昆钢2000m^3高炉风口上翘原因分析及治理
风口中套上翘对高炉的影响及其处理措施
梅钢 1 2 5 0 m 高 炉 自开 炉 投产 以来 , 各风 口 中套相 继 出 现 了上 翘 的 异 常 情 况 。通 过 调 查 发 现, 风 口中套 上 翘 的轨迹 是既 前进 又 向上旋 转 , 近
1 . 2 气 流 分布对 风 口中套上 翘 的影 响
有害 元 素是风 口组 合砖 侵蚀 和 高炉 砖衬 上涨 并造
成风 口上 翘 的主要 原 因 。 铁矿石 中的少量 锌主要 以铁 酸盐 ( Z n O・ F e O) 、
硅 酸盐 ( 2 Z n O・ S i O ) 及硫化 物 ( Z n S ) 的 形 式 存 在 。其 硫化 物先 转 化 为 复 杂 的氧 化 物 , 氧 化 锌 的 还原 温 度低 , 液态 锌 的沸 点低 ( 9 0 7 o C) , 在 炉 区会 产 生锌 蒸汽 。 大量 的锌蒸 汽 随煤气 上 升到 温度 较 低 的块 状带 区 域 时 冷 凝 ( 5 8 0 o C) , 然后再被 C O :
Ef fe c t s of Upwar d W a r p o f Tuy e r e Me d i u m S l e e v e o n Bl a s t Fu r n a c e an d I s t
Tr e a t me n t Me a s ur e s
似 于螺 旋形 运 动 , 同时还 会 出现 中套变 形 的现象 。 风 口中套上 翘 可直 接 导 致 风 口小 套 跟 着 上翘 , 给
昆钢2000m 3高炉长寿面临的问题及措施
・
4 ・ 0
昆 钢 科技
2o 0 8年 秋 季 增 刊
南 方 ,2、3铁 口位 于北方 且 夹角 相对 较 小 ,铁 口
区域 由于 渣 铁 排 放 的原 因 ,温 度 变 化 相 对 较 大 ,
全 被侵蚀 掉 了 ,6号 高炉 已成为 “ 全碳砖 ” 炉 缸炉 底 。到 20 0 7年 6月 ,15 ℃ 等温 线 己经 进 入 到炉 l0 底 第 四层 砖 内 ( 温线 分 布 如 图 1 ,陶瓷 杯炉 底 等 )
现 了炉底 封 板 拉 裂 、炉 底 煤 气 泄 漏 等 问 题 。 为 了
表 1 第一 层 冷 却 板 下 沿 的 测 量 结 果 ( m)
从 上表可 以看 出 ,20 o6年 3月 ~ 08年 4月 间 2o 炉缸炉底 上涨 明显 ,上 涨速度平 均为 2 2—2肌n 年 。 5 / 各方 上涨 速 度 基本 一 致 ,但 测 点 1 ( 南 方 ) 正 、测 点 3 ( 北方 )速 度 略快 ,多年 累积 下来 南 北 两方 正 的上 涨 幅度较 大 。
缸 炉底 的温度场 分布 如图 1 示 。 所
6
5
昆 明理 工 大 学 建 立 的炉 缸 炉 底 侵 蚀 模 型
计 算结果 ,复合 棕 刚 玉 陶瓷 杯在 20 04年 以前 就 完
图 1 20 0 7年 6月 炉缸 炉 底 等 温 线 分 布 图
已经全部 侵 蚀 完 ,陶瓷 杯 以下 的 自焙 炭 砖 已经 被
6 5 5 5 4 5 3 5 2 5 1 5 0 5
传热传质过程相对较快 ,炉缸炉底耐火材料容 易
受 有害元 素 侵 蚀 ,因此 表 现 为上 涨 速 度 较 快 。按
炉体上涨原因与治理
该工作成为六高炉,“逢休必灌”的常规维护工作, 每次检修时在炉缸冷却槽板与煤气封板之间约为200mm 高的部位采取开孔灌浆措施来封断煤气通道。2009年5 月11日、9月1日两次休风检修对炉基进行灌浆时,灌
入量只有100~200kg,灌浆效果越来越差。
炉底封板上翘
煤气从炉底耐热难以完全封堵泄漏的煤气
(3)铁口中心线上移
由于炉体的上涨,铁口框架、铁口组合砖、铁口冷却 壁及铁口孔道中心均发生上移,而在出铁场平台上的泥炮 和开口机的标高未变,炉役后期铁口孔道中心较开炉时相
对上移了近20cm,出铁时铁水与铁口冷却壁上沿距离缩短, 严重威胁到铁口冷却壁的安全。对此,分别对三个铁口实 施改造,把三台开口机和泥炮的标高提高了14 cm。
六高炉炉体破损调查
昆明钢铁股份有限公司技术中心 昆明理工大学 2012.11
1.概况
2.高炉炉体侵蚀破损情况
3.高炉冷却设备破损调查 4.炉缸炉底耐火材料理化性能检测 5.有害元素及其在炉内的分布 6.高炉炉体上涨原因分析
7.高炉长寿原因分析及长寿工作建议
8.结论
1. 概况
昆钢六高炉是1997年2月1日正式开工建设的, 主体设备从卢森堡全套引进的,于1998年12月25 日建成投产,投产后一个月内就达到设计产量。 2011年4月7日停炉大修,第一代炉役共计生产12
