烘焙记录表
焊条烘烤、发放记录
焊条烘烤、发放规定1、焊接采购时,必须要求有供应商提供所购焊材的材质证明书原件,若为复印件必须加盖经销商的印章。
项目部供应部门应保管好焊材的材质证明书,以备查证及作为存档、交工资料。
2、焊材在入库前,应经材料责任师、焊接责任师和质检员检查合格后,方可入库贮存(必要时,经质量检验人员确认)。
检查验收的主要内容为:焊材的型号(牌号)规格、炉批号是否与材质证书一致;焊材的外观是否合格,应无锈蚀、药皮脱落等现象。
如上述内容不全或有怀疑时,应对焊材进行复验。
3、焊材库必须干燥通风,库房内不得放置有害气体和腐蚀介质。
焊材应存放在架子上,架子离地面的高度和墙壁的距离均不少于300mm,严防焊材受潮。
库房内的焊材应按种类牌号、批号、规格和入库时间分类堆放,每垛应有明确的标识,不得混放。
焊材库内应配备抽湿设备、温度计、湿度计,保持库内温度为5~35℃,相对湿度不大于60%,并做好焊材库监测记录。
4、设专人负责焊材的保管、烘烤、发放、和回收,并有详细记录。
5、焊条、焊丝启封后,应进行表面检查,凡药皮脱落、腐蚀严重的焊材严禁使用。
6、焊条使用前,应按设计文件要求或本身的说明书进行烘焙。
当设计文件、本身的说明书均无特别要求时,按下列要求进行烘烤。
a、低氢型焊条烘焙温度为350~400℃,恒温时间为1小时,烘焙结束后120℃保温贮藏,本工程涉及焊条有J427、J507、R307等;b、酸性焊条和不锈钢焊条烘焙温度为100~150℃,恒温时间为1小时,烘焙结束80℃保温贮藏;7、焊条在使用前,应按设计文件、焊接工艺规程或标准、规范要求,在恒温箱中保存,但保存时间不宜超过七天。
8、焊条、焊剂烘干后,由焊材烘焙员按焊接责任师交底单统一发放。
每次发放量以焊工能在4小时内用完的数量为限。
(每位焊工焊条一次发放量以3千克为限)焊工应用焊条保温筒领取焊条、用容器领取焊剂。
每次领取的焊条型号(牌号)以一种为宜。
发放的焊条、焊剂应在4小时之内用完。
酵母粉发面效果的关系实验记录表

酵母粉发面效果的关系实验记录表实验目的通过对酵母粉在不同条件下对面团发酵效果的影响进行实验,探讨影响发面效果的因素,并总结最佳发面条件。
实验条件1.温度:25°C、30°C、35°C2.时间:30分钟、60分钟、90分钟3.酵母粉用量:1克、2克、3克实验记录实验条件面团体积(ml)观察结果25°C、30分钟、1克200 面团体积较小,不够蓬松25°C、60分钟、2克300 面团体积适中,蓬松度较好30°C、60分钟、2克320 面团体积较大,蓬松度理想35°C、90分钟、3克350 面团体积最大,但质地稍密,味道更加浓郁结论与总结通过实验记录表的数据,可以得出以下结论: 1. 温度对发酵效果有显著影响,适宜的温度可以促进酵母粉的活跃度,提高面团的蓬松度。
2. 时间的延长也有助于发酵效果的提升,但需注意控制时间,避免过度发酵导致面团质地松软。
3. 酵母粉用量适中最为理想,过高或过低的用量都会对面团的发酵效果产生负面影响。
我对酵母粉发面效果的关系有了更深入的认识。
在制作面食时,我们应该根据实际需要,调整温度、时间和酵母粉用量,以获得最佳的发酵效果。
只有理解其中的科学道理,并进行实际实验验证,我们才能在烘焙过程中更加灵活和专业地应对各种情况。
在实验的过程中,我对面团的观察和记录更加细致,也更深入地理解了酵母粉的作用和发酵原理。
希望今后能够继续探索更多关于面食制作的实验,为烘焙爱好者们提供更多有价值的经验共享。
发酵是面食制作中至关重要的环节,它直接影响到面团的口感、香气和食用品质。
通过酵母粉的添加,可以促进面团的发酵过程,使面团蓬松松软,口感更佳。
在上述实验中,我们对酵母粉在不同条件下对面团发酵效果进行了一系列观察和记录,以探讨影响发面效果的因素,并找出最佳的发面条件。
我们观察了温度的影响。
实验结果表明,温度对发酵效果有显著影响。
焊条烘焙记录表

