低合金钢药芯焊丝选用一览表
药芯焊丝
芯焊丝编辑本词条缺少信息栏、名片图,补充相关内容使词条更完整,还能快速升级,赶紧来编辑吧!药芯焊丝也称为管状焊丝,可以通过调整药芯添加物的种类和比例,很方便地设计各种不同用途的焊接材料,因为它的合金成分可灵活方便的调整,所以药芯焊丝的许多品种是实心焊丝无法冶炼和轧制的。
目录1简介2分类▪耐磨系列▪碳钢和低合金系列3制备4特性5历史沿革6其它相关1简介编辑早在1950年代初气保护药芯焊丝便已开始开发问市,但至1957年才开始广为药芯焊丝图片商业上使用。
此种方法可说是取自埋弧焊与CO2焊接(指实心)的优点组合而成,焊剂包在焊丝内并藉外围CO2气体的保护可使焊接时产生较柔和且稳定的电弧以及低飞溅为其特点。
开发之初只有大丝径焊丝(2.0—4.0mm),用于重大工件的平焊与横焊。
直至1972年小丝径焊丝开始发展才大大的扩展了药芯焊丝使用的领域。
自保护药芯焊丝是在气保护药芯焊丝问市不久便被发展出来而且也很快的被工业界广为认同于特定的用途上。
两者最大的不同点在第二单元便已有所述明,本单元将做整体的探讨。
另据资料介绍:日本从1985年至今其焊条占整个焊材的比例从45%下降到20%;而药芯焊丝所占比例已达到近30%。
在美国焊条比例下降到不足40%,药芯焊丝则接近40%;西欧各国焊条约占30%,药芯焊丝约占20%。
由此可见。
药芯焊丝与手工焊条和氩弧焊丝相比有明显的优势,主要是把断续的焊接过程变为连续的生产方式,从而减少了焊接接头的数目,提高了焊缝质量,也提高了生产效率,节约了能源。
2分类编辑药芯焊丝又分为有缝和无缝药芯焊丝,无缝药芯焊丝的成品丝可进行镀铜处理,焊丝保管过程中的防潮性能以及焊接过程中的导电性均优于有缝药芯焊丝。
药芯焊丝按不同的情况有不同的分类方法。
按保护情况可分为气体保护(CO2、富Ar混合气体)和自保护以及埋弧堆焊三种。
按焊丝直径可分为细直径(2.0mm以下)和粗直径(2.0mm以上)。
按焊丝断面可分为简单断面和复杂断面。
药芯焊丝牌对照表精选文档

药芯焊丝牌对照表精选文档TTMS system office room 【TTMS16H-TTMS2A-TTMS8Q8-药芯焊丝牌号对照表序号符合相当标准GB AWS JIS结构钢用药芯焊丝1GB/T 10045-2001 E500T-1A5.20 E70T-1Z3313 YFW-C50DR2GB/T 10045-2001 E501T-1A5.20 E71T-1Z3313 YFW-C50DR3GB/T 10045-2001 E500T-5A5.20 E70T-5Z3313 YFW-C503B4------------A5.29E81T1-Ni1Z3313 YFW-C603R5GB/T 10045-2001 E500T-1A5.20 E70T-1Z3313 YFW-C50DR6---------------------Z3313 YFL-C504R 7---------------------Z3320 YFA-50W8GB/T 17493-1998 E550T1-W A5.29E80T1-WZ3320 YFA-58W耐热钢用药芯焊丝9GB/T 17493-1998 E551T1-A1 A5.29E81T1-A1Z3318 YFM-C10GB/T 17493-1998 E551T1-B1A5.29E81T1-B1Z3318 YFCM-C11GB/T 17493-1998 E551T1-B2A5.29E81T1-B2Z3318 YF1CM-C 12--------------------------------13GB/T 17493-1998 E601T1-B3 A5.29E91T1-B3Z3318 YF2CM-C气保焊不锈钢药芯焊丝14GB/T 17853-1999 E308T1-1A5.22E308T-1Z3323YF308C15GB/T 17853-1999 E308LT1-1A5.22E308LT-1Z3323YF308LC16GB/T 17853-1999 E309T0-1A5.22E309T-1Z3323 YF309C17GB/T 17853-1999 E309LT0-1A5.22E309LT-1Z3323 YF309LC18GB/T 17493-1999 E309MoT0-1----------Z3323 YF309MoC19GB/T 17853-1999 E316T0-1A5.22E316T-1 Z3323 YF316C20GB/T 17853-1999 E316LT0-1A5.22E316LT-1 Z3323 YF316LC21GB/T 17853-1999 E347T1-1A5.22E347T-1Z3323 YF347C22GB/T 17853-1999 E410T0-1A5.22E410T-1Z3323 YF410C23GB/T 17853-1999 E430T0-1A5.22E430T-1Z3323 YF430C 不锈钢TIG焊用药芯焊丝24(相当)GB/T 17853-1999E308T1-5A5.22E308T-2Z3323 YF308C25GB/T 17853-1999 R308LT1-5A5.22E308LT-2Z3323 YF308LC26(相当)GB/T 17853-1999E309T1-5A5.22E309T-2Z3323 YF309C27GB/T 17853-1999 R309LT1-5A5.22E309LT-2Z3323 YF309LC 28----------------------Z3323 YF309MoC29(相当)GB/T 17853-1999E316T1-5A5.22E316T-2Z3323 YF316C30GB/T 17853-1999 R316LT1-5A5.22E316LT-2Z3323 YF316LC31GB/T 17853-1999 R347T1-5A5.22E347T-2Z3323 YF347C MAG焊用耐磨堆焊药芯焊丝32--------------------------------33--------------------------------34--------------------------------35--------------------------------36--------------------------------37--------------------------------埋弧焊用耐磨堆焊药芯焊丝38--------------------------------39--------------------------------40--------------------------------41--------------------------------42--------------------------------序号中国钢廉日本神户韩国现代1------------DW-100F------------2GL-YJ502(Q)DW-100SF-713GL-YJ507(Q)------------------------4GL-YJ602(Q)DW-60------------5------------MX-100SF-70MX 6GL-YJ502Ni(Q)------------------------7GL-YJ502CrNiCu(Q)DW-50W SF-70W8GL-YJ602CrNiCu(Q)DW-588SF-80W耐热钢用药芯焊丝9------------------------------------10------------------------------------11GL-YR302(Q)DW-1CMA------------12------------------------------------13GL-YR402(Q)DW-2CMA------------气保焊不锈钢药芯焊丝14GL-YA102(Q)DW-308------------15GL-YA002(Q)DW-308L SW-308L Cored16GL-YA302(Q)DW-309------------17GL-YA062(Q)DW-309L SW-309L Cored18------------------------------------19GL-YA202(Q)DW-316------------20GL-YA022(Q)DW-316L SW-316L Cored21GL-YA132(Q)DW-347SW-347 Cored22------------DW-410Nb------------23------------DW-430Nb------------不锈钢TIG焊用药芯焊丝24------------------------------------气保护药芯焊丝使用说明:。
