Quantum PLC在水厂加矾系统中应用
PLC在水处理行业中的应用

PLC在水处理行业中的应用水处理是一项重要的环保工作,它涉及到用来提供清洁、安全和可持续的水资源的一系列过程。
随着科技的不断发展,自动化技术在水处理行业中的应用越来越普遍。
可编程逻辑控制器(PLC)作为一种强大的自动化控制设备,被广泛应用于水处理系统中。
本文将探讨PLC 在水处理行业中的应用,并说明其重要性和优势。
1. PLC在水处理系统中的基本原理在水处理行业中,PLC被用于控制和监视整个系统的运行。
它通过接收传感器、执行器和其他设备的输入信号,并根据预先设置的逻辑程序进行运算和决策来控制各种操作。
PLC的输入和输出端口可以连接各种传感器和执行器,例如温度传感器、压力传感器和阀门执行器等。
2. PLC在水处理行业中的应用领域2.1 滤水处理:PLC可以控制过滤设备的操作,根据水质和使用需求自动开启和关闭滤网。
通过对滤网的控制,可以实现高效的水处理和过滤,确保提供清洁饮用水的质量。
2.2 流量控制:PLC可以监测和控制水处理系统中的流量,确保在不同场景下供水量的稳定与调节。
通过调整阀门的开度,PLC可以实现精确的流量控制,避免水流过大或过小造成的问题。
2.3 水质监测:PLC可以连接水质传感器,实时监测水质参数如pH 值、溶解氧等。
当水质超出预定的范围时,PLC会发出警告并自动采取措施,例如自动调节添加药物的量来纠正水质问题。
2.4 水箱控制:PLC可用于控制水池或水箱的水位,确保水库的供水和排水平衡。
当水位低于一定阈值时,PLC会自动打开进水阀门;当水位高于另一阈值时,PLC会打开排水阀门,通过准确的水位监测和控制,水处理系统可以更好地维持供水的稳定。
3. PLC在水处理行业中的优势3.1 稳定可靠性:PLC是一种可靠性高且稳定的自动化控制设备。
它可以持续运行,并在需要时进行自我诊断和修复。
通过PLC的运作,水处理系统可以实现长时间的稳定运行,减少故障和人工干预出错的可能性。
3.2 灵活性:PLC可以根据水处理系统的需求进行编程和调整。
PLC在水处理领域中的应用技术

PLC在水处理领域中的应用技术随着科技的不断发展,自动化技术在水处理领域中得到了广泛的应用。
其中,PLC(可编程逻辑控制器)作为自动控制系统的核心部件,对于提高水处理的安全性、效率和可靠性起到了重要的作用。
本文将介绍PLC在水处理领域中的应用技术。
一、PLC简介PLC是一种用于工业自动化控制的计算机控制器。
它具有逻辑运算、计时、计数和数据处理等功能。
PLC的特点是可编程、可扩展和可靠性高。
在水处理行业中,PLC可以实现对水的净化、输送、处理过程的自动控制和监控。
二、水处理领域中的PLC应用1. 水厂供水系统控制水厂是城市供水的重要组成部分,PLC可以实现水厂供水系统的自动控制。
通过对水泵、水箱、阀门等设备的控制和监测,PLC可以实现水源的调度、净化过程的控制和水压的稳定。
2. 污水处理系统控制污水处理是保障城市环境卫生的重要环节,PLC在污水处理系统中起到了至关重要的作用。
通过对污水泵、曝气机、搅拌器等设备的控制和监测,PLC可以实现污水的输送、曝气、沉淀等处理过程的自动控制和调节。
3. 水质监测与调节水质监测对于保障水处理的安全性和合理性至关重要。
PLC可以实现对pH值、浊度、溶解氧等水质参数的实时监测和调节。
当水质超过设定的阈值时,PLC会自动发出报警信号并采取相应的控制措施,确保水质指标在合理范围内。
4. 水处理设备的远程监控在大规模的水处理系统中,PLC可以通过网络连接实现对设备的远程监控。
水处理人员可以通过计算机或手机等终端设备实时监测和控制水处理设备,及时响应和处理突发情况,提高水处理的效率和可靠性。
三、PLC在水处理中的优势1. 灵活性高:PLC的灵活性使得它可以根据不同的水处理需求进行编程和调整,适应不同规模和复杂度的水处理系统。
2. 可靠性强:PLC具有较高的可靠性和稳定性,能够长时间稳定运行,减少设备故障和停机时间,提高水处理系统的可靠性。
3. 节能环保:PLC可以根据实时的水处理需求进行精确的控制和调节,避免了过量的能耗和废水排放,具有较好的节能环保效果。
Quantum PLC在水电厂LCU改造中的应用技巧
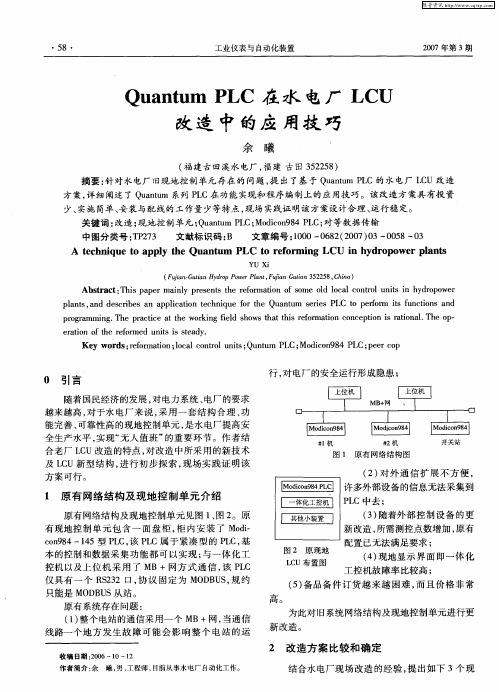
行, 对电厂的安全运行形成隐粤;
# 机 l
} 机 } 2
开关 站
图 1 原 有网络结 构图
() 2 对外 通信扩 展不方便 ,
loin8PC 许多外部设备的信息无法采集到 M do9 l c 4L
l一 体化工 控机l P C中去 ; L () 3 随着外 部 控 制 设 备 的更 J 其 装置 l 他小
pa t,n ecie na pi t n t h iu o eQ a tm sr sP C t p r r t fn t n n lnsa dd sr sa p l ai c nq ef t u nu ei L o efm i u c o sa d b c o e rh e o s i
新 改 造 , 需测 控点 数增 加 , 有 所 原
图 2 原 现地
配置 已无 法满 足要 求 ; ( ) 地显 示 界 面 即一 体 化 4现 工控 机故 障率 比较 高 ;
