CC-Link总线在发动机积放式输送推杆链控制中的应用
浅谈CC—Link总线及其应用
浅谈CC—Link总线及其应用作者:栗小宽来源:《科技资讯》2015年第02期作者简介:栗小宽、1960年12月、男、籍贯:山西省平陆县、本科、副教授、研究方向:自动化摘要:现场总线技术产生于20世纪80年代,是一种应用于生产现场,在现场设备之间、现场设备与控制装置之间实行双向、串行、多节点数字通信的技术。
用于过程自动化、制造自动化、楼宇自动化等领域的现场智能设备互连通讯网络。
CC-Link是现场总线中应用广泛的一种,它由主站和从站组成,网络中的主站由三菱FX系列以上的PLC或计算机担当,从站可以是远程I/O模块、特殊功能模块等设备,本文就对CC-Link总线作一介绍。
关键字:现场总线通信协议 CC-Link BFM中图分类号:TP273文献标识码:A 文章编号:1672-3791(2015)01(b)-0000-001 概述CC-Link是Control & Communication Link的简称,翻译成中文就是“控制与通信链路系统”,是三菱电机上世纪90年代年推出的开放式现场总线,它可以高速处理控制和信息数据,已在全球范围广泛应用。
在工业自动控制领域,CC-Link技术以其开放性、可靠性、稳定性而著称。
2009年3月正式成为我国国家推荐性标准GB/T19760-2008,于2009年6月1日起实施。
2 CC-Link总体介绍FX1N/2N/2NC系列PLC本身没有CC-Link接口,一个FX1N/2N/2NC系列PLC要变为CC-Link的主站必须配备CC-Link主站模块FX2N-16CCL-M特殊扩展模块,主站在整个网络中是控制数据链接系统的站。
同样FX1N/2N/2NC系列PLC要想变CC-Link总线上的从站,就需要另一称为个FX2N-32CCL的特殊扩展模块,FX2N-32CCL是将PLC连入CC-Link网络的接口模块,可连接FX 系列的小型PLC,作为远程设备站,形成总线控制系统。
cc-link控制与通信总线原理及应用

cc-link控制与通信总线原理及应用CC-Link是一种广泛应用于自动化领域的控制与通信总线。
它是一种高速、可靠、开放的总线,能够支持从简单的数字输入输出到复杂的运动控制等多种应用。
本文将介绍CC-Link的控制和通信原理以及应用。
控制原理CC-Link的控制原理是基于主从式的通信结构。
主控是指能够对从站进行读写控制的设备,如PLC。
从站是指接口设备,它能够连接传感器、执行器、伺服驱动器等各种控制器。
主控和从站之间使用了CC-Link通信协议实现数据的交互,实现了从站设备状态监控和控制;CC-Link的控制原理如下:1.从站向主控发送数据请求;2.主控读取从站的数据,进行处理;3.主控向从站发送指令,控制其执行相应的任务;4.从站执行任务,将执行结果返回给主控;5.主控结束数据交互,返回控制结果。
通信原理CC-Link采用基于帧的通信方式,采用同步通信方式实现数据传输,确保了数据传输的可靠性和稳定性。
CC-Link总线上所有设备以其物理地址为基础建立,每个设备分配了独立的物理地址,每个设备的地址是唯一的。
CC-Link采用了采样同步等同步方式,同步周期为2ms,这使其适用于高速运动控制。
1. 主控向从站发送通信请求;2. 从站接收到请求后,开始数据传输;3. 主控接收到从站的响应数据,判断数据是否有效;4. 如数据有效,则进行下一步操作;如数据无效,则返回错误代码;5. 主控发送结束信号给从站,该通信任务完成。
应用由于CC-Link具有高速、可靠的通信和控制特性,CC-Link总线已广泛应用于工业生产中的控制、监测和管理系统,包括以下方面:1. 机械设备控制:如数控机床、切割机、压力机等机械设备的控制和监控;2. 运动控制:如机器人、运动平台等复杂的运动控制系统;3. 智能楼宇:如智能家居、智能楼宇等自动化控制系统;4. 电力控制:如变压器、停电设备等控制系统;5. 公共基础设施:如交通信号灯、收费站等公共基础设施通信和控制系统,等等。
CC—Link总线在地源热泵空调控制系统中的应用
s y s t e m me e t s t h e r e q u i r e me n t s o f e n e r g y s a v i n g a n d e n v i r o n me n t a l p r o t e c t i o n,a n d o b t a i ns b e t t e r e c o n o mi c a l b e n e f i t s . Ke ywo r d s: Gr o u n d s o u r c e h e a t p u mp Ce n t r a l a i r - c o n d i t i o n i n g He l d b u s C o n t r o l s y s t e m E n e r g y s a v i g n a n d e n ir v on me n t p ot r e c i t o n HD
