NXT贴片机X Y XS轴原点校正教程
贴片机校正原理及定位体系大纲
第一章:定位坐标体系 1.1 原点(机器原点,程序零点,拼板原点,单板原点,坐标位置) X=X(主挡)+ 1.2 定位顺序(找到焊盘,找到FEEDER) 1.3 每片板的定位(MARK点) 1.4 运用(保证初始坐标) 第二章:轴定位 1.1 轴/光栅尺/伺服马达 1.2 马达的运动轨迹(振荡到位)
第二章:校正原理 2.1 为什么需要校正(机械磨损,偏差) 2.2 局限性(软件补偿,调整细微偏差) 2.3 校正方法(给定标准位置,计算偏差.) 2.4 运用
驱动卡
计算机
控制卡Leabharlann 马达BLOCK2BLOCK1
PCB原点 程序原点
机器原点
BLOCK1
PCB原点 程序原点
机器原点
丝杆 轨道
NXT贴片机X Y XS轴原点校正教程祥解
3.9.关掉I/O 的Y00D,Y002,Y001,选择[STOP],退出I/O Monitor.
THE END
1.I/O Monitor
1.1.打开I/O Monitor
1.2.按下start 键并输入IP地址
1.3.点击[CPU]和目标模组,勾选[Output signal]
1.4.选择[ON/OFF]打开I/O信号
1.4.1Y00D Servo Control power , Head power on ON
3.4.松开Y轴Ball screw联轴器上的两个M3螺栓; 3.5.转动联轴器,检查Servo counter,调整到-200000±500pulse
3.6.锁住螺栓,扭矩为14.7CN/M;
3.7.卸下JIG,装上STOPPER,移动工作头到STOPPER位 置,Servo值变成10000±2000pulse;
NXT X Y XS轴原点校正教程
应用范围:
在更换Motor,轴承,齿轮,联轴器,Sensor Dog 定 位等,需要X,Y,XS-axis原点调整。
所需软件: 1.I/O Monitor: NXT\IO Monitor 2.Motion Tool mini: NXT\Tool\Motion\Motion Tool mini .exe
1.4.2.Y002 Master on
ON
பைடு நூலகம்
1.4.3.Y001 Machine ready ok
ON-OFF-ON
1.5.选择[Head]——[CPU]
1.6.检查机器上的SERVO AMP LED灯是否亮
2.Motion Tool Mini
三菱激光切割机XYQZ轴原点恢复方法
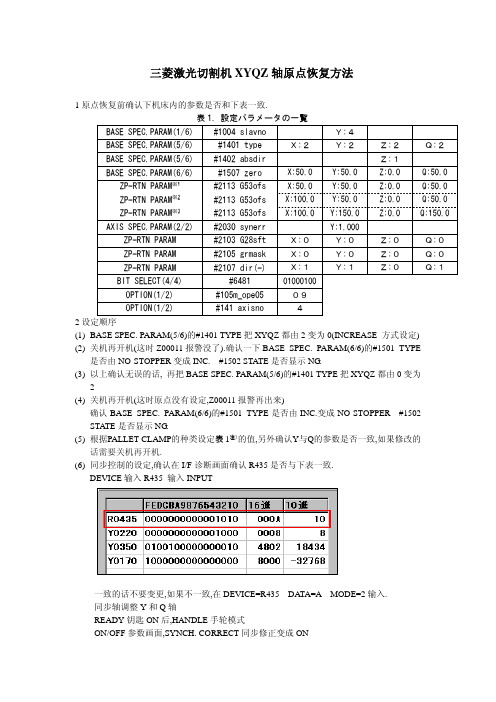
三菱激光切割机XYQZ轴原点恢复方法1原点恢复前确认下机床内的参数是否和下表一致.表1.設定パラメータの一覧BASE SPEC.PARAM(1/6) #1004 slavnoY:4BASE SPEC.PARAM(5/6) #1401 type X:2 Y:2 Z:2 Q:2 BASE SPEC.PARAM(5/6) #1402 absdir Z:1BASE SPEC.PARAM(6/6) #1507 zero X:50.0 Y:50.0 Z:0.0 Q:50.0 ZP-RTN PARAM※1#2113 G53ofs X:50.0 Y:50.0 Z:0.0 Q:50.0ZP-RTN PARAM※2#2113 G53ofs X:100.0 Y:50.0 Z:0.0 Q:50.0ZP-RTN PARAM※3#2113 G53ofs X:100.0 Y:150.0 Z:0.0 Q:150.0 AXIS SPEC.PARAM(2/2) #2030 synerr Y:1.000ZP-RTN PARAM #2103 G28sft X:0 Y:0 Z:0 Q:0ZP-RTN PARAM #2105 grmask X:0 Y:0 Z:0 Q:0ZP-RTN PARAM #2107 dir(-) X:1 Y:1 Z:0 Q:1BIT SELECT(4/4) #6481 01000100OPTION(1/2) #105m_ope05 09OPTION(1/2) #141 axisno 42设定顺序(1)BASE SPEC. PARAM(5/6)的#1401 TYPE把XYQZ都由2变为0(INCREASE 方式设定)(2)关机再开机(这时Z00011报警没了).确认一下BASE SPEC. PARAM(6/6)的#1501 TYPE是否由NO-STOPPER变成INC. #1502 STATE是否显示NG.(3)以上确认无误的话, 再把BASE SPEC. PARAM(5/6)的#1401 TYPE把XYQZ都由0变为2(4)关机再开机(这时原点没有设定,Z00011报警再出来)确认BASE SPEC. PARAM(6/6)的#1501 TYPE是否由INC.变成NO-STOPPER #1502STATE是否显示NG.(5)根据PALLET CLAMP的种类设定表1注)的值,另外确认Y与Q的参数是否一致,如果修改的话需要关机再开机.