CaO %
35.63
Al2O3 %
12.2
MgO %
7.42
MnO %
0.17
FeO %
1.74
S %
0.9
K2O %
1.03
Na2O %
0.39
Pb %
天钢2000m 3高炉炉况失常及处理

般来 讲 , 失常 炉况 可分 为两 大类 : 是煤气 流 一
与炉料相对运动失常 , : 如 边缘发展或过重 、 管道行程 、
连续 崩塌料 、 悬料 等 ; 二是 炉缸热状态失 常 , : 凉 、 如 炉
炉热 、 堆积等 , 两者常互相影响 。 本次 治理 炉况失常大体上可分 为两个 阶段 ,2 1 月
月外 围条件 好转 ,高 炉逐 步提高 冶炼强 度 。分 别 于 20 05年 7 月和 20 05年 1 0月投入 喷煤 富氧 。 此后高炉
冶炼强度 不断 提高 ,0 6年 1 月 高炉利用 系数 达到 20 1 2 8 t 3)焦 比 355 k/・e , 合焦 比 4 9 (g . ( md , 5 / 6 .(g F )综 t 8. k/ 4 tF ) 0 6 1 月下旬 , 购焦炭 出现质量波动 , ・e 。2 0 年 1 外 由
利用 系数 等均达到 了历 史最好水平 , 冶炼强度基 本上
到 了极限 。见表 1 。
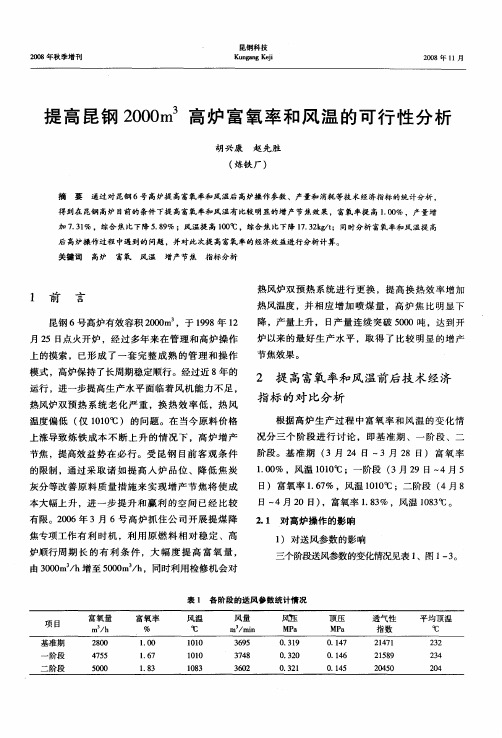
表 1 2o om o 高炉 2 0 0 6年 l 、 1 O 1 月份高炉经济技术指标对比
进入 1 月末 , 0 1 200m 高炉 出现煤气 流与炉料运 动不适应 的现象 , 表现为 高炉不接受风量 、 压差 升高 ,
5日之前处理 煤气流与 炉料相对 运动失 常 ,2月 5日 1
保证 , 夜班开始每 6 加一批 净焦 , 批 共插焦 1 批 。 0 炉缸
整体没有 得到改善 , 6O 早 :0休风 堵风 口 9个 , 送风 后
连续加净焦 7 洗炉 ,但在 净焦下达前 ,风 口全部 捅 批 开, 净焦下 达后壁 体温 度没 有得 到改 善 , 此次 洗炉 没
[ 摘要 】 针对炉况失常的现象进行 了原因分析。焦炭质量差 、 持续低炉 温、 冷却强度过大是造成本次炉况失常 的主要原
2000m^3
正常运行 , 满足生产要求, 为同类型的热风炉处理跑风 、 炉壳烧红等问题提供经验。 关键词 顶燃式热风炉跑 风 炉壳高温 挖补浇筑
T H1 7 文献标识码 B 中 图分 类 号
宣钢 3 高 炉原容 积为 1 3 5 0 m , 2 0 1 0年 l O月停炉 大修扩 容改造为 2 0 o 0 m ] , 热风系统采用 3座 B S K系列顶燃式热风炉 , 热风 系统各 阀门动作控制为 液压传动 ,2 0 1 1 年 6月投产 , 热风 炉在正常生产过程 中 , 从 2 0 1 2年 7月 开始 1 ~ 3 热风炉炉壳与
2 0 0 0 m3 高炉 顶燃 式 热风炉 出 口跑风 问题 处 理
李咏 昕
( 河钢 集团宣化钢铁 集团有 限责任公 司 河北张 家口)
摘 要 宣钢 2 0 0 0 m 高炉顶燃式热风炉 出口处与热风支管连接部位跑风 、 炉壳出现 高温 , 通过合理技 术手段进行处理, 使热风炉
热风炉处于送 风状 态时 , 盒子表壳温度 2 0 0 ~ 3 0 0℃, 局部 4 0 0 ~ 5 0 0℃, 一些部位在 白天已通红 , 测温枪 已无法测量 。盒子 的厚
度约 2 5 0 mm( 局部超 过 4 0 0 mm) , 这 样推算 , 热风 炉 1 8 0炉 壳
胁正常安全生产 , 极易发生人身设备重大事故 。
间隙 冲刷 外侧 的 2层轻质粘 土砖 N C一 0 . 8 、耐火纤维 毡及 喷涂 料, 进而造成钢壳受热变形开裂 , 这种情况处理起来相对容易。 二、 施 工 方案 的确 定 与 实 施 1 . 方案 总体思路 采取对热风炉炉壳和热 风支管进行局部先挖 、 浇筑 、 后 补的 方式 ,即在高炉停 风后先挖开对热风 出口温度异常部位的耐火 砖情况进行检查确认 , 找出热风串风的部位 , 采用高强度陶瓷浇
高炉炉壳上涨原因分析及改进措施
高炉炉壳上涨原因分析及改进措施卢维强 张俊杰 斐元东 徐东升(中天钢铁集团有限公司 江苏常州 213011)摘 要:随着高炉的大型化、操作的高压和高强度化,特别是高炉薄壁炉衬技术的发展,高炉的长寿和安全稳定运行已成为当今钢铁行业重点关注和研究的课题,其中高炉炉壳上涨问题就是亟需解决的课题。