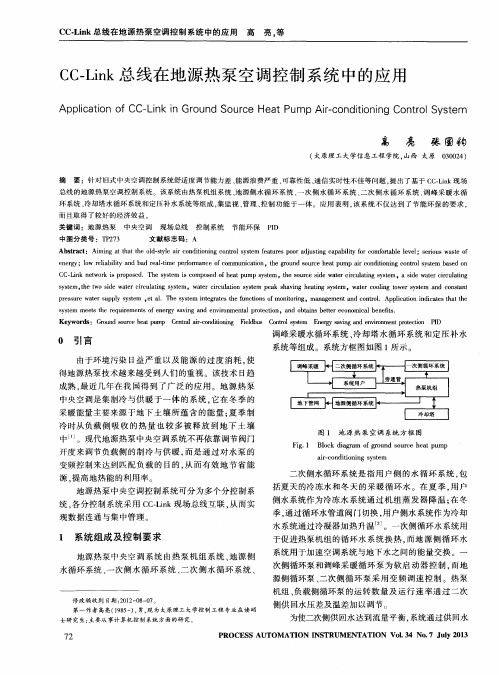
环 系统 、 冷却 塔水 循环 系统和定 压补水 系统 等组成 , 集监 视 、 管理 、 控 制功 能 于一 体 。应用 表 明 , 该 系统 不 仅达 到 了节 能 环保 的要 求 ,
而且取得 了较 好的经 济效 益。
关键词 :地源 热泵 中央 空调
中 图分 类号 :T P 2 7 3
高
旅 圄钩
0 3 0 0 2 4 )
( 太原理 工 大学信 息 工程 学院 , 山 西 太原
摘
要 :针对 旧式 中央空 调控制 系统舒 适度 调节能力 差 、 能源浪 费严重 、 可靠性 低 、 通 信实时 性不佳 等问题 . 提 出了基于 c c — L i n k现场
总线 的地源 热泵空 调控制 系统 。该系 统 由热 泵机组 系统 、 地源侧 水循 环 系统 、 一次 侧 水循 环 系统 、 二 次侧 水循 环 系统 、 调 峰采 暖 水循
三菱PLC现场总线CC-link网络应用
三菱PLC现场总线CC-link⽹络应⽤CC-LINK 是Control & Communication Link (控制与通信链路系统)的简称。
是通过使⽤CC-link 专⽤电缆将三菱及其合作制造⼚家分散的I/O模块,特殊功能模块等链接起来,并通过PLC的CPU来控制这些相应模块的⾼效,⾼速的分布式的现场总线系统。
特点、功能11、速率使⽤双绞线,通讯距离为 100 ⽶时通讯速率为 10Mbps,1200 ⽶时通讯速率为 156Kbps。
可以通过增加中继器加长距离,通讯距离可达到 7.6Km,使⽤光中继器时,可达 13.2Km(注:普通RS232,RS485 通讯的通讯速率为112.5Kbps)。
2、通讯数量三菱为2048 个,远程输出(RY)为2046 个。
每个系统最多可处理Q 系列 PLC C -LINK 通讯⽅法的实现,512 个远程寄每个CC-Link系统最多可处理4096个远程I/O点,其中远程输⼊(RX)存器 RW(包括远程写寄存器 RWw 和远程读寄存器 RWr)。
每个系统中最多链接的站点为 64 个,每个远程站或本地站链接的个数为:32 点远程输⼊(RX)和 32 个远程输出(RY),4 个远程写寄存器(RWw)和 4 个远程读寄存器(RWr)。
站类型21、主站控制和处理整个⽹络系统,安装在基板上,站号必须为 0 号。
CC-Link 模块:Q系列:QJ61BT11(V1.0),QJ61BT11N(V2.0)QNA 系列:AJ61QBT11,A1SJ61QBT11A 系列:AJ61BT11,A1SJ61BT112、远程站远程站分远程 I/O 站(R-I/O)和远程设备站。
R-I/O 处理远程开关量信号,远程设备站可处理 I/O 量和模拟量。
在⼀个系统中最多有 64 个 R-I/O。
R-I/O 模块有:AJ65SBT-16D(直流 24V/16 点输⼊)。
远程设备站如:特殊功能模块,变频器,GOT 或感应器等。
CC_link现场总线的通讯配置方法对比总结
CC_link 现场总线的通讯配置方法对比总结CC-Link现场总线是日本三菱电机公司主推的一种基于PLC系统的现场总线,这是目前在世界现场总线市场上唯一的源于亚洲、又占有一定市场份额的现场总线。
它在实际工程中显示出强大的生命力,特别是在制造业得到广泛的应用。
在钢铁行业,CC-LINK有大量的应用,而且系统非常稳定,为机组的稳定提供了保证。
首先采用的是最基本的方法, 即通过编程来设置通信初始化参数。
编制通信初始化程序的流程如图2 所示。
首先在参数设定部分,将整个系统连接的模块数,重试次数,自动返回模块数以及当CPU瘫痪时的运行规定(停止)以及各站的息写入到存储器相应的地址中。
在执行刷新指令之后缓冲存储器内的参数送入部寄存区,从而启动数据链接。
如果缓冲存储器内参数能正常启动数据链接,这2说明通信参数设置无误,这时就可通过寄存指令将参数寄存到EPROM这是因为2 一旦断电内部寄存区的参数是不会保存的,而EPROI中的参数即使断电仍然保2存。
同时通信参数必须一次性地写入EPROM即仅在初始化时才予以执行。
此后2CPL运行就通过将EPROI内的参数送入内部寄存区去启动数据链接。
值得注意的是,如果通信参数设置有误(如参数与系统所采用的硬件不一致,或参数与硬上的设置不一致),数据链接将无法正常启动,但通常并不显示何处出错,要正只有靠自己细心而又耐心地检查,别无它法。
反过来,如果通信参数设置正而硬件上的设置有错,CC-Link通信控制组件会提供出错信息,一般可通过编软件包的诊断功能发现错误的类型和错在哪里。