L U BS 原有 系统 存在 问题 : () 1 整个 电站的通信采用一个 M B+网, 当通信 线路一个地方 发生故障可能会影 响整个 电站 的运
p o r mmi . e p a tc tt e wo k n ed s o ha h s r fr t n c n e to s rto a . e o — rga ng Th r cie a h r i g f l h ws t tti e o mai o c p i n i ai n 1 Th p i o e ai n o he r fr d u isi ta y r t ft eo me n t s se d . o
维普资讯
・
5 8・
工业仪表 与 自动化装 置
施奈德Quantum(昆腾)PLC应用实践
140 140 DAO 842 10 DDI 353 00 100-230 VAC Out 24 VDC In
R 1 2 3 4 5 6 7 8 Active 9 1 10 2 11 3 12 4 13 5 14 6 15 7 16 8 F 9 10 11 12 13 14 15 16 R 1 2 3 4 5 6 7 8 Active 9 17 10 18 11 19 12 20 13 21 14 22 15 23 16 24 F 25 26 27 28 29 30 31 32
67160 67160
100M光纤链路
Industry BU/EU sales Division
13
Quantum双机热备系统
特点
硬件配置:两套完全相同的独立系统、利用CPU模块组成热备系统 通讯速率:100Mbps (Unity) 通讯距离:2km 程序下载:只需下载一次,快速、有效地完成程序传输 配置:无需任何编程工作,即可实现全部硬件冗余技术 67160 切换时间:13~48ms 支持以太网模块IP地址的自动切换 超过24年的热备经验
Quantum远程IO
Quantuห้องสมุดไป่ตู้远程IO
…
…
机组LCU 1… LCUX
Industry BU/EU sales Division
开关站 LCU
公用系统LCU
厂用电系统LCU
坝区系统LCU
7
水电站计算机监控系统 -机组控制
● 水轮机组现地控制单元解决方案(1) 单机容量100MW~700MW左右
Industry BU/EU sales Division
10
Quantum 热备技术— 发展过程
plc控制系统在自来水厂的应用
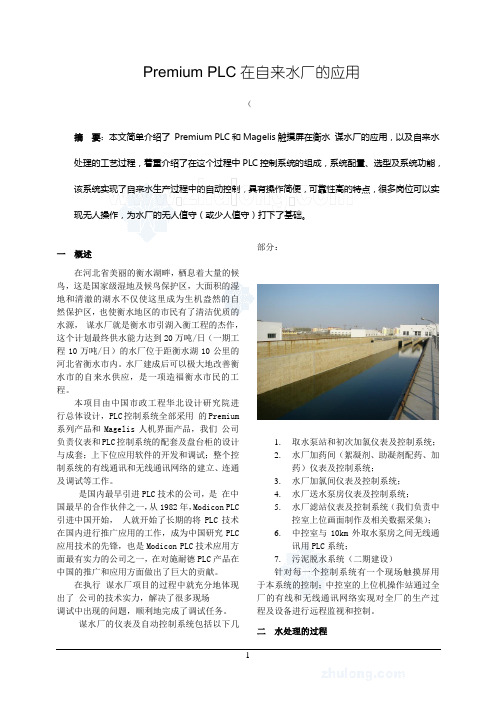
Premium PLC在自来水厂的应用(摘要:本文简单介绍了 Premium PLC和Magelis触摸屏在衡水谋水厂的应用,以及自来水处理的工艺过程,着重介绍了在这个过程中PLC控制系统的组成,系统配置、选型及系统功能,该系统实现了自来水生产过程中的自动控制,具有操作简便,可靠性高的特点,很多岗位可以实现无人操作,为水厂的无人值守(或少人值守)打下了基础。
一概述在河北省美丽的衡水湖畔,栖息着大量的候鸟,这是国家级湿地及候鸟保护区,大面积的湿地和清澈的湖水不仅使这里成为生机盎然的自然保护区,也使衡水地区的市民有了清洁优质的水源,谋水厂就是衡水市引湖入衡工程的杰作,这个计划最终供水能力达到20万吨/日(一期工程10万吨/日)的水厂位于距衡水湖10公里的河北省衡水市内。
水厂建成后可以极大地改善衡水市的自来水供应,是一项造福衡水市民的工程。
本项目由中国市政工程华北设计研究院进行总体设计, PLC控制系统全部采用的Premium 系列产品和Magelis人机界面产品,我们公司负责仪表和PLC控制系统的配套及盘台柜的设计与成套;上下位应用软件的开发和调试;整个控制系统的有线通讯和无线通讯网络的建立、连通及调试等工作。
是国内最早引进PLC技术的公司,是在中国最早的合作伙伴之一,从1982年,Modicon PLC 引进中国开始,人就开始了长期的将PLC技术在国内进行推广应用的工作,成为中国研究PLC 应用技术的先锋,也是Modicon PLC技术应用方面最有实力的公司之一,在对施耐德PLC产品在中国的推广和应用方面做出了巨大的贡献。
在执行谋水厂项目的过程中就充分地体现出了公司的技术实力,解决了很多现场调试中出现的问题,顺利地完成了调试任务。
谋水厂的仪表及自动控制系统包括以下几部分:1.取水泵站和初次加氯仪表及控制系统;2.水厂加药间(絮凝剂、助凝剂配药、加药)仪表及控制系统;3.水厂加氯间仪表及控制系统;4.水厂送水泵房仪表及控制系统;5.水厂滤站仪表及控制系统(我们负责中控室上位画面制作及相关数据采集);6.中控室与10km外取水泵房之间无线通讯用PLC系统;7.污泥脱水系统(二期建设)针对每一个控制系统有一个现场触摸屏用于本系统的控制;中控室的上位机操作站通过全厂的有线和无线通讯网络实现对全厂的生产过程及设备进行远程监视和控制。
采用Quantum PLC控制器实现水处理超滤控制
摘 要 : 热 电厂 水 处理技 术 中采 用 先进 的 超 滤技 术 , 以节 约 用水 , 在 可 综合 利 用 水 资 源 , 善 环 改 境污染, 降低 生 产成 本 , 高 企业 经 济 效益 具 。通过 超 滤技 术 原理 及 特 点 , 滤控 制 系统 的组 提 超
