大森2000
DO2000门机调试说明

DCSS5调试说明书一.自学习过程:(分Step1 和Step2)Step1:↓按“3”键↓按“3”键(为了得到SETUP菜单,请按 shift&7)↓按“1”键↓按“1”键↓按<GO ON/GO BACK>键,<ENTER>选择马达的类型。
↓选择开门的型式为中分或双折,TLD为双折门,CO为中分门↓选择开门的宽度,<ENTER>↓<GO ON/GO BACK>↓选择编码器的类型,<ENTER>Step2:↓观察门的移动并回答,如果门完全打开,它又开始关门↓门完全关闭,又问2.学习门的宽度:Learn DOORWAY编码器积累了开关门过程的脉冲来描述门的宽度。
当门完全打开,回答下面的问题3.学习爬行距离:Learn Creep WaysDCSS5 学习门锁距离和转矩必须从开门和关门锁,开门的爬行距离和关门的爬行距离从门锁距离开始。
↓<Enter>门将进行好几次的短路线的开和关如果爬行距离测试完成,DCSS5将进入下一步。
4.学习转矩:Learn TorquesDCSS5 用检测速度开门,找出完全开门所需的最小的转矩,如果这个跟踪行为超出了转矩的范围;测试将重新给一个增加的转矩,所有的爬行和关门转矩都取决于检测时的转矩数↓<ENTER>如果自学习转矩可使门完全打开,DCSS5关上门重新准备下一个步骤。
就结束了,显示如下:5.学习前进增益:Learn Forward Gain此参数是由速度和加、减速度来提供↓<Enter>首先开始开门运行测试间断性动作,如果距离比开门要长就重试,直到修改控制参数。
这个循环一直进行,直到找到最佳的控制参数;影响它的参数有两个p1:FeedUp-Gain; p2:FeedDown-Gain到此DCSS5已完全安装好了。
二.参数设置:KEY:333↓按“3”键↓按“3”键↓按“3”键,进入Setup-Field“参数设置范围”栏当重新写入一个参数时,DCSS将检查他的值,这个值必须在最大和最小值之间,如果参数超出这个极限,最大值将代替这个值。
薄暮传说攻略

薄暮传说攻略帝都ザーフィアス开场剧情过后往上走,剧情,继续往上走,左转,剧情,得到一个贵重品ワンダーログ。
继续往上走,剧情后进入贵族之街,走到左边的房屋。
门锁了,左走从窗口进入。
2个火炉里有物品。
调查2楼左边的房门,剧情,然后和笨蛋二人组战斗。
第一场战斗,教学模式,不难,但小心被围殴。
ワンダーログ左侧火炉スペクタクルズ右侧火炉剧情后拿到钥匙,房间身后有物品,开门后有记录点。
左走,睡着的士兵身后有物品。
出了铁门,在木箱内能找回自己的装备等。
出了监狱,一楼最左边,二楼最右边,二楼中间通道里的房间都有物品。
上到三楼后发生剧情(麻衣酱,萌~~),然后从中间的通道直走(厨房里能回复HP TP,火炉有物品)。
一直走,宝箱都不能难找,有几个在岔道里。
第二个记录点下方的房间发生剧情,第一场BOSS战。
BOSS战分2阶段,第一阶段,BOSS只会普通攻击,抓住破绽攻击就行,注意BOSS有时会有个防护罩的东西,能在抵挡攻击时反击。
打了BOSS一半血后第二阶段,BOSS发挥实力,同时麻衣酱加入战斗。
这时候BOSS的攻击频率变高,而且会使用连技:普攻+飞叶舞步+空破特攻弹。
飞叶舞步会打到身后,小心,同时不要在飞叶舞步后攻击,会中空破。
SECRET MISSION达成条件是同伴不受到伤害。
アップルグミ自己牢房后面ホーリィボトルザーフィアス城・木箱オレンジグミザーフィアス城・木箱タマゴザーフィアス城・食堂ライフボトルザーフィアス城・宝箱アップルグミザーフィアス城パイングミフレン房间アップルグミフレン房间ホーリィボトルフレン房间ライフボトルザーフィアス城・宝箱アップルグミ有女神像的房间オレンジグミ有女神像的房间剧情后向下走,走到麻衣的房间发生剧情,正式加入。
一直走,走到一个有女神像的房间,移动女神像,出现地下道。
进入地下道有一场强制战斗,介绍是复数遇敌的。
地下道很简单,宝箱都在明显位置,路线单一,最多推推木箱了。
通过后回到城镇。
TA INSTRUMENTS ARES-G2 和 AR 2000ex 流动性仪器说明书
•New Castle, DE USA +1-302-427-4000•Lindon, UT USA+1-801-763-1500•Hialeah, FL USA+1-305-828-4700•Crawley, United Kingdom +44-1293-658900•Shanghai, China +86-21-64956999•Taipei, Taiwan +88-62-25638880•Tokyo, Japan +81-3-5759-8500•Seoul, Korea +82-2-3415-1500•Bangalore, India +91-80-2319-4177-79•Paris, France +33-1-30-48-94-60•Eschborn, Germany +49-6196-400-600•Brussels, Belgium +32-2-706-0080•Etten-Leur, Netherlands +31-76-508-7270•Sollentuna, Sweden +46-8-555-11-521•Milano, Italy +39-02-265-0983•Barcelona, Spain +34-93-600-93-32•Melbourne, Australia +61-3-9553-0813•Mexico City, Mexico +52-55-52-00-18-60L OCAL O FFICES0000ARES-G 21235711143541AR R HEOMETERS15161718192021TM 27354115(1) Patent # 7,017,393 (2) Patent # 6,798,099 (3) Patent # 6,952,950Minimum Torque Oscillation CR 0.003 μN.mMinimum Torque Oscillation CS 0.003 μN.mMinimum Torque Steady CR 0.01 μN.mMinimum Torque Steady CS 0.01 μN.mMaximum Torque 200 mN.mTorque Resolution 0.1 nN.m [1]Motor Inertia 18 μN.m.sAngular Velocity Range CS 0 to 300 rad/sAngular Velocity Range CR 1.4E -9to 300 rad/sFrequency Range 7.5E -7to 628 rad/sDisplacement Resolution 25 nradStep Change in Velocity 7 msStep Change in Strain 30 msDirect Strain Control Standard [2]Thrust Bearing MagneticNormal/Axial Force Range 0.005 to 50 NSmart Swap™StandardSmart Swap Geometry StandardPeltier Plate -40 to 200 °C [3]Environmental Test Chamber (ETC)-160 to 600 °CETC Camera Viewer OptionalConcentric Cylinder -20 to 150 °C [3]Peltier ControlUpper Heated Plate -30 to 150 °C [3]Electrically Heated Plate (EHP)-70 to 400 °C Camera Option with StreamingVideo and Image Capture OptionalT ECHNICAL S PECIFICATIONS16CR - Controlled Rate Mode CS - Controlled Stress Mode [1] Internal Resolution for D to A converter at torque of 0.1 µN.m [2] Direct Strain Control provides single cycle oscillation and continuous oscillations during experiments.