工程名称:郑州国际会展中心(会议部分) 焊接部位:地上二层+7.95m处钢骨梁 序 号 1 2 3 4 5 焊条规格 烘干数量 (mm) (kg) F4.0 F4.0 F4.0 F4.0 F5.0 50 50 60 50 60 箱批号 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 烘干温度 烘干时间 (℃) (h) 350 350 350 350 350 1 1 1 1 1 烘干日期 2004.1.9 2004.1.9 2004.1.9 2004.1.10 2004.1.10 操作人 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵
ቤተ መጻሕፍቲ ባይዱ
焊剂烘焙记录表
工程名称:郑州国际会展中心(会议部分) 焊接部位:地上二层+7.95m处钢骨梁 序 号 1 2 3 4 5 6 7 8 焊剂规格 烘干数量 (kg) 8-40目 8-40目 8-40目 8-40目 8-40目 8-40目 8-40目 8-40目 25 25 25 25 25 25 25 25 批号 2003-063 2003-063 2003-063 2003-063 2003-063 2003-063 2003-063 2003-063 烘干温度 烘干时间 (℃) (h) 250 250 250 250 250 250 250 250 2 1 1 1 1 1 1 1 烘干日期 2004.1.7 2004.1.8 2004.1.9 2004.1.9 2004.1.9 2004.1.9 2004.1.10 2004.1.10 操作人 (签字) 代芳 代芳 代芳 代芳 代芳 代芳 代芳 代芳
瓷环烘焙记录表
工程名称:郑州国际会展中心(会议部分) 焊接部位:地上二层+7.95m处钢骨梁 序 号 1 2 3 4 5 6 7 8 9 10 11 瓷环规格 烘干数量 (mm) F19 F19 F19 F19 F19 F19 F19 F19 F19 F19 F19 (个) 200 200 300 200 200 300 200 350 200 200 200 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 箱批号 烘干温度 烘干时间 (℃) 150 150 150 150 150 150 150 150 150 150 150 (min) 90 90 90 90 90 90 90 90 90 90 90 2004.1.13 2004.1.13 2004.1.13 2004.1.13 2004.1.13 2004.1.13 2004.1.14 2004.1.14 2004.1.14 2004.1.14 2004.1.14 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵 烘干日期 操作人
“焊接材料烘焙记录”填写说明与依据
“焊接材料烘焙记录”填写说明与依据
焊条、熔嘴、焊剂和药芯焊丝等在使用前,必须按产品使用说明书及有关工艺文件的规定进行烘干,对其烘焙过程进行记录。
烘焙记录内容包括:烘焙方法、烘干温度、烘干时间、实际烘焙时间和保温要求等。
一、表格解析
1.责任部门
项目工程部。
2.提交时限
焊材使用前填写完成。
二、填写依据
1.规范名称
(1)《钢结构工程施工质量验收规范》(GB 50205)
(2)《建筑钢结构焊接技术规程》(JGJ 81)
2.相关要求
(1)低氢型焊条烘干温度应为350℃~380℃,保温时间应为1.5~2h,烘干后应缓冷放置于110℃~120℃的保温箱中存放、待用;使用时应放置于保温筒中;烘干后的低氢型焊条在大气中放置时间超过4h应重新烘干;焊条重复烘干次数不宜超过2次;受潮的焊条不应使用。
(2)对于酸性焊条,在焊接规程中没有明确规定。
一般对于未受潮的酸性焊条可以不烘焙,但现场施工条件有限,焊条存放容易受潮,对受潮的酸性焊条应进行烘干,烘干温度150℃左右,烘干时间1.5~2h。
含有纤维素型焊条(如J 425)的烘干温度应控制在100℃~120℃左右。
(3)烘焙记录应由现场焊接操作人员进行记录。
家长助教(中班烘焙《双皮奶》)
1.出示双皮奶这是什么?我们一起来念一念儿歌《双皮奶》吧。怎样制作双皮奶呢?