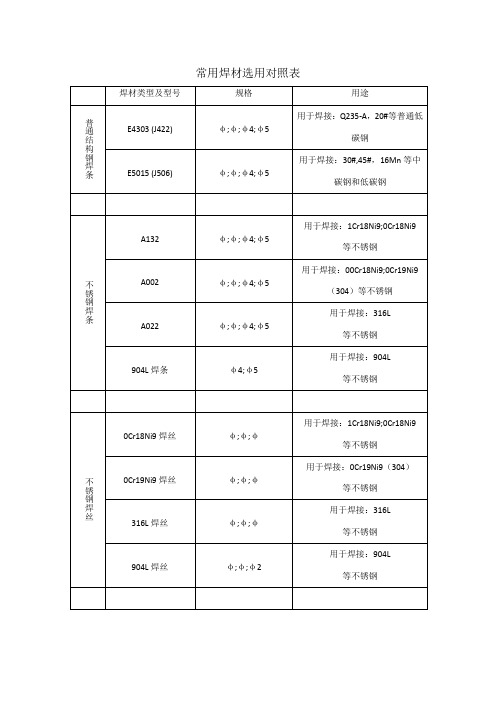
焊材选用对照表
焊材类型及型号
规格
用途
普通结构钢焊条
E4303 (J422)
φ;φ;φ4;φ5
用于焊接:Q235-A,20#等普通低碳钢
E5015 (J506)
φ;φ;φ4;φ5
用于焊接:30#,45#,16Mn等中碳钢和低碳钢
不锈钢焊条
A132
φ;φ;φ4;φ5
用于焊接:1Cr18Ni9;0Cr18Ni9
等不锈钢
A002
φ;φ;φ4;φ5
用于焊接:00Cr18Ni9;0Cr19Ni9
(304)等不锈钢
A022
φ;φ;φ4;φ5
用于焊接:316L
等不锈钢
904L焊条
φ4;φ5
用于焊接:904L
等不锈钢
不锈钢焊丝
0Cr18Ni9焊丝
φ;φ;φ
用于焊接:1Cr18Ni9;0Cr18Ni9
等不锈钢
0Cr19Ni9焊丝
φ;φ;φ
用于焊接:0Cr19Ni9(304)
等不锈钢:316L
等不锈钢
904L焊丝
φ;φ;φ2
用于焊接:904L
等不锈钢
CO2焊丝
H08Mn2SiA焊丝
(ER50-6)
φ;φ;φ
用于焊接:Q235-A,20#;16Mn等普通低碳钢和低合金钢
308L药芯焊丝
φ;φ
用于焊接:00Cr18Ni9;0Cr19Ni9
(304)等不锈钢
316L药芯焊丝
φ;φ
用于焊接:316L
等不锈钢
铝焊丝
丝301
φ3;φ4
焊接纯铝,
丝311
φ3;φ4
焊接除铝镁合金以外的铝合金
药芯焊丝牌号对照表

药芯焊丝牌号对照表字体大小:大 | 中 | 小 2009-04-17 16:13 - 阅读:812 - 评论:1药芯焊丝牌号对照表序 号符 合 GB结构钢用药芯焊丝相当标准 AWS JISZ3313 1 GB/T 10045-2001 E500T-1 A5.20 E70T-1 YFW-C50DR Z3313 2 GB/T 10045-2001 E501T-1 A5.20 E71T-1 YFW-C50DR Z3313 3 GB/T 10045-2001 E500T-5 A5.20 E70T-5 YFW-C503B A5.29 4 -----------E81T1-Ni1 5 GB/T 10045-2001 E500T-1 A5.20 E70T-1 YFW-C603R Z3313 YFW-C50DR Z3313 YFL-C504R Z3320 YFA-50W Z33136 -----------7 ----------------------------A5.298 GB/T 17493-1998 E550T1-W E80T1-W 耐热钢用药芯焊丝 9 GB/T 17493-1998 E551T1-A1 A5.29 E81T1-A1 A5.29 E81T1-B1Z3320 YFA-58WZ3318 YFM-C10 GB/T 17493-1998 E551T1-B1Z3318 YFCM-C Z3318 YF1CM-C11 GB/T 17493-1998 E551T1-B2 A5.29E81T1-B2 12 -----------13 GB/T 17493-1998 E601T1-B3 气保焊不锈钢药芯焊丝 14 GB/T 17853-1999 E308T1-1 A5.22 E308T-1 A5.22 E308LT-1 Z3323 Z3323 YF308LC YF308C ---------A5.29 E91T1-B3 ---------Z3318 YF2CM-C15 GB/T 17853-1999 E308LT1-1 16 GB/T 17853-1999 E309T0-1 17 GB/T 17853-1999 E309LT0-1 GB/T 17493-1999 E309MoT0-1A5.22 E309T-1 Z3323 YF309C A5.22 E309LT-1 Z3323 YF309LC Z3323 YF309MoC18----------19 GB/T 17853-1999 E316T0-1 20 GB/T 17853-1999 E316LT0-1 21 GB/T 17853-1999 E347T1-1 22 GB/T 17853-1999 E410T0-1 23 GB/T 17853-1999 E430T0-1 不锈钢 TIG 焊用药芯焊丝 24 (相当)GB/T 17853-1999 E308T1-5A5.22 E316T-1 Z3323 YF316C A5.22 E316LT-1 Z3323 YF316LCA5.22 E347T-1 Z3323 YF347C A5.22 E410T-1 Z3323 YF410C A5.22 E430T-1 Z3323 YF430CA5.22 E308T-2 Z3323 YF308C A5.22 E308LT-225 GB/T 17853-1999 R308LT1-5 (相当)GB/T 17853-1999 E309T1-5Z3323 YF308LC26A5.22 E309T-2 Z3323 YF309C A5.22 E309LT-227 GB/T 17853-1999 R309LT1-5Z3323 YF309LC Z3323 YF309MoC28 -----------(相当)GB/T 17853-1999 29 E316T1-5 30 GB/T 17853-1999 R316LT1-5 31 GB/T 17853-1999 R347T1-5 MAG 焊用耐磨堆焊药芯焊丝----------A5.22 E316T-2 Z3323 YF316CA5.22 E316LT-2Z3323 YF316LCA5.22 E347T-2 Z3323 YF347C32 -----------33 -----------34 -----------35 -----------36 -----------37 -----------埋弧焊用耐磨堆焊药芯焊丝 38 -----------39 -----------40 -----------41 -----------42 ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------序中国钢廉 日本神户 韩国现代号1 -----------2 GL-YJ502(Q) 3 GL-YJ507(Q) 4 GL-YJ602(Q) 5 -----------6 GL-YJ502Ni(Q) DW-100F DW-100 -----------DW-60 MX-100 ----------------------SF-71 ----------------------SF-70MX -----------SF-70W SF-80W7 GL-YJ502CrNiCu(Q) DW-50W 8 GL-YJ602CrNiCu(Q) DW-588 耐热钢用药芯焊丝 9 -----------10 ---------------------------------------------------------11 