刷新指令通过缓冲存储器参数启动数据链播琴数寄存到CTROM刷錨指令通过动敷据籬摟图1:编程配置步骤第二种通信初试化设置的方法是使用CC-Link通信配置的组态软件GX-Con figurator for CC-L ink该组态软件可以对A系列和QnA系列的PLC进行组态,实现通信参数的设置。
整个组态的过程十分简单,在选择好主站型号之后就可以进行主站的设置,此后再陆续添加所连接的从站,并进行从站的设置,包括从站的型号和其所占站的个数。
一汽自动化及总线技术应用(CC-link)的现状130430

4、服务灵活,贴近用户 有别于其它服务相对模式化的供应商,三菱公司服务比 较灵活,比如频繁的走访,免费的软件、资料,快速的支持 和响应,与客户的真诚互动等,都给用户良好的印象。
六、CC-Link应用案例
下面是一汽轿车公司焊装生产线应用CC-Link的案例。 (一)项目概述 三菱公司执行了焊装M3、D009项目。随着汽车产量的快 速提高,生产节拍将越来越快,往往采用大量的焊接和抓取 机器人(200多台)、工装夹具、高速滚床、悬挂链等设备, 以提升生产节拍。这就使自动化控制要求越来越高。同时, 根据我国现行国标安全标准,焊装生产线在很多场合有很高 的安全等级,相应的也提升了自动化产品对于安全控制的要 求。 这次的项目涉及四大部分:M3主焊线、D009地板线、四 门二盖线、侧围线。此处着重介绍M3主焊线,其它生产线与 主焊线控制雷同。
五、三菱自动化产品应用及表现
1、产品可靠性高 这一点,在一汽电力系统供应不良(欠压、波动大、 接地不良等)的年代里,已经充分得到验证。在欧美吃不下 粗粮(烧板)的时候,三菱产品体现了良好的消化能力。 2、价格低廉 与美国、欧美产品比,三菱产品有较明显的价格优势。 这为三菱提供了强大的竞争力。 3、产品性能 在低廉的价格面前,产品性能并不输于对手。惟独的 “劣势”是在用户心目中,欧美产品可能是鼻祖或正规军, 并且标准化、结构化的编程技术更吸引了一部分用户。
基于高速切削技术的加工中心生产线
网络技术时代:从上世纪90年代后期开始,以启明公 司为依托,一汽逐步在集团开始兴起和应用网络信息技术。 现场MES系统、质量控制系统、物流配送系统、生产调度 系统、网络办公系统、安东系统等各种应用网络系统越来 越多地应用到生产领域,并有计划地在集团公司内实现 ERP系统普及联网。现在,网络信息技术已经成为承载一 汽生产高速运行的必不可少的重要工具。 同一时代的设备底层控制技术也取得了突破性的进展, 那就是如雨后春笋般涌现的各类工业现场总线技术,代表 性的品牌有日本三菱公司CC-Link、美国AB公司DeviceNet、 德国西门子公司Profibus、瑞士菲尼克斯公司InterBus等, 成为设备底层的主导交互载体。
CC-LINK简介

开放式现场总线 CC-Link 综述相关专题:虽然 CC-Link 在中国的市场表现良好,国内已经存在大量广泛的应用和一些合作伙伴,但是关于 CC-Link 的全貌的介绍相对较少。
作为包容了现场总线最新技术的 CC-Link ,其先进的技术性能和特点非常鲜明。
有必要逐步向广大的用户和合作伙伴及中国的工程技术人员,介绍CC-Link 有关技术和应用情况。
使 CC-Link 的技术为更多的业内人士所了解,为中国的现场总线的发展,提供有益的参考。
一、开放式现场总线 CC-Link 技术背景和 CLPA在 1996 年 11 月,以三菱电机为主导的多家公司以“ 多厂家设备环境、高性能、省配线” 理念开发、公布和开放了现场总线 CC-Link ,第一次正式向市场推出了 CC-Link 这一全新的多厂商、高性能、省配线的现场网络。
并于 1997 年获得日本电机工业会( JEMA )颁发的杰出技术成就奖。
CC-Link 是 Control& Communication Link ( 控制与通信链路系统 ) 的简称。
即:在工控系统中,可以将控制和信息数据同时以 10Mbps 高速传输的现场网络。
CC-Link 具有性能卓越、应用广泛、使用简单、节省成本等突出优点。
作为开放式现场总线, CC-Link 是唯一起源于亚洲地区的总线系统,CC-Link 的技术特点尤其适合亚洲人的思维习惯.于 1998 年,汽车行业的马自达、五十铃、雅马哈、通用、铃木等也成为了 CC-Link 的用户,而且 CC-Link 迅速进入中国市场.1999 年,销售的实绩已超过 17 万个节点, 2001 年达到了 72 万个节点,到 2001 年累计量达到了 150 万,其增长势头迅猛,在亚洲市场占有份额超过15 %(据美国工控专业调查机构 ARC 调查),受到亚、欧、美、日等客户的高度评价。
为了使用户能更方便地选择和配置自己的 CC-Link 系统, 2000 年 11 月,CC-Link 协会( CC-Link Partner Association 简称 CLPA)在日本成立。