[3] Lower temperature limits require use of a suitable fluid in an external circulator.1718Minimum Torque Oscillation CR 0.03 μN.mMinimum Torque Oscillation CS 0.1 μN.mMinimum Torque Steady CR 0.05 μN.mMinimum Torque Steady CS 0.1 μN.mMaximum Torque 200 mN.mTorque Resolution 1 nN.m [1]Motor Inertia 15 μN.m.sAngular Velocity Range CS 0 to 300 rad/sAngular Velocity Range CR 1E -8to 300 rad/sFrequency Range 7.5E -7to 628 rad/sDisplacement Resolution 40 nradStep Change in Velocity 25 msStep Change in Strain 60 msDirect Strain Control Standard [2]Thrust Bearing Porous Carbon AirNormal/Axial Force Range 0.005 to 50 NSmart Swap™StandardPeltier Plate -40 to 200 °C [3]Environmental Test Chamber (ETC)-160 to 600 °CConcentric Cylinder -20 to 150 °C [3]Peltier ControlUpper Heated Plate -30 to 150 °C [3]Electrically Heated Plate (EHP)-70 to 400 °CT ECHNICAL S PECIFICATIONSCR - Controlled Rate Mode CS - Controlled Stress Mode [1] Internal Resolution for D to A converter at torque of 0.1 µN.m [2] Direct Strain Control provides single cycle oscillation and continuous oscillations during experiments.[3] Lower temperature limits require use of a suitable fluid in an external circulator.19Minimum Torque 0.1 μN.m Maximum Torque 150 mN.m Torque Resolution 1 nN.m [1]Motor Inertia15 μN.m.s Angular Velocity Range CS 0 to 300 rad/s Angular Velocity Range CR 1.00E -7to 300 rad/s Frequency Range 7.50E -7to 628 rad/sDisplacement Resolution 40 nrad Step Change in Velocity 25ms Step Change in Strain 6 0ms Thrust Air Bearing Porous Carbon Smart Swap TM Standard Peltier Plate -40 to 200 °C [2]Peltier Plate Camera Optional Peltier Concentric Cylinder -20 to 150 °C [2]Upper Heated Plate -30 to 150 °C [2]Electrical Heated Plates-70 to 400 °C[1] Internal Resolution for D to A converter at torque of 1 µN.m[2] Lower temperature limits require use of a suitable fluid in an external circulator.T ECHNICAL SPECIFICATIONSAR T ECHNOLOGY The AR series represents a family of rheometers uniquely designed to deliver optimum system performance.6 R IGID O NE-P IECE A LUMINUM C ASTING& L INEAR B ALL S LIDEAR-G2 T ECHNOLOGYM AGNETIC T HRUST B EARINGWhy a magnetic bearing? Larger gaps in the absence of a continuous flow of pressurized air translates to unprecedented low levels of friction in the bearing. More importantly, the ability to control and measure torques in the nN.m range. No other rheometer can boast such low-end torque sensitivity. The larger gap in the thrust bearing is robust and not susceptible to contamination. The additional benefits of the magnetic bearing over traditional air bearing designs are the following:• Ultra low torques applied to the sample• Smaller sample volumes can be used• Ability to probe delicate material structures• Study of low viscosity materials over abroad range of conditionsP ATENTED D RAG C UP M OTOROur new patented advanced drag cup motor is designedto further reduce system friction by increasing the motor gap by 100%. Dramatic improvements in low end torque performance are realized without compromising high-end performance. The motor delivers enhanced transient response and an extended angular velocity control range. The motor incorporates a patented drag cup temperature sensor. For the first time in any rheometer design, the temperature of the drag cup is measured, ensuring the mostaccurate torque output.ACTIVE T EMPERATURE C ONTROL(ATC)The AR-G2 Electrically Heated Plate (EHP), Upper Heated Plate (UHP),and Dry Asphalt System all incorporate our new patented(1)non-con-tact temperature sensor for active measurement and control of theupper plate temperature, using a special draw rod. The draw rodhouses a micro PCB and Platinum Resistance Thermometer. AR-G2 T ECHNOLOGYICRO PCBP RIMARY CS ECONDARY C OIL HS SaS MART S WAP TM A CCESSORIESC ONCENTRIC C YLINDERConcentric Cylinders are commonly used for very low viscosity fluids,dispersions of limited stability, and applications where fluid/solventevaporation may be a problem. The Smart Swap Concentric Cylindersystem features Peltier temperature control and provides a temperaturerange of -20 to 150 °C with heating rates up to 15 °C/min.PPER H EATED P LATE(UHP)S MART S WAP TM A CCESSORIESE LECTRICALLY H EATED P LATES(EHP)The EHP is a Smart Swap TM temperature option that provides activeheating and cooling of parallel plate and cone and plategeometries. The EHP is perfect for rheological characterization ofpolymer melts up to a maximum temperature of 400 °C. Otherfeatures include an environmental cover and heated purge gasand an optional Gas