GL-YR302(Q) 12 -----------13 GL-YR402(Q) 气保焊不锈钢药芯焊丝 14 GL-YA102(Q) 15 GL-YA002(Q) 16 GL-YA302(Q) 17 GL-YA062(Q) 18 -----------19 GL-YA202(Q) 20 GL-YA022(Q) 21 GL-YA132(Q) 22 -----------23 ------------DW-1CMA -----------DW-2CMA----------------------------------DW-308 DW-308L DW-309 DW-309L -----------DW-316 DW-316L DW-347 DW-410Nb DW-430Nb-----------SW-308L Cored -----------SW-309L Cored ----------------------SW-316L Cored SW-347 Cored -----------------------不锈钢 TIG 焊用药芯焊丝 24 -----------25 -----------26 -----------27 -----------28 -----------29 ------------------------------------------------------------------------------------------------------------------------------------------------30 -----------31 ---------------------------------------------------------------------MAG 焊用耐磨堆焊药芯焊丝 32 -----------33 GL-YD350(Q) 34 GL-YD450(Q) 35 -----------36 -----------37 -----------DWH-250 DWH-350 DWH-450 DWH-600 DWH-800 ------------------------------------------------------------------------------埋弧焊用耐磨堆焊药芯焊丝 38 -----------39 -----------40 -----------41 -----------42 -----------G-50/USH-250N G-50/USH-350N G-50/USH-450N G-50/USH-500N ---------------------------------------------MF-30/USH-600N ------------气保护药芯焊丝简明表牌号 GB 标准 AWS 标准 焊接电源 主要用途JQ.YD132-1DC+堆焊用 CO2 气保护钛型药芯焊丝。
药芯焊丝牌号对照表

药芯焊丝牌号对照表 Pleasure Group Office【T985AB-B866SYT-B182C-BS682T-STT18】药芯焊丝牌号对照表序号符合相当标准GB AWS JIS结构钢用药芯焊丝1GB/T 10045-2001 E500T-1 E70T-1Z3313 YFW-C50DR 2GB/T 10045-2001 E501T-1 E71T-1 Z3313 YFW-C50DR 3GB/T 10045-2001 E500T-5 E70T-5Z3313 YFW-C503B 4------------ E81T1-Ni1 Z3313 YFW-C603R 5GB/T 10045-2001 E500T-1 E70T-1Z3313 YFW-C50DR6---------------------Z3313 YFL-C504R7---------------------Z3320 YFA-50W8GB/T 17493-1998 E550T1-W E80T1-W Z3320 YFA-58W耐热钢用药芯焊丝9GB/T 17493-1998 E551T1-A1 E81T1-A1Z3318 YFM-C10GB/T 17493-1998 E551T1-B1 E81T1-B1Z3318 YFCM-C11GB/T 17493-1998 E551T1-B2 E81T1-B2 Z3318 YF1CM-C 12--------------------------------13GB/T 17493-1998 E601T1-B3 E91T1-B3Z3318 YF2CM-C气保焊不锈钢药芯焊丝14GB/T 17853-1999 E308T1-1E308T-1Z3323YF308C 15GB/T 17853-1999 E308LT1-1E308LT-1 Z3323YF308LC 16GB/T 17853-1999 E309T0-1 E309T-1Z3323 YF309C17GB/T 17853-1999 E309LT0-1 E309LT-1Z3323 YF309LC18GB/T 17493-1999 E309MoT0-1----------Z3323 YF309MoC19GB/T 17853-1999 E316T0-1 E316T-1 Z3323 YF316C 20GB/T 17853-1999 E316LT0-1 E316LT-1 Z3323 YF316LC 21GB/T 17853-1999 E347T1-1 E347T-1Z3323 YF347C 22GB/T 17853-1999 E410T0-1 E410T-1Z3323 YF410C 23GB/T 17853-1999 E430T0-1 E430T-1Z3323 YF430C 不锈钢TIG焊用药芯焊丝24(相当)GB/T 17853-1999E308T1-5E308T-2Z3323 YF308C25GB/T 17853-1999 R308LT1-5 E308LT-2Z3323 YF308LC26(相当)GB/T 17853-1999E309T1-5E309T-2Z3323 YF309C27GB/T 17853-1999 R309LT1-5 E309LT-2Z3323 YF309LC 28----------------------Z3323 YF309MoC29(相当)GB/T 17853-1999E316T1-5E316T-2Z3323 YF316C30GB/T 17853-1999 R316LT1-5 E316LT-2Z3323 YF316LC 31GB/T 17853-1999 R347T1-5 E347T-2Z3323 YF347C MAG焊用耐磨堆焊药芯焊丝32--------------------------------33--------------------------------34--------------------------------35--------------------------------36--------------------------------37--------------------------------埋弧焊用耐磨堆焊药芯焊丝38--------------------------------39--------------------------------40--------------------------------41--------------------------------42--------------------------------序号中国钢廉日本神户韩国现代1------------DW-100F------------2GL-YJ502(Q)DW-100SF-713GL-YJ507(Q)------------------------4GL-YJ602(Q)DW-60------------5------------MX-100SF-70MX6GL-YJ502Ni(Q)------------------------7GL-YJ502CrNiCu(Q)DW-50W