(6)同步控制的设定,确认在I/F诊断画面确认R435是否与下表一致.DEVICE输入R435 输入INPUT一致的话不要变更,如果不一致,在DEVICE=R435 DATA=A MODE=2输入.同步轴调整Y和Q轴READY钥匙ON后,HANDLE手轮模式ON/OFF参数画面,SYNCH. CORRECT同步修正变成ON用手轮轴Y和第4轴Q间的误差调整调整后ON/OFF参数画面SYNCH. CORRECT同步修正变成OFF(7)机械基准位置的移动切割头安装后,XYZ轴按照下面说明移动到基准位置.X轴的基准,拆开X轴左侧的导轨风箱,使X轴的移动部件左侧铸铁端面到机械挡块距离为63MMY轴的基准,拆开Y轴零点侧导轨风箱,使Y轴移动部件撞击机械挡块的部位端面(凹在架子的内部,不是外部的端面)到机械挡块的距离为206MM(如果机械挡块的塑料是白色的215MM,茶色的话206MM).Z轴的基准,切割头上装上喷嘴,喷嘴离PALLET轮子滚动的床身铸铁平面距离330MM, 移动各轴可以在第(2)步时用手轮移动相应轴到各自的基准点位置.(8)原点设定的操作先READY钥匙不用开①进入BASE SPEC.PARAM(6/6)画面,(这时确认一下#1501 TYPE [NO STOPPER],如果不是显示NO STOPPER,步骤(2)的表1的#1401 TYPE和#1402 ABSDIR确认一下,如果#1401 TYPE 由原来2改为0,关机再开机,#1501 TYPE显示[INC],再把#1401 TYPE 由0改为2,没有开机关机的话,#1501 TYPE 不会由[INC]变成[NO STOPPER],这样无法进行后面的原点设定操作,所以#1401 TYPE 由0改为2后一定要关机再开机如果#1502 STATE 为[OK],说明第(8)步后的操作原点已经建立,通常[NG]显示,)②#1505 init. Set 输入1,0→1 (输入后确认#1502 state 是否[ORIGIN SET]显示③#1506 origin 输入1, 0→1 (输入后确认#1502 state 是否[ORIG-RTN]显示④打开READY钥匙, 先做X和Z轴,手轮打到x10倍率,X轴的话慢慢正向移动X轴, Z轴的话慢慢负向移动Z轴,移动时注意#1504 Machine的坐标会变化,#1503 to end也会显示到原点还有多少距离显示.移动时注意显示屏中的#1502 state一旦变成OK,马上停止手轮移动,这时说明轴的原点已经设定.然后再变更#1505 init. Set 1→0, #1506 origin 1→0,#1401 type 0→2.⑤Y和Q同步轴的原点设定,手轮打到Y轴,慢慢正向移动Y轴,当屏幕中Y或Q轴的#1502 state一旦变成OK立即停止移动(因为Y或Q轴的#1502 state变成OK的话,这个轴就被锁定,如果这时再移动的话,剩下的那个轴会继续移动,这样Y和Q轴不同步倾斜造成部件破损).⑥第⑤中#1502 state 变OK情况下,变成OK的那个轴(Y或Q)对应的#1505 init. Set设定1→0, #1506 origin 1→0 .⑦然后手轮打到Y轴,慢慢正向移动Y轴,这样剩下的同步轴会向原点位置移动, 当剩下的那个#1502 state一旦变成OK,停止移动,这样2个同步轴的原点都设定完了.(注意 :Y或Q 轴的原点设定那个轴先到原点,一定要把到位的轴#1505 init. Set设定1→0, #1506 origin 1→0,然后再移动,剩下的轴再设定原点)⑧关闭MAKE画面,关机再开机剩下的那个同步轴#1505 init. Set设定1→0, #1506 origin1→0,自己会变更为0.,Y和Q轴的#1401 type 0→2.(9)全部轴原点复归后原点确认交换工作台搬入后,LD红光与材料定位块位置误差X+/-2.5mm以内,Y+/-1.0mm以内.Z 轴的话Z-120mm位置,喷嘴下端面与BASE LINE(材料放置的)距离+/-1.0mm以内.。
浅析西门子贴片机Y轴控制原
西门子贴片机Y轴控制原理一、REFERENCE RUN在STAR轴、Z轴REFERENCE RUN完成后,Y轴就进行REFERENCE RUN。
顺序如下:1 Y轴正向运动。
2 当零点SENSOR的信号从1变成0时,Y轴电机反转。
3 当零点SENSOR的信号从0变成1时,SCANNER寻找第一个零脉冲。
4 将找到的第一个零脉冲位置作为零点,将数据存入轴控制卡。
5 产生END SIGNAL信号,等待下一个运行指令。
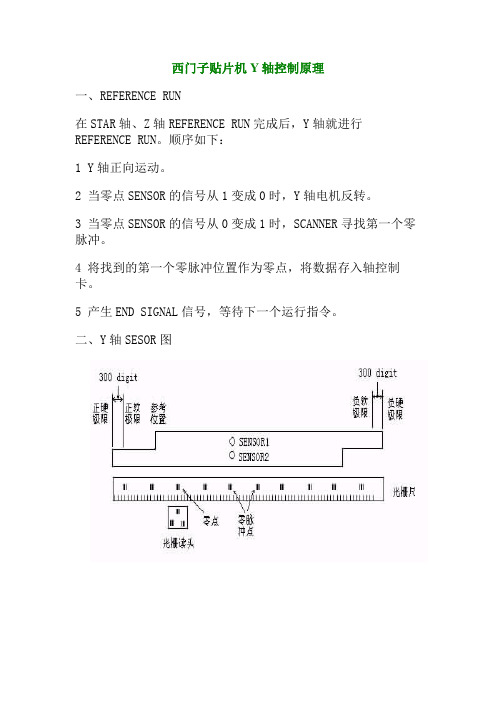
二、Y轴SESOR图1 光栅读头:检测零脉冲点,检测当前Y轴位置和电机旋转方向。
2 光栅尺:有位置刻度和零脉冲点。
相邻零脉冲点的间距为50mm。
3 SENSOR1:检测参考位置,触发光栅读头找零点;检测负硬极限。
4 SENSOR2:检测正硬极限。
5 正、负软极限:正、负硬极限以内300digit处,即为正、负软极限。
三、Y轴零点和软极限1 Y轴零点:不能够输入,由CALIBRATION而生成。
2 软极限:测试硬极限的位置,再根据硬极限的数据,确定软极限的数据。