成 , 制 器特 性 和控 制 实施 , 控 详细 介 绍 了采 用 Q atm P C 实现 对热 电厂 水 处 理 中超 滤过 程 unu L
s v r e r b e f t e c n rl p c s . e e a k y p l m o h o to r e s l o o Ke r p o i f ai n n a c s a e P D c nr l i tr k y wo d: r rt o g me t ; a c d ; I o t ;ne l i y l o c o
我 国超 滤 技 术 的 研 究 比 国外 先 进 国家 起 步 要
本, 提高 企业 经济 效益 。
晚 十年 , 十世 纪九 十 年 代 国 内才 开始 应 用 超 滤膜 二
分 离 技术 , 将 它 应 用 于 水 处 理 、 品 、 工 、 物 并 食 化 生
1 超 滤 技 术 原 理 及 特 点
的 自动控 制 , 分析 了 实际控 制 过 程 中解 决 的几 个 关键 问题 。 关 键 词 : 列优 先 ; 队 串级 ; I P 制 ; 锁 D控 联
中图分类号 :P3 T 2
文献标志码: B
Re lz he Su r a ie t pe Fit a i n n r l n lr to Co t o i W a t W a e Dipo a b t Co r le se tr s s l y he nt o l r
PLC技术在水厂自动化控制中的应用
PLC技术在水厂自动化控制中的应用摘要:随着科学技术的发展,我国的PLC技术有了很大进展,并在水厂自动化控制中得到了广泛的应用。
PLC 技术作为一种新型技术,近年来在电气工程自动化控制领域得到了广泛的应用,极大提升了电气工程自动化控制程度。
本文首先分析了PLC技术的特点,其次探讨了电气自动化控制中的PLC技术,最后就水厂自动化控制系统中的PLC控制进行研究,以供参考。
关键词:水厂;PLC;自动化引言PLC技术属于当前电气工程领域应用较广的一项技术,具有诸多优势,而且实用性强,近年来在电气工程及其自动化领域突显出越来越重要的作用。
企业将PLC技术引入生产中能大幅提高生产效率,而且也能减少人力资源。
为了更好地利用此项技术,应加强对PLC技术在电气工程自动化领域的研究,不断提高电气控制自动化水平。
1PLC技术的特点PLC主要由微处理器存储器等组成,通过智能化设计实现智能控制工作体系。
PLC技术可通过逻辑化分析处理输入信号,使其通过输出形式控制实现智能化工作。
PLC系统运行可实现内部逻辑运算等具体操作,电气自动化主要使用传统控制器系统,接线过程烦琐,系统灵活性较低。
PLC又称为可编程控制器,其包括输出设备、存储器、编辑器、中央处理器、电源等,不同组成部分的作用不同。
CPU是PLC控制器的中枢核心,可利用扫描方式接收输入装置的相关数据、状态信息等,起到编程器程序数据接收与存储作用,实现对PC运行、指令执行的诊断与分析;存储器装置主要是对系统程序、系统命令、模块功能、解释、子程序进行调动与管理,全面实时地存储控制系统运行参数,数据存储依托于编程器输入,无法以直接存储的方式进行数据管理;I/O部件装置(输入/输出)的应用主要是实现输入、输出装置或外部设备与CPU之间的连接,其功能主要为端子排列、功能模块执行、状态显示等;编程器是PLC系统在检查维护、功能开发、系统应用中的关键部件之一,PLC系统运行针对编程器,利用显示器展示内部参数信息,借助键盘输入来实现程序监视、调试、检查及编辑等。
论述PLC技术在水厂自控系统的应用
论述PLC技术在水厂自控系统的应用引言为适应城市现代化对供水行业的要求,改善水厂出水水质、降低能耗、提高水厂的管理水平和经济效益成为供水行业当下的重要任务。
在水厂的水处理系统中采用自动控制技术,不仅可以提高系统的性能、产率、可靠性,而且还可以增加系统的稳定性、降低操作成本、加快启动过程。
PLC 控制技术的应用给水厂带来巨大的经济效益和社会效应同时,技术人员应注意总结其特点及其优缺点。
一、PCL技术所谓的PLC 控制技术,是指利用专门在工业环境下应用和设计的数学运算操作电子装置,来对水厂的水质及其他数据进行监控,并执行相关的调节命令。
PLC 控制技术可在一定程度上减轻工人们的体力以及生产效率,并极大程度提高设备的耐用度及可靠性。
二、水厂PLC 的配置水厂的PLC 系统硬件配置常有CPU、AI模块、AO 模块、DI模块、DO 模块、通讯模块、电源模块、显示器、模块支架、2KW UPS等。
配置PLC 自动化控制系统的部位主要是水厂的取水泵站、加药站、加氯站、净化间站、送水泵站、变电所、控制室及监控系统。
水厂PLC 系统用集散型控制方式,可使各分站间用通讯母线联接起来,极具可靠性,且可实现数据资料共享,达到计算调节、顺序和最佳控制之目的。
三、PLC 技术在水厂中的应用1、送水泵房PLC站。
主要检测参数:高配间、低配间的电量数据;出厂水的流量、浊度、余氯、PH、液位等数据;泵机的运行、停止、故障等信号。
主要控制功能:出水泵机的控制;接受并执行来自监控计算机的正确指令和参数。
2、加聚合氯化铝加二氧化氯的PLC 技术检测参数:溶液池液位连续检测、溶解池、超高位报警;计量泵开停、高低位、计量泵手/自动、计量泵故障、计量泵变频装置频率检测、计量泵冲程检测、计量泵变频装置故障检测、计量泵变频装置手/自动、搅拌器开停、故障等。