SF-70W8GL-YJ602CrNiCu(Q)DW-588SF-80W耐热钢用药芯焊丝9------------------------------------10------------------------------------11GL-YR302(Q)DW-1CMA------------12------------------------------------13GL-YR402(Q)DW-2CMA------------气保焊不锈钢药芯焊丝14GL-YA102(Q)DW-308------------15GL-YA002(Q)DW-308L SW-308L Cored16GL-YA302(Q)DW-309------------17GL-YA062(Q)DW-309L SW-309L Cored18------------------------------------19GL-YA202(Q)DW-316------------20GL-YA022(Q)DW-316L SW-316L Cored21GL-YA132(Q)DW-347SW-347 Cored22------------DW-410Nb------------23------------DW-430Nb------------不锈钢TIG焊用药芯焊丝24------------------------------------25------------------------------------26------------------------------------27------------------------------------28------------------------------------29------------------------------------30------------------------------------31------------------------------------------------MAG焊用耐磨堆焊药芯焊丝32------------DWH-250------------33GL-YD350(Q)DWH-350------------34GL-YD450(Q)DWH-450------------35------------DWH-600------------气保护药芯焊丝使用说明:。
焊丝牌号及型编制

焊丝牌号及型编制焊丝的牌号是根据焊丝的性能来命名的,主要包括了实芯焊丝、药芯焊丝、有色金属及铸铁焊丝等,其牌号编制方法简介如下:1.实芯焊丝的牌号与型号(1)牌号:牌号第一个字母“H”表示焊接用实芯焊丝。
H后面的一位或二位数字表示含碳量。
接下来的化学符号及其后面的数字表示该元素大致含量的百分数。
合金元素含量小于1%时,该合金元素化学符号后面的数字省略。
在结构钢焊丝牌号尾部标有“A”或“E”时,A表示硫、磷含量要求低的高级优质钢。
E为硫、磷含量要求特别低的焊丝。
H 08 Mn2 Si A高级优质钢(S、P≤0.03%)Si≤1%Mn≈2%C≈0.08%焊接用实芯焊丝国产实芯焊丝的牌号及主要成分见表2-31、表2-32。
(2)焊丝型号气体保护电弧焊用碳钢、低合金钢焊丝按化学成分和采用熔化极气体保护电弧焊时熔敷金属的力学性能分类。
焊丝型号的表示方法为ER××-×,字母“ER”表示焊丝,ER 后面的两位数字表示熔敷金属的最低抗拉强度,短划“-”后面的字母或数字表示焊丝化学成分分类代号。
如还附加其它化学元素时,直接用元素符号表示,并以短划“-”与前面数字分开。
国产实芯焊丝型号、化学成分和力学性能列于表2-33、表2-34。
焊丝型号举例:ER 55 B2Mn表示焊丝中含有锰元素表示焊丝化学成分分类代号表示熔敷金属抗拉强度最低值为55kgf/mm2或540MPa表示焊丝表2-31 国产实芯焊丝的牌号及主要成分(GB/T14957-95)钢种序号牌号化学成分(%)C Mn Si Cr Ni Mo V Cu 其他S P≤碳素结构钢1 H08A ≤0.100.30~0.55≤0.03≤0.20≤0.30≤0.2≤0.03≤0.030 2 H08E ≤0.100.30~0.55≤0.03≤0.20≤0.30≤0.2≤0.02≤0.023 H08C ≤0.100.30~0.55 ≤0.03≤0.10≤0.100.20.0150.0154 H08MnA ≤0.100.80~1.10 ≤0.07≤0.20≤0.30≤0.2≤0.03≤0.035 H15a0.11~0.18 0.35~0.65≤0.03≤0.20≤0.30≤0.2≤0.03≤0.036 H15Mn0.11~0.18 0.80~1.10≤0.03≤0.20≤0.300.20.0350.035合金结构钢7 H10Mn2 ≤0.121.50~1.90≤0.07≤0.20≤0.30≤0.2≤0.035≤0.035 8 H08Mn2Si ≤0.111.70~2.100.65~0.95≤0.20≤0.30≤0.2≤0.035≤0.0359H08MnsSiA ≤0.111.80~2.100.65~0.95≤0.20≤0.300.20.030.0310 H10MnSi ≤0.140.80~1.100.60~0.90≤0.20≤0.30≤0.2≤0.035≤0.0351 1 H10MnSiMo≤0.140.90~1.200.70~1.10≤0.20≤0.300.15~0.25≤0.2≤0.035≤0.0351 2 H10MnSiMoTiA0.08~0.121.00~1.300.40~0.70≤0.20≤0.300.20~0.40≤0.2Ti0.05~0.150.0250.031 3 H08MnMoA≤0.101.20~1.60≤0.25≤0.20≤0.300.30~0.50≤0.2Ti0.15(加入量)≤0.03≤0.031 4 H08Mn2MoA0.06~0.111.60~1.90≤0.25≤0.20≤0.300.50~0.70≤0.2Ti0.15(加入量)≤0.03≤0.031 5 H10Mn2MoA0.08~0.131.70~2.00≤0.40≤0.20≤0.300.60~0.80≤0.2Ti0.15(加入量)≤0.03≤0.031 6 H08Mn2MoV A0.06~0.111.60~1.90≤0.25≤0.20≤0.300.50~0.700.06~0.12≤0.2Ti0.15(加入量)≤0.03≤0.031 7 H10Mn2MoV A0.08~0.131.70~2.40≤0.40≤0.20≤0.300.60~0.80≤0.2Ti0.15(加入量)≤0.03≤0.0318 H08CrMoA ≤0.100.40~0.700.15~0.350.80~1.10≤0.300.40~0.60≤0.2≤0.03≤0.0319 H13CrMoA0.11~0.160.40~0.700.15~0.350.80~1.10≤0.300.40~0.60≤0.2≤0.03≤0.0320 H18CrMoA0.15~0.220.40~0.700.15~0.350.80~1.10≤0.300.15~0.25≤0.2≤0.025≤0.032 1 H08CrMoVA≤0.100.40~0.700.15~0.351.00~1.30≤0.300.50~0.700.15~0.35≤0.2≤0.03≤0.032 2 H08CrNi2MoA0.05~0.010.50~0.850.10~0.300.70~1.001.40~1.800.20~0.40≤0.2≤0.025≤0.032 3 