四、邻近极限区域的运动1 在正硬极限缺口处:(即正硬极限与参考位置之间的区域,SENSOR1感应信号为0)Y轴在运动中,当vnominal≥4时,控制部分会紧急制动,切断Y电机电源;当vnominal<4时,Y 轴继续运动。
2 在负硬极限缺口处:(SENSOR2感应信号为0)Y轴在运动中,当vnominal≥4时,控制部分会紧急制动,切断Y电机电源;当vnominal<4时,Y轴继续运动。
五、零点SENSOR插头松动时的运动情况(即零点SENSOR的信号为0)1 在做REFERENCE RUN时,若零点SENSOR插头松动,则Y轴向负方向运动,越过负硬极限,直到被止动橡胶柱挡住。
在这种情况下,应尽快按紧急停止,不可让Y轴撞硬极限,以免Y轴电机和伺服控制系统因过载而损坏。
2 在CONTINUOUS RUN,且Y轴在负硬极限缺口处时,若零点SENSOR插头松动,此时,因SENSOR1和SENSOR2的信号都为0,Y轴会显示极限错误而停机。
贴片机XY轴快速高精度定位的实现
贴片机X/Y轴快速高精度定位的实现作者:刘明晓龙绪明罗爱玲贺海浪来源:《现代电子技术》2014年第17期摘要:负载惯量和外界干扰是影响贴片机[X,][Y]轴快速高精度定位的两个关键因素。
本文针对负载惯量和外界干扰对控制性能的影响,提出了基于RBF神经网络的自适应滑模控制算法。
利用RBF神经网络的万能逼近特性实现对外加干扰和被控对象模型信息的逼近,运用自适应控制算法计算前馈补偿量以补偿负载惯量和摩擦力对运动性能的影响,采用滑模控制算法以抑制其他不确定干扰对运动控制的影响。
通过仿真分析可以得出,所采用的控制算法能够有效地补偿负载惯量和外界干扰对定位性能的影响,从而实现贴片机[X,][Y]轴的快速高精度定位。
关键词:贴片机;快速高精度定位;运动控制; RBF神经网络;自适应滑模控制中图分类号: TN710⁃34 文献标识码: A 文章编号: 1004⁃373X(2014)17⁃0157⁃03Abstract: The load inertia and the outside disturbance are the key factors that affectX/Y⁃axis high⁃precision fast position of SMT placement. An adaptive sliding mode control algorithm based on RBF neural network is proposed in this paper to eliminate the influence of load inertia and outside interference. The universal approximation property of RBF neural network is used to realize approximation of external disturbance and model information of the controlled object.Feed⁃forward compensation amount calculated by using the adaptive control algorithm is used to compensate the load moment of inertia and friction effects on motion performance. The sliding mode control algorithm is adopted to suppress the influence of other uncertain disturbance on motion control. The simulation analysis indicates that the control algorithm can effectively compensate the efforts of load inertia and outside interference on positioning performance, so as to realize the high⁃precision rapid positioning of X⁃ and Y⁃axis in SMT placement.Keywords: SMT placement; high⁃precision rapid positioning; motion control; RBF neural network; adaptive sliding mode control0 引言贴片机[X,][Y]轴运动控制的工作状态是高加速、高速地在点到点之间运行,并且在定位点处实现精确定位。
如何设置数控机床的零点(原点)

如何设置数控机床的零点(原点)数控机床的机械零点是机床上的⼀个固定点,由安装在机床上的⾏程开关或接近开关决定(国产系统),通常情况下,这个开关安装在X向或Z向正⽅向的最⼤⾏程附近处。
⼀般数控机床的机械零点与机床的参考点重合(由⼀些参数决定),所以回机械零点就是回参考点。