通过荷载效应,分析了高炉炉壳上涨的原因,并针对不同的高炉采取了不同的措施:对大修的高炉,研发了一种抑制炉壳上涨的双炉底板结构来解决炉壳上涨问题;对还在生产的高炉,采用结构加固的方法来解决炉壳上涨问题。
关键词:荷载;高炉;炉壳;上涨CAUSE ANALYSIS AND IMPROVEMENT MEASURES OFBLAST FURNACE SHELL RISINGLu Weiqiang Zhang Junjie Pei Yuandong Xu Dongsheng (Zhongtian Iron and Steel Group Co., Ltd., Changzhou 213011, China)Abstract : With the large-scale of the blast furnace, the high pressure and high intensity of the operation, especially with the development of thin-wall lining technology, the longevity and safe and stable operation of the blast furnace have become a key concern and research topic in the steel industry, among which the rising problem of the blast furnace shell is an urgent problem to be solved. This paper analyzes the reasons for the rising of the blast furnace shell through the loading effect and takes different measures for different blast furnaces. For the overhauled blast furnace, a double furnace bottom plate structure is developed to prevent the rising of the shell. For the blast furnace still in production, the method of structural reinforcement is adopted to solve the rising of the shell.Key words : load; blast furnace; furnace shell; rising作者:卢维强,男,42岁,高级工程师收稿日期:2019-12-040 前 言高炉炼铁是现代炼铁的主要方法,其产量占世界生铁总产量的95%以上。
宁钢高炉风口中套上翘、变形处理

宁钢高炉风口中套上翘、变形处理刘维勤王世光俞光(宁波钢铁有限公司宁波315807)摘 要:通过采取优化灌浆操作工艺、改进风口中套灌浆材料、降低高炉生产中有害元素富集量、改进中套与大套密封面焊接质量等措施,解决了高炉风口中套上翘、变形的难题。
关键词:高炉;中套;上翘;变形;灌浆0前言高炉风口中套上翘、变形造成风口区域煤气泄漏在国内高炉时有发生,严重时对现场操作人员人 身安全造成潜在的安全隐患,若不及时治理,煤气严重泄漏危及高炉正常生产,高炉被迫采取煤气区 域禁行、休风等措施处理煤气严重泄漏部位,处理 不当会造成较大的损失。
本文针对宁钢2500m 3高 炉风口中套上翘、变形原因及处理过程进行简要论述。
1高炉风口中套上翘、变形事件经过宁钢2500m 3高炉风口中套出现大规模上翘、 变形主要发生在2008年~ 2009年之间,两座高炉风口中套更换原因如表1所示。
受2008年金融危表1两座高炉风口中套更换原因统计时间炉号变形严重变形上翘质量问题漏水累计2008 年1#高炉00010010(开炉前)2#高炉0009092009 年1#高炉501100162#高炉722112高炉风口中套上翘、变形原因分析2.11#高炉休风风口中套现场调查情况2.1.1风口中套变形情况有计划选择休风时对风口区域煤气泄漏严重的30 #风口中套进行更换处理,图1为30 #风口中套变形情况照片,从更换下风口中套现场照片(见 图2)的情况看,风口中套变形相当严重。
机影响,1 #高炉开炉1年多被迫于2008年12月20日停炉,期间于2008年12月20日至2009年1月 18日,对风口区域耐材进行了拆除、清运、砌筑、喷涂项目施工。