G30CrMnSiA0.25~0.350.80~1.100.90~1.200.80~1.10≤0.30≤0.2≤0.025≤0.02524 H10MoCrA ≤0.120.40~0.700.15~0.350.45~0.65≤0.300.40~0.60≤0.2≤0.03≤0.03表2-32类别牌号化学成分,%(m/m)C Si Mn P S Cr Ni Mo Cu 其他奥氏体型H1Cr19Ni9 ≤0.14≤0.61.00~2.00≤0.03≤0.0318.00~20.008.00~10.00H0Cr19Ni12Mo2≤0.08≤0.61.00~2.50≤0.03≤0.0318.00~20.0011.00~14.002.00~3.00H00Cr19Ni12Mo2≤0.03≤0.61.00~2.50≤0.03≤0.0218.00~20.0011.00~14.002.00~3.00H00Cr19Ni12Mo2Cu2 ≤0.03≤0.61.00~2.50≤0.03≤0.0218.00~20.0011.00~14.002.00~3.001.00~2.50H0Cr19Ni14Mo3 ≤0.08≤0.61.00~2.50≤0.03≤0.0318.50~20.5013.00~15.003.00~4.00H0Cr21Ni10 ≤0.08 ≤0.61.00~2.50≤0.03≤0.0319.50~22.509.00~11.00H00Cr21Ni10 ≤0.03 ≤0.61.00~2.50≤0.03≤0.0218.50~20.509.00~11.00H0Cr20Ni10Ti ≤0.08≤0.61.00~2.50≤0.03≤0.0319.00~21.509.00~10.50Ti9×C%~1.00H0Cr20NI10Nb ≤0.08≤0.61.00~2.50≤0.03≤0.0319.00~21.009.00~11.00Nb10×C%~1.00H00Cr20Ni25Mo4Cu ≤0.03≤0.61.00~2.50≤0.03≤0.0219.00~21.0024.00~26.004.00~5.001.00~2.00H1Cr21Ni10Mn6 ≤0.10≤0.65.00~7.00≤0.03≤0.0220.00~22.009.00~11.00H1Cr24Ni13 ≤0.12 ≤0.61.00~2.50≤0.03≤0.0323.00~25.0012.00~14.00H1Cr24Ni13Mo2 ≤0.12≤0.61.00~2.50≤0.03≤0.0323.00~25.0012.00~14.002.00~3.00H00Cr25Ni22Mn4Mo2N ≤0.03≤0.53.50~5.50≤0.03≤0.0224.00~26.0021.50~23.002.00~2.80N0.10~0.15H1Cr26Ni21 ≤0.15 ≤0.61.00~2.50≤0.03≤0.0325.00~28.0020.00~22.00H0Cr26Ni21 ≤0.08 ≤0.61.00~2.50≤0.03≤0.0325.00~28.0020.00~22.00铁素体型H0Cr14 ≤0.06≤0.7≤0.60≤0.03≤0.0313.00~15.00≤0.60 H1Cr17 ≤0.10≤0.5≤0.60≤0.03≤0.0315.50~17.00≤0.60马氏体型H1Cr13 ≤0.12≤0.5≤0.60≤0.03≤0.0311.50~13.50≤0.60H2Cr130.13~0.21≤0.6≤0.60≤0.03≤0.0312.00~14.00≤0.60H0Cr17Ni4Cu4Nb≤0.05≤0.750.25~0.75≤0.03≤0.0315.50~17.004.00~5.00≤0.753.00~4.00N0.15~0.45表2-33 国产焊丝型号及其化学成分(%)(GB/T8110-95)焊丝型号C Mn Si P S Ni Cr Mo V Ti Zr Al Cu其他元素总量碳钢焊丝ER49 -1≤0.111.80~2.100.65~0.95≤0.030≤0.030≤0.30≤0.20—————≤0.50—ER50 -2≤0.07 0.90~1.40 ≤0.025≤0.035——0.05~0.150.02~0.120.05~0.15≤0.50ER50 -3 0.06~0.15———ER50 -4 0.07~0.151.00~1.50ER50 -5 0.07~0.190.90~1.400.50~0.90ER50 -6 0.06~0.151.40~1.85—ER50 -7 0.07~0.150.50~0.80铬钼钢焊丝ER55 -B2 0.07~0.120.40~0.700.40~0.70≤0.025≤0.025≤0.201.20~1.500.40~0.65————≤0.35≤0.50ER55 -B2L≤0.05ER55-B2-MnV0.06~0.10 1.20~1.600.60~0.90≤0.030≤0.0251.00~1.300.50~0.700.20~0.40ER55 -B2-Mn 1.20~1.700.90~1.200.45~0.65—ER62 -B3 0.07~0.120.40~0.700.40~0.70≤0.025≤0.202.30~2.700.90~1.20ER62 -B3L≤0.05镍钢焊丝ER55 -C1≤0.12≤1.250.40~0.80≤0.025≤0.0250.80~1.10≤0.15≤0.35≤0.05———≤0.35≤0.50ER55 -C2 2.00~2.75———ER55 -C3 3.00~3.75续表焊丝型号C Mn Si P S Ni Cr Mo V Ti Zr Al Cu其他元素总量锰钼钢焊丝ER55-D2-Ti≤0.111.20~1.900.40~0.80 ≤0.025≤0.025——0.20~0.50—≤0.20——≤0.50≤0.50ER55 -D2 0.07~0.121.60~2.100.50~0.80≤0.150.40~0.60—其他低合金钢焊丝ER69 -1≤0.081.25~1.800.20~0.50 ≤0.010≤0.0101.40~2.10 ≤0.300.25~0.55 ≤0.05≤0.10≤0.10≤0.10≤0.25≤0.50ER69-2≤0.12 0.20~0.600.80~1.250.20~0.550.25~0.65ER69 -3 0.40~0.80≤0.020≤0.0200.50~1.00——≤0.20—≤0.35ER76 -1≤0.09 1.40~1.800.20~0.55 ≤0.010≤0.0101.90~2.60≤0.500.25~0.55≤0.04≤0.10≤0.10≤0.25ER83 -1≤0.100.25~0.602.00~2.80≤0.600.30~0.65≤0.03ERXX-G供需双方协商注:①焊丝中铜含量包括镀铜层。
母材与焊材选用对照表

母材与焊材选用对照表
母材与焊材选用对照表是一个重要的参考资料,用于选择适合的焊接材料以进行有效的焊接。
以下是一个常见的母材与焊材选用对照表:
一、碳钢和低合金钢
母材:碳钢和低合金钢
焊材:相应型号的焊条或焊丝,如E4303(J422)、E4316(J426)、E4315(J427)等
二、不锈钢
母材:奥氏体不锈钢(如304、316)
焊材:相应型号的焊条或焊丝,如E308-16(A102)、E310-15(A307)等
预热要求:根据具体材质和焊接条件,可能需要预热
三、耐热钢和高温合金
母材:Cr-Mo钢、Cr-Ni-Mo钢等
焊材:相应型号的焊条或焊丝,如E309-15(A307)、E310-15(A312)等
预热要求:根据具体材质和焊接条件,可能需要预热
四、异种钢
母材:不同型号或种类的钢
焊材:选择能满足两种母材中耐蚀性、强度和导热性等要求的最接近的焊材
五、有特殊要求的场合
对于有特殊耐蚀性、强度或其他要求的应用场合,应选择符合相应要求的焊材
六、其他材质
对于其他非铁质金属(如铝、铜、钛等),应根据其材质和性能选择适合的焊材。