Cooling Accessory for temperature controlto -70˚C. An optional clear purge cover is available for sampleviewing and integration with camera viewer. Additionally, for theAR-G2, the EHP offers patented Smart Swap G eometries andnewly patented Active Temperature Control, ATC. ATC makes theAR-G2 EHP the only electrically heated plate system capable ofdirect temperature control of both the upper and lower plates.30S MART S WAP TM A CCESSORIES3133D YNAMIC I NTERFACIAL S HEAR R HEOLOGY U SING THE AR-G2The dynamic interfacial shear moduli G’ and G” are used to monitor the network structure build-up, resulting from the adsorption of proteins at the interface. Proteins unfold at the interface and, therefore, are crucial to the stability of emulsions and foams. The measurement is done with a Du Noüy Ring, positioned at the interface of two liquids, or a liquid and air in a circular glass dish. The ultra-sensitive,nano-torque range of the AR-G2 rheometer is required to make these measurements. Figure 1 shows the dynamic storage modulus of this material continuously increases as the protein migrates to the surface and forms a network structure.0.030.0250.020.0150.010.0050 050100 150time (minutes)G ‘, G ’’ (N /m )34F LOW C URVE FOR D ISPERSIONS F LOW C URVE FOR P OLYMERSV ISCOELASTIC P ROPERTIES S TRAIN S WEEPD YNAMIC M ECHANICAL P ROPERTIES OF S OLIDS IN T ORSION T RANSIENT T ESTS(C REEP AND S TRESS R ELAXATION)D YNAMIC O SCILLATION ON L OW V ISCOSITY F LUIDS U SING ARES AR-G2 N ANO-T ORQUEM EASUREMENTS IN S TRESS& S TRAIN C ONTROL O SCILLATIONS TRESS AND S HEAR R ATE R AMPSE XTENSIONAL V ISCOSITYM EASUREMENTS ON ARESC REEP AND R ECOVERY OF A V ISCOELASTIC F LUIDS TRESS G ROWTH IN A T RANSIENT S TEP R ATE E XPERIMENT41© 2009 TA Instruments. All rights reserved.。
大森三菱数控加工仿真系统使用手册

毛坯材料:毛坯材料列表框中提供了多种供加工的毛坯材料,可根据需要在“材料”下拉列表中选择毛坯材料
毛坯尺寸输入:在此处输入毛坯尺寸,单位:毫米。
保存退出:按“确定”按钮,退出本操作,所设置的毛坯信息将被保存。
取消退出:按“取消”按钮,退出本操作,所设置的毛坯信息将不被保存。
2.2.2
数控加工仿真系统
大森数控、三菱数控系统
使用手册
上海宇龙软件工程有限公司
2005年5月
第一章 安装与进入
1.1
将“数控加工仿真系统”的安装光盘放入光驱
在“资源管理器”中,点击“光盘”,在显示的文件夹目录中点击“数控加工仿真系统3.7”的文件夹。
在弹出的下级子目录中根据操作系统选择相应的文件夹(Windows 2000操作系统选择名为“2000”的文件夹;Windows 98和Windows me操作系统选择名为“9x”的文件夹;Windows xp操作系统选择名为“xp”的文件夹)
手动选刀键
在手动状态下,用鼠标点击此键可手动选择与当前刀号相邻的下一把刀具。
跳步键
当指示灯亮时,数控程序中的跳过符号“/”有效。
选择停止键
当指示灯亮时,程序中的M01指令生效,自动运行暂停。
空运行键
按照机床默认的参数执行程序
机床锁住按键
X、Y、Z三方向轴全部被锁定,当此键被按下时,机床不能移动。
手轮X
图2-2-6-1图2-2-6-2
注:车床中通过点击图2-2-6-2中的“ ”图标将零件调头。
2.2.7
注:车床中无此操作。
当使用工艺板或者不使用夹具时,可以使用压板。
安装压板
依次点击菜单栏中的“零件/安装压板”。系统将弹出“选择压板”对话框。如图2-2-7-1所示
大森数控 DASEN-9i 说明书

DASEN-9i操作手册编程手册请仔细阅读本手册,并作为后续参考目录Ⅰ编程操作第一部分 概述 (1)1.规格 (2)1.1基本功能 (2)1.2辅助功能 (6)1.3 主轴功能 (6)1.4 刀具功能 (6)1.5 编辑 (6)2.地址码一览表 (7)3.G码一览表 (7)4.辅助功能(M2位数) (9)4.1 自动方式 (9)4.2 手动方式 (9)5.CRT/MDI面板的说明 (10)6.机床操作面板的说明 (12)6.1方式选择 (12)第二部分手动加工 (17)1.概述 (17)2.机床的启动 (17)2.1 通电 (17)2.2 机械原点的设定 (18)3.电源关闭 (19)4.手动方式操作 (19)4.1 设定手动方式 (19)4.2 手动方式显示的坐标系切换 (19)4.3 手动方式坐标系的建立 (21)4.4 手动点动进给(JOG进给) (24)4.5 手轮进给 (25)4.6 主轴控制 (26)4.7 冷却控制 (26)第三部分编制程序 (27)1.概述 (27)2.程序结构 (27)2.1 程序段 (27)2.2 字(地址码) (28)2.3 输入方式 (28)2.4 小数点输入方式 (28)2.5 程序名称 (29)2.6 顺序号 (29)2.7 选择性程序跳步 (29)3.控制轴和坐标系 (29)3.1 控制轴 (29)3.2 坐标系 (30)3.3 进给功能 (31)4.准备功能(G指令) (34)4.1 位置定位(快速进给:G00) (34)4.2 直线插补(G01) (36)4.3 圆弧插补(G02,G03) (38)4.4 平面选择(G18) (42)4.5暂停(G04) (43)4.6精定位 (G09) (44)4.7英制指令/公制指令转换(G20,G21) (47)4.8参考点(原点)复归 (G28, G29) (47)4.9返回第2~4参考点(G30) (48)4.10螺纹切削(G32) (55)4.11 刀尖R补偿(G40,G41,G42) (57)4.12加工坐标系设定(G50) (65)4.13 本地坐标系(G52) (67)4.14机械坐标系选择(G53) (68)4.15选择加工坐标系(G54~G59) (69)4.16外径切削固定循环(G90) (71)4.17螺纹切削固定循环(G92) (72)4.18端面固定循环(G94) (74)4.19恒线速控制(G96,G97) (76)4.20每分进给 每转进给(G98,G99) (77)5.辅助功能(M指令) (79)5.1 程序停止(M00) (79)5.2 选择停止(M01) (79)5.3 程序结束(M02,M30) (79)5.4 子程序控制(M98,M99) (80)6.主轴功能(S码)、刀具功能(T码) (85)6.1 主轴功能 (85)6.2 刀具功能 (85)7.子程序 (86)7.1 子程序的编制 (86)7.2子程序执行 (86)8.综合编程实例 (87)第四部分MDI运行 (89)1.概述 (89)2.MDI操作 (89)2.1 MDI方式 (89)2.2 显示内容的选择 (89)2.3 模态数据显示 (92)2.4 坐标系设定 (93)2.5 点位控制 (94)2.6 直线插补 (95)2.7 圆弧插补 (96)2.8 固定循环 (97)2.9 子程序 (99)2.10 刀尖R补偿 (100)2.11 其他指令 (100)第五部分自动加工 (101)1.概述 (101)2.编辑 (101)2.1 概述 (101)2.2 编辑页面的说明 (102)3.程序的输入方法 (103)3.1 NC指令输入程序 (103)3.2 编辑键的使用方法 (104)3.3 编辑的注意事项 (105)3.4 编辑程序 (106)3.5程序的清除 (111)3.6 程序的更名 (112)3.7 程序的复制 (113)4.