2009年8月26日点火复产投运4个 月后,发现20余个风口中套有上翘现象。
2009年3月19日高炉定修,3月20日高炉复风后部分风口中套出现问题,其中尤以9#风口中套漏煤气问题最为严重,3月22日高炉被迫休风80 分钟处理9 #风口及其它风口中套,但收效甚微,高 炉漏煤气严重影响正常生产作业,3月25日对高炉风口平台到40m 平台区进行戒严,夜班禁止到风口 平台以上点检作业。
昆钢2000m 3高炉炉前技术进步
K nagK j u g“ ei 20 0 8年 l 月 1
昆钢 2O m OO 3高炉 炉 前 技 术 进 步
董 瑞章 贺 压柱 仇 友金 张 志明
( 炼铁 厂 )
摘
要
昆钢 6号高炉开炉近 1 ,炉前 工作 围绕 出铁 正点率组 织开展 ,在渣铁排放 工作 组织、炉前 设备 0年
理 ,搞 好 小 粒 矿 、小 焦 分 级 人 炉 ,加 强 炉 顶 布 料
6号 高炉安 全 生产 、稳 定在 较 高水 平 提供 了必 要保
证 。其 中 ,在炉 前 操 作 方 面 主 要 抓 了 渣 铁 排 放 工 作 组织 优 化 、炉 前 设 备 改 造 、炉 门维 护 、沟 坝 维
多 ,打开炉 门 的间 隔时 间调整 为 l 5分钟 ,大概 间 隔 2批 料 ,每天 出铁 l 4—1 5次 ,有 效 的减 小 了品 位降低 、渣 比 增 高 带 来 的 铁 前 憋 风 的 不 利 影 响 。
件等 因素 ,若 用 鱼 雷 罐 或 大 吨位 的 铁 水 罐 ,则 需 上亿 资金投 入改 造 ,故 6号 高 炉 开炉 后 沿 用 6 5吨 的小铁 罐 。使 用 小 铁 罐 的 主要 缺 点 有 :铁 水 温 降 大 ,使 用保 温料后 ,从 6号高炉 到炼 钢转 炉仍有 近 20 的温 降 ,给 铁水 脱 硫 预处 理 带 来 困难 ,造成 0℃ 炼 钢工序 能 耗 偏 高 。 同 时 由 于 铁 水 温 降大 ,粘 罐
铁 数量偏 多 ,对 铁 产 量 也 有 一 定 影 响 。考 虑 过 铁
在正 常组织 渣铁排放 的节 奏下 ,炉前备 有 5 m、 m
5 m 0 7 m 几 种 钻 杆 ,一 般 选 用 3 m、 mm、 5 m 5 m 钻杆 ,铁水 流 速控 制 在 4/ n 3m tmi。虽 渣 比较 , 高 ,这个渣 铁 流 速 控 制 也 适 中 ,保 证 了铁 口大 吹 后 ,距铁 口远 端 炉 缸 渣 铁 残 留 量 不 多 ,渣 铁 流 速
昆钢2000m 3高炉2007年11月炉况失常处理
昆 钢 科 技 K n 蛐gK j ug e j
2o o 8年 l 月 1
昆钢 2 O m OO 3高 炉 2 O O 7年 1 1月炉 况 失 常 处理
董 建坤 栗玉川
( 炼铁 厂 )
摘
要
在 2 0 ,钢铁行 业资源受到市场的冲 击比以往任何 一年都要 大 ,下半年进厂原材料质量根本就 O 7年
后 加 焦 3批 ( 7 6 ) 2 . t ,同 时 将 焦 批 从 9 2 加 到 .t
接导致 经济技 术指 标 下 滑 。另 外 ,为保 公 司大 局 ,
不得不 牺牲我 厂 的局 部 利 益 ,导致 能 耗 指标 下 滑 ,
节能 降耗 工 作难 度 增 加 。原 料 条 件 不 断 升 级 式 的
17 % ,综 合 品 位 5.2 ,煤 比 l2 9 k/ ) .8 6 1% 3 .6 gt ,
远远 超过 12万 吨 的设计 产 能 。6号 高 炉 历年 主 要 3
指标 见表 1 。
表 1 历年 6号高炉主要经济技 术指标
注:2 0 ’ 0 8 的所有指标 为 2 0 0 8年 1 —5月。
得不到保证 ,含铁原料及燃料 品种 多,化学成分非 常不稳定 ,给 原燃料质 量的保证 带来 了很 大 困难 ,直接
导 致 经 济 技 术 指 标 下 滑 .另 外 , 为保 公 司 大 局 ,不 得 不 牺 牲 我 厂 的 局 部 利 益 ,导 致 能 耗 指 标 下 滑 ,节 能 降
耗工作难度增加 。原料条件 不断升级 式的下滑 ,和 大型 高炉要 求的精料 方针 背道 而驰 ,使 很 多高炉强化 冶 炼的要求 因资 源的短缺 ,在此 高炉上 已经不再适 用,而变成 了高炉适应原料 的格局 ,各种 矛盾 突 出的汇 集
昆钢2000m 3高炉“5.19事故”开炉复产
4 )所 有风 口 中 、小 套 冷 却水 全 部 打 开 ,再 次 确认 无漏 水 ,如 还 有 漏 水 情 况 必 须 更 换 后 才 能 复
06 M a ,休风期间: . P.
.