三菱电机通信网络应用指南-CCLINK-----好
第4章设备层网络-CC-LINK4.1 CC-LINK的基础知识信息数据的现场网络系统,可以提供高效、一体化的工厂和过程自动化控制。
做为开放式现场总线,CC-Link是唯一起源于亚洲地区的现场总线,具有性能卓越、应用广泛、使用简单、节省成本等突出特点。
通过ISO认证成为国际标准,并且获得批准成为中国国家推荐标准GB/T19760-2008,同时也已经取得SEMI标准。
CC-Link是Control & Communication Link的简称,是一种可以同时高速处理控制和信通信速率下传输距离达到100m,并能够连接64个站。
到2008年3月为止他已经拥有超过1000家会员,其中海外会员已经多达57%,这一事实表明全球客户均已经开始认可CC-Link现场网络——这一源于日本,并逐步走向世界的网络标准。
随着越来越多的供应商加入CC-Link协会,目前累计发售的CC-Link兼容产品已经超过了900种。
鉴于这些产品的的卓越性能逐渐被越来越多的用户所认可4.1.1CC-Link特性1.减少配线,提高效率和其它总线一样,总线的使用减少了配线和安装设备的时间费用,减少配线时间,更有利于维护,大大提高生产效率。
2.广泛的多厂商设备使用环境可以从广泛的CC-Link产品群中选择适合您自动化控制的最佳设备。
●CC-Link会员生产厂商:已经超过506家●CC-Link兼容产品:已经超过490多种在电磁阀,传感器,转换器,温度控制器,传输设备,条形码阅读器,ID系统,网关,机器人,伺服驱动器,PLC等多种产品类型都有对应总线的产品。
3.高速的输入输出响应CC-Link实现了最高为10Mbps的高速通讯速度,输入输出响应可靠,并且响应时间快,可靠和具有确定性。
4.距离延长自由自在CC-Link的最大总延长距离可达1.2km(156kbps).另外,通过使用中继器(T型分支)或光纤中继器,可进一步延长传输距离,适用于网络扩张时需远距离设置的设备。
cclink协议书

cclink协议书CCLink协议书写1000字CCLink是一种通信协议,用于实现工控系统中的设备之间的数据通信。
它能够高效、可靠地传输数据,为工业自动化领域提供了一种标准化的通信解决方案。
在本文中,将介绍CCLink协议的基本原理、特点、应用场景以及未来发展趋势。
CCLink协议的基本原理是通过总线传输方式,将设备之间的数据交换和通信实现。
CCLink协议在OSI模型中处于物理层和数据链路层之间,它提供了数据传输和链路管理的功能。
CCLink协议使用了Token Passing和Master/Slave的通信模式,在总线上实现了高效的数据传输。
CCLink协议的特点之一是高速传输。
它采用了串行通信的方式,传输速率可以达到10Mbps,能够实时传输大量的数据。
同时,CCLink协议支持数据之间的优先级设置,可以满足不同应用场景下的需求。
CCLink协议的另一个特点是可靠性。
CCLink协议采用了CRC检验、重发机制等方式来提高数据的可靠性,同时还支持多重冗余和网络监控功能,能够保证数据的完整性和稳定性。
CCLink协议适用于各种工控系统中的设备之间的通信。
例如,在生产线上,CCLink协议可以用于PLC、传感器、执行器等设备之间的数据交换;在机器人系统中,CCLink协议可以用于机器人控制器和伺服驱动器之间的通信;在电力系统中,CCLink协议可以用于电力监控装置和电力仪表之间的数据传输,等等。
未来,随着工业自动化的不断发展,CCLink协议也将继续完善和发展。
一方面,CCLink协议将进一步提高数据传输的速度和稳定性,以满足越来越复杂的工业控制需求;另一方面,CCLink协议也将更加注重网络安全和数据隐私保护,以应对威胁和挑战。
总的来说,CCLink协议是一种高效、可靠的通信协议,广泛应用于工业自动化领域。
它通过总线传输方式,实现了设备之间的数据交换和通信。
CCLink协议具有高速传输、可靠性等特点,适用于各种工控系统中的设备之间的通信。
CC_LINK现场总线在MPS系统中的应用

第3期(总第148期)2008年6月机械工程与自动化MECHANICAL ENGINEERING & AUTOMATION No 13Jun 1文章编号:167226413(2008)0320171202CC -LINK 现场总线在MPS 系统中的应用周 敏,丁海波(苏州工业园区职业技术学院,江苏 苏州 215021)摘要:CC -LINK 现场总线是目前在工业自动化领域中应用最为广泛的现场总线通讯技术之一。
MPS 系统是模块化生产系统的简称,每个模块工作站均设置有控制器对各模块工作站进行独立控制。