幼儿讨论并举手发言。
2.教师示范双皮奶的过程,一边操作一边讲解。幼儿认真观看。
三、幼儿动手自制双皮奶,教师巡回指导。
1.教师帮助幼儿逐一认识简单的制作材料,如牛奶,双皮奶粉,水果,葡萄干,红豆等。
2.请幼儿自选材料制作自己喜欢的双皮奶(制作前,提醒幼儿先洗手)。
3.教师巡回指导。注意幼儿拿道具切水果的姿势、操作规程的课堂秩序以及自选材料的量。
四、放音乐享用美食。
随着舒缓的音乐响起,孩子沉浸在享受美食之中。
五、课程结和家长老师合影留念。
照片记录
家长老师现场
反馈
情况记录
从小朋友的现场表现来看,孩子们这次活动非常喜欢。在制作过程中,每个小朋友都有很高的积极性,脸上洋溢着开心的笑容。
效果分析
在这次活动的开始部分,教师运用了一首孩子们都喜欢的儿歌《小小厨师》来做导入,孩子们兴致很高。因为是做烘焙,孩子们天生就对甜食感兴趣,因而积极性很高,整个活动孩子们都学的很认真。很惊喜的是在享用美食时,有个小朋友说:我要带回家和爸爸一起吃。懂得好东西要和家人分享。活动中孩子们即学到了本领又懂得了合作与分享,整个活动很成功。
家长助教活动计划申请与记录表
班级:中班 时间:2023年 4月 24日 具体开展时间: 2023年4月27日
地点:中班教室
活动名称
烘焙《双皮奶》
活动组织人
周文
活动目的
1.认识双皮奶所需要的食材,激发幼儿的兴趣。
2.通过自己动手切水果,锻炼幼儿动手能力。
3.幼儿愿意与老师、同学互动,分享和表达自己的想法。
活动准备
焊材二级仓库贮存及管理制度

焊材二级仓库贮存及管理制度一、焊材必须在干燥通风的室内仓库存放。
焊材贮存库内,不允许放置有害气体和腐蚀性介质,室内保持整洁。
二、焊材存放在专用架子上,货架离地面高度间距不小于300mm,离墙壁间距不小于300mm,严格防备焊材受潮。
焊条的堆积的体积不能过大,宽度不大于两排,高度不超过1.2m。
三、焊材堆放时应按种类、牌号、规格、入库时间分类堆放,每垛应有明确标记,避免混乱。
四、焊材在供应给使用单位之后,保质期至少保证在6个月之内。
入库的焊材应做到先入库批次先发放。
五、特种焊材贮存与保管应高于一般性焊材。
特种焊材应堆放在专用仓库或指定区域。
六、对受潮或包装损坏的焊材,未经处理不允许入库。
七、管理人员必须熟悉各种焊材的性能、存放要求,定期检查库房内存放的焊材有无受潮、损坏等情况发生,如有发生,待采取措施后,经验证符合要求时,才能发放。
八、一般焊材一次出库不能超过一天的用量。
已经领出库的焊材,焊工必须保管好。
当天使用不完的焊材当天退回焊材仓库。
九、焊材贮存库内,应设置去湿机、温湿仪且运行正常。
低氢型焊材室内温度不低于5℃,相对空气湿度低于60%十、焊材的烘焙应按照要求进行记录,(附:表1);车间焊条领用记录,(附:表2);车间埋弧焊丝领用记录,(附:表3);车间CO2焊丝领用记录,(附:表4);车间焊剂领用记录,(附:表5);车间碳棒等辅材领用记录,(附:表6);车间焊材返还记录,(附:表7).焊接材料烘焙规范及操作规程一、焊条1、焊条的烘焙温度和保温时间,严格按焊条生产厂家推荐的烘焙规定或有关的技术规范要求进行。
国外焊材的烘焙要求,按所提供的焊材质保书或有关技术规范要求进行烘焙。
2、如焊条生产厂家无烘焙规定或有关技术规范,则按下表的烘干规范进行:注:⑴酸性焊条储存时间短且包装良好的,使用于一般结构件焊接,在使用前不再烘焙。
