见图2虚线框部分),若采用过盈配合的止口垫盘夹持基准,不仅装分困难,而且易造成分解时基准面拉伤,因此选择液性塑料夹具作为夹持工装。
液性塑料夹具通过对液压涨套加压,使其变形来夹紧工件。
相比于机械式夹具来说,它具有结构简单、定位准确、夹紧适度均匀、使用方便以及夹紧和定心同时达到而节省辅助时间等许多优点。
在国外先进发动机转子装配中,此类夹具应用已比较广泛。
但是,在国内只在机械加工行业有零星应用案例,在发动机装配领域仍处于起步阶段。
因此,本文以某风扇转子为对象,介绍液性塑料夹具的设计要点。
图1 气浮转台示意图(1.中国航发西安航空发动机有限公司,西安 710021;2.中国航发沈阳发动机研究所,沈阳 110015)摘 要:转子同心度是发动机装配中非常重要的测量和控制参数,而夹持夹具对同心度测量起着关键性作用。
通过采用液性塑料夹具方案,阐述夹具设计、制造要点,证明液性塑料夹具可有效提高测量质量和效率。
关键词:发动机 同心度 夹具 液性塑料表1 气浮转台技术参数序号项目指标1基本指标承重≥800kg;最大测量高度1800mm;最大外廓回转直径φ1300mm;台面端面跳动≤5μm,平面度≤6μm2系统回转轴系径向回转误差≤(0.2+0.00036H)μm3测量系统示值误差≤3μm4传感器(TESA GT31)测量范围±0.3mm;精度0.2+50L2μm;重复性误差0.1μm图2 某风扇转子结构示意图1 夹具结构设计与分析按照夹持基准与设计基准相一致的原则,夹持基准以风扇转子后轴颈内径柱面¢94mm、柱面B为径向定位面,端面A为轴向定位面,并根据机件结构特点,着重解决了以下两个技术难题。
液性塑料芯轴胀套夹具
液性塑料芯轴胀套夹具液性塑料芯轴胀套夹具通过查找资料,液性塑料需要现配比制作,然后浇筑,并且浇筑时夹具还需要预热,因此,液性塑料夹具对装配要求较高。
液性塑料夹具是利用液性塑料的不可压缩性,将压力均匀的传递给薄壁套筒,并通过套筒的变形来定位和夹紧工件。
或者在多位夹具中,作为传力介质,将压力均匀地传给滑柱来夹紧工件。
液性塑料夹具可用于磨、车、铣、钻、镗、齿轮加工、涡轮加工等。
本文以从排气门座为例,介绍液性塑料芯轴。
图1 液性夹具一、工件分析如下图所示为排气门座,其装在气缸盖上与气门面紧密贴合,对气缸起控制排气和密封燃烧室的作用,故其生产要求高,其壁薄、强度差、易变形、内外圆的尺寸精度、跳动要求高等特点给加工生产带来了很大困难,产品质量不稳定,特别是批量生产的质量很难得到有效控制。
图2 排气门座二、夹具的结构及工作原理常规加工薄壁筒类零件通常采用共同料或以端面定位夹紧等方法加工,但加工精度及稳定性均不太好,为满足其较高的加工精度及形位公差要求,采用自制液性塑料芯轴夹具来解决加工难题。
工件套在薄壁涨套上,拧动螺钉6,推动柱塞7,挤压液性塑料9,由于液性塑料具有不可压缩性,因而迫使薄壁涨套2径向涨大,均匀压在工件的内壁上,从而使工件得到精密装夹定位。
当零件加工完成后,松开螺钉6,则液性塑料弹性恢复,薄壁涨套亦恢复到原始状态,工件可方便取下,这样既达到了工件的同轴度要求,又不会使工件变形。
图3 液性塑料芯轴此夹具后端设计与车床主轴直接相连接,所以使用时,将车床三爪卡盘拆卸,这样就规避了三爪卡盘的装夹误差,所以该夹具具有加工精度高、使用方便、稳定性高等特点。
三、夹具的设计基本步骤及要点3.1基本步骤①对薄壁套进行受力分析,同时选择薄壁涨套的材料,如40Cr,通过材料的弹性系数及屈服极限验证材料是否满足工件的夹紧要求;②配制液性塑料:聚氯乙烯(使塑料冻结)、苯二钾酸二丁酯(增塑,使之具有弹性)、硬脂酸钙(增加稳定性)、真空油(润滑,增加塑料的柔软性),按适当比例调制;③将配制完成的液性塑料熬制,灌人芯轴及涨套中,冷却即可。
液性塑料定心夹具的结构优化设计