在MPS 系统各模块工作站之间建立了CC -LINK 现场总线通讯网络,从而实现了对MPS 系统中各工作站的分散监控,使得系统的生产效率得到了显著提高,且大大提高了系统的可靠性和可维护性。
关键词:CC -LINK 现场总线;MPS ;总站模块;从站模块中图分类号:TP 336 文献标识码:A收稿日期:2007212217;修回日期:2007212220作者简介:周敏(19792),男,江苏南京人,工程师 讲师,工学硕士。
0 引言现场总线技术是控制技术、计算机技术和通讯技术的交叉与集成。
现场总线技术几乎涵盖了所有连续控制和离散控制的工业领域,如过程自动化、制造加工自动化等。
CC -LINK (Control and CommunicationLink )是控制与通讯链路系统的简称。
通过CC -LINK 现场总线技术将自动化生产线上各独立的模块链接起来以实现对生产线的高速、高效、高柔性化的分散控制,满足了(控制与通讯领域)总线技术对自动化生产线降低成本、提高可靠性、增强可维护性和提高数据采集的智能化的要求。
MPS 系统是模块化生产系统的简称,通过CC -LINK 系统方案的设置,可将MPS 各模块工作站链接起来,以实现对MPS 系统的高速的数据传输和数据处理控制。
1 系统组成和硬件配置111 MPS 系统组成和工作站功能本文中的MPS 系统共有6个工作站,它们分别为上料检测工作站、上料搬运工作站、加工处理工作站、工件装配工作站、存储搬运工作站和分类存储工作站。
现场总线CC—Link特点分析及应用探讨
现场总线CC—Link特点分析及应用探讨作者:徐建东来源:《现代职业教育·中职中专》2018年第11期[摘要] CC-Link总线技术以开放、双向传输、数字化和多站点的特点在工控领域得到了大范围的推广应用,针对该总线技术的背景和特征,结合实际的应用案例对CC-Link总线技术进行探讨。
[关键词] 现场总线;CC-Link;通讯网络[中图分类号] TP336 [文献标志码] A [文章编号] 2096-0603(2018)32-0057-01现场总线是伴随着工业控制领域的不断发展而衍生出来的,信息通讯技术从工控的设备层扩展到控制和管理层。
信息通讯技术的不断变革使工控系统发生了很大的变化,逐渐形成了以网络集成作为基础的企业信息管理系统,而CC-Link现场总线技术就是其中的一类。
一、现场总线CC-Link背景以及特征(一)CC-Link总线背景控制和通信链路的英文缩写也就是CC-Link,在20世纪90年代,日本的三菱电机公司为主的多家企业以高性能、节约配线和支持多品牌厂家的设备运行环境为设计理念,研制开发出CC-Link技术,并在市场中得到了广泛的应用。
(二)CC-Link总线特征该总线是性能较为可靠的通讯网络,可以实时传输通讯数据,进行分散式的工业控制,可以和智能化的设备进行信息通讯。
与此同时,该总线可以直接与各品牌现场控制设备进行数据连接,可以为多家厂商提供兼容性的通讯环境,利用该总线技术构建的开放性网络结构,具备以下的特征:-Link通讯网络以很高的运行速度、大数据量和远距离数据连接构建成工业控制系统,可以适应多种型式的通讯网络。
如果以每秒钟10兆位进行通讯时,最远的传输距离可达到100米。
而如果每秒钟156千位传输时,可达到1.2公里,配置中续通信设备之后,传输距离会大于10公里。
2.如果传输线路采用屏蔽层双股绞线,会有效减少通讯成本,极大提升了通讯线路的抗干扰能力。
3.拥有在线自我通讯恢复作用,可以进行主动控制,从站通讯出现故障可以从总线中直接切除,可以对通讯网络进行监视,诊断通网络是否正常,可以使用户在较少时间内使通讯网络实现正常通讯。
现场总线CC-Link的组织、通信协议和应用
现场总线CC-Link的组织、通信协议和应用一、组织1.1 CC-Link合作伙伴协会CC-Link合作伙伴协会(CLPA)成立于2000年,当时三菱电机发布了CC-Link现场总线技术规范,作为一个开放的工业标准。
从那时起,CLPA一直致力于在全球推动和使用这项技术。
在过去的14年中,CLPA已经成为现场总线的全球最大组织之一,在全球拥有2000多名会员和270家公司,提供了支持CC-Link的 1300多种产品,这些产品都通过了严格的一致性测试,保证了兼容性。
如今,CLPA继续为工业网络提供业界领先的技术;例如,开发出世界上第一个千兆工业以太网:CC-Link IE。
1.2亚洲市场的领导者CC-Link在亚洲保持着市场的领先地位,已经成为很多行业开放网络的选择–这个领先地位已经由独立的市场研究公司– HIS所证实。
进一步支持这个重要位置的论据是HIS和ARC最近的调查结果:全球大约一半的自动化支出发生在亚洲。
除了在亚洲的成功,CC-Link 也获得了世界范围的市场份额;事实上,一些成员公司在亚洲以外的市场出售了很多的CC-Link兼容产品。