执⾏了回机械零点操作,机床就回到了参考点,通常在这个位置进⾏换⼑和设定编程的机械零点。
机械零点(参考点)的设定⽅法有两种:⼀种为有挡块零点的设置;另⼀种为⽆挡块零点的设置。
加⼯中⼼请选择伯特利数控⼀、有挡块零点的设置⼀般数控系统都必须安装机械零点撞块,我们常⽤的是⽤⾏程开关检测伺服电机的⼀转信号,⽤⾏程开关时,我们以⼴数980TD系统为例说明,要使机械零点与机床参考点重合,需将参数机械零点的偏移数据No.114、No.115均设为0。
1、机械回零⽰意图1-1图1-1钻攻中⼼请选择伯特利数控注意:挡块安装在机床的滑板上,挡块的长度必须⼤于或等于25mm。
2、⼴数系统回零⽅式我们常⽤的⼴数系统回零⽅式有两种:⽅式B和⽅式C,当No.006号参数的第0位和第1位均设为0时,回零为⽅式B,状态参数No.005号参数的第5位为0时,减速信号低电平有效。
⽅式B时回零动作时序如下图1-3:CNC加⼯中⼼请选择伯特利数控⽅式B回机械零点的过程:a. 选择操作⽅式为回零⽅式,按⼿动正向或负向(回机械零点⽅向由系统参数决定,不同的系统参数不同,我们常⽤的⼴数980TD系统由No.183号参数决定)进给键,则相应轴以快速移动速度向机械零点⽅向运动,运⾏⾄压上减速开关,减速触点断开时,进给速度⽴即下降,以固定的低速继续运⾏。
b. 当减速开关释放后,减速信号触点重新闭合,CNC开始检测编码器的⼀转信号,如该信号电平跳变,则运动停⽌,同时操作⾯板上相应轴的回零结束指⽰灯亮,机械回零操作结束。
当No.6号参数的第0位和第1位均设为1时,状态参数No.005号参数的第5位为0时,减速信号低电平有效,为⽅式C回零,⽅式C回机械零点时序图如下1-4:⾼速加⼯中⼼请选择伯特利数控⽅式C回机械零点的过程:a. 选择操作⽅式为回零⽅式,按⼿动正向或负向(回机械零点⽅向由系统参数决定,我们常⽤的⼴数980TD系统⽤No.183号参数决定)进给键,则相应轴以快速移动速度向机械零点⽅向运动。
fuji NXT贴片机编程详解
Coordinate (Backup Pin) Level设定支撑销的等级。
Glob al 是在全体生产线使用的支撑销。
该支撑销配置在对应自动支撑销的全部机器(全部模组)上。
Local是仅在实装特定的顺序时使用的支撑销。
该支撑销仅在对应自动支撑销的机器中实装指定顺序的机器(模组)上配置。
本地支撑销通过在[编辑元件信息]的Ref.List中指定元件进行设定。
Ref设定参考记号。
Pos X设定X方向坐标位置。
Pos Y设定Y方向坐标位置。
Coordinate (Glue)Board选择子电路板编号。
子电路板编号为"0"时属于电路板,"0"以外的情况时属于子电路板。
Type选择涂敷顺序的种类(Apply, Dummy, Check, Line)。
各个种类分别表示以下的意思。
Apply: 一般涂敷Dummy: 试验涂敷Check: 检查涂敷Line: 线状涂敷Ref设定参考记号。
Pos X设定X方向的坐标位置。
Pos Y设定Y方向的坐标位置。
Rotation设定角度。
Parent Part选择执行涂敷的对象元件。
Glue Time设定涂敷胶着剂的时间(10ms単位)。
通过此项目,调节胶着剂的量。
大部分元件的值为5~20。
Glue Name设定涂敷名。
已设定时,若存在同名注胶筒则优先执行分配。
Needle选择使用的涂敷针名。
Style选择使用的涂敷针种类(Single, Twin)。
Diameter设定使用的涂敷针直径。
Mark Name设定检查涂敷的映像处理时使用的Glue Mark名称。
Main Mark设定校正用的基准定位点(Main)。
Sub Mark设定校正用的基准定位点(Sub)。
Sub Mark1使用2个以上的基准定位点来校正时,除了要设定Main Mark以及Sub Mark以外,还要设定此定位点。
Sub Mark2使用2个以上的基准定位点来校正时,除了要设定Main Mark以及Sub Mark以外,还要设定此定位点。
数控机床回参考点设置方法

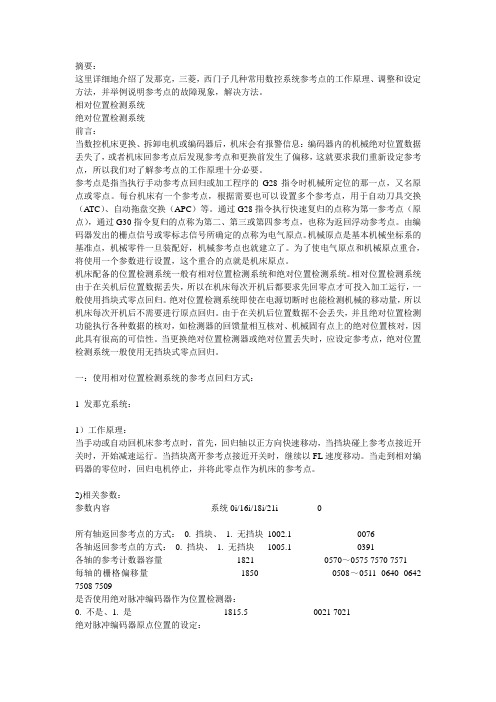
摘要:发那科、三菱,西门子几种常用数控系统参考点的工作原理、调整和设定方法,并举例说明参考点的故障现象,解决方法。
关键词:参考点相对位置检测系统绝对位置检测系统1 概述当数控机床更换、拆卸电机或编码器后,机床会有报警信息:编码器内的机械绝对位置数据丢失了,或者机床回参考点后发现参考点和更换前发生了偏移,这就要求我们重新设定参考点,所以我们对了解参考点的工作原理十分必要。
参考点是指当执行手动参考点回归或加工程序的G28指令时机械所定位的那一点,又名原点或零点。
每台机床有一个参考点,根据需要也可以设置多个参考点,用于自动刀具交换(ATC)、自动拖盘交换(APC)等。
通过G28指令执行快速复归的点称为第一参考点(原点),通过G30指令复归的点称为第二、第三或第四参考点,也称为返回浮动参考点。
由编码器发出的栅点信号或零标志信号所确定的点称为电气原点。
机械原点是基本机械坐标系的基准点,机械零件一旦装配好,机械参考点也就建立了。