主要作用:将加药泵、加氯设备、药池等的运行状态、运行参数输送给监控计算机,并接收与执行来自监控计算机的命令。
PLC在水处理工程中的应用案例

PLC在水处理工程中的应用案例随着工业技术的不断发展,PLC(可编程逻辑控制器)在各个领域中的应用不断拓展。
水处理工程是其中之一。
本文将介绍PLC在水处理工程中的应用案例。
一、案例介绍该案例是针对一个城市自来水厂的水处理工程进行的。
该水厂负责处理原水、净化水质,确保供水的安全和稳定。
PLC系统被应用于该水处理工程中的不同环节,负责自动化控制和监控。
二、PLC在原水处理中的应用在原水处理过程中,PLC系统发挥着重要作用。
首先,PLC系统通过传感器检测原水中的悬浮物和杂质,并及时将检测结果传输到控制中心。
PLC系统会根据设定的参数,自动控制进水闸门的开闭,以确保原水的进水量稳定。
另外,PLC系统还能通过控制电动阀门,实现对混合器的控制,确保水质的均匀混合。
三、PLC在净化处理中的应用净化水质是水处理工程中不可忽视的环节,PLC系统也在其中发挥着重要作用。
首先,PLC系统能根据传感器的检测结果,自动控制各个过滤器和活性炭箱的操作,确保水质能够达到标准。
其次,PLC系统能够监测化学添加剂的投放量,并通过控制阀门和泵的运行,实现对化学添加剂的在线控制和调节。
此外,PLC系统还能及时监测净化设备的工作状态,当设备出现故障时,及时发出报警信号,提醒工作人员进行维修。
四、PLC在污泥处理中的应用在水处理过程中,污泥是不可避免的产物。
PLC系统也为污泥处理提供了便利。
PLC系统能够自动控制污泥浓度的检测,根据检测结果,实现对浓度控制和调节。
此外,PLC系统还能控制污泥脱水机的操作,确保污泥的脱水效果良好。
同时,PLC系统还能通过监测压力传感器的信号,实时监控污泥脱水机的工作状态,当压力超过设定范围时,及时发出报警信号,保证设备的正常运行。
五、总结通过以上案例的介绍可以看出,PLC在水处理工程中的应用案例丰富多样。
PLC系统能实现对原水处理、净化处理和污泥处理等环节的自动化控制和监控,提高了水处理工程的效率和稳定性。
PLC在水处理设备中的应用

PLC在水处理设备中的应用随着现代工业的发展,水处理设备在我们的日常生活中发挥了重要作用。
它们被广泛应用于工业、建筑和家庭等领域,用于对废水和污水进行处理和净化。
为了提高水处理设备的自动化和精度,PLC(可编程逻辑控制器)在水处理设备中得到了广泛应用。
本文将对PLC在水处理设备中的应用进行探讨和分析。
一、PLC的基本概念可编程逻辑控制器是一种控制器,用于控制自动化过程,并可编程以执行特定任务。
它由中央处理器、输入/输出模块、电源单元和编程设备等组成,常用于自动化控制系统中。
PLC的基本任务是读取输入信号,处理信号,并将输出信号发送到控制系统中。
它能够快速响应传感器和执行器的信号,并精确控制水处理设备的运行。
同时,PLC还可通过编程进行逻辑判断,进行数据处理和实现各种自动化功能。
二、PLC在水处理设备中的应用1. 自动净化控制PLC可以对水处理设备的整个生命周期进行控制。
传感器将测量的数据反馈给PLC,实现水的净化控制。
PLC可以根据水质检测数据自动控制设备的加药、搅拌、沉淀和过滤等过程,有效保证了水的质量。
2. 废水处理控制在工业生产中,废水处理是一个必不可少的工作。
PLC可用于实现废水处理过程中的控制。
通过监视各个设备的运行状态及污水质量,PLC能够有效地控制设备的开关和加药管理,并可以将数据传输到上位机进行监控和管理。
3. 污水处理控制在生活中,污水处理也很重要。
市政污水处理厂和家庭污水处理设备都需要使用PLC进行自动化控制。
通过对污水处理过程进行自动控制,PLC能够有效提高处理效率和水质,节约水资源和能源。
三、PLC应用的优势和不足1. 优势PLC在水处理设备中的应用具有以下优势:(1)自动化程度高PLC能够通过编程自动完成各个环节的控制和管理,提高设备的自动化程度,减少工作人员的工作强度。
(2)处理效率高PLC可以对水处理设备进行准确的控制和管理。
它能够根据实时数据进行快速响应和精准操作,提高设备的处理效率和水质。
Quantum PLC在宁东净配水厂控制中应用
Quantum PLC在宁东净配水厂控制中的应用摘要:随着计算机工业控制技术的不断发展,计算机监控技术日趋完善,基于plc的控制系统为各式各样的系统设备提供了非常可靠的自动化控制。
本文主要介绍施耐德quantum plc在宁东供水工程的净配水工程(从鸭子荡水库取水送至净水厂,出水输配至各工业用户)自动控制中的成功应用,包括项目特点、控制系统特点、功能实现及应用状况。
关键词: quantum plc净配水厂自动控制应用1引言宁东净配水厂位于宁夏东南的灵武市境内,海拔高程在1230~1280之间,水厂净配水规模为40万m3/d。
净配水工程项目自动化系统有三个层次:设备监控层、信息传输层和应用系统层。
设备监控层包括生产过程自动化控制系统,仪表监测系统。
生产过程自动化系统对全厂工艺流程进行自动控制。