这并不奇怪,因为在全球经济增长的同时,很多企业也希望打入亚洲市场,CC-Link是首选的网络技术。
两年前,为了帮助和支持美国与欧洲公司进入亚洲市场,CLPA 实施了一个名为通往中国(G2C)的营销计划。
这项计划的目的是帮助企业制定和推动他们的CC-Link兼容设备在中国市场的推广。
当时有22家企业参与了G2C活动。
随着这项计划的成功,CLPA把这个计划移植到了亚洲,称为通向亚洲(G2A)。
CC-Link的增长和发展获得了许多知名北美公司的支持,如莫仕(Molex)、康耐视(Cognex)和3M公司,现在已经成为CLPA董事会成员。
董事会成员在决定CC-Link未来方向和重要举措方面,如G2A 项目,将发挥更大作用。
1.3 什么是CC-Link?“CC-Link”是一个通用术语,经常在CC-Link合作伙伴协会讨论开放网络技术推广时使用。
CC-Link现场总线在发动机组装线上的应用

改程序 的情 况下非常方便地 从一个厂商 的兼容产品
更换 为 另 一 厂 家 的兼 容 产 品 。
1 C Ln 总线简述 —i ( C l
C — i 是一种可以同时高速处理控制和信息数据 C Ln k 的现场 网络系统, 可以提供高效 、 一体化的工厂和过程 自动 化 控 制, 1 M b 的 通 信 速 率 下传 输距 离 达 到 在 0 P S 10 并能够连接6 个站。 0 m, 4 其卓越的性能使之通过I O S 认 证成 为 国 际标 准 , 且 获 得 批 准 成 为 中 国 国家 推 荐 并 标准G /170 08同时也已经 ̄ BT 96- 0 , 2
自动化应用 2 1 2 0 0 期 3
收稿 日期:090 —8 20 -8 2
系 统 解 决 方 案
_ ● 0 彗 0雾 § 菱
际标准 。 C Ln , 一 日本的 事实 标准 , 管从名 义上 C — ik 这 不 开 放 的 技
整个 网络 的传输距 离 。 因此, C Ln 适用于 大规模 的现 C —ik
场应用, 并能够有 效减少布线和设备 安装的工作量 。
S MI E 标准。CLn C —i k
() 1高速率和高输入输出响应。 由于拥有 1Mb s 0 p 的 速率, C L n 可以完成高速和实时的Io响应, C — ik / 使设计
A s r c : h y ia c s o CC— i kf l u u e nM 1 S BI HI LCwi o si i s-ls a s mb yf ei c a tai ni b t t T etp c l a e f a L n i db s s di e T U S P t me t rt a s se l i na t l i t hd cf c n u su o s
《现场总线技术及其应用(第3版)》电子课件第四章 CC-Link总线及其应用
是正常的通信程序和动作控制程序的综合。
Date: 2021/6/10
Page: 20
1. 流程图
3)缓冲存储器与EEPROM的关系
数据链接是通过使用存储在内部存储器中的参数信息来执行的,当 主模块的电源关闭时,参数信息就会被擦除。
缓冲存储器是一个临时的存储空间,暂时存放将要写到EEPROM或 者是内部存储器的一些参数信息。
Date: 2021/6/10
Page: 39
《现场总线技术及其应用》
(第3版)
Date: 2021/6/10
Page: 1
第四章 CC-Link总线及其应用
一、CC-Link现场总线概述 二、 CC-Link总线网络的配置 三、 主站模块的认识 四、创建主站程序 五、FX3U-16CCL-M模块的应用
2
Date: 2021/6/10
Page: 2
网络的接口模块,将与之连接的PLC作为智能设备站,形成 简单的分散系统。
Date: 2021/6/10
Page: 8
二、CC-Link总线网络的配置
1.FX3U PLC最大连接的配置示例
Date: 2021/6/10
Page: 9
FX3U PLC最大连接的配置示例
FX3U-80M PLC基本单元有80个点、主站模块占用8个点 、每个远程I/O站占用32个点,则PLC、主站模块及远程I/O 站所占有的总点数为:80+8+32×8=344个,剩余输入输出 点数为(384-344)=40点,因此本系统还可扩展40点的输入 输出模块或特殊扩展模块;系统最多连接的远程设备站+智 能设备站的总数为8站,符合约束条件4)。因此系统配置符 合基本要求。可见,如果是远程设备站和智能设备站,可以 在不考虑远程I/O点的数量情况下最多连接8个站。
CC—LINK现场总线技术在钢丝绳牵引带式输送机沿线保护中的应用