为了使电气原点和机械原点重合,将使用一个参数进行设置,这个重合的点就是机床原点。
机床配备的位置检测系统一般有相对位置检测系统和绝对位置检测系统。
相对位置检测系统由于在关机后位置数据丢失,所以在机床每次开机后都要求先回零点才可投入加工运行,一般使用挡块式零点回归。
绝对位置检测系统即使在电源切断时也能检测机械的移动量,所以机床每次开机后不需要进行原点回归。
由于在关机后位置数据不会丢失,并且绝对位置检测功能执行各种数据的核对,如检测器的回馈量相互核对、机械固有点上的绝对位置核对,因此具有很高的可信性。
当更换绝对位置检测器或绝对位置丢失时,应设定参考点,绝对位置检测系统一般使用无挡块式零点回归。
2 使用相对位置检测系统的参考点回归方式:(1)发那科系统:1)工作原理:当手动或自动回机床参考点时,首先,回归轴以正方向快速移动,当挡块碰上参考点接近开关时,开始减速运行。
当挡块离开参考点接近开关时,继续以FL速度移动。
详细的YAMAHAXg系列SMT贴片机编程培训教程
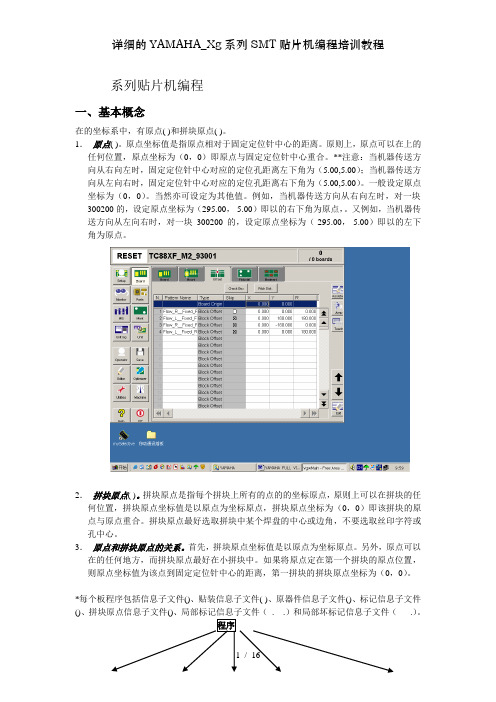
系列贴片机编程一、基本概念在的坐标系中,有原点( )和拼块原点( )。
1.原点( )。
原点坐标值是指原点相对于固定定位针中心的距离。
原则上,原点可以在上的任何位置,原点坐标为(0,0)即原点与固定定位针中心重合。
**注意:当机器传送方向从右向左时,固定定位针中心对应的定位孔距离左下角为(5.00,5.00);当机器传送方向从左向右时,固定定位针中心对应的定位孔距离右下角为(5.00,5.00)。
一般设定原点坐标为(0,0)。
当然亦可设定为其他值。
例如,当机器传送方向从右向左时,对一块300200的,设定原点坐标为(295.00,-5.00)即以的右下角为原点,。
又例如,当机器传送方向从左向右时,对一块300200的,设定原点坐标为(-295.00,-5.00)即以的左下角为原点。
2.拼块原点( )。
拼块原点是指每个拼块上所有的点的的坐标原点,原则上可以在拼块的任何位置,拼块原点坐标值是以原点为坐标原点,拼块原点坐标为(0,0)即该拼块的原点与原点重合。
拼块原点最好选取拼块中某个焊盘的中心或边角,不要选取丝印字符或孔中心。
3.原点和拼块原点的关系。
首先,拼块原点坐标值是以原点为坐标原点。
另外,原点可以在的任何地方,而拼块原点最好在小拼块中。
如果将原点定在第一个拼块的原点位置,则原点坐标值为该点到固定定位针中心的距离,第一拼块的拼块原点坐标为(0,0)。
*每个板程序包括信息子文件()、贴装信息子文件( )、原器件信息子文件()、标记信息子文件(). .)和局部坏标记信息子文件( .)。
程序*信息子文件( .)中,标记点( .)和坏板标记点( )以原点为坐标原点,拼块标记点( .)和坏块标记点( )以拼块原点为坐标原点。
贴装信息子文件(.)中贴装点的坐标有两种情况:当不是拼板时以原点为坐标原点;是拼板时以第一拼块的拼块原点为坐标原点。
*原器件信息子文件(.)和标记信息子文件(.)是基本子文件,其他子文件要调用这两个子文件的内容,所以要先编制。
数控机床参考点的设置与维修
摘要:这里详细地介绍了发那克,三菱,西门子几种常用数控系统参考点的工作原理、调整和设定方法,并举例说明参考点的故障现象,解决方法。
相对位置检测系统绝对位置检测系统前言:当数控机床更换、拆卸电机或编码器后,机床会有报警信息:编码器内的机械绝对位置数据丢失了,或者机床回参考点后发现参考点和更换前发生了偏移,这就要求我们重新设定参考点,所以我们对了解参考点的工作原理十分必要。
参考点是指当执行手动参考点回归或加工程序的G28指令时机械所定位的那一点,又名原点或零点。
每台机床有一个参考点,根据需要也可以设置多个参考点,用于自动刀具交换(A TC)、自动拖盘交换(APC)等。
通过G28指令执行快速复归的点称为第一参考点(原点),通过G30指令复归的点称为第二、第三或第四参考点,也称为返回浮动参考点。
由编码器发出的栅点信号或零标志信号所确定的点称为电气原点。
机械原点是基本机械坐标系的基准点,机械零件一旦装配好,机械参考点也就建立了。
为了使电气原点和机械原点重合,将使用一个参数进行设置,这个重合的点就是机床原点。
机床配备的位置检测系统一般有相对位置检测系统和绝对位置检测系统。
相对位置检测系统由于在关机后位置数据丢失,所以在机床每次开机后都要求先回零点才可投入加工运行,一般使用挡块式零点回归。
绝对位置检测系统即使在电源切断时也能检测机械的移动量,所以机床每次开机后不需要进行原点回归。
由于在关机后位置数据不会丢失,并且绝对位置检测功能执行各种数据的核对,如检测器的回馈量相互核对、机械固有点上的绝对位置核对,因此具有很高的可信性。
当更换绝对位置检测器或绝对位置丢失时,应设定参考点,绝对位置检测系统一般使用无挡块式零点回归。
一:使用相对位置检测系统的参考点回归方式:1 发那克系统:1)工作原理:当手动或自动回机床参考点时,首先,回归轴以正方向快速移动,当挡块碰上参考点接近开关时,开始减速运行。