对过程参数、设备工况、能耗物耗进行自动检测、采集、显示、修改、编辑;提供历史数据的存储、查询、浏览、分析、报表生成等;提供过程故障信号、报警信息的收集、显示、警报、存储、列表、打印等。
生产过程无人为干预,生产现场无人值守;信息传输层构建全厂管理计算机网络系统,以此实现设备监控层各子系统之间的互联互通。
通过数据库管理系统实现全厂的信息集成,为水厂的生产管理自动化提供各种应用软件子系统;应用系统层各个软件子系统能够将全厂各种信息流自动进行分类、存储、分析、加工,从设备监控层采集的大量的原始信息中提取可供使用的初级信息,在此基础上按照各种工作需求自动产生相应的报表及报告。
本文主要探讨生产过程自动化监控系统。
2系统结构2.1系统特点水厂控制站均采用施耐德quantum系列双机热备plc,控制信号通过plc采集,plc与现场的工业以太网交换机相接;全厂控制网采用100mbps以太网,双环网结构、以光纤作为传输介质,保证网络的可靠性、安全性,成对的交换机分别与互为冗余的plc机架相连,实现全冗余功能;控制方式采用“全开放全分布”方式。
水资源配置监控调度系统 -Quantum PLC介绍
5
DDI35300开入模件
常见开入模板 LED指示灯
6
DDI35300端子接线与应用 开入电源 现场信号
7
三、硬件介绍
1.I/O模件 数字量输出模块
型号 140 DDO 153 10 140 DDO 353 00 140 DDO 353 10 140 DRA 840 00 140 DAO 840 00
常见开出模板 LED指示灯
9
DDO35300端子接线与应用 开出电源 开出继电器
10
三、硬件介绍
1.I/O模件 模拟量输入模块
型号 140 ACI 030 00
点数 8
信号类型 4..20mA 1..5V
分辨率 12bit
140 ACI 040 00 16
4..20mA/0..20mA /0..25mA
电源模块将输入的电压转变成支持 CPU、本地 I/O 及安 装在底板的任何通讯选件模块所规定的电压 +5V。电源模块 不为现场传感器/执行器与 Quantum I/O 之间提供电源。
28
三、硬件介绍
5.电源模块 如果是在独立系统(本地 I/O )或远程 I/O 控制结构中
使用 Quantum 系统,Quantum 提供 3 种类型的电源模板: • 低功率独立型电源模块。 • 高功率累加型电源模块。 • 高功率冗余型电源模块。
❖ Modbus Plus 口
❖❖ ❖ ❖❖ ❖ ❖❖ ❖
向上兼容
434 14A 和 534 14A 的固件可以升至 Unity 处理器 Concept 应用程序转换成 Unity 应用
性能更强
编程容量增加 数据容量增加
相同的硬件性能增加
OS 升级
PLC在水处理领域中的应用及优势

PLC在水处理领域中的应用及优势PLC(Programmable Logic Controller)是一种数字计算机,常用于工业自动化控制系统。
随着科技的不断发展,PLC在各个领域中的应用越来越广泛,水处理领域也不例外。
本文将重点探讨PLC在水处理领域中的应用及其优势。
一、PLC在水处理领域的应用1. 自动化控制系统:PLC作为水处理设备的控制核心,可以对水处理过程中的各个环节进行自动化控制,包括进水、过滤、消毒、沉淀、排放等。
通过合理的程序设计,PLC能够根据实时数据自动调整各个参数,提高系统的运行效率和稳定性。
2. 水质监测:PLC可以与传感器、仪表等设备实现实时数据的采集和监测。
通过对水质参数(如pH值、浊度、溶解氧等)的实时监测,PLC可以自动调节处理过程中的各个参数,保持水质稳定,并能够及时发现水质异常,进行报警和处理。
3. 故障检测与诊断:PLC通过自身的故障检测功能,可以对水处理设备进行实时监测,及时发现故障并进行诊断。
当设备出现故障时,PLC可以自动切换到备用设备或者报警通知运维人员进行维修,保证水处理系统的连续运行。
4. 数据存储与分析:PLC可以将水处理过程中的各种数据进行存储和分析,包括进水量、出水量、浓度变化等数据。
通过对这些数据的分析,可以对水处理系统的运行情况进行评估,并进行优化调整,提高整体处理效果。
二、PLC在水处理领域的优势1. 高效稳定:PLC具有高速、高精度的计算和控制能力,可以实时采集和处理大量的数据,并根据预设的程序进行智能控制。
相比传统的手动操作或者基于人工调节的控制方式,PLC能够提高水处理系统的运行效率和稳定性。
2. 灵活可编程:PLC采用可编程的方式,通过软件开发工具进行程序设计,可以根据不同的水处理需求进行灵活调整和扩展。
当水处理要求发生变化时,只需要对PLC程序进行修改,而无需更换硬件设备,节省了时间和成本。
3. 可靠性高:PLC作为工业级设备,具有较高的可靠性和稳定性。
plc在水厂加氯自控系统中的应用
PLC在水厂加氯自动控制系统中的应用1引言随着水厂“无人值守”工作的不断开展,对城市净水处理控制系统提出了更高的要求。
计算机技术、信息技术和现场总线技术的飞速发展对于水厂控制系统无论在结构上还是功能上,都提供了一个广阔的发展空间。
水厂自动化系统应该成为一个集计算机、控制、网络以及多媒体为一体的综合系统,其中加氯系统的控制在整个水厂中的地位显得尤为重要,因为其安全、高效运行直接影响到水厂的供水质量,结合本人工作实际,现就 rockwell automation 的基于plc的co ntrollogix系统在水厂加氯系统中的应用作些探讨。