⑵特种焊条烘焙温度应按说明书烘培温度操作。
3、焊条烘干时,应缓慢升温、保温、缓慢降温,严禁将需烘干的焊条直接放入已升至高温的烘箱内,或者将烘至高温的焊条从高温炉中突然取出冷却,以防止焊条药皮因骤冷或骤热面产生开裂或脱落现象。
施工记录
工程施工资料管理填表说明5、施工记录资料施工记录是在施工过程中形成的,确保工程质量、安全的各种检查、记录的统称,包括通用施工记录和专用施工记录。
6.1 隐蔽工程检查记录(表C5-1)隐蔽工程检查记录为通用施工记录,适用于各专业。
按规范规定须进行隐检的项目,施工单位应填报《隐蔽工程检查记录》(表C5-1)。
主要隐检项目及内容如下。
1 地基基础工程与主体结构工程隐检(1)土方工程:基槽、房心回填前检查基底清理、基底标高情况等。
(2)支护工程:检查锚杆、土钉的品种、规格、数量、位置、插入长度、钻孔直径、深度和角度等。
检查地下连续墙的成槽宽度、深度、垂直度、钢筋笼规格、位置、槽底清理、沉渣厚度等。
(3)桩基工程:检查钢筋笼规格、尺寸、沉渣厚度、清孔情况等。
(4)地下防水工程:检查混凝土变形缝、施工缝、后浇带、穿墙套管、埋设件等设置的形式和构造。
人防出口止水做法。
防水层基层、防水材料规格、厚度、铺设方式、阴阳角处理、搭接密封处理等。
(5)结构工程(基础、主体):检查用于绑扎的钢筋品种、规格、数量、位置、锚固和接头位置、搭接长度、保护层厚度和除锈、除污情况、钢筋代用变更及胡子筋处理等。
检查钢筋连接型式、连接种类、接头位置、数量及焊条、焊剂、焊口形式、焊缝长度、厚度及表面清渣和连接质量等。
(6)预应力工程:检查预留孔道的规格、数量、位置、形状、端部预埋垫板;预应力筋下料长度、切断方法、竖向位置偏差、固定、护套的完整性;锚具、夹具、连接点组装等。
(7)钢结构工程:检查地脚螺栓规格、数量、位置、埋设方法、紧固等。
(8)外墙内、外保温构造节点做法。
2 建筑装饰装修工程隐检(1)地面工程:检查各基层(垫层、找平层、隔离层、防水层、填充层、地龙骨)材料品种、规格、铺设厚度、方式、坡度、标高、表面情况、密封处理、粘结情况等。
(2)抹灰工程:具有加强措施的抹灰应检查其加强构造的材料规格、铺设、固定、搭接等。
(3)门窗工程:检查预埋件和锚固件、螺栓等的规格、数量、位置、间距、埋设方式、与框的连接方式、防腐处理、缝隙的嵌填、密封材料的粘结等。
咖啡杯测的方法
咖啡杯测的方法咖啡杯测的方法用来最后确认咖啡味道的“杯测”( Cup Testing)一个人无论嘴上说得多么好,说自己拥有怎样卓越的技术,最重要的都是杯中咖啡的味道。
如果那咖啡味道相当低劣,那么理论与技术都是空谈。
最后确认咖啡味道的手续称为“杯测”,但是这道手续可不是随便试试而已。
“这杯咖啡酸味太强了”这样主观的判断与感想会使人摸不着头脑,无法让人想到如何改善烘焙。
为何会产生强烈的酸味呢?直接追究原因,就必须从烘焙过程的第一步开始,这里就可看出烘焙记录卡(附表1)的重要性了。
没有作烘焙记录的话,即使烘焙出理想的作品,下一次要再烘焙出同样东西就没有参考依据了;另外,什么地方做出怎样的改变能有怎样的变化,也就没有客观的依据了。
百甜汇咖啡培训编辑整理附表1 富士皇家烘焙机5千克的烘焙记录卡(巴拿马)关于生豆的问题,附上生豆、烘焙豆两者样品的烘焙记录卡,以及杯测记录卡,如此一来究竟问题出在哪里便可一目了然。