当挡块离开参考点接近开关时,继续以FL速度移动。
加工中心原点偏移的原因及解决方法
加工中心原点偏移的原因及解决方法 2010-5-13 16:22:00 来源:中国设备管理网阅读: 96次我要收藏摘要阐述了加工中心机械原点偏移和电气原点偏移的原因,列举一些实例,提出了相应的解决方法。
关键词原点偏移机械原点电气原点栅点中图分类号 TG5 文献标识码 B一、加工中心的原点偏移机床坐标系的原点为机械原点,是X、Y、Z三个坐标轴平面的交点。
机械原点在机床制造出来时就已确定,不能随意改变。
半闭环控制系统的加工中心,X、Y、Z进给伺服电机轴上有检测其角位移量的编码器。
编码器每转一圈有一定等距的点称之为栅点。
在作原点复归时,各坐标轴快速运动,碰原点碰块时减速,离开原点碰块后,速度变为零。
从离开原点碰块到检测出第一个栅点处的位置,称为电气原点。
该段距离,称为栅格量。
机床原点复归时,理论上是回机床的机械原点,实际上是回到其电气原点位置。
因此电气原点必须与机械原点一致。
电气原点与机械原点的距离,称为原点偏移。
加工中心加工零件时,必须确定工件坐标系,工件坐标系是以机械原点为参考点建立的,机床进行原点复归后,找到机械原点,因此原点复归的精度直接影响工件的定位精度。
二、原点偏移的原因及排除半闭环控制系统的加工中心,由于机械传动部分的几何误差没有检测及反馈回数控系统,因此机械原点位置的变化会产生原点偏移。
1.机械原点偏移(1)机械原点位置变化的原因①滚珠丝杠螺母副的传动误差及传动间隙当丝杠转动时,螺母随丝杠的转动作直线运动。
滚珠丝杠螺母副的传动误差主要由螺母副本身的制造误差及安装误差形成。
它的接触变形较大,因此其润滑、摩擦条件、表面粗糙度及材料质量、热处理硬度都会间接影响传动精度和间隙。
②机械进给部分的热变形机床持续工作,由摩擦温升引起的变形而产生机械原点偏移。
其热源有电机发热,滚珠丝杠螺母副、轴承以及导轨等相对运动部分的摩擦发热,还受到由切屑带来的切削热的影响。
(2)减少机械原点位置变动的方法①减少滚珠丝杠螺母副的传动误差及传动间隙例如北三机ZH5120A原点复归后,加工时Z轴有时上升,有时下降,上下变化1.2mm,操作工反映机床原点偏移,反复调整工件原点位置无效。
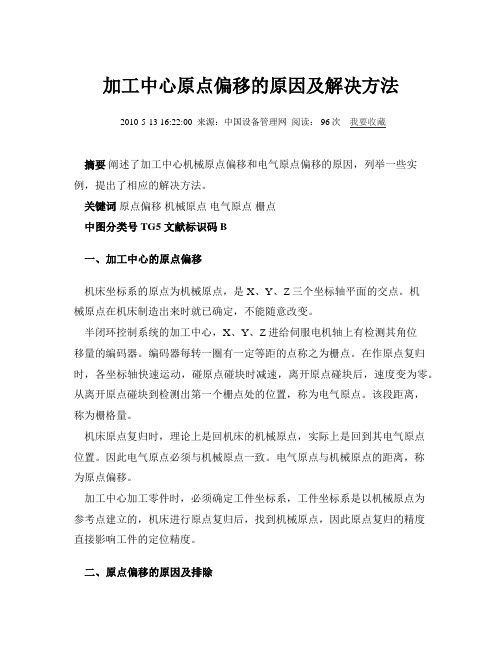
三星贴片机系统校正 SM32X系列
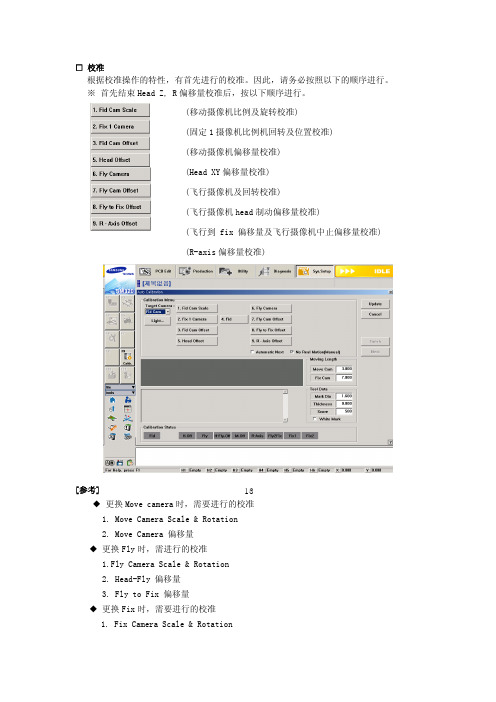
◆ 更换 Fix 时,需要进行的校准
1. Fix Camera Scale & Rotation
2. Fly to Fix 偏移量
◆ 更换 Head 时,需要进行的校准
从 Z,R 校准开始,全部… (F9)
◆ 更换 Z 轴 motor 时,需要进行的校准
1. 测定 Z 轴高度 ; Detect Z 偏移量 (F2)
25.0±2
R (deg)
±1
◆ 2. 固定1摄像机(Fix Camera Scale & Rotation & Position Calibration) 1. 概要 为了校准 Fix Camera 的 Scale(um/pixel)、Rotation(deg)及 Position(mm),无需 先期进行校准。但为此操作要使用特殊制作吸嘴用基准标志夹具。 2. 方法 ※ 进行校准时,Move Length 是输入一般摄像机 FOV 的 1/3 值。 (例如,摄像机 FOV 为 35mm 时,Move Length 输入 12mm 左右) 1. 按'Fix 1 Camera' 。 2. 手动去除所有 Head 上的吸嘴。 3. 在 Head 1 装上校准夹具。 4. 按'Next',Head 1 移动到固定摄像机的中心。 5. 为找出固定摄像机的刻度、旋转及位置值,实行校准。 6. 结束校准后,显示结果窗,询问是否更新。 7. Fix Camera 2~ 4 也按与上面相同的方法进行。 3. 基准值 - Fix Camera
1. 概要
为了校准 Fly Camera 的中心、Head 中心偏移量,先要进行飞行摄像机的校准及 Head
Z 偏移量的校准。 为此操作,要使用特殊制作的吸嘴用基准标志夹具。
如何调整雕刻机的工作原点

如何调整雕刻机的工作原点:
由于木工雕刻机是真正的三轴联动数控设备,所以原点实际上就是主轴刀具刀尖所在的位置,也就是CAD软件X=0、Y=0、Z=0的位置。
机器原点:
木工雕刻机在出厂时设定的原点(即开机时的原点),是固定的原点位置,不能改变。
用户加工原点:
用户在加工中自定义的工作原点,可以是加工幅面内的任何一点。
该原点设定后,加工将从该原点开始。
待加工状态:
数控电脑雕刻机的手持机液晶显示屏的下方不显示“暂停”字样,即表示控制系统已经准备好,此时计算机输出雕刻软件生成的代码便可以进行加工了。
◆雕刻机执行指令为G/Hpgl代码。
◆推荐使用软件:
1、artcam:G代码。
2、Type3雕刻软件:Hpgl代码。
3、文泰雕刻软件:G代码。
NXT H08 head各轴校正

2007.12.12
1.所需治具:(包含量表)
Z0校正治具 AA1WA00
Q轴校正治 具AA65401