刀补的设定 (114)4.1 概述 (115)4.2 刀补设定 (116)4.3 刀补的清除 (121)4.4 刀补值输入 (121)4.5 刀补值输出 (121)5.自动方式操作方法 (122)5.1 急停 (122)5.2 复位 (122)5.3 循环启动 (122)5.4 进给保持 (123)5.5 单程序段 (123)5.6 选择停止 (123)5.7 空运行 (123)5.8 辅助功能锁住 (124)5.9 机床锁住 (124)5.10 选择程序段跳步 (124)5.11 进给倍率 (124)附录 (125)1.故障信息 (125)1.1 表示伺服轴的信息 (125)1.2 运行页面的出错信息 (126)1.3 其它出错信息 (127)1.4 通讯故障信息 (127)1.5编辑的出错信息 (128)1.6 参数设定出错信息 (128)2.通信格式 (129)2.1 通信代码 (129)2.2 可以使用的字符 (129)2.3 输出方法 (131)2.4 输入的方法 (132)Ⅱ系统参数1.进入参数画面 (134)2.浏览参数 (134)2.1 按功能查看参数 (134)2.2 按序号查看参数 (136)3.修改参数 (137)4.参数设定内容 (138)4.1基本设定相关 (138)4.2 计数器,原点相关 (139)4.3速度,加速度相关 (143)4.4伺服相关 (150)4.5手动进给相关 (156)4.6辅助功能,控制信号相关 (157)4.7程序(固定循环)相关 (165)4.8显示控制相关 (168)4.9反向间隙,反馈报警相关 (169)4.10区间误差补偿相关 (170)4.11行程限位相关 (174)4.12座标补偿值相关 (177)4.13编辑、通信相关 (180)Ⅰ编程操作i第一部分概述前言感谢您选用本系统。
大森长空:提供优质食品包装设备

64食品安全导刊 20lo年6月刊
带 动 各 自的 刀座 做 封 接 运 动 ,所 做 的 运 动 是 近 似 于椭 圆 的 往 复 式 运 动 ,当 封 接 刀 座 与 包 装 膜 加 热 和 接 触 压 合 后 会 随包 装 膜 同步 向前运 动 ,经 过 一 段时 间的封 接后 再完成 切断 和快 速 离开 。这一技 术 的应 用提 高 了包装 密 封 的质量和 包装 的美观 性 .特 别是 在 冷冻和 冷 藏 食 品包 装 膜 材 料 的封 接 上 效 果 更 加 明 显 。
最 后 .采 用 往 复 移 动 式 端 封 技 术 。由于冷冻和 冷藏 食 品一 般要 求保 存 期长 因此都 采 用以铝 塑复合膜 、 真 空 镀 铝 膜 为 主 的 包 装 膜 ,此 类 包 装 膜 厚度 大 熔解 温 度高 ,采 用普 通包 装 机 的旋 转 端封 接技 术 很难 达 到理 想 的 封接 效 果 。原 因是 旋 转 式 端 封 器 在 封 接 时 属 于 瞬 间 接 触 ,封 接 刀座 与包 装 膜 外 表面 加 热和 接 触 压合 时 间短 .经常 出现 封 接 不 良的情况 。而 往 复移 动 式端 封 器 是基 于旋 转式 端 封器 的原理 演 变而来 ,同样 由上下轴
XINKE AL2000使用说明书

…… 否则,可能有触电、火灾和损坏仪器的危险。 ○ 不要将仪器暴露在雨中。
水滴
放置禁止
…… 否则,可能有触电、火灾和伤及人身的危险。
注意
○ 不使用时,请拔下电源插头、切断空压源。 ……否则,可能有触电、火灾和损坏内部电路的危险。
○ 使用干燥、洁净的压缩空气及被测件,避免仪器进水、油及异物。
正确使用 正确使用
9
STOP
停止信号输入
10 2)内部构造
START
开始信号输入
AL2000
Iout(+) Iout(-) 输输
3) 连接方法 输入端子的连接需使用 AL2000 内部电源。
外外
24V_OUT
AL2000
OUTPUT
Iout(+) Iout(-) 输输
INPUT
4)通道选择 BCD 码表:“1”表示导通,“0”表示不导通。
1.3 选型
AL-①②③④
①产品系列 代号 2~9,表示不同系列新产品,按开发先后顺序排列。 ②产品升级 代号 0~9,表示对同系列新产品进行升级,按开发先后顺序排列。 ③测试压力范围
代号 0 1 2 3 4 5 6
测试压力范围 真空用(-5~-90 kPa) 低压用(0~50kPa) 中压用(0.05~0.2MPa) 中压用(0.05~0.4MPa) 中压用(0.05~0.7MPa) 高压用(0.05~1.2MPa) 高压用(0.05~1.8MPa)
“HOLD”键:加压保持及加压保持取消 “ESC”键:返回上一级界面,取消设定 “ENT”键:进入选项下一级、保存设定值
上移动键:菜单选项向上调节、数值增加
下移动键:菜单选项向下调节、数值减小
左移动键:返回上一级界面、取消设定 右移动键:进入选项下一级、保存设定值 指示灯区 “WORK”侧工件超过判定限时显示红色,未超过判定限时显示绿色 “MASTER”侧工件超过判定限时显示红色,未超过判定限时显示绿色
上土机2000工作参数

上土机2000工作参数
【原创版】
目录
1.上土机 2000 简介
2.上土机 2000 的工作参数
3.参数对上土机 2000 性能的影响
正文
上土机 2000 是一种广泛应用于建筑和农业领域的重要机械设备。
它可以帮助用户快速、高效地完成土地的翻新和整理工作。
为了更好地使用
和管理这种设备,了解其工作参数是非常重要的。
上土机 2000 的工作参数主要包括以下几方面:
1.发动机参数:上土机 2000 的发动机通常采用柴油发动机,功率在200 马力左右,转速在 2200 转/分钟左右。
这种发动机可以为上土机提
供足够的动力,使其在各种地形和土壤条件下都能表现出良好的工作性能。
2.工作速度:上土机 2000 的工作速度一般在 30-50 公里/小时之间。
这种速度既可以保证施工效率,又可以确保操作安全。
3.挖掘深度:上土机 2000 的挖掘深度一般在 2-3 米之间。
这种深
度可以满足大部分土地翻新和整理工作的需求。
4.铲斗容量:上土机 2000 的铲斗容量一般在 10-15 立方米之间。
这种容量可以保证高效的土地搬运工作。
这些参数对上土机 2000 的性能有着重要的影响。
发动机功率决定了上土机的牵引力和速度;工作速度和挖掘深度则直接影响到上土机的工作效率和适用范围;铲斗容量则决定了上土机在一次作业中可以搬运的土地量。
第1页共1页。
大森R2J50数控车床故障两例

大森R2J50数控车床故障两例作者:杨波来源:《中国机械》2013年第24期摘要:本文主要讲授了大森系统常见的两例故障现象,从现象分析原因,从原因寻找故障源,并采取一定的方式排除故障。
关键词:大森数控数控车床数控故障大森数控在国内并不常见,不像FANUC和SIEMENS广为人知。
因此,大森系统出了故障一般很难找到技术资料参考,特别是一些早期系统更难寻找。
象笔者学校使用的大森R2J50数控车床,由于购买时间早(2001年),经过一些设备管理人员的更替,当时的技术资料没有很好的保存,导致现在经常出现故障但找不到资料支撑,而大连大森数控技术有限公司网站上也无该型号的技术文件,故障排除很困难。
因此,笔者根据这几年的大森系统的使用情况,结合自身的排故经历,针对大森R2J50系统的数控车床故障举两个例子,给予同行一个参考。
例1:+X超程不报警1.1.故障现象在手动操作过程中,手动控制X轴进给,发现X轴+方向已移动过限位,但机床没有报警停机,继续往+X方向跑。
1.2.修前调查手动控制X轴往负方向运动,超程报警正常。
回零时X轴工作正常。
自动加工模式下编程,故意使X轴运动超程,发现正方向上无报警,负方向有报警。
1.3.据理析象罗列成因根据现象分析:+X超程无报警,- X超程有报警,而+X回零操作无故障。
说明CNC未接到+X超程报警信号;- X超程有报警,+X回零操作正常,说明PLC与CNC之间能联接。
产生故障有以下几点可能:1.3.1.+X超程限位开关坏了。
1.3.2.PLC的+X超程限位端口有问题。
1.4.确定步骤由于手边无技术资料,所以PLC的端口功能不清楚。
不能直接查找PLC的I/O设置,所以先检查限位开关,再检查PLC端口。
1.5.故障点测试拆下四方刀架X轴的挡板,露出限位开关,通过试验法寻找PLC的I/O设置。
手动按+X、-X、+Z、-Z限位开关上的按钮,观测CNC系统中PLC的端口状态值及机床变化根据检测结果可以看出+X限位开关按钮不能正常触发PLC信号,把-X限位开关和+X限位开关互换后,再进行检测,发现-X限位开关不能正常触发PLC信号,+X限位开关工作正常,由此推测是+X限位开关有故障。
Sennheiser 2000系列耳机说明书
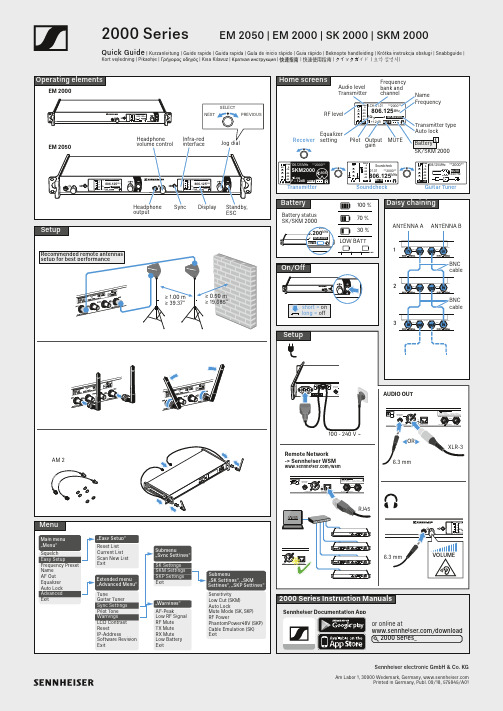