CC—LINK现场总线技术在钢丝绳牵引带式输送机沿线保护中的应用【摘要】本文介绍了一种基于CC-LINK现场总线技术及远程RI/O应用的钢丝绳牵引带式输送机沿线控制保护系统,该系统使用CC-LINK现场总线标准来进行车房控制总站与沿线远程RI/O现场通信,实现了对钢丝绳牵引带式输送机沿线控制保护集中监控,取得了提高生产效率、减少现场电缆的使用、减少系统故障排除时间、提高安全性的良好效果,整个系统具备智能化、控制界面清晰、设备接线简单、高可靠性等优点。
【关键词】CC-Link;现场总线;PLC;钢丝绳牵引带式输送机;沿线控制保护系统;集中监控;远程RI/O钢丝绳牵引带式输送机,具有以下优点:(l)输送距离长,输送能力大。
输送距离已达2.6km,输送能力已达l000t/h。
(2)功率消耗少。
因牵引钢丝绳支承在托绳轮上,其运行阻力较小,所以降低了电动机功率消耗。
(3)运行平稳。
因胶带本身有横向钢条,刚性好,在胶带下面又有钢丝绳支撑,胶带运行平稳物料撒落情况减少。
(4)能够完成煤炭、人员、部分材料同时运输,提高了矿井辅助运输的效率、减少了副井提升人员、物料、长材的压力。
因其上述优点上世纪60年代以后在国内斜井开拓的矿井中等到了广泛的应用。
但因其提升人员,对其沿线保护系统安全级别要求也相应的比较高,因此在《煤矿安全规程》中关于钢丝绳牵引带式输送机沿线保护有以下明确的规定:1.钢丝绳和输送带脱槽保护;(第374条)2.输送带局部过载保护;(第374条)3.钢丝绳张紧车到达终点和张紧重锤落地保护。
(第374条)4.上、下人员的地点应设有平台和照明。
下人地点应有标志或声光信号,在距下人区段末端前方2m处,必须设有自动停车的安全装置。
在卸煤口,必须设有防止人员坠入煤仓的设施。
(第375条)5.应装有在输送机全长任何地点可由搭乘人员或其他人员操作的紧急停车装置。
(第375条)6.钢丝绳芯带式输送机应设断带保护装置。
基于CC-Link总线的起重机变频调速控制系统

基于CC-Link总线的起重机变频调速控制系统胥军;胡剑;胡鹏法【摘要】Because of the severe working condition and frequent operations of crane, the design scheme of CC-Link bus-based variable frequency speed control system for crane is proposed in the paper to improve the reliability and accuracy of the electric control. With programmable controller of Mitsubishi Q series as the core, and in combination with Willen MT600 touch screen and Mitsubishi FR frequency converter, the variable frequency speed control system for crane is developed. The on-site commissioning test results show that the mentioned variable frequency speed control system can better adapt to the complicated working environment and has a significant application value.%由于起重机工作环境恶劣、作业频繁,为了提升其电气控制的可靠性和准确性,提出了一种基于CC - Link总线的起重机变频调速系统设计方案.以三菱Q系列可编程控制器为核心,结合威纶MT600系列触摸屏和三菱FR变频器,开发了起重机电机变频器调速控制系统.作业现场试运行试验结果表明该变频调速系统能够较好地适应起重机复杂的工作环境,具有重要的应用价值.【期刊名称】《起重运输机械》【年(卷),期】2012(000)006【总页数】4页(P32-35)【关键词】起重机;CC-Link总线;变频调速;远程监控【作者】胥军;胡剑;胡鹏法【作者单位】武汉理工大学机电工程学院武汉430070;武汉理工大学机电工程学院武汉430070;武汉理工大学机电工程学院武汉430070【正文语种】中文【中图分类】TH215随着电力电子技术的发展,起重机电气控制系统中大量应用了变频控制技术,变频调速是其核心功能之一[1]。
利用组态软件开发CC-Link总线监控程序

利用组态软件开发CC-Link总线监控程序
孙兵
【期刊名称】《机电工程技术》
【年(卷),期】2007(036)002
【摘要】组态软件技术和现场总线技术的紧密结合促进了计算机控制系统不断走向开放.文章分析了组态软件在CC-Link总线系统中的地位和作用,通过对基于CC-Link总线的MPS技术改造与设计,阐述了利用组态软件开发CC-Link总线监控程序的基本方法和步骤.