焊丝的选用

焊丝的选用1、实芯焊丝的选用(1)埋弧焊焊丝埋弧焊时焊剂对焊缝金属起保护和冶金处理作用,焊丝主要作为填充金属,同时向焊缝添加合金元素,并参与冶金反应。
1)低碳钢和低合金钢用焊丝低碳钢和低合金钢埋弧焊常用焊丝有如下三类。
A、低锰焊丝(如H08A):常配合高锰焊剂用于低碳钢及强度较低的低合金钢焊接。
B、中锰焊丝(如H08MnA,H10MnS):主要用于低合金钢焊接,也可配合低锰焊剂用于低碳钢焊接。
C、高锰焊丝(如H10Mn2 H08Mn2Si):用于低合金钢焊接2)高强钢用丝这类焊丝含Mn1%以上,含Mo0.3%~0.8%,如H08MnMoA、H08Mn2MoA,用于强度较高的低合金高强钢焊接。
此外,根据高强钢的成分及使用性能要求,还可在焊丝中加入NI、CR、V及Re等元素,提高焊缝性能。
抗拉强度590Mpa级的焊缝金属多采用MN-MO系焊丝,如H08MNMOA等。
3)不锈钢用焊丝采用的焊丝成分要与被焊接的不锈钢分成基本一致,焊接铬不锈钢时,采用HoCr14 H1Cr13 H1Cr17等焊丝;焊接铬-镍不锈钢时,采用H0Cr19Ni9 HoCr19Ni9 HoCr19Ni9Ti等焊丝;焊接超低碳不锈钢时,应采用相应的超低碳焊丝,如HOOCr19Ni9等,焊剂可采用熔炼型或烧结型,要求焊剂的氧化性小,以减少合金元素的烧损。
目前国外主要采用烧结焊剂焊接不锈钢、我国仍以熔炼焊剂为主,但正在研制和推广使用烧结焊剂。
(2)气体保护焊用焊丝气体保护焊分为惰性气体保护焊(TIG焊和MIG焊)、活性气体保护焊(MAG焊)以及自保护焊接。
TIG焊接时采用纯Ar,MIG焊接时一般采用Ar+2%O2或Ar+5%CO2。
MAG焊接时主要采用CO2气体。
为了改善CO2焊接的工艺性能,也可采用CO2+Ar或CO2+Ar+O2混合气体或是采用药芯焊丝。
1)TIG焊焊丝TIG焊接有时不加填充焊丝,被焊母材加热熔化后直接连接起来,有时加填充焊丝,由于保护气体为纯Ar,无氧化性,焊丝熔化后成分基本不发生变化,所以焊丝成分即为焊缝成分。
药芯焊丝牌号对照表 ()

药芯焊丝牌号对照表药芯焊丝牌号对照表序符合号GB结构钢用药芯焊丝相当标准AWSJIS1 GB/T 10045-2001 E500T-1A5.20 E70T-1 Z3313 YFW-C50DR2 GB/T 10045-2001 E501T-1A5.20 E71T-1 Z3313 YFW-C50DR3 GB/T 10045-2001 E500T-5A5.20 E70T-5 Z3313 YFW-C503B4 ------------A5.29 E81T1-Ni1Z3313 YFW-C603R5 GB/T 10045-2001 E500T-1A5.20 E70T-1 Z3313 YFW-C50DR6 ---------------------Z3313 YFL-C504R7 ---------------------Z3320 YFA-50W8 GB/T 17493-1998 E550T1-W 耐热钢用药芯焊丝9 GB/T 17493-1998 E551T1-A1 10 GB/T 17493-1998 E551T1-B1 11 GB/T 17493-1998 E551T1-B2 12 -----------13 GB/T 17493-1998 E601T1-B3气保焊不锈钢药芯焊丝A5.29 E80T1-W Z3320 YFA-58WA5.29 E81T1-A1 A5.29 E81T1-B1 A5.29 E81T1-B2----------A5.29 E91T1-B3Z3318 YFM-C Z3318 YFCM-C Z3318 YF1CM-C ---------Z3318 YF2CM-C14 GB/T 17853-1999 E308T1-1 15 GB/T 17853-1999 E308LT1-1 16 GB/T 17853-1999 E309T0-1 17 GB/T 17853-1999 E309LT0-1 18 GB/T 17493-1999 E309MoT0-1A5.22 E308T-1A5.22 E308LT-1Z3323 YF308C Z3323 YF308LCA5.22 E309T-1 Z3323 YF309CA5.22 E309LT-1Z3323 YF309LC----------Z3323 YF309MoC19 GB/T 17853-1999 E316T0-1 20 GB/T 17853-1999 E316LT0-1 21 GB/T 17853-1999 E347T1-1A5.22 E316T-1 Z3323 YF316CA5.22 E316LT-1Z3323 YF316LCA5.22 E347T-1 Z3323 YF347C22 GB/T 17853-1999 E410T0-1A5.22 E410T-1 Z3323 YF410C23 GB/T 17853-1999 E430T0-1A5.22 E430T-1 Z3323 YF430C不锈钢 TIG 焊用药芯焊丝24 (相当)GB/T 17853-1999 E308T1-5 A5.22 E308T-2 Z3323 YF308C25 GB/T 17853-1999 R308LT1-5A5.22 E308LT-2Z3323 YF308LC26 (相当)GB/T 17853-1999 E309T1-5 A5.22 E309T-2 Z3323 YF309C27 GB/T 17853-1999 R309LT1-5A5.22 E309LT-2Z3323 YF309LC28 ----------------------Z3323 YF309MoC29 (相当)GB/T 17853-1999 E316T1-5 A5.22 E316T-2 Z3323 YF316C30 GB/T 17853-1999 R316LT1-5A5.22 E316LT-2Z3323 YF316LC31 GB/T 17853-1999 R347T1-5A5.22 E347T-2 Z3323 YF347CMAG 焊用耐磨堆焊药芯焊丝32 -----------33 -----------34 -----------35 -----------36 -----------37 ------------埋弧焊用耐磨堆焊药芯焊丝 38 -----------39 -----------40 -----------41 -----------42 -----------序中国钢廉 号----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------日本神户韩国现代1 -----------2 GL-YJ502(Q) 3 GL-YJ507(Q) 4 GL-YJ602(Q) 5 -----------6 GL-YJ502Ni(Q)DW-100F DW-100 -----------DW-60 MX-100 -----------------------SF-71 ----------------------SF-70MX ------------7 GL-YJ502CrNiCu(Q)DW-50W8 GL-YJ602CrNiCu(Q)DW-588耐热钢用药芯焊丝9 ------------------------10 ------------------------11 GL-YR302(Q) 12 ------------DW-1CMA ------------13 GL-YR402(Q)DW-2CMA气保焊不锈钢药芯焊丝14 GL-YA102(Q)DW-30815 GL-YA002(Q)DW-308L16 GL-YA302(Q)DW-30917 GL-YA062(Q)DW-309L18 -----------19 GL-YA202(Q)-----------DW-31620 GL-YA022(Q)DW-316L21 