Sennheiser electronic GmbH & Co. KGAm Labor 1, 30900 Wedemark, Germany, Printed in Germany, Publ. 09/18, 575845/A012000 Series EM 2050 | EM 2000 | SK 2000 | SKM 2000Quick Guide | Kurzanleitung | Guide rapide | Guida rapida | Guía de inicio rápido | Guia rápido | Beknopte handleiding | Krótka instrukcja obsługi | Snabbguide |Kort vejledning | Pikaohje | Γρήγορος οδηγός | Kısa Kılavuz | Краткая инструкция | 快速指南 | | クイックガイド | |Setup2000 Series Instruction ManualsOn/OffBatterySetupDaisy chainingMenu806.125B.Ch: 01.010 MHz806.125B.Ch: 01.010 MHz806.125B.Ch: 01.010 MHz6.3 mmVOLUMEXLR-306826.3 mmORAUDIO OUTWSM0682Remote Network -> Sennheiser WSM/wsm0682RJ450682100 - 240 V ~ANTENNA AANTENNA B123BNC cableBNC cable806.125B.Ch: 01.010 MHzshort = on long = off100 %70 %30 %LOW BATTBattery status SK/SKM 2000543.200B.Ch: 20.64MUTEEQ:+ 12dB P -10040302010-20-30-40AFRFMHz**2000**SKM2000935SKM2000**2000**806.125 MHzMUTELow– 12dB -10040302010-20-30-40AFRFP 01.01 **2000**Soundcheck MUTE806.125 MHz-100-20-30-40AF40302010RFP440 Hz806.125 MHz MUTE-10040302010-20-30-40AFRF**2000**TransmitterSoundcheck Guitar Tuner806.125SKM2000 **2000**B.CH: 01.01MUTEEQ:P MHz-10040302010-20-30-40AFRF+12dB Auto lock MUTE Output gainEqualizersettingPilot RF levelFrequency bank and channelFrequencyNameTransmitter type Audio level TransmitterBatterySK/SKM 2000Receiver Headphone outputHeadphone volume control Infra-red interfaceJog dialDisplayStandby, ESCSync EM 2050SELECTNEXT PREVIOUSEM 2000806.1250AM 2≥ 0.50 m ≥ 19.685"≥ 1.00 m ≥ 39.37"Recommended remote antennas setup for best performanceMain menu …Menu“Squelch Easy SetupFrequency Preset Name AF Out Equalizer Auto Lock Advanced ExitExtended menu …Advanced Menu“TuneGuitar Tuner Sync Settings Pilot Tone Warnings LCD Contrast ResetIP-AddressSoftware Revision ExitSK Settings SKM Settings SKP Settings ExitSubmenu…Sync Settings“Submenu…SK Settings“, …SKMSettings“, …SKP Settings“Sensitivity Low Cut (SKM)Auto LockMute Mode (SK, SKP)RF PowerPhantomPower48V (SKP)Cable Emulation (SK)Exit…Warnings“AF-PeakLow RF Signal RF Mute TX Mute RX Mute Low Battery Exit…Easy Setup“Reset List Current List Scan New List ExitSennheiser Documentation Appor online at/download 2000 Series_2000 Series Instruction ManualsOperating elementsHome screensAuto lockOn/OffSetupSyncChanging settingsMenu806.1250806.1250806.1250806.1250806.125B.Ch: 01.01MUTEEQ:+ 12dBP -10040302010-20-30-40AF RF MHzTrue Diversity Receiver EM 2000**2000**SKM20000806.125B.Ch: 01.01MUTEEQ:+ 12dBP -10040302010-20-30-40AF RFMHzTrue Diversity Receiver EM 2000**2000**SKM200000ORSETESCdB– 36S e n s i t i v i t y– 12S e n s i t i v i t ydB Menu–12 dBS e n s i t i v i t ySET**2000**MHz 543.200MUTEP AF**2000**MHz 543.200MUTEP AFLockedUnlock?10 sON/OFF SETON/OFF SETmicrophone head3 pin SENameB.Ch: 20.64MUTEP AF**2000**Channel MHz543.200B.Ch: 20.64MUTEP AFFrequency **2000**MHz 543.200MUTE P AF**2000**MHz 543.200MUTEP AFFrequency NamePilotMUTEAudio levelTransmission Mode BatteryAuto lock SET UP DOWNON/OFF, ESCInfra-red interface LED: LOW BATT/ONON/OFF, ESCDOWN LED: LOW BATT/ONInfra-red interfaceMUTESETUPOR≤ 10 cm ≤ 3.94"short = on long = offonoffOFF**2000**MHz 543.200on off1212ORBA 20152x AA primary cells (alkali manganese)SKM 200012453100 %70%30 %LOW BATTSK 2000SKM 2000BA 20152x AA primary cells (alkali manganese)ORSK 2000Main menu …Menu“SensitivityFrequency Preset NameLow Cut (SKM)Auto Lock Advanced ExitExtended menu …Advanced Menu“TuneMute Mode (SK)RF PowerCable Emulation (SK)Pilot Tone LCD Contrast ResetSoftware Revision ExitSennheiser Documentation Appor online at/download 2000 Series_。
HTC1635-V1
沈阳第一机床厂
9
HTC1635 系列(CKS6116)
产品介绍
三 . 机床结构特点 1. 高刚性的斜式整体床身。 该系列机床采用 45°斜角的整体床身,采用树脂砂工艺铸造,内部筋
形布局合理,导轨面宽,床身整体刚性高。 滚动导轨两轴采用 THK 或国产直线滚动导轨,进给精度提高、摩擦
阻力小,且 Z 轴导轨滑块特殊采用长滑块形式,刚性好,抵抗振动、变
n 厂的 CKS 系列产品最小规格扩展到加工直径为 160mm。 .c HTC1635 数控车床是一台高精度,高速度的小规格产品,该机床可
以加工各种轴类、盘类零件,可以车削各种螺纹、圆弧、圆锥及回转体的
m 内外曲面,能够满足黑色金属高速切削及有色金属的速度需求。设计中对 .co 3 主轴、床身尾座等部件的刚度进行合理匹配,大大提高了整机的刚性,确 s 2 保了高速运转时的稳定性。作为通用型机床,特别适合汽车、摩托车行业, m -1 电子、航天、军工等行业,对旋转体类零件进行高效、大批量、高精度加 y 6 工时采用。 .s 7 HTC1635 数控车床采用机、电、液一体化结构,整体布局紧凑合理, 5 便于维修和保养,具有高转速、高精度、高刚性的特点,关键的外购件都 w -6 选用国际知名厂家的产品,保证机床的高可靠性。整机采用封闭式全防护 w 0 结构,具有双层固定罩,更利于防水,外形符合人机工程学的原理,宜人 w 40 性好,便于操作。
无级
7.5
注:β8/8000i 和德马变频电机
5.5
为
11/7.5kW
标准卡盘 卡盘直径
inch
6″(169 mm)
台湾
X 轴快移速度 Z 轴快移速度
m/min m/min
滚动导轨 18(12) 滚动导轨 24(18)
大森包装机操作手册

操作手册SUPER WRAPPER M-5000G S E R I E S1 注意事项在充分了解本机器性能,并在正确操作下,本机器可以安全、高效、高质量的顺利完成所指定的包装任务。