2.在flexa电脑安装head tools文件,双击 head tools set up文件。
3.安装完head tools软件后会生成一个文件夹[V3.00】在 [C]/[fujiweb]/[Masweb]/[Director load]/[head _measure],将此文件夹另命名 和机器的版本一样的文件夹如『V4.20]
1. R轴固有值测量
1)做R轴的MT Reset:将A头和中心轴pin 转到模组的前侧(如图), 按下[OK]。 R轴一圈为360000 pulse,每支Syringe间隔45000 pulse左右
2)执行完MT Reset后会出现如下画面
3)用手逆时针(俯视)转动R轴,确认R轴中心pin在正前方时伺服值要在320000~360000 pulse内.如果不在可以向左或向右转动R使其值到这个范围,如果中心Pin的位置相差 太多,可以再次对R轴做MT Reset(目的为排除MT-reset不成功的情况)。做完之后 再确认R轴的中心pin在前方时的伺服值。 4)如果几次都不能进入规定的数值,把伺服值为320000~360000pulse的吸嘴定为A头。 这样要重新贴吸嘴的标签纸。 (此时pin在不在正前方都可以)
(5)做完之后会出现如图2的画面,[write]是将proper写到head PCB中;[save]到BASE CPU中,路 径://fuji//user//parameter//head SN.txt; [cancel]退出,取下工作头。
图1
4.删除base cpu中的b671文件后关机重启. 装回模组原来的工作头(无需full calibration)
环球贴片机校准
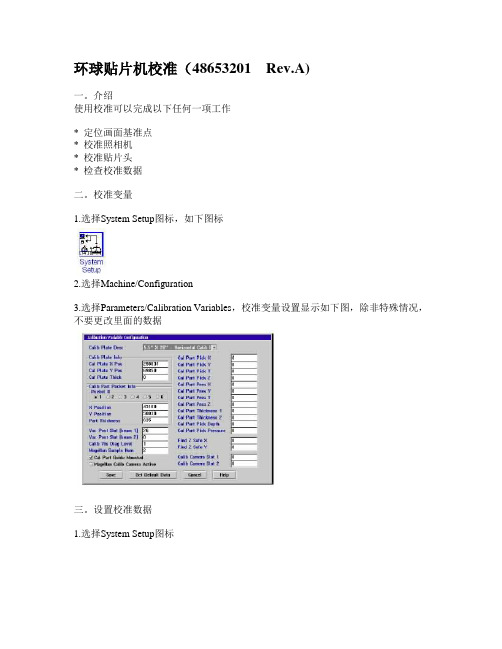
环球贴片机校准(48653201 Rev.A)一。
介绍使用校准可以完成以下任何一项工作* 定位画面基准点* 校准照相机* 校准贴片头* 检查校准数据二。
校准变量1.选择System Setup图标,如下图标2.选择Machine/Configuration3.选择Parameters/Calibration Variables,校准变量设置显示如下图,除非特殊情况,不要更改里面的数据三。
设置校准数据1.选择System Setup图标2. 选择Machine/Configuration3. 选择Parameters/Calibration Variables4.在Calib Plate Desc区域选择校准盘的型号,如下图左边的Calibration plate用于GSM1;右边的Calibration plate用于GSM25.选择Set Default Data.根据信息提示,选Yes6.在Vac Post Slot区域输入产生真空的插槽位置7.选择Save8.根据信息提示,选Yes四。
机器校准准备工作*. 让机器归零* 识别诊断等级设置为“5”* 清理传送系统上的板* 参照相关资料,调整Z轴Spindle的高度* Touch-Down Sensor校准* 校准使用的盘子与其它部件必须清洁干净清洁X,Y轴的光栅尺清洁照相机窗口表面注意:校准之前贴片机必须开电预热2.5小时1.备份校准数据2.按下急停开关,打开安全门盖,移走PCB板的支撑柱3.调整PWC导轨至校准盘宽度a.释放急停开关b.按下Start启动键按钮,使所有轴得电c.选择System Setup图标d.选择Machine/Setup/Zero Axes(如有信息显示机器将进入Setup mode,选Yes,如果机器已进入setup mode,系统将不显示这个信息)e.选YES后,机器显示正在归零,当归零完成后,选择OKf.选择Production Control图标g.选择Manual Control主菜单h.在Manual Control窗口,根据具体情况选择Rear或Front按钮i.从Device目录合中,选择PWCj.从Inrement目录合中,调整导轨至合适的宽度k.将校准盘安放在正确的位置l.选中Exit,退出m.放置校准部件到校准盘上相应的位置,如下图n.按下急停按钮o.根据机器配置,在导轨上标示位置放置好校准工具,如下图4.安装好Vacuum Post Fixture(相当于一个带真空吸附功能的供料器Feeder),GSM1安放在26站位;GSM2安放两个,分别在26与62站位5.安装相应的校准用吸嘴(环球专用吸嘴)6.如果没有更换照相机,也没有安装不同分辨率照相机,则直接进入到下面第“8”步.查证照相机校准配置a.选择System Setup图标b.选择Machine/configurationc.选择Parameters/Cameras,照相机配置显示如下----d.选择Mounted boxe.Set Default Dataf.选择Save.并根据信息提示,选OKg.关闭机器电源h.等待6秒,开启机器电源.等待机器初始化完成i.初始化完成后,显示----Could not open file CAMERA.MDL7.选择OK,8.释放红色的急停按钮,按下绿色的“START”按键9.