1 为降低 炉体 冷 却 强 度 ,把 纯 水 I回路 和 I ) I 回路各停 一 台水 泵 ,并 把 出水 管 的 手 动 阀适 当关 小 ,降低 冷却水 量 。
2 中 、高压 水泵 各 启一 台 ,并 把 出水管 的手 ) 动阀适 当 关 小 ,中 压 水 水 压 3 o P ,为 平 时 的 oka
第 2天转入正常生产。
关 键 词 炉 前 工作 送风制度 装 料 制 度
1 概 况
20 04年 5月 1 9日夜 班 1 3 :0炉顶齿轮 箱 由于防
5 % ;高压 水水 压 50 P ,为平 时 的 3 % ,减 少 O 0k a 6
风 口区的热 损失 。
3 )漏水 的 2 6小套关闭水量 ,怀疑漏水风 口
进行 炉喉 洒 水 ,并 补 充 炉顶 齿 轮 箱 冷 却 水 ,水 压 为 13 M a .O P ;中压 净循环 水冷却 系统 主要 冷却风 口 中套 和 炉 役 后 期 炉 皮 喷 水 等 用 途 , 水 压 为
1 )准备 足够数 量 的黄沙 ,焦末 ; 2 )准备 捅条 ( 圆钢 2 ) 3吨 ,烧 氧 气 用 的 0 氧管 8吨 ; 3 )准备 作钎 子用 的六 角钢 2吨 、铁锹 5 0把 、 拉钩 2 0个 ;
2 o 秋季 增 刊 o 8年
昆 钢科 技 K n agK j ugn e i
2o o 8年 l 月 1
昆钢2000m 3高炉纯水密闭循环冷却系统设计特点及运行管理
6 号高炉采用双流八室的纯铜冷却板 Nhomakorabea具有 比
较优 良的热传 导性 能 ,已经 在现 代化 大 型 高炉 上得 到广泛应 用 。因其 伸人 炉墙 内部 较 深 ,对 炉 衬有 良 好 的夹 持和支 撑作 用 。虽然铜 冷 却板 对 炉衬 的冷 却 强度 比冷却壁要 大 ,但前端 承受 的温度较高 。
2o 秋 季 增 刊 0 8年
昆 钢 科 技 K nagK j ugn ei
2o 0 8年 l 月 1
昆钢 2 0 m OO 3高 炉 纯水 密 闭循 环 冷却 系统
设 计 特点 及 运行 管 理
付 铭 张 云 平
( 炼铁厂 )
摘
要
昆钢 6号 高 炉 (0 0 采 用铜 冷却 板 +球 墨 铸铁 冷 却 壁 +炉缸 水套 的 冷 却 结 构 ,首 次 采 用 纯水 20 m )
构见 表 1 。
个 系统 的最 高处 。 I回路 :主要 冷 却炉 底 、炉 缸 。 炉底 采用 3 8根水 冷 管 冷却 ,炉 缸 采用 五 段槽 形 钢
2o 0 8年秋季增 刊
付铭 、张云平 :昆钢 2 o m 高炉纯水密闭循环 冷却系统 的设计特点及运行管理 0O
・7 1・
密闭循环冷却 系统 ,为高炉长寿创造 了良好的条件 。本 文将 对昆钢 6号高炉纯水 密闭循环 冷却 系统的设计
特 点进 行 阐述 。
关键 词 高炉 冷 却 密 闭循 环
板 ,与炉 缸 钢 壳 焊 接 ,形 成 水 套 进 行 冷 却 。 Ⅱ回
1 概 况
昆钢炼 铁厂 6号 高 炉 于 l9 9 8年 1 2月 2 6日建 成投 产 。高炉 冷 却 系 统 由纯 水 密 闭 循 环 系 统 、高 压 净环 水 冷 却 系 统 和 中压 净 环 水 冷 却 系 统 组 成 。 纯水密 闭循 环 系统 冷 却 范 围包 括 炉 底 水 冷 管 、炉 缸双层 炉 壳 水 套 、铁 口冷 却 壁 、铜 冷 却 板 、铸 铁 冷 却 板 、热 风 阀 、倒 流 休 风 阀、煤 气 遮 断 阀 等 。 高压净 环水 冷 却 系 统 的 作 用 是冷 却 风 口小 套 和 进 行炉 喉洒水 ,并 补 充 炉 顶 齿 轮 箱 冷 却 水 。 中压 净 环水 冷却 系统 的作 用 是 冷 却 风 口 中套 和 用 于 炉 役 后期 炉皮 喷水等 。
2000m~3高炉出铁场除尘系统分析

2000m3高炉出铁场除尘系统分析徐文群(炼铁新厂)摘 要:出铁场除尘系统在投产初期烟气捕集效果明显,随着运行时间的延长,系统阻力增加,风量衰减,最终导致烟气捕集效果下降,在高炉厂房外烟气外溢现象时有发生。
本文从除尘系统的设计入手,对运行中存在的问题进行了分析,提出整改建议。