但是如果不正确使用本机器,则可能会导致故障或事故的发生。
在操作、测试、维修本机时必须注意以下几点:〈操作〉①在开机前和试机期间,操作人员必须听取设备的介绍、指导、直至完全熟悉该机为止;同时,操作人员必须仔细阅读本手册,完全掌握全部操作方法及各个注意事项。
②在更换操作者时,新操作者必须听取原操作人员的指导,直至掌握全部操作方法及各个注意事项为止。
③当操作人员因饮酒或过度疲劳而不能保持清醒时,严禁进行操作、调校或维修的工作,否则,容易导致故障或发生事故。
〈清洁、维修、检查〉①为了确保机器能够安全可靠的正常运转,请按照“第七章”的规定进行定期清洁、保养、维修和检查。
②在对机器维修前,为了确保安全,必须先把主开关扳至“OFF”,中断压缩空气的供应,打开空气管道(如果在机器上装配有),排净压缩空气,然后才可以开始进行。
③若有一人以上的操作者或维修人员同时在场时,更要保持小心,尤其在需要开机时,注意保持动作的相互协调和联系。
④在对电器设备的保养、检修期间,必须注意高压电源。
该工作必须由取得电工资质并通晓本机器电气设备的人员操作。
〈其它注意事项〉①为创造一个安全、良好的工作环境,机器周围的物品应摆放整齐,便于操作。
②严禁将安全外罩除去,以免发生危险。
③在机器没有外罩时,不能操作机器。
严禁在打开具有互连装置的外罩后,撤销连锁系统,对机器进行任何开机操作,否则很可能发生意外。
2 包装机整体示意图2.1 上供膜型包装机示意图3 安装及调试3.1 安装机器请不要在下列地点安装机器:(1)非水平位置▲解释——应以产品传送平面为参照,使该机器水平安装。
为了实现水平安装,需要将包装机放置在一个水平基础上,在所指平面(即产品传送平面)上装一个水平仪,调节机器的水平。
日本森精机NL2000原点设置
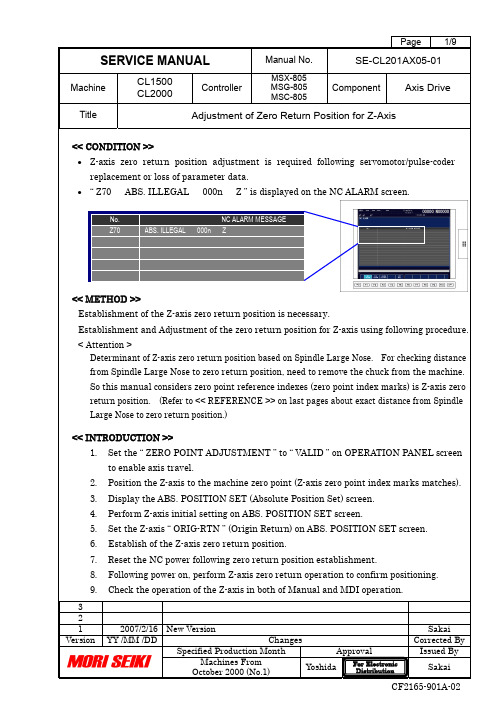
Establishment and Adjustment of the zero return position for Z-axis using following procedure.Determinant of Z-axis zero return position based on Spindle Large Nose. For checking distance from Spindle Large Nose to zero return position, need to remove the chuck from the machine.So this manual considers zero point reference indexes (zero point index marks) is Z-axis zero (Refer to << REFERENCE >> on last pages about exact distance from SpindleThe function key menu is changed as indicated below. Press the [ F6 ] “ OPE PANEL ” function key to display the OPERATION PANEL screen.Move the cursor to the “ ZERO POINT ADJUSTMENT ” using [ ↑ ] [ ↓ ] cursorWhen the cursor is aligned with “ ZERO POINT ADJUSTMENT ”, press the [ → ](“ VALID ” is highlighted)OPERATION PANELSet the Z-axis “ RELATIVE COORDINATE ” value to “ 0.000 ” at the Z-axis machine zero point in according to the following steps 2.3.1 ~ 2.3.3.Press the [ POS ] (Position) function key to display the CURRENT POSITION Press the [ F2 ] “ REL. ” (Relative) function key on CURRENT POSITION screen] (relative coordinate of Z-axis) using data input keys and press the [ F10 ] “ ORIGIN ” function key on “ RELATIVE COORDINATE ” screen.The W-axis coordinate value (Z-axis relative coordinate value) is set to “ 0.000 ”.RELATIVE COORDINATEWhen the “ D ” is on the buffer area on the screen, press the [ F3 ] “ NC SYSTEM ”Press the [ F5 ] “ MENU ” function key to change the function key menu as indicated below.When the function key menu is changed, press the [ F1 ] “ ABS-SRV ” (Absolute Servo Monitor) function key to display the ABS SERVO MONITOR screen.ALARM/DIAGN 1Perform Z-axis initial setting in according to the following steps 4.1 ~ 4.2.) ” and [ 1 ] in the Z-axis (< Z >) setting value parenthesis ( )After step 4.1, “ INITIAL SET (ABS.) ” is displayed and the “ STATE ” display on the ABS. POSITION SET screen changes to “ ORIGIN SET ”.After step 5.1, the “ STATE ” display on the ABS. POSITION SET screen changes toEstablish the Z-axis zero return position in according to the following steps 6.1 ~ 6.3. Move the Z-axis in the “ - ” direction (to the spindle direction) using manual pulseWhen performing the above step 6.1, axis travel is stopped automatically at the next If axis travel exceeds 30 mm the operating procedure has been performedWhen axis travel is stopped, the “ STATE ” display on the ABS. POSITION SET screen changes to “ OK ” and established Z-axis zero return position.Performing steps 4 ~ 6 completes establishment of the Z-axis zero return position.Move the cursor to the “ ZERO POSITION SET ” using [ ↑ ] [ ↓ ] cursor movement(“ VALID ” is highlighted)] data input key and [ INPUT ] button on “ INCREMENTAL ” screen.The “ Z ” (incremental coordinate value) is set to “ 0.000 ”.Display the ABS. POSITION SET (Absolute Position Set) screen using following steps.Press the [ SYSTEM ] function key to display the S/W MODULE TREE screen.Press the [ NC DGN ] soft key on S/W MODULE TREE screen.[ S/W MODULE TREE ]Press the [ ABS-SRV ] (Absolute Servo Monitor) soft key to display the ABS SERVO MONITOR screen.[ SERVO MONITOR ]] (advance) page selection key once on ABS SERVO MONITOR screen.。
以可靠的技术推动中国包装行业的发展——访北京大森长空包装机械有限公司副总经理李浩原
同努力 大森长空超额完成了预计的销 固步 自封,要积极学习国外先进技术。