液性塑料定心夹具的结构优化设计侯军燕;胡迎春;胡裔志【摘要】Major factors of influencing accuracy of clamp ,such as work piece length,liquid friction and sleeve material,are obtained through Finite Element Analysis of hydraulic plastic centering clamp in which some misunderstanding are found in traditional design. Then an optimal design for dividing the internal sleeve into two parts is proposed,which process shall be controlled by a self-lock“valve”and adjusted to maintain even pressure of two sides in order to avoid losing of liquid friction pressure occurred by overlong sleeves.After optimization the average working stress could reach to 460.18MPa without increasing externalpressure ,increasing material strength. Thus ,clamping force of the sleeve is increased with the displacem ent of sleeve being increased from 4.46μm to 5.20μm and position accuracy reaching IT5 to IT6 which shall guarantee the fine processing.%对液性塑料定心夹具进行有限元建模和分析,发现了传统设计中的一些误区,得出工件长度、液体摩擦和套筒材料是影响夹具精度的主要因素.提出将套筒内部长度分为两段的优化设计,由自锁"阀门"控制,调节保持"阀门"两侧始终压力相等,避免了因套筒过长造成的液体摩擦压力损失.优化后,在不增加外压力和材料强度许可下,使套筒平均工作应力达到460.18MPa,提高了套筒的夹紧力,套筒薄壁位移由4.46μm增加到5.20μm,定位精度达到了IT5~IT6.为精加工提供了保障.【期刊名称】《机械设计与制造》【年(卷),期】2011(000)007【总页数】3页(P41-43)【关键词】有限元;液体摩擦;薄壁套筒【作者】侯军燕;胡迎春;胡裔志【作者单位】广西工学院,机械工程系,柳州,545006;广西工学院,机械工程系,柳州,545006;广西清隆机械制造有限公司,柳州,537200【正文语种】中文【中图分类】TH12;TG7551 引言液性塑料定心夹具是根据液性介质密闭的空间中能够均匀地向各个方向传递压力[1],使套筒产生弹性变形来定心夹紧工件的机构。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1一 芯轴 ;2一 涨 套 ;3一 内六 角 平 端 紧 定 螺 钉 ;4一 内 六 角 圆 柱 螺 钉 ;5一 内六 角 平 端 紧 定 螺 钉 ;6一 六 角 螺 钉 ;7一 柱 塞 ;8一 内六 角 圆柱 螺 钉 ;9~ 液 性 塑 料 。
现 场 经 验
文 章 编 号 :1007 ̄034(2018)01_0O47-02
DOI:10.14032/j.issn.1007 ̄034.2018.01.020
液 性 塑 料 芯 轴 的 设 计
葛成 荣 ,赵 晶
(1.常 州铁 道 高等 职业技 术 学校 ,常 州 213011;2.常 州科兴铁 路 装备 有 限公 司 ,常州 213011)
文 献 标 识 码 :B
图 1所示 的排 气 门座 为 HXN5型柴 油机 气 缸 盖 配件 中形 位公 差要 求 最 高 的 零 件之 一 ,其 装 在气 缸盖 上 与气 门面 紧 密贴 合 ,对 气 缸 起 控 制 排 气 和 密 封燃 烧 室 的作 用 ,故其 生产 要求 高 ,其壁 薄 、强 度差 、 易变 形 、内外 圆 的尺寸精 度 、跳动 要求 高 等特 点给加 工生 产带 来 了很 大 困难 ,产 品质 量不 稳定 ,特 别是批 量生 产 的质量 很 难得 到有 效控制 。