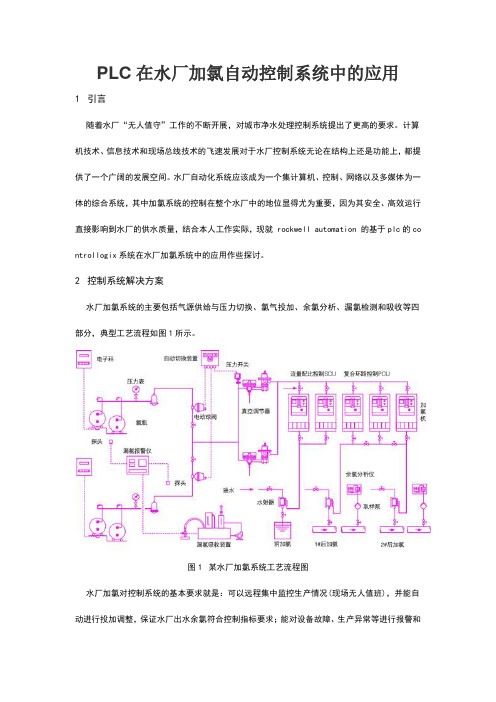
2控制系统解决方案水厂加氯系统的主要包括气源供给与压力切换、氯气投加、余氯分析、漏氯检测和吸收等四部分,典型工艺流程如图1所示。
图1某水厂加氯系统工艺流程图水厂加氯对控制系统的基本要求就是:可以远程集中监控生产情况(现场无人值班),并能自动进行投加调整,保证水厂出水余氯符合控制指标要求;能对设备故障、生产异常等进行报警和紧急处理,确保安全生产。
另外,从控制系统方面考虑,应满足集成化、控制灵活、安全可靠、可维护性、可扩展性、开放性等特点。
在选择控制系统方案时,可根据水厂加氯系统设备的实际特点和其对控制系统的功能要求,进行考虑。
宜采用集散型控制系统,由厂级中央监控工作站和现场分散控制站组成全厂工业控制网,加氯现场控制站与中央调度计算机之间的通讯采用以通讯光纤为介质的高速工业以太网。
这里我们以在众多水厂广泛采用的rockwell automation的新一代控制平台controllogix为例进行讨论,因为它是一种把i/o逻辑顺序控制和伺服运动控制集成在一起的plc控制系统。
contr ollogix系统由通信模块、模拟量输入/输出模块、处理器模块等组成,各模块之间通过机架背板进行通信,组网和编程都比较方便。
水厂自控系统的组成如图2所示(虚线框内是加氯系统控制部分)。
图2某水厂自控系统结构图从图中我们看到,自控系统主要包括:(1)plc现场控制站(例如加氯控制站):主要功能是数据采集和控制输出,即实现远程i/o模块和通讯的功能,它主要包括模拟输入模块、数字输入模块、数字输出模块、以及通讯模块。
水处理控制系统中PLC、组态软件的运用

水处理控制系统中PLC、组态软件的运用摘要:随着各类电气工程的广泛运用,PLC在控制系统中的作用变得更为显著,其不仅能发挥理想的控制效果,在控制操作时更有助于人员调控。
针对这一点,本文以实例对水处理控制系统中PLC、组态软件等不同情况具体分析。
关键词:水处理控制系统PLC 组态软件某钢厂综合泵站水处理控制系统是整个区域内的一个分支系统,与别的相关子系统共同形成了庞大的系统。
泵和阀在系统内部是主要的控制设备,泵组及电动阀分成自动和手动两种控制等,通过编写程序可对泵及电动阀实行联合控制。
1 控制系统硬件配置1.1 PLC和上位机控制系统硬件配置所选案例中的系统为施耐德Quantum系列PLC,选择Unity Pro XL4.0作为下位机编程软件,选择CitectSCADA V7.0为上位机监控画面的编制,主要操作平台为Windows XP。
该系统主要划分成5个支架结构,1号机架是本地I/O,2至4号机架是远程I/O,5号机架是仪表远程I/O。
选择53414U型CPU,连接时按照太网模块(NOE77101)经交换机与炼钢区域主控室监控站完成。
该系统仅为综合泵站的构成之一,光纤则是系统与其它分支连接的介质,每个机架之间可利用双路同轴电缆实现连接,双绞线连接让上下位机之间达到工业以太网通讯,通讯速率在100Mbps。
系统网络拓扑图见图1。
1.2 系统电源配置此次PLC控制系统选择的电源形式为独立的220V AC电源,整个电气控制系统都安排了UPS电压。
上位机、PLC主机的电源都来源于UPS电源供电。
在外部供电电源丧失过程中,UPS电源可持续供电30min,这就给操作人员的断电处理带来了帮助。
1.3 仪表系统硬件配置仪表系统的主要包括了压力、温度、液位、流量等。
这些装置的功能集中表现为获得液位、流量、电导率、压力、温度等工艺参数。
针对这些参数指标有限控制,能够让操作员掌握设备运行状态,以采取必要的控制措施。
PLC控制水厂加矾系统的电气设计
·
T EC H NO O
A N E N I NEL ER I N Y
G
G D
G
e s
摘要
:
,
P
。
L水厂加 矾 系统 的 电 气设计 C 控制
邓健 平
( 湖 南铁 路 科技 职 业技 术 学 院
,
,
湖南
株洲
,
4 12006
)
,
水 处 理 过 程 的 自动 控 制 特 别 是 混 凝加 矶 过 程 的 控 制 是 保 证 自来 水 质 量 的 关 键 本 文 研 究 内容 是 在 分 析 水 处 理 混凝 加 矶 工 艺 的 基 础 上 进 行 P L c 选 型 与 一 次 设 备 的 控 制 线 路设计
1 1 1
. .
田一
,
之,
2
之
入
矾液 制备系 统
。
。
水厂采 购的通 常是浓 矾液
。
而投 加
到 原 水 中的 则 是 浓 度 较 低 的稀 矾 制 备 稀矾
。
因此
,
,
要将 浓 矾 液 加 水 搅 拌
。
浓矾液 从加矾 池进入 车间 加 矾池通过 自流 阀与 两 个 浓 矾 池 分 别 联通 两 个 浓 矾 池 又 分 别 与 一 个 矾 液 池 连 接 浓 矾 可 以通 过 每个矾液池由进水阀 进 水 稀释 浓 矾 至 预 设 浓 度 并 由搅 拌 泵 充 分 搅 拌 均 匀 两 个 矾 液
。 。
图 2 所示
电动蝶 阀本 质上 是 一 个三 相 电机 通过控 制电机 的 正反转 来实 现开 阀与 关阀 电动 蝶阀采 用 3 8 V 0 三 相 交流