关键词:高炉 除尘 整改Ana lys is of D edust i n g System i n2000m3B l a st Furna ce C a sthouseXu W e n qun(New Ir on2m a k i ng Plan t)Ab stra ct:The effec t of co llecti ng fume of dedusting syst em is grea t at the initi a l stag e of ope ra ti on a t casthouse,h owever,the collecti ng result is not s o g ood and fume s o m eti m es e s capes fro m the bl a st furnace workshops due t o operation for a l ong ti m e, system resistance inc rease swhile exhausting cap ac ity dec rea s e s.This a rticle starts f r o m t he de sign of dedusti ng system,analy2 zing the existing p roblem s during opera tion and putti ng for wa rd to s o m e s ugg e sti on s t o s olve the proble m s.Keywor ds:blast furnace;dedusting;upgrade1 概况2004年5月24日,南京2000m3高炉建成投入试运行,与其配套的高炉出铁场除尘系统同步运行,设计年产铁水量154万t。
提高昆钢2000m 3高炉富氧率和风温的可行性分析
月 25日点火开炉 ,经过多年来在管理和高炉操作 炉 以来 的最 好 生 产 水 平 ,取 得 了 比较 明 显 的 增 产
上的摸索 ,已形成 了一 套完整成熟 的管理和操作 节焦 效果 。
模式 ,高炉保持了长周期稳定顺行。经过近 8年的 运行 ,进一 步提 高 生产 水 平 面 临 着 风 机 能力 不 足 , 热风 炉 双预 热 系 统 老 化 严 重 ,换 热 效 率 低 ,热 风
基准期 J
一阶段 l
二 }量
图 2 各阶段顶压 变化情况
|\.
. .
弋
..
.
一
. —
八 .
一 1 厂。’弋、l/-。 .. 八 .
。 。 L厂。 弋\- V
§瞻 bl要 瞻
詈
窟峰
基准期 }
一阶段 l
二 阶段
图 3 各 阶段 平 均 顶 温变 化 情 况
大 ;二阶段在富氧率 、风温 均提 高的情 况下 ,风 铁水 温度增 加 ,同 时 铁 水 质 量 也 得 到 了提 高 ,一
量 、透气性 指 数 均 有 一 定 下 降 ,顶 温有 较 明显 下 级 品率增加 了 34.50% ;第 二 阶段风 温 提高 没有 对
降 ,风压 、顶压变化 不 大。
2 提 高 富氧 率 和 风 温 前 后技 术 经 济 指标 的对 比分析
温度 偏 低 (仅 1010℃ ) 的 问题 。在 当今 原 料 价 格
根据 高 炉 生 产 过 程 中 富 氧 率 和 风 温 的变 化 情
上涨 导 致 炼 铁 成 本 不 断上 升 的 情 况 下 ,高 炉 增 产 况分 三 个 阶 段 进 行 讨 论 ,即 基 准 期 、一 阶段 、二
昆钢大型高炉炉体上涨成因研究及治理
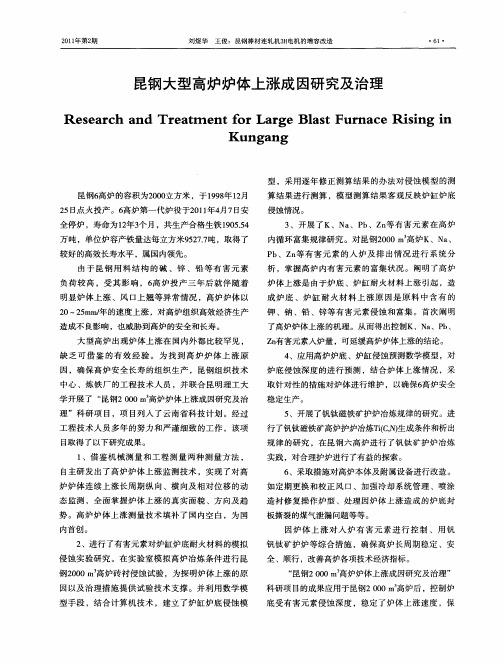
型 手段 ,结 合计 算机 技术 ,建 立 了炉缸 炉底侵 蚀模
昆钢科技
2 1 年第2 0 1 期
证 了炉役后期 的昆钢20 0m。 0 高炉安全稳定运行 ,高 炉技 术经 济指 标保 持 了高 的水 平 ,经济 效益 和社会
效益显著 。
高炉在服役期 内的安全稳定运行 。该项 目研究成果 总
K unga ng
型 ,采 用逐年 修正 测算 结果 的办 法对侵 蚀模 型 的测 昆钢6 高炉 的容积为2 0 立方米 ,于1 9 年 1 月 00 98 2 2 日点火投产 。6 5 高炉第 一代炉役 于2 1 年4 日安 0 月7 1 全停炉 ,寿命为 1年3 月 ,共生产合格 生铁 1 0 . 2 个 95 4 5 万 吨 ,单 位炉容产铁量达 每立方米9 2 .吨 ,取得 了 5 77 较好 的高效长寿水平 ,属国内领先。 由 于 昆 钢 用 料 结 构 的碱 、锌 、铅 等 有 害 元 素 负 荷较 高 ,受 其 影 响 ,6 炉 投产 三 年后 就 伴 随着 高 明显 炉体 上涨 、风 口上翘等 异 常情况 ,高炉炉 体 以 2 2 mr  ̄ 的速度 上涨 ,对高炉组 织高效经济生产 0~ 5 n / 造成不 良影响 ,也威胁 到高炉 的安全 和长寿。 算 结果 进行测 算 ,模型 测算 结果 客观反 映 炉缸炉 底
体水平达到 国内领先水平 。荣获2 1 年度 云南省科技 00
进步奖三等奖 。
( 昆钢科技术创新部 王远供稿)
该 项 目阐明了高炉 炉体上 涨 的机理 ,研究 内容 有创新性 ,针对大量使用K、N 、P 、z 含量高 的原 a b n 料 的高炉 ,提 出 了有 效 的监测 和维 护措施 ,确 保 了
内首创 。 2 、进行 了有 害元素对 炉缸炉底耐火 材料 的模拟
锌对昆钢2000m 3高炉的危害
1 . O1 5 1 , 21 O 1 9. 2 6 8I 5 , 52. 6
2 77 .