GL-YA132(Q)DW-347SF-70W SF-80W-------------------------------------------------------------------SW-308L Cored -----------SW-309L Cored ----------------------SW-316L Cored SW-347 Cored22 ------------DW-410Nb23 ------------DW-430Nb不锈钢 TIG 焊用药芯焊丝24 ------------------------25 ------------------------26 ------------------------27 ------------------------28 ------------------------29 ------------------------30 ------------------------31 ------------------------MAG 焊用耐磨堆焊药芯焊丝32 ------------DWH-25033 GL-YD350(Q)DWH-35034 GL-YD450(Q)DWH-45035 ------------DWH-60036 ------------DWH-80037 ------------------------埋弧焊用耐磨堆焊药芯焊丝-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------38 ------------G-50/USH-250N------------39 ------------G-50/USH-350N------------40 ------------G-50/USH-450N------------41 ------------G-50/USH-500N------------42 ------------MF-30/USH-600N ------------气保护药芯焊丝简明表牌号GB 标准AWS 标准焊接电源主要用途JQ.YD132-1DC+JQ.YD172-1DC+JQ.YD212-1DC+JQ.YJ501-1E501T-1E71T-1DC+JQ.YJ501Ni-1 E501T1-GE71T1-GDC+JQ.YJ501NiCrCu-1DC+JQ.YJ502-1E500T-1E70T-1DC+JQ.YJ502Ni-1 E550T1-Ni1E80T1-Ni1DC+JQ.YJ507-1E500T-5E70T-5DC+JQ.YJ551Ni-1 E551T1-Ni1E81T1-Ni1DC+JQ.YJ551Ni2-1 E551T1-Ni2E81T1-Ni2DC+堆焊用 CO2 气保护钛型药芯焊丝。
不锈钢药芯焊丝

楼上的回答不对.我是做焊丝的.H08A是埋弧焊.二氧化碳焊丝型号有.JY50-6 符合GB/T8110-1995(ER50-6)相当于AWS ER70S-6.JY50-6焊丝适用于低碳钢、低合金钢的CO2气体保护焊,特别适用于机车车辆、集装箱、工程机械、压力容器等的焊jie. JY-308 符合GB/T17854-1999(H0Cr21Ni10),相当于AWS ER308、JIS Y308. JY-308为钨极氩弧焊不锈钢焊丝,用于焊接Cr18Ni8不锈钢化工、石油设备,焊接时飞溅极少,焊缝成形美观。
JY49-1(H08Mn2SiA) 符合GB/T8110-1995(ER49-1)JY49-1焊丝适用于低碳钢、低合金钢的CO2气体保护焊,如工程机械、桥梁、车辆、压力容器等的焊接。
JY44-8(I) 符合TB/T2374-1999(H08MnSiCuCrNi I)适用于铁道机车车辆、汽车制造业中的耐候钢焊接。
焊丝规格:Φ1.0mm Φ1.2mm Φ1.6mm焊丝型号中的“I”表示二氧化碳气体保护焊焊丝型号中的“8”表示焊丝含Cu.CO2/MAG焊接技术在压力管道行业应用的工艺特点(作者:wangyusong)摘要:综述了CO2/MAG焊接方法在压力管道焊接上应用的工艺特点,推荐几种典型的焊接组合工艺方法,列举了CO2/MAG焊、TIG/CO2焊、药芯焊丝CO2气保焊等在压力管道上焊接的应用实例。
关键词:CO2焊压力管道焊接1 压力管道焊接工艺的现状目前国内压力管道现场安装焊接工艺方法仍然以焊条电弧焊为主,重要焊缝采用钨极氩弧焊打底/焊条电弧焊填充盖面焊工艺;西气东输工程中大部分采用纤维素焊条打底/药芯自保焊丝填充盖面焊工艺。
CO2气体保护焊接方法在压力管道焊接上应用的还不十分普遍,分析其原因主要存在以下认识误区。
1.1 CO2焊接过程中有飞溅,焊接接头质量比焊条电弧焊要低;CO2气体保护防风能力差,不适合压力管道现场安装焊接。
药芯焊丝牌号对照表[优质文档]
![药芯焊丝牌号对照表[优质文档]](https://img.taocdn.com/s3/m/59f53c5f27d3240c8447efbe.png)
药芯焊丝牌号对照表药芯焊丝牌号对照表序号符合相当标准GB AWS JIS 结构钢用药芯焊丝1GB/T 10045-2001 E500T-1A5.20 E70T-1Z3313 YFW-C50DR 2GB/T 10045-2001 E501T-1A5.20 E71T-1 Z3313 YFW-C50DR 3GB/T 10045-2001 E500T-5A5.20 E70T-5Z3313 YFW-C503B 4------------A5.29E81T1-Ni1Z3313 YFW-C603R5GB/T 10045-2001 E500T-1A5.20 E70T-1Z3313 YFW-C50DR 6---------------------Z3313 YFL-C504R 7---------------------Z3320 YFA-50W8GB/T 17493-1998 E550T1-WA5.29E80T1-WZ3320 YFA-58W 耐热钢用药芯焊丝9GB/T 17493-1998 E551T1-A1 A5.29E81T1-A1Z3318 YFM-C10GB/T 17493-1998 E551T1-B1A5.29E81T1-B1Z3318 YFCM-C11GB/T 17493-1998 E551T1-B2A5.29E81T1-B2Z3318 YF1CM-C12--------------------------------13GB/T 17493-1998 E601T1-B3 A5.29E91T1-B3Z3318 YF2CM-C气保焊不锈钢药芯焊丝14GB/T 17853-1999 E308T1-1A5.22E308T-1Z3323YF308C15GB/T 17853-1999 E308LT1-1A5.22Z3323YF308LC气保护药芯焊丝简明表牌号GB标准AWS标准焊接电源主要用途JQ.YD132-1DC+ 堆焊用CO2气保护钛型药芯焊丝。
焊接用焊丝的选用原则方法及选用表(详细资料)..

焊接用焊丝的选用详细资料及选用表1 焊丝选用的要点焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等)、成本等综合考虑。
焊丝选用要考虑的顺序如下。
①根据被焊结构的钢种选择焊丝对于碳钢及低合金金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝。
对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致或相似,以满足对耐热性和耐腐蚀性等方面的要求。
②根据被焊部件的质量要求(特别是冲击韧性)选择焊丝与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。
③根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。