基于Quantum PLC的化学水处理系统设计
基于Quantum PLC的化学水处理系统设计摘要:介绍了Quantum PLC在某电厂化学水处理系统的设计应用。
分析了化学水处理工艺,详细介绍了系统的设计思路、系统的硬件组成、整体的控制方案、以及部分的软件控制流程。
关键词:控制系统;化学水处理;PLC;循环控制0 引言该工程为某电厂三期2X1000MW化学水处理控制系统应用,原有一期,二期的水处理系统已经不能满足现有机组的要求。
新的控制系统采用Quantum PLC 加IFIX上位机的控制方式,采用全膜法水处理工艺可以满足扩建的要求。
在化学水控制室可以实现对超滤、反渗透、EDI设备、酸碱设备的控制以及监控报警,报表的打印。
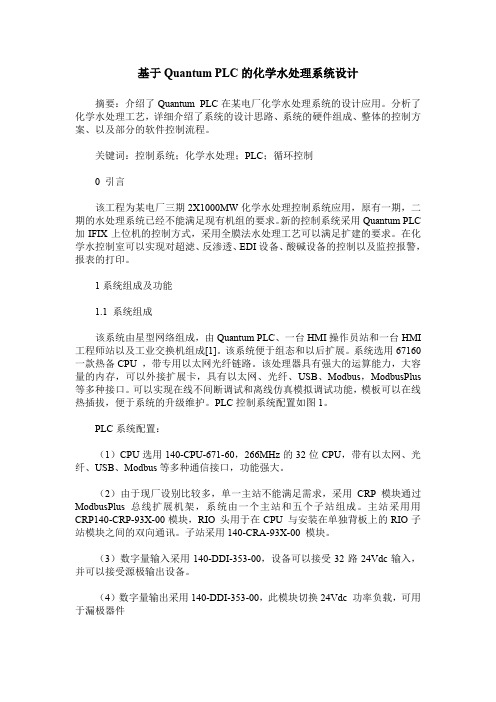
1系统组成及功能1.1 系统组成该系统由星型网络组成,由Quantum PLC、一台HMI操作员站和一台HMI 工程师站以及工业交换机组成[1]。
该系统便于组态和以后扩展。
系统选用67160一款热备CPU ,带专用以太网光纤链路。
该处理器具有强大的运算能力,大容量的内存,可以外接扩展卡,具有以太网、光纤、USB、Modbus,ModbusPlus 等多种接口。
可以实现在线不间断调试和离线仿真模拟调试功能,模板可以在线热插拔,便于系统的升级维护。
PLC控制系统配置如图1。
PLC系统配置:(1)CPU选用140-CPU-671-60,266MHz的32位CPU,带有以太网、光纤、USB、Modbus等多种通信接口,功能强大。
(2)由于现厂设别比较多,单一主站不能满足需求,采用CRP 模块通过ModbusPlus 总线扩展机架,系统由一个主站和五个子站组成。
主站采用用CRP140-CRP-93X-00模块,RIO 头用于在CPU 与安装在单独背板上的RIO子站模块之间的双向通讯。
子站采用140-CRA-93X-00 模块。
(3)数字量输入采用140-DDI-353-00,设备可以接受32路24Vdc输入,并可以接受源极输出设备。
(4)数字量输出采用140-DDI-353-00,此模块切换24Vdc 功率负载,可用于漏极器件(5)模拟量输入采用140-ACI-040-00,16通道模拟量输入模块,可接受混合电流输入,16歌单端通道或者16个差分通道输入。
自来水厂的加矾自动化控制
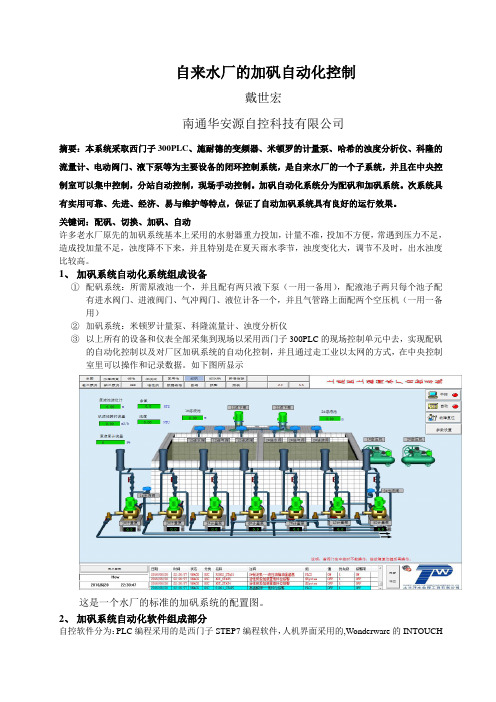
自来水厂的加矾自动化控制戴世宏南通华安源自控科技有限公司摘要:本系统采取西门子300PLC、施耐德的变频器、米顿罗的计量泵、哈希的浊度分析仪、科隆的流量计、电动阀门、液下泵等为主要设备的闭环控制系统,是自来水厂的一个子系统,并且在中央控制室可以集中控制,分站自动控制,现场手动控制。
加矾自动化系统分为配矾和加矾系统。
次系统具有实用可靠、先进、经济、易与维护等特点,保证了自动加矾系统具有良好的运行效果。
关键词:配矾、切换、加矾、自动许多老水厂原先的加矾系统基本上采用的水射器重力投加,计量不准,投加不方便,常遇到压力不足,造成投加量不足,浊度降不下来,并且特别是在夏天雨水季节,浊度变化大,调节不及时,出水浊度比较高。
1、加矾系统自动化系统组成设备①配矾系统:所需原液池一个,并且配有两只液下泵(一用一备用),配液池子两只每个池子配有进水阀门、进液阀门、气冲阀门、液位计各一个,并且气管路上面配两个空压机(一用一备用)②加矾系统:米顿罗计量泵、科隆流量计、浊度分析仪③以上所有的设备和仪表全部采集到现场以采用西门子300PLC的现场控制单元中去,实现配矾的自动化控制以及对厂区加矾系统的自动化控制,并且通过走工业以太网的方式,在中央控制室里可以操作和记录数据。
如下图所显示这是一个水厂的标准的加矾系统的配置图。
2、加矾系统自动化软件组成部分自控软件分为:PLC编程采用的是西门子STEP7编程软件,人机界面采用的,Wonderware的INTOUCH的上位机开发软件。
3、加矾系统的流程配矾过程:配矾分为手动配矾和自动配矾手动配矾:操作人员根据水厂的生产报表和使用的矾量来计算出所需要加的原液的流量,在现场电器按钮箱上操作液下泵,达到所需要的加矾量的时候停止液下泵,然后在打开对应的配矾池的进水阀门,达到所需要的液位高度的时候在关闭进水阀门,打开进气阀门,打开空压机进行搅拌均匀即可。
自动配矾:首先要在中央控制室的设定好参数,例如下图在中央控制室电脑上点击参数设置,把溶液池的最低液位和最高液位设定好,并且把所需配矾浓度设定好,并且把现场所有的阀门和水泵、空压机全部打到远程状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( 机 电设备: L 控制下的计量泵等设备 的开停控制和 4 ) 由P C 状 态 反馈 。
1 控 制系统 实现功 能 . 2
根 据 水 厂 的生 产 实 际, 析 得 出加 矾 控 制 系 统 需要 的系 统 分 功 能 有:
23扩展设 置 _
从 C n i u e e t n i n , 出对 话 框 , T P I ofg r — xe sos 弹 在 C/P
1 工艺及控 制系统概 况
扬 子水厂共有4 组滤池 , 设计能力约6 万 吨/ 每组滤池 6 日,