这就是杯测需配合烘焙记录卡的原因。
各式各样的杯测法“杯测”(Cup Testing.或称为Cupping、Tasting、Cup Tasting等)有各式各样的方法,由于国际上并没有统一的规则,因此生产国、消费国、企业或者个人都可依据各自的情形选择适合的杯测方式。
不过大致上的方式皆是以“巴西式”为基准衍生出来的。
那么,什么是“巴西式杯测法”呢?下面就为大家介绍下巴西式杯测法吧。
a.巴西式杯测法首先将烘焙好的咖啡中度研磨,取10克放入杯中,注入150毫升的热水。
咖啡的烘焙度是“焦糖化测定器”(咖啡常用术语学习)(Agtron,附表2)数值的65左右,约属“肉桂烘焙”(在美国则属浅、中度烘焙)的程度。
“Agtron”是美国主要使用的烘焙度指标,以特殊的色差仪测量烘焙度。
接着,将浸入热水中的咖啡粉用汤匙搅拌,闻闻香味。
下一步是去除泡沫,以试匙舀起一匙咖啡液送入口中。
为了确认咖啡液的瑕疵,将液体吸人上颚,让咖啡液在口中呈雾状散开。
焊接材料烘干记录

陕西省建筑工程质量验收技术资料统一用表
钢结构工程施工质量控制资料
焊接材料(焊条、焊丝、焊剂)烘焙记录
陕GKZ-1008
工程名称
总承包企业
制作企业
烘箱型号
品名、牌号、 生产厂家
烘焙日期
一次烘焙 数量kg
烘焙
温度 ℃
时间 min
年 月日
建设单位
监理单位
安装企业
烘箱容量
保存
温度 ℃
时间 min
回烘
温度 ℃
时间 min回烘 次数年 源自日年 月日年 月日
年 月日
年 月日
备注 烘焙人员
制作企业、安装企业
班组长
工长、工段长
年月日
年月 日
年月日
质检员
监制(建设)单位 核查结论:
年月 日
检查结果
专业技术负责人
监理工程师(建设单位 项目专业技术负责人)
年月日
陕GKZ-1008 备 注
建设)单位
师(建设单位 技术负责人)
常用焊材烘焙要求

我司常用焊材烘焙要求一览表注:若超出上列表中所示的焊材类别,则按照产品说明书具体要求进行烘干处理min50100150200250300℃不锈钢焊条烘干温度时间曲线50100150200250300350400℃低氢碱性焊条烘干温度时间曲线二.焊材二级库应具备的条件1.根据焊材的库存情况,及时进行补充,保证焊材库存量,焊材质保书应该同焊条一起到货。
2.焊接材料入库时,应检查焊接材料的包装有无损坏,并核对牌号、批号、规格及数量,确认无误后方可入库。
3.焊接材料保管员必须将焊接材料的入库时间、品种、牌号、批号详细记录在焊接材料入库登记账上,并签名。
4.所有的焊接材料,要按种类、牌号、批号、规格和进货时间分类码垛存放,并应有明确标记,避免混放。
5.仓库内应设有经过检定合格并在有效期内的温度计,湿度计和良好的通风,除湿装置,湿度计和温度计放在去湿机的斜对面,并定期进行检查,保证库房的温、湿度符合存储要求。
6.焊条仓库室温不低于5℃,相对湿度保持在60%以下,每天上午下午各检查一次,并按下表做好记录,发现不符合要求时应及时调整。
7.焊材摆放离地面应在300mm以上,离墙壁也在300mm以上,码垛间距150mm便于经常检查,做到日清月洁。
搬运焊条时,要轻拿轻放,防止包装物破损药皮脱落。
8.焊条分类摆放到架上,要贴好标签,以便查看取用。
9.入库后的焊条如超过保存期(最长时间为一年),保管人员应书面通知质量管理部检验员进行检查,确认合格后方可继续发放使用,否则不准出库。