(6)j l 涨 套 r 件 的 接 触!K J耍坝 ,t-70% ~
8()% :
(7)液 4 级 、
料 芯 轴 央 具 _l欠紧 什 的 懿 犬 精 度 为
某 单位 加工 薄壁 筒类 零件 通常 采用共 同料或 以 端 面定 位夹 紧等 方 法 加工 ,但 加 工精 度 及 稳 定 性 均 不 太好 ,为满 足其 较 高 的加 工精 度及 形 位公差 要 求 , 经 过多 次试 制 ,采 用 自制 液性 塑料 芯轴 作为 夹具 ,通 过此 夹 具 的设 计 ,彻 底 解 决 机 车 薄壁 筒 类 零 件 的变 形及 内外 圆跳动 要求 高等 问题 ,保证 产 品质量 ,并 为 机 车 中其他 薄壁 类 零 件 的加 工 提 供 了借 鉴 ,取 得 了
图 2 液 性 塑 料 芯 轴
2 夹 具 的 设本 步 骤 (1)对 薄 壁 套 进 行 受 力 分 析 ,同时 选 择 薄壁 涨
套 的材 料 ,如 40Cr,通 过 材 料 的 弹 性 系 数 及 屈 服 极 限验证 材 料是 否满 足工 件 的夹 紧要求 ;
47
现 场 经 验
(2) ;t ̄1液 性 蜩 料 :聚 氯 乙 烯 (他 料 冻 结 ) 苯 、
{j}I酸 J‘ (增 ,使 之 具 仃 弹 , )、馊 脂 峻 钙 (增
『JIl稳 定 性 )、
油 (润 滑 ,增 JJI1
料 的
软
性
)
,
按
适 仆I=例 圳 圳 :
(3)将 川允 成 的 液 悱 料 然 制 , 人 :轴 及
此 夹 具后 端 设 计 与 车床 主 轴 直 接相 连 接 ,所 以 使 用时 ,将 车床 三爪 卡盘拆 卸 ,这样 就规 避 了三 爪卡 盘 的装 夹误 差 ,所 以该夹 具具 有加 工精 度高 、使 用方 便 、稳定 性 高等 特点 。
图 1 排 气 门座
1 夹 具 的 结构 及 工 作 原 理
不 错 的效果 。 液 性 塑 料 芯轴 可 以用 于定 位 工 件 内孔 或 外 圆 ,
本 文介 绍定 位工 件 内孔 的 芯轴 ,是 一 种加 工 外 圆 的 夹 具 (图 2),工 件 套 在 薄 壁 涨 套 上 ,拧 动 螺 钉 6,推 动 柱塞 7,挤压 液性 塑 料 9,由于 液 性 塑料 具 有 不 可 压缩 性 ,因而迫使 薄 壁涨套 2径 向涨 大 ,均匀 压在 工 件 的 内壁上 ,从 而 使 工 件 得 到精 密 装 夹 定 位 。 当零 件 加工 完成 后 ,松 开 螺钉 6,则 液 性 塑 料 弹 性恢 复 , 薄 壁涨 套亦 恢复 到原 始状 态 ,工件 可方 便取 下 ,这样 既达到 了工 件 的 同轴 度要 求 ,又不 会使 工件 变形 。
圆 形位 公 差 的要 求 ,并将 此 种 夹 具 的 设 计 原 理 推 广 到 其 他 薄 壁 零 件 的加 工 生 产 中 ,经过 技 术 创 新 ,
解 决 质 量 问题 ,提 高 生 产 效 率 ,降 低 成 本 。
关键 词 :排 气 门座 ;液 性 塑 料 芯 轴 ;薄 壁 零 件
中 图分 类 号 :TH162 .1
部 ,仃
利 t浇 棚 体排 :
(4)浇 越 程 中 ,必 须 意 液 恺 料 的 冷 却 收
缩情 75 ,l J I 【=j6 边 冷 却边 卡 绗 , I IJ 能 补身 为止 :
(5)浇 成 ,待液 性 料 全冷 却 ,- 欠具与机
『术 轴 Jt .f{=f=精 加 _r 溥 壁 涨 癸的 外 【l_,!l:
kf · .冷 IJ 『j L】f
2.2 夹 具 制 作 过 程 中 的 要 点
(1) JJI1 螺 钉 上 I 划 瞍 线 ,世 纪 火 紧 力 过
离 他 『 什 J ;
(2)浇 液 干。: 料 前 ,颓 刈‘比 1 预 热 .这 惮 有 效
防 止 料 n 浇 注 过 瑶 r1一失 女 流 动 , (3)浇 I J f1l f{I气 r]一 定 嘤 f j
摘 要 :从 排 气 门座 的 结 构 和 作 用 入 手 ,设 计 液 性 塑 料 芯 轴 。文 章 详 细 分 析 了 液 性 塑 料 芯 轴 设 计
的 基 本 步 骤 、液性 塑料 的 配 制 、夹 具 制 作 过 程 中 的 要 点 等 。 通 过 该 夹 具 的 设 计 解 决排 气 门座 内外