5 96 5. 56 O5 . 56 81 . 57. 8I 5 64 6,
1 85 O 11 O5
11 27
8 43 4. 8 2 8. 2 8 O 3, 3 78. 58 8 59 8,
上翘 , 翘 幅度 为 24 8 6度 , 均 为 57 上 .— . 2 平 .9度 , 这
1组 合砖 中的行 为 及 造成 的危害 , : 3 调查组 利 用 高 炉 停 风检 修 的 有利 时 机 , 采集 了大量 的风 口组 合 砖试
样 进行 检 测 。
31 有 害元素 进 入 风 口组 合砖 的先后 顺序 .
2. 51 2. 6 6 2 00 . 5. 09
1 40 0 1 89 O
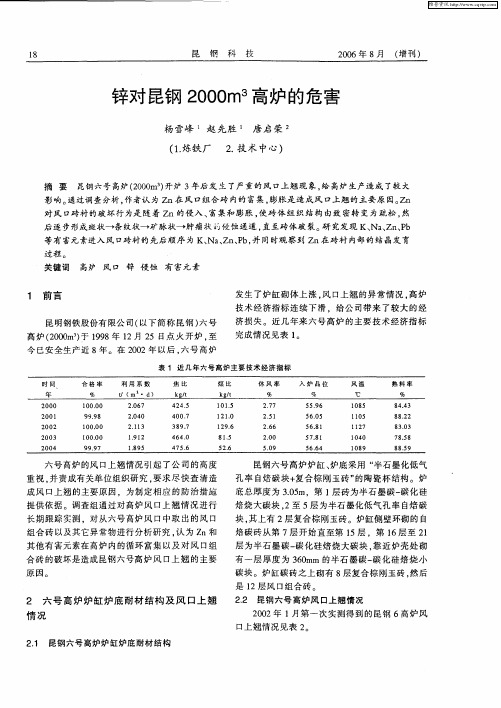
六 号 高炉 的风 口上 翘 情况 引 起 了 公 司 的 高度
昆钢六 号 高炉 炉 缸 、 炉底 采 用 “ 石 墨 化低气 半
重 视 . 责成 有关 单位 组 织研究 , 求 尽 快 查 清造 并 要
成 风 口上 翘 的主要 原 因 ,为 制定 相 应 的 防 治 措施
孔 率 自焙 碳 块 + 合棕 刚 玉砖 ” 陶 瓷杯 结 构 。 炉 复 的 底 总厚 度 为 30m。第 1 砖 为半 石 墨碳 一 化 硅 .5 层 碳 焙烧 大 碳块 。 2至 5层 为 半石 墨化 低 气 孔率 自焙 碳
22 昆钢六 号 高炉 风 口上 翘情 况 20 0 2年 1月第 一 次实 测得 到的 昆 钢 6高 炉 风 口上 翘情 况见 表 2 。
维普资讯
2 0 年 8月 ( 刊 ) 06 增
昆 钢 科 技
2000m3高炉铁口损坏原因及处理预防措施

2000m高炉铁口损坏原因及处理预防措施3牛卫军李卫东陈泉(安阳钢铁股份有限公司)摘要安钢两座2000m高炉铁口近期相继出现烧坏铁口框架,铁口区域炉壳损坏,危及铁口区冷却壁,影响铁口安全和高炉长寿生产。
通过分析原因,妥善处理,制定实施预防铁口损坏的措施,效果较好。
关键词高炉铁口处理预防措施3CAUSE ANALYSIS AND TREATMENT AND PREVENTION ON THE DAMAGED FRAME OF3IRON NOTCH OF 2000m BF IN ANYANG STEELNiu Wunjun Li Wweidong Chen Quan(Anyang Iron &Steel Srock Co.,Ltd)ABSTRACT The frame of iron notch of the two 2000m BF in ANYANG steel were damaged in recent times one after the other,at the same time ,that caused of the furnace shell burning_out in tap hole area,not only imperiling the cooling wall in tap hole area,but also harming the safty and life on iron notch.According to reason analysis and handling properly,we worked out the measures to protect the frame of iron hole from being damaged. KEY WORDS blast furnace iron notch prevention 30 前言安钢两座2000m级高炉近年来陆续投产,通过三年多的生产,炉前积累了丰富的经验,但在2008年后相继出现了铁口框架烧坏,同时造成铁口区域炉壳及冷却壁的损坏。