前 配备 2 沉 淀 池 。 个
2控制系统 实现
Q a tm u n u 系统 同时提 供了I C E 要求的全部5 种编程方 式: L、 B 、 F 、L S, D F D S C I、 T 将传统D S L 的优势完美地结合于一 C 与P C 体, 同时具备了强大的过程 控制 功能和离散控制 功能。 全面支 持A tvX 扩展能力强、 c ie 、 支持0 C P 等工业标准 、 控制能力强, 并
信 号 的逻 辑 控 制 。 ( P 部 仪表 : 于加 矾 过 程 中源 水 流 量 、 池 液位 等 实 时 3 b ) 用 矾 参 数 的显 示 。
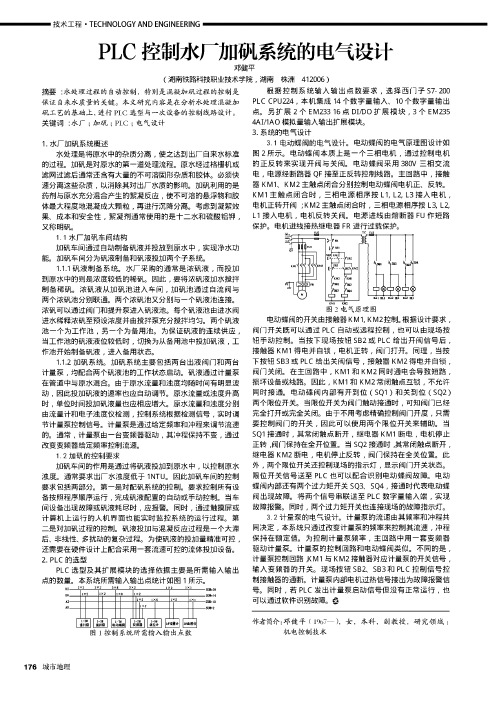
选项 , “ L F m ” 项中选择 “ u n u ”在 “ P / 在 P C a iy 选 l Qa tm C U E e u i e 选项 中选择 “ 4 C U 1 0 S C U 型。 xc tv ” 10 P 13 3 ” P 类 并在 “ eoy ie M m r S z ”中选 择存储 器的容量为1/ 2 。 后单击 63 K 最 “K 0 ”按钮完成P C 术的发展 , 基于可编程控制器控制系统的设计开发越来越普遍。 为了满足加矶控制的要求, 达到 节能降耗 、 高生产率, 提 扬子水厂生产控制 系统中的项 目 …加矶控制, 采用 Q a tm L 作为控制系统来设计。 u nu P C 对现场设备
的控制, 实行加矶 系统的加料、 计量及物料精度的控制, 以保证生产过程的可靠运行。
装8 台电磁流量计, 流量计信号引入P C L 控制系统, L 根据源水 PC 量及配 比比例运算后输 出实时动态信号控制加矾计量泵 。 基于 这个加矾配比操作的控制系统构成主要有 以下几个 部分: ( 用户操作层: 置工业控制计算机用以进行实时监控 , 1 ) 配 具备控 制系统 自动或手动两种运作模式, 上位监控机接入以太 网, 便于实现水厂的整体管控 。 () 2主控制站: 用于控制系统 的供配电设置, 各开关量现场
2 . 2内存分 区的设置
从C n i u e e o y a tto s 离 散 输 入 ( 地 址 o f g r  ̄M m r P r ii n 。 其
为lX X 、 X X ) 离散输出 ( 其地址为0 X X , X X ) 输入寄存 器 ( 其地址 为3 X X 和保 持积存器 ( XX ) 其地址为4 X X 等类型及允许的数 XX ) 量。 圈地址是从0 0 0— 05 6 离散输入地址是从 10 0— 线 0 0 10 13 , 0 0 1 10 1 , 0 52 输入寄存器地 址是从3 0 0—0 5 2 保持寄存器地址 0 0 13 0 1 , 是J 4 0 0— 08 2 单击 “K 完成设置。 ) 0 0 14 17 。  ̄ 0”
E h r e 中选 1 t en t 。
( 控制功能: 自动情况下采用开环比值的控制方式, 1 ) 在 也 可进行手动遥控操作加矾量。 () 控功能: 2监 通过上位监 控机可具象化 显示加矾 过程中 有 关的控制 参数及 运行状况 , 对控 制过程 中的进 水量、 矾 加 量、 加矾 比例、 矾池液位值参数进行检测和监视 。
21 0 1年 第 3 期 ( 总第 13 期 ) 1
信 息 通 信
I ORM AT1 NF 0N & COM M UNI CAT1 0NS
2 1 01
(u . N 1 3 Sm o 1)
Q a tm PC u nu L在水厂加矾系统中应用
李春 湖
( 中国石化集团资产经营管理有限公司扬子石化分公司水 江苏 南京 2 0 4 ) 1 0 8
关键词 : L 加矶 ; P C; 控制; 应用
中图分类号 : P 7 文献标 识码 : 文章 编号: 6 313 2 1) 30 1-2 T 23 A 17 —11(0 1 0 -0 10
扬 子水厂为公司提 供生产、 生活及消防等提供水源 。 水厂 加矾控制系统保证沉淀效果, 提供合格水源 , 提高 自动化 水平, 降低劳动强度, 节能降耗。 4 个数字量输入 ( ) 其中包括1台加矾计量泵手动/ 动、 8 D , I 6 自 加矾计量泵报警、 加矾计量泵报警及加矾计量泵启动/ 停止信号。 1个数字量输 出(0, 6 6 D ) 1台加矾计量泵启动/ 停止信号。 1个模拟量输出(0, 6 6 A ) 1台加矾计量泵频率控制 。
能 通 过 I tr e进 行 访 问的开 放 式 系统 。 nent
1 控制系统结构组成 . 1
水 厂 加 矾 控 制 的 工 艺 要 求 是 这 样 的 :采 用 8 量 泵 计 ( 1h7 0 ) 台备用计量泵 (1B 7 0 ) 70-8 A 和8 70 一8 B 在管道上加矾, 加
矾 量 的 大 小 与 70 7 0 淀 池 的进 水 量 成 一定 的 比例 , 1—8沉 比例 值 根 据 长江 水 质 的变化 情 况可 阶段 性调 整 。 各沉 淀 池 进 水 口安 在
21 L 的配 置 .P C
从C n i u e L T p 。 击 选 择 “ L S l c in o f g r —P C y e 双 P C eeto ”