【总页数】3页(P38-40)
【作者】孙兵
【作者单位】南通纺织职业技术学院,江苏南通,226007
【正文语种】中文
【中图分类】TP3
【相关文献】
1.利用组态软件开发PLC实验仿真程序的方法与技巧 [J], 金恬
2.利用CAN总线和组态软件构建计算机监控系统 [J], 谭兆海;扬进;杜运峰;郭佑民
3.Lon Works现场总线可视化组态软件开发的一种改进方法 [J], 林述民;沈德耀
4.基于COM组件的CAN总线控制系统组态软件开发 [J], 孙兵;赵斌
-Link专题系列之一 CC-Link总线在发动机积放式推杆悬链中的应用 [J], 游和平
因版权原因,仅展示原文概要,查看原文内容请购买。
第一讲 CC-Link应用特点(二)

第一讲 CC-Link应用特点(二)
覃强
【期刊名称】《自动化博览》
【年(卷),期】2003(20)3
【摘要】@@ 3 应用实例rn深圳市自来水集团开天源自动化有限公司在对深圳笔架山水厂泵房自动化工程设计时,考虑到原厂已部分实现车间PLC控制,经过价格及性能分析、比较确定:选用了开放式现场总线CC-Link现场总线产品作为主控设备,控制硬件系统结构图如图5所示.
【总页数】1页(P74-74)
【作者】覃强
【作者单位】无
【正文语种】中文
【中图分类】TP27
【相关文献】
1.空气冷却器在热处理行业中的应用第一讲空气冷却器的原理及其特点 [J], 宿新天
2.第一讲 CC-Link应用特点 [J], 覃强
3.新一代开放式工业网络CC-Link IE TSN给工业互联网带来的技术性变革第一讲:TSN技术介绍 [J], 贺增
-Link专题系列之一 CC-Link总线在发动机积放式推杆悬链中的应用 [J], 游
和平
-Link专题系列之二基于CC-Link网络实现的同步控制系统 [J], 林道止因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CC-Link总线在发动机积放式输送推杆链控制中的应用
1工艺概述
东风本田AE新工厂装配车间发动机积放式推杆链全线长620米,生产节拍为45秒/台,年生产纲领为24万辆。
推杆链由2个升降段、10个分流道岔、10个合流道岔、27个停止器、14台推车机、80台车组、4个驱动装置、4个张紧装置及其相关的牵引链条、轨道等组成。
系统的上料升降段、下料升降段、快速输送链、低速装配链、库存链、空吊具返回链、空吊具储存链以及修理线等设备共同完成发动机的上线、下线、快速输送、慢速装配、修理、储存等任务。
系统运行线路图见图1。
图1系统运行线路图
发动机输送推杆链将发动机附件低速装配链组合其中,装配部分的速度可以调节,以适应不同批量(或产量)的生产节拍安排;发动机整机输送推杆链中设有中间储存库,可以根据整车装配线的需求,选择需要的发动机输送到整车装配线,以满足整车同步装配的需要。
上、下料升降段动作过程相同。
小车驶入升降段内,升降段活动安全网打开,升降段高速下降。
当接近下降到位时,变慢速下降,下降到位时升降段停止。
按动悬挂按钮盒上的“升/降”按钮,人工点动操作升降段升降,以便于工人对位上下料。
待上下料完毕,工人按“升”按钮,升降段先慢速上升,然后自动快速
上升(此时工人可放开按下的按钮)。
当接近升到位时,升降段变慢速上升,
上升到位升降段停止,活动安全网自动关闭。
2控制方案的确定
发动机输送推杆链自动化程度高,逻辑关系复杂,控制要求可靠。
在推杆链。