选择System Setup图标,如下10.选择Machine/Setup/Calibration.校准步骤窗口显示如下11.选择Task Selection图标12.选择一个需要校准的项目13.选择ACTIVATE14.移动显示屏上的十字光标使之与校准盘上的十字图标对准15.移动显示屏上的十字光标使之与4*12校准盘外框上的识别点对准16.当执行校准PEC照相机项目时,使用手动控制让十字光标与校准盘校准元件上的9个点中心对中,步骤如下a.选择Manual Controlb.确定下面的设置:GSM1:Beam1-X/YGSM2: Beam2-X/Y选用不同的步距进行调节,使十字光标与有9个识别点的中心对准c.十字光标对准9个识别点的中心位置d.选择Exit退出e.选择Alignment Done17.校准通过后,根据显示信息,选择OK18.校准完成后,选择EXIT19.移走校准盘与真空定位装置20.取走校准吸嘴并把原来的吸嘴装回相应位置21.取走PCB板的支撑柱22.如果急停按钮被按下或在校准窗口出现一错误信息,将贴片机按正常程序关电,等待6秒钟,重新开启电源.机器在重新引导时,将校准好的数据存入内存.并等待初始化完成。
CM602-L,XY光栅尺原点偏移量校正
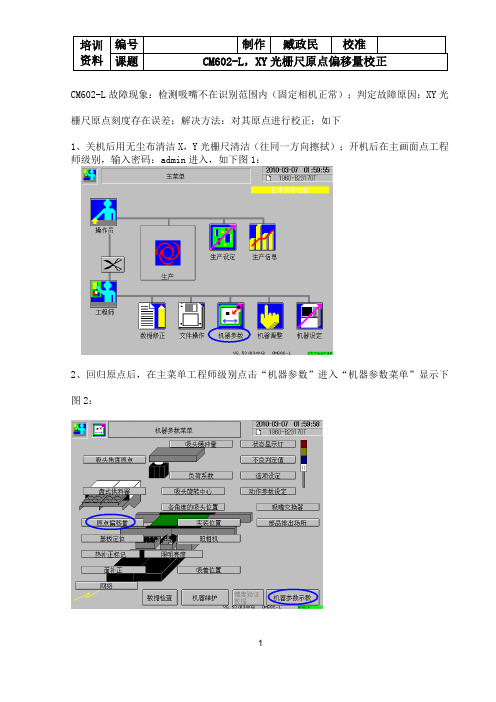
CM602-L故障现象:检测吸嘴不在识别范围内(固定相机正常);判定故障原因:XY光栅尺原点刻度存在误差;解决方法:对其原点进行校正;如下
1、关机后用无尘布清洁X,Y光栅尺清洁(往同一方向擦拭);开机后在主画面点工程师级别,输入密码:admin进入,如下图1:
2、回归原点后,在主菜单工程师级别点击“机器参数”进入“机器参数菜单”显示下图2:
3、在图2右下角点击“机器参数示教”进入“机器参数示教菜单”显示下图3:
4、在图3点击左上角“基板识别相机XY轴原点偏移量”显示下图4:在图4选中要示教的“AF”(蓝色为选中),按UNLOCK+“固定标记位置移动”
5、在图4中再依按UNLOCK+“照相机角度示教”显示下图5:
6、在图5中按UNLOCK+“XY原点偏移量照相机倍率示教”显示下图6:
7.示教完毕后退出示教画面,设备将会自动保存机器参数;退出主画面,再次检测吸嘴正常。
8.保存机器参数:把3.5英寸软盘放进软区,在主画面点击“文件操作”显示下图7
9.在图7中点击“软盘”和“子操作”,显示下图8
10.在图8中执行“FD初始化”后,选择“机器参数保存”提示:“保存现在开始吗”显示下图9
11.保存成功后在,在软盘上写上说明及备注,操作完成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
所需治具
3.1.把工作头移到靠近马达侧并接触STOPPER,执行[MT reset]; 3.2.卸下STOPPER,装上Y-axis JIG;
3.3.推工作头接触JIG并记录下伺服值,M3和M6的参考值为 -200000±500pulse;
3.4.松开Y轴Ball screw联轴器上的两个M3螺栓;
ON ON
1.4.3.Y001 Machine ready ok
ON-OFF-ON
1.5.选择[Head]——[CPU]
1.6.检查机器上的SERVO AMP LED灯是否亮
2.Motion Tool Mini
2.1.打开Motion Tool Mini和Module 号并选择Connect
1.I/O Monitor
1.1.打开I/O Monitor
1.2.按下start 键并输入IP地址
1.3.点击[CPU]和目标模组,勾选[Output signal]
1.4.选择[ON/OFF]打开I/O信号
1.4.1Y00D Servo Control power , Head power on 1.4.2.Y002 Master on
2.3.选择 [Wake]和自动识别[Automatic recognition]
2.4.把工作头移到靠近马达侧,并轻微接触缓冲橡 胶垫(STOPER);
2.5.点击[MT],勾选需要校正的轴, 然后选取[Execute MT Reset];
2.6.点击[Wake].
3.以Y-axis原点校正为例
3.5.转动联轴器,检查Servo counter,调整到-200000±500pulse
3.6.锁住螺栓,扭矩为14.7CN/M; 3.7.卸下JIG,装上STOPPER,移动工作头到STOPPER位 置,Servo值变成10000±2000pulse; 3.8.推动工作头到另一端,检查一下Full stroke值; 3.9.关掉I/O 的Y00D,Y002,Y001,选择[STOP],退出I/O Monitor.
THE END
NXT X Y XS轴原点校正教程
应用范围:
在更换Motor,轴承,齿轮,联轴器,Sensor Dog 定 位等,需要X,Y,XS-axis原点调整。
所需软件: 1.I/O Monitor: NXT\IO Monitor 2.Motion Tool mini: NXT\Tool\Motion\Motion Tool mini .exe