焊接工艺性能包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等。
对于碳钢及低合金钢的焊接(特别是半自动焊),主要是根据焊接工艺性能来选择焊接方法及焊接材料。
采用实芯焊丝和药芯焊丝进行气体保护焊的焊接工艺性能的对比见表1。
表1实芯焊丝和药芯焊丝气体保护焊的焊接工艺性能的对比2实芯焊丝的选用(1)埋弧焊焊丝焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。
埋弧焊焊丝的选用既要考虑焊剂成分的影响,又要考虑母材的影响。
为了得到不同的焊缝成分和力学性能,可以采用一种焊剂(主要是熔炼焊剂)与几种焊丝配合,也可以采用一种焊丝与几种焊剂(主要是烧结焊剂)配合。
对于给定的焊接结构,应根据钢种成分、对焊缝性能的要求及焊接工艺参数的变化等进行综合分析之后,再决定所采用的焊丝和焊剂。
1)低碳钢和低合金钢用焊丝低碳钢和低合金钢埋弧焊常用焊丝有如下三类。
①低锰焊丝(如H08A 常配合高锰焊剂用于低碳钢及强度较低的低合金钢焊接。
常用各种焊丝型号
堆焊焊剂常用各种焊丝型号一、一般常用焊丝1、DY-YJ502(Q)钛型渣系的药芯焊丝。
工艺、力学性能优良,能够进行全位置焊接,特别是优良的低温韧性,以达到船级社3y级认证。
广泛用于造船、钢结构、桥梁等。
2、DY-YJ507(Q)碱型渣系的药芯焊丝。
力学性能优良,扩散氢含量低,具有优良的低温抗裂性能。
-40度冲击功可达到80以上。
用于机械制造、水电、石油化工设备等。
3、DY-YJ607(Q)碱型渣系的药芯焊丝。
力学性能优良,扩散氢含量低,适用于60公斤级高强高韧性钢的焊接。
4、YJ502CrNiCu(Q)钛型全位置焊接药芯焊丝。
用于耐大气腐蚀钢的焊接。
如海洋平台的焊接用。
5、YJ502Ni(Q)钛型全位置焊接药芯焊丝。
低温冲击吸收功高,满足-40度气温下金属结构的使用。
二、耐热钢系列药芯焊丝1、DY-YR302(Q)钛型渣系的药芯焊丝,适用于和耐热钢的焊接用,广泛用于锅炉压力容器行业。
2、DY-YR312(Q)适用于12CrMoV珠光体耐热钢的焊接,广泛用于锅炉压力容器行业。
3、DY-YR317(Q)碱性渣系药芯焊丝。
适用于12CrMoV珠光体耐热钢的焊接,具有优良的低温冲击性能。
4、DY-YR402(Q)用于耐热钢焊接。
三、不锈钢用气保护焊药性焊丝1、DY-YA308(Q)18%Cr-8%Ni不锈钢焊接用。
2、DY-YA308L(Q)超低碳18%Cr-8%Ni不锈钢焊接用。
3、DY-YA309(Q)异种钢焊接或复合钢板及堆焊不锈钢时过渡层焊接用。
4、DY-YA316(Q)18%Cr-12%Ni不锈钢焊接用。
四、气保护堆焊药芯焊丝1、DY-YD350(Q)广泛用于堆焊金属间磨损部件和轻度的土砂磨损的部件,HRC35.2、DY-YD450(Q)适于堆焊耐土砂磨损和耐金属间磨损的部件,HRC45.3、DY-YD600(Q)广泛用于耐土砂磨损的部件,HRC55-60.五、埋弧堆焊药芯焊丝1、DY-YD14(M)主要用于碳钢和低合金钢零部件的修复或作其它堆焊材料的过渡层,HRC26±2.2、DY-YD224B(M)主要用于热轧辊和其它耐磨损件的堆焊和修复,HRC59.3、DY-YD420(M)含铬13%的马氏体型堆焊药芯焊丝,耐腐蚀,耐磨损。
焊丝对照表
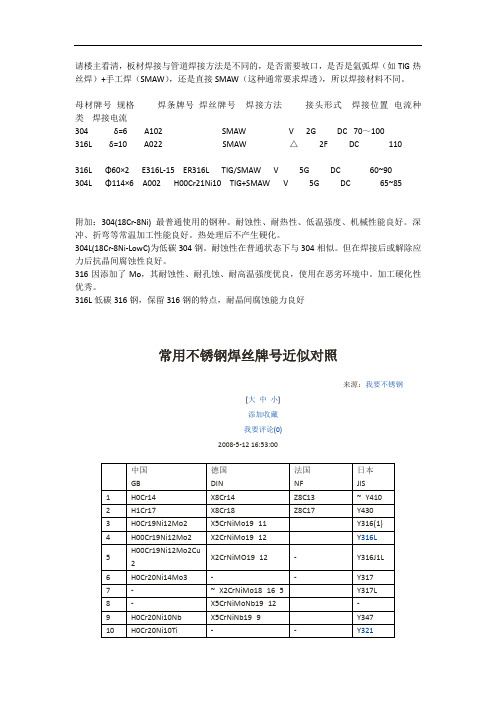
请楼主看清,板材焊接与管道焊接方法是不同的,是否需要坡口,是否是氩弧焊(如TIG热丝焊)+手工焊(SMAW),还是直接SMAW(这种通常要求焊透),所以焊接材料不同。
母材牌号规格焊条牌号焊丝牌号焊接方法接头形式焊接位置电流种类焊接电流304 δ=6 A102 SMAW V 2G DC 70~100316L δ=10 A022 SMAW △ 2F DC 110316L Φ60×2 E316L-15 ER316L TIG/SMAW V 5G DC 60~90304L Φ114×6 A002 H00Cr21Ni10 TIG+SMAW V 5G DC 65~85附加:304(18Cr-8Ni) 最普通使用的钢种。
耐蚀性、耐热性、低温强度、机械性能良好。
深冲、折弯等常温加工性能良好。
热处理后不产生硬化。
304L(18Cr-8Ni-LowC)为低碳304钢。
耐蚀性在普通状态下与304相似。
但在焊接后或解除应力后抗晶间腐蚀性良好。
316因添加了Mo,其耐蚀性、耐孔蚀、耐高温强度优良,使用在恶劣环境中。
加工硬化性优秀。
316L低碳316钢,保留316钢的特点,耐晶间腐蚀能力良好常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y317 7-~ X2CrNiMo18 16 5Y317L 8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y347 10H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y3177-~ X2CrNiMo18 16 5Y317L8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y34710H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-序号牌号型号序号牌号型号可以用型号和牌号来反映焊丝的主要性能特征及类别。
常用各种焊丝型号
常用各种焊丝型号一、一般常用焊丝1、DY-YJ502(Q)钛型渣系的药芯焊丝。
工艺、力学性能优良,能够进行全位置焊接,特别是优良的低温韧性,以达到船级社3y 级认证。
广泛用于造船、钢结构、桥梁等。
2、DY-YJ507(Q)碱型渣系的药芯焊丝。
力学性能优良,扩散氢含量低,具有优良的低温抗裂性能。
-40度冲击功可达到80以上。
用于机械制造、水电、石油化工设备等。
3、DY-YJ607(Q)碱型渣系的药芯焊丝。
力学性能优良,扩散氢含量低,适用于60公斤级高强高韧性钢的焊接。
4、YJ502CrNiCu(Q)钛型全位置焊接药芯焊丝。
用于耐大气腐蚀钢的焊接。
如海洋平台的焊接用。
5、YJ502Ni(Q)钛型全位置焊接药芯焊丝。
低温冲击吸收功高,满足-40度气温下金属结构的使用。
二、耐热钢系列药芯焊丝1、DY-YR302(Q)钛型渣系的药芯焊丝,适用于1Cr-0.5Mo和1.25Cr-0.5Mo耐热钢的焊接用,广泛用于锅炉压力容器行业。
2、DY-YR312(Q)适用于12CrMoV珠光体耐热钢的焊接,广泛用于锅炉压力容器行业。
3、DY-YR317(Q)碱性渣系药芯焊丝。
适用于12CrMoV珠光体耐热钢的焊接,具有优良的低温冲击性能。
4、DY-YR402(Q)用于2.25Cr-1Mo耐热钢焊接。
三、不锈钢用气保护焊药性焊丝1、DY-YA308(Q)18%Cr-8%Ni不锈钢焊接用。
2、DY-YA308L(Q)超低碳18%Cr-8%Ni不锈钢焊接用。
3、DY-YA309(Q)异种钢焊接或复合钢板及堆焊不锈钢时过渡层焊接用。
4、DY-YA316(Q)18%Cr-12%Ni不锈钢焊接用。
四、气保护堆焊药芯焊丝1、DY-YD350(Q)广泛用于堆焊金属间磨损部件和轻度的土砂磨损的部件,HRC35.2、DY-YD450(Q)适于堆焊耐土砂磨损和耐金属间磨损的部件,HRC45.3、DY-YD600(Q)广泛用于耐土砂磨损的部件,HRC55-60.五、埋弧堆焊药芯焊丝1、DY-YD14(M)主要用于碳钢和低合金钢零部件的修复或作其它堆焊材料的过渡层,HRC26±2.2、DY-YD224B(M)主要用于热轧辊和其它耐磨损件的堆焊和修复,HRC59.3、DY-YD420(M)含铬13%的马氏体型堆焊药芯焊丝,耐腐蚀,耐磨损。