昆钢2000m 3高炉降低生铁[Si]、[S]操作实践
![昆钢2000m 3高炉降低生铁[Si]、[S]操作实践](https://img.taocdn.com/s3/m/2a01f112964bcf84b9d57b53.png)
鼓风带人的氧将硅氧化 ;渣 中 M 0 e g 、FO等与铁水
中的硅 发生耦合反 应 ,将铁 水 中的硅 氧化 。
要 铁水 中含 硫 较 低 ,就 必 需 提 高 硫 在 渣 铁 中
的分 配系数 。L 与硫 负荷 S 挥发 硫 S 、渣 铁 s g 比 n的定 量关 系如 下 :
[ ]发生 反应 ,还原成 [ i ,并被铁水 吸收。随 c s] 着铁滴的不断下降,铁水中的[ i也越来越高 ,以 s]
0 0 5 以下 ,实现 低 硅 低硫 的 生产 。表 1是 6号 .2 % 高 炉近年 来 的主要生 产指标 。
及 提高 操作 水 平 ,在 高 炉 冶炼 操 作 技 术 方 面 取 得
较 大 的进 步 。特 别 自 2 0 0 5年 以来 ,在 原料 品质 与
国 内同类 型高 炉 相 差 较 大 的情 况 下 ,高 炉 炉 况 长
从 生产实践及 高 炉 的解 剖证 明 ,硅 在炉 腰 或炉 腹 上部才开 始还 原 ,到炉腹 下 部超 过 了 成 品生铁 中
的硅含量 ,随后 在 风 口区和渣 铁界 面 上 又被 氧化 一
反应生成 只溶于渣 中的稳定化 合物 c S g , a 、M s等
从而 减少 生铁 中的硫 。 高炉 内脱 硫 机 理 是 铁 水 通 过 渣 层 在 其 与 炉 渣
昆钢 2 0 m 0 o 高 炉 ( 6号 高 炉 ) 于 l9 9 8年 1 2 月2 6日投 产 ,至今生产 已近 l O年 ,通过 技术创 新
论 燃烧温 度 、优 化炉 渣性能 等措施 ,使 [ i稳步下 S] 降 ,并稳 定在 03 % 以下 ,同时铁水含 [ ] .0 S 控制 在
导致高炉风口损坏的3个基本原因

滴落在风口的水冷表面。
这些因素,加上风口结构可能存在的缺陷,加上冷却水流的不合理分布,加上冷却水硬度过大和含污染物,再加上炼铁过程中的操作失误,经常导致风口损坏。
首先是风口壁上有铁水滴落而使风口烧穿(平均占更换风口总数的70%~75%)。
在烧穿过程中,风口壁部温度急剧升高,使风口壁内形成顽固的蒸汽膜,使外有铁水的风口内表面与根据培赫曼及埃弗里德等人的最新研究,上述烧穿首先是由高炉运行不顺酿成的。
炉况不佳致使风口壁部底面出现结瘤,加重了铁水的侵蚀作用,尤其是风口前段因与向下汇集的大量铁水接触最容易发生烧穿。
风口的发热致损坏与炉渣成分及炉缸热度决定的炉渣性质有关,因为风口区炉渣在很大缸里的部分上表面最易受铁水及炉渣的损害,因为除基本热负荷外,还要承受熔融滴落物的热冲击。
伴随炉况失调,经常发生崩料。
在这种事故中,冶炼中形成的液态产物可能飞溅,结果使大量液态物落在风口壁上。
冷却水输入方法对风口耐久性的影响也很大。
很多工厂的高炉是用惯用断面支管将冷却水送入风口冷却腔里,水终点至风口前端的距离较远,一般远于100~250毫米。
各厂输水支管长度及风口前段构型各异,因而冷却腔内水流运动也不同。
对不同构型风口内冷却水循环状况的水力学研究表明,一般风口冷却腔内水流运动混乱,流速很慢。
除烧穿外,磨损也是决定风口耐久性的重要因素。
独联体各国工厂这类风口故障占3%~ 11%。
许多工厂对风口外壳进行焊接后,在风口前段经常留下凹窝和陡角,在风口运行中这些部位蒙上灰尘和沾满污垢后,严重妨碍热交换,导致产生内应力及裂纹。
因此,风口前段烧穿。
外锥套磨损及化学腐蚀及焊缝开裂是风口损坏的3个基本原因。