1 997年 生 产 了国内 第一 台往 复 端封 售 目标 .并且 荣 获 由中 国食 品 和 包 装 机
在与日本 大森 的合作 中,大森长空
枕 式包装机 ;
械协会、慧聪食品工业网联合主办评选 并没 有 完 全 照 搬 日本 大 森 的 技 术 .一 方
的成 绩。该公司是 日本大森机械工业株 展 起步较 晚,与欧美国家相比仍有很大 械 制造业来说 .人才的培养需要的时间
式会社在中国的唯一合资企业 .同时也 的 差 距 尤 其 在 自动 化 方 面 。李 浩 原 先 比较 长 大森长空会给技术人员提供好
是 日本 大 森 公 司 在 中国 大 陆 的 唯 一 代 生介绍 到 发达国家在 自动化发展方面 的薪资待 遇 .安排他们 到车间实习.让
1 998年 生产 了国 内第一 台热 风 双 内 的 2010-2011年度 中国 食 品工 业 包 装 面 是 出于 专 利 的限 制 另 一方 面是 出于
循 环 节能高效 热缩 炉;
机械十大知名品牌”。不单如此,经过1 0 市场的需要。我们发现 设备制造商提
2000年生产了国内第一 台触摸屏控 多年的努力,大森长空将 研发 周期大大 供的设备并不是越先进越受欢迎 ,而是
系 统 的 培 训 与 学 习 逐 渐成 为了公 司 的 技术 该技术的原 理是利用一个稳定的 用设备 。目前大森长空 除在北京 外 上
中坚研发 力量 。据 李浩原先生介 绍,在 外加 电场 .在 包 装 用 的热 收缩 薄膜 上 建 海 广州 等 沿 海 地 区都 建 立 了办 事 处 及
国外 如 日本 ,一 般 技 术 人 员 需 要 5~8 立不同极性的静 电场 ,然后吸附粘接在 售后服务中心,未来几年他们还将逐渐
上土机2000工作参数

上土机2000工作参数【原创版】目录1.上土机 2000 简介2.上土机 2000 的工作参数3.参数的具体含义和应用正文一、上土机 2000 简介上土机 2000 是一种工程机械设备,主要用于土壤的挖掘、运输和倾倒。
在我国的基础设施建设中,上土机 2000 发挥着重要作用,其高效的作业能力为各项工程建设提供了有力保障。
二、上土机 2000 的工作参数上土机 2000 的工作参数主要包括以下内容:1.挖掘深度:挖掘深度是指上土机 2000 能够挖掘的土壤的最大深度。
挖掘深度的参数决定了上土机 2000 在挖掘作业中的效率和适用范围。
2.挖掘宽度:挖掘宽度是指上土机 2000 一次挖掘能够覆盖的土壤面积。
挖掘宽度的参数影响了上土机 2000 在单位时间内的挖掘量。
3.倾倒高度:倾倒高度是指上土机 2000 将挖掘的土壤倾倒到的最大高度。
倾倒高度的参数决定了上土机 2000 在运输和倾倒作业中的效率。
4.运输速度:运输速度是指上土机 2000 在运输过程中移动的速度。
运输速度的参数影响了上土机 2000 在单位时间内的运输量。
5.发动机功率:发动机功率是指上土机 2000 的发动机在额定转速下能够输出的功率。
发动机功率的参数决定了上土机 2000 的整体作业效率和适应性。
三、参数的具体含义和应用以上五个参数共同决定了上土机 2000 在实际作业中的效率、适用范围和作业质量。
了解这些参数的具体含义和应用,对于正确选择和使用上土机 2000 具有重要意义。
例如,在挖掘深度方面,根据不同工程需求,可以选择适合的挖掘深度参数。
在软土、沙土等易于挖掘的地质条件下,可以选择较大的挖掘深度,以提高作业效率;在岩石、混凝土等硬质地质条件下,则需要选择较小的挖掘深度,以保证作业安全和设备寿命。
在运输速度方面,应根据工程距离、运输距离和道路条件等因素选择合适的运输速度,以保证运输效率和运输质量。
上土机2000工作参数

上土机2000工作参数摘要:1.上土机2000 概述2.上土机2000 的工作参数3.参数对上土机2000 性能的影响4.结论正文:1.上土机2000 概述上土机2000 是一种广泛应用于建筑、农业和环境领域的重要机械设备,主要用于土壤的挖掘、运输和倾倒。
在我国,上土机2000 以其高效的作业能力和稳定的性能,深受广大用户的喜爱。
2.上土机2000 的工作参数上土机2000 的工作参数主要包括发动机功率、工作速度、挖掘深度和载重能力等。
这些参数直接影响到上土机2000 的工作效率和作业质量。
- 发动机功率:上土机2000 的发动机功率决定了其驱动力和运行速度,是衡量其作业能力的重要参数。
一般来说,功率越大,上土机2000 的作业效率越高。
- 工作速度:上土机2000 的工作速度决定了其单位时间内的作业量,对提高工程效率具有重要意义。
工作速度过快或过慢都会影响上土机2000 的作业效果。
- 挖掘深度:挖掘深度是上土机2000 的一项基本性能参数,决定了其挖掘土壤的能力。
挖掘深度越大,上土机2000 的挖掘能力越强。
- 载重能力:上土机2000 的载重能力决定了其每次运输的土壤量,直接影响到其工作效率。
载重能力越大,上土机2000 的运输效率越高。
3.参数对上土机2000 性能的影响上土机2000 的工作参数相互影响,共同决定了其性能。
例如,发动机功率的提高可以提高工作速度和挖掘深度,但同时也会增加能耗。
因此,在使用上土机2000 时,需要根据实际工作需求,合理调整工作参数,以达到最佳的作业效果。
4.结论总的来说,上土机2000 的工作参数对其性能和作业效果有着重要的影响。
因此,在使用上土机2000 时,我们需要根据实际工作需求,合理设置工作参数,以提高其工作效率和作业质量。
大森操作手册
大森3i-l 数控车床操作说明更多6MDI 面板按键说手动加工手动方式操作MDI 运行自动加工刀补设定明第一部分概述前言感谢您选用本系统。
本系统适用于车床类的两轴控制,根据数控机床特定的工作环境而设计,具有以下技术特点:采用32 位CPU 的高性能数控系统;采用8.4 英寸彩色显示器;伺服闭环控制;绝对编码器位置控制(DASEN3I-L);全部软件功能为标准配置,无可选项;标准 1 点模拟输出,以控制变频主轴;间隙补偿、螺距误差补偿功能具有 PCMCIA 卡接口,可实现系统程序,参数,PLC,备份功能;标准 3 种文字显示:简体中文/英文/日文;伺服主轴分度和插补模式。
2手动方式2.1主轴控制在MDI 方式下,输入一个S 指令,例如:S1000,再按INPUT 键,按“循环启动”,然后转到手动模式下就可以按相应的按钮动作。
动作如下表所示:主轴正转启动主轴正向旋转主轴反转启动主轴反向旋转主轴停止转动主轴停止转动2.2冷却控制冷却泵的开停控制,在自动方式下用M 代码控制,当冷却运行的时候冷却运行指示灯亮。
在手动方式下用面板上的冷却开关来控制。
按下冷却按钮,冷却开始运行并点亮冷却运行指示灯。
再次按下冷却按钮,冷却停止并熄灭指示灯。
3 步进方式按下步进方式按键后,每按一次轴移动键,对应轴移动“步进增量”设定的距离,该功能与手轮方式类似。
步进增量要求可通过参数设定,例如:用户可自定义 4 个按键,分别对应的“步进增量”为3μ、7μ、10μ、30μ。
实现方法:可设定 3 个系统地址,可组成8 种组合,每种组合对应一个参数,每个参数可对应输入用户要设定的“步进增量”。
详细说明和功能实施请参考Ⅱ系统参数部分P194。
6.MDI 面板的说明图(a )图(b)注释:图(a)为系统立式面板使用图(b)为系统卧式面板使用(1)“MONITOR”/“JOG/AUTO”:按下变成手动(JOG)方式。
“MONITOR”/“JOG/AUTO”+ ?“SHIFT”,选中运行程序的自动方式。
大森数控指令格式

G40
07
刀径补偿取消
G40
G41
左半径补偿
G42
右半径补偿
G52
局部坐标系设定
G52 X-- Z--
G54
12
选择工作坐标系1
GXX
G55
选择工作坐标系2
e:退回量
i:切削量
k:刀具的偏移量
d:在切削底端的逃离量
f:进给速度
G76
螺纹切削复合循环
G76 P(m) (r) (a) R(d);
G76 X(u)_Z(W)_R(i) P(k)Q(Δd)F(l);
m:切削次数00~99
r:倒角量00~99
a:刀尖的角度(螺纹角度)00~99。0º~90º的角度以1º为单位指定。
Ww: Z轴方向的预留量w
Ff:切削速度
Ss:主轴速度
Tt:刀具选择
G74
端面车削循环
G74 Re;
G74 X(U)_Z(W)_Pi Qk Rd Ff;
e:退回量
i:刀具的偏移量
k:切削量
d:切削底端刀具的逃离量
f:进给速度
G75
直线切削循环
G75 Re;
G75 X(U)_Z(W)_Pi Qk Rd Ff;
G88
镗孔
G88 X-- Y-- Z--R--F—P--;
G89
镗孔
G89 X-- Y-- Z--R--F—P--;
G90
03
绝对值指定
GXX
G91
增量值指定
G92
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大森2000操作篇DASEN2000数控系统综合说明书(1)操作方式DASEN2000 数控系统共有 8 种操作方式,系统上电自检后自动进入主菜单显示界面。
按菜单键"菜单复位"或按"系统重启"键进入主菜单显示页面,LCD 显示器上显示出下面 8 种操作方式:手动,自动,MDI,图示,传输,示教,程序删除,输入* 上面每一种操作方式对应控制系统面板上的相应按键。
* 在菜单方式下按八种方式中的任意一个键可选择相应的操作方式。
(2)功能键参考点,清除键(C),冷却,单段,程序段删除,单段修改,主轴正转,主轴反转,主轴停止键,换刀键(T)。
系统外观图:各键定义菜单复位主菜单键(兼复位键):按该键系统复位退出其他操作方式并进入菜单状态手动 - 手动操作键:在此方式下可操作进给轴,启动主轴换刀,开启冷却液自动- 自动操作键:程序编好后,在该方式下可运行加工程序单段- 单段操作键:在自动操作方式下和图示操作方式下可以进行单段操作MDI- MDI 输入键:可执行一句程序示教- 示教操作键:通过移动进给轴来形成一个程序传输- 外部传输通讯键:通过?RS232 与 PC 机进行程序传输图形- 图形显示键:可根据编写的加工程序来描绘出运行轨迹-单程序段查询键:可查找出某个程序的某条语句语句删除键:可删除某个程序中的某一条语句C- 清除键:在手动方式下清除 X、Z 轴值或改写程序语句程序删除键:在该方式下进行程序的删除机床锁住- 机床锁住键:按该键机床不运动,但显示值不断变化(模拟运动)冷却 -冷却键:按该键后,接通冷却泵S- 手动换挡键:按该键起动?P9936 程序,选择不同的主轴挡位刀补- 在自动,手动,MDI 方式下调用刀补画面M03- 主轴正转键:在手动方式下按此键启动主轴正转M05- 主轴停止键:在手动方式下按此键停止主轴M04- 主轴反转键:在手动方式下按此键启动主轴反转T- 手动换刀键:在手动方式下按此键来进行换刀操作STOP - 进给保持键:在自动方式下按此键停止某个程序START- 循环启动键:在自动方式下按此键来启动某个程序回编程参考点键:在手动方式下按该键,机床回参考点↓- 纵向排列键:可以显示某个程序的具体内容。
→- 横向展开键:可展开某个 G 代码或宏指令的具体结构。
输入- 程序输入键:在该方式下编程、复制、查找、添加、删除语句并改写。
1.1 手动操作方式1.1.1 手动方式按下手动键后进入手动方式在 CNC 数控系统面板的下方有两个黑色旋钮,分别为手动倍率旋钮和手轮脉冲发生器。
其中旋钮上方标有“F”字样的是手动倍率旋钮,该旋钮可以随意调节进给速度,其最大值时对应设定速度的 100%,最小值时对应的速度为零,其间近似无级调速。
在手动方式下有两种方式可以选择:1. 停止状态下,先把"速度倍率旋钮"F 调到最小;选择轴和轴移动的方向然后按下START键,系统将自动按照选定的方向移动被选定的轴。
调节"速度倍率旋钮"F,使进给速度不断加快, 最大移动速度是 G00 的速度,只有按下STOP键时,轴的移动才停止。
此功能便于用户加工长轴外圆,和直径较大的端面。
注:速度倍率旋钮的分辨率很高,近似无级连续调速。
在高速运动时,按 STOP 键后不能马上停止运动,而是按机械数据中设定的减速值来逐渐减速直到停止。
2. 在停止状态下如果先按下START 键,任选某一轴的方向按键,如按+X 键,手不要松开,则 X 轴以 G00 速度向正方向运动;手离开按键,运动停止。
Z 轴操作同 X 轴。
注:最大移动速度是 G00 的速度,但实际速度可用"速度倍率旋钮"F 调节。
在高速运动时,手离开后不能马上停止运动,而是按机械数据中设定的减速值来逐渐减速直到停止。
1.1.2 清除系统坐标系按下列步骤可以清除系统的坐标值:1、在进给保持(STOP)状态下选择要清除的进给轴,如按"+X"或"-X",则选择X 轴;如按"+Z"或"-Z",则选择 Z 轴;2、选中任意一个进给轴后,按两次 C ?键,该轴的显示值被清为“0”。
1.1.3 退出手动操作方式按下 STOP 键后,按下菜单复位退出手动操作方式。
1.1.4 手轮在手动方式下,进入进给保持(STOP)状态,这时按方向键则可进入手轮模式。
1.在手轮方式时,手轮每转一个刻度可对应进给轴移动: 0.001、0.01、0.1该三种状态可以设定;2、单脉冲进给量在 LCD 上以 H+0.000 形式显示出来,按+X 键选择X 轴,按+Z键选择 Z 轴;要调节单脉冲进给量则按+X 或 -X 键:第一次按+X 键,H 值对应 0.001,LCD 上显示 H+0.001;第二次按+X 键,H 值对应 0.01,LCD 上显示 H+0.010;第三次按+X 键,H 值对应 0.1,LCD 上显示 H+0.100.如再连续按-X,则过程相反。
3、转动手轮,被选中的轴按 LCD 上的 H 显示值,手轮每转动一个刻度进给轴就移动相应 H 的距离。
手轮转动的方向决定了进给方向,如果顺时针转动向正方向移动,则逆时针转动向反方向移动。
注:手轮 Z 轴进给操作方法同 X 轴。
1.1.5 原点在手动方式下依次按下 START 键,键,“+X”或者“+Z”键,轴开始移动到原点开关的位置。
压到开关后,反向移动,直到找到 Z 相信号为止。
也可以在 MDI 方式下,执行 G74 指令实现自动回原点功能。
注:1.两轴不可同时回原点,当 1 轴回完后,另一个轴才可回原点。
2.回原点时,两轴只可向正向回原点。
1.1.6 M03,M04,M08,S,T* 主轴起停:主轴的转动方向可以按主轴正转键 M03 和反转键M04 来定,按正转或反转键后,显示器上该键灯亮并显示对应的主轴状态 M03 或 M04,主轴开始转动,如再按一下该键,则主轴停止转动,显示器该键亮度清除并显示 M05。
主轴的实际转动速度由它现在所在的机械挡位决定。
该方式为手动方式,自动方式下可按 G36 指令执行。
当主轴由变频器驱动时,转动速度值由 G36 设定(实际在 P9936 中调用 G11指令),主轴挡位数及换挡方式和每挡对应的转速范围可按用户要求来实现。
例:G36 F..... S.....T M03F 参数表示设定进给速度,S 表示主轴速度(最大转速值可在机械数据中N901 语句 X 参数设定),M03 为主轴正转。
* 手动开和关冷却液:按冷却键冷却开冷却液,显示器上该键灯亮。
再按一次冷却键关冷却液,显示器上该键灯灭。
* 手动换刀位:手动换刀通过按刀位键 1 (实际执行 P9936 中的 T 参数)来进行。
每按一次1 键,则转过一个刀位。
* 机床锁住:按机床锁住键机床锁住所有进给轴不再移动,但显示值可变化。
再按机床锁住键,机床锁住模式取消,释放进给轴的运动,X、Z 轴的显示值返回原值。
注:它用于程序的试运行,由两个轴的显示值来判断程序的正确性。
在自动方式下的机床锁住方法:先在手动输入或手动操作方式下按机床锁住键,然后直接按自动键进入自动方式。
机床锁住仅仅在手动输入和手动操作方式下,并且两个轴处于停止方式下进入和退出。
1.2 手动输入方式(MDI)在主菜单状态下, 按手动数据输入键 MDI 进入手动输入方式。
此方式允许输入单个 G 代码和辅助代码,也能执行象 G87 这样的循环指令。
G 代码比如 G90/G91、G75、G54? 和 F、S、T、M 指令的当前值都能够显示出来。
在 MDI 方式下执行 G 代码方法如下:1、进入 MDI 方式,自动出现 G00,光标在 G00 上;2、在光标位置输入任意一个 G 代码,如 G01、G03、G54、G53 等;3、按→键CNC 自动显示 G 代码的完整句子结构,并提示出要输入的变量;4、按→ 键移动光标,在变量名后输入参数值;5、输入所有参数值后请检查输入值是否正确。
如有错误,请移动光标到错误位置,重新输入正确的参数值;6、确认输入正确后按启动键 START ,立即执行此 G 代码。
例如:CNC 显示输入行:G00 X…,… Y…,… Z…,…注:如输入参数值太少,使该 G 代码无法执行,按启动键则 CNC 马上报警,并提示"Error, Check Block! 0001"。
G40、G53、G90、G94、G76 和 G97 是开机时的状态,是模态量即默认状态;分别表示为:取消刀尖半径补偿;取消坐标平移;绝对编程;分进给;取消放缩倍数和取消恒线速切削。
F 表示进给速度,上行 F 是设定值,下行 F 是实际进给速度值;S 表示主轴速度,上行 S 是程序给定的转速,下行是来自主轴编码器的实际转速值。
如用变频调速则上行 S 为设置的电机转速;T 表示刀补号;M 表示主轴状态:M03 主轴正转。
M04 主轴反转,M05 主轴停止;在 MDI 方式下可以执行任意某个 G 代码和宏指令,但每次只能执行一个指令。
1.2.1 换刀在手动输入方式用下列语句可以执行换刀G36 F..... S..... T..... M.....比如把光标移动到 T,输入 0202,按下START键,2 号刀有效,2 号刀的刀补将从刀具表 P9900 中调出并执行。
在使用此功能前内存中必须先存在程序P9936。
1.2.2 移动到某点用 G90 指令将系统变为绝对模式;选择 G00 并输入 X, Z 的值;按下 START 键执行程序段,轴将移动到设定的位置。
1.2.3 启停主轴及设定主轴转速1、输入 S 和 M 参数。
G36 F.....S300......T…...M03.....2、按启动键"循环启动(START)"来执行 G36,主轴正转,转速 300 转/分。
执行如下功能:G36 F.....S......T..…. M05.....(主轴停止转动,并显示 M05)。
1、输入 F 参数G36 F.200..S…...T.…..M....2、按启动键“循环启动START”执行,进给速度是 200mm/min,显示器上显示 F200。
1.2.5 开关冷却液执行 G36 F..,...S..,...T....M.08 则开冷却液,显示器上该键灯亮。
执行G36 F..,...S..,...T....M.09 则关冷却液。
显示器上该键灯灭。
1.3.1 示教方式介绍示教方式可以帮助操作者通过很简单地操作来产生一个程序。
在这个程序中可以用所有的 G 代码,G 代码的变量中仅仅 X、Z 值可以通过操作并把显示器上的 X、 Z 值自动输入 G 代码中,其它的参数值必须手动输入。