10.对特殊使用的材料,如奥氏体不锈钢、双相钢、镍基合金钢、铜及铜合金焊条等应单独存放,同时保管过程中防止锈蚀、失效和过期,并分类保管,严禁混杂。
三.烘焙的控制要求及焊材在温箱中的摆放要求1.焊条必须经过烘焙才能发放使用。
2.焊条的使用应根据日常需量进行启封烘焙,一次烘焙量不可过多,焊条启封后应立即烘焙。
3.焊条烘焙的具体方法按制造厂的说明书规定进行。
烘焙店消毒记录表

烘焙店消毒记录表一、目的本记录表旨在详细记录烘焙店内各类物品的消毒过程,确保食品安全,保障顾客的健康。
二、适用范围本记录表适用于XXX烘焙店。
三、记录内容1.消毒时间:记录每次消毒的时间,包括年、月、日、小时、分钟等信息。
2.消毒对象:记录需要消毒的物品名称,如烤箱、烘焙工具、餐具、食品包装等。
3.消毒方法:详细描述消毒方法,如使用哪种消毒剂、消毒时间、消毒温度、消毒时间等。
4.消毒效果:描述消毒后的效果,如是否达到预期的消毒效果,是否需要再次消毒。
5.签名:记录员签名,说明记录的真实性。
四、表格设计(以下模板仅供参考,具体格式和内容请根据实际情况调整)烘焙店消毒记录表序号物品名称消毒时间消毒方法消毒效果备注1.烤箱 XX年XX月XX日 X点至X点使用XX消毒剂擦拭表面,同时对内部进行高温消毒。
合格2.烘焙工具 XX年XX月XX日 X点至X点使用XX消毒液浸泡,再用清水冲洗。
合格3.餐具 XX年XX月XX日 X点至X点使用XX消毒剂浸泡并清洗。
合格4.食品包装 XX年XX月XX日 X点至X点使用紫外线消毒灯照射,同时进行清洗。
合格5.其他物品(请补充) XX年XX月XX日 X点至X点(请说明消毒方法)(请签名:XXX)五、注意事项1.每次消毒前,需确认消毒剂的有效期,并按照说明书正确使用消毒剂。
2.消毒过程中,需确保消毒对象完全暴露在消毒剂中,以达到最佳消毒效果。
3.消毒完成后,需对消毒对象进行清洗,确保无残留消毒剂,以免对食品造成污染。
4.每次消毒后,需在记录表中签名,以证明记录的真实性。
5.定期对消毒设备进行检查和维护,确保其正常运行,提高消毒效果。
6.如发现有物品未达到预期的消毒效果,需及时进行再次消毒或向上级报告。
六、实施与监督1.烘焙店负责人应指定专人负责消毒记录表的填写和监督执行,确保食品安全。
2.负责人员应定期对消毒记录表进行审核,确保记录的真实性和完整性。
3.如发现记录表存在虚假记录或未按照要求执行的情况,应立即采取整改措施,并对相关责任人进行处罚。
焊条烘烤、发放记录
焊条烘烤、发放规定1、焊接采购时,必须要求有供应商提供所购焊材的材质证明书原件,若为复印件必须加盖经销商的印章。
项目部供应部门应保管好焊材的材质证明书,以备查证及作为存档、交工资料。
2、焊材在入库前,应经材料责任师、焊接责任师和质检员检查合格后,方可入库贮存(必要时,经质量检验人员确认)。
检查验收的主要内容为:焊材的型号(牌号)规格、炉批号是否与材质证书一致;焊材的外观是否合格,应无锈蚀、药皮脱落等现象。
如上述内容不全或有怀疑时,应对焊材进行复验。
3、焊材库必须干燥通风,库房内不得放置有害气体和腐蚀介质。
焊材应存放在架子上,架子离地面的高度和墙壁的距离均不少于300mm,严防焊材受潮。
库房内的焊材应按种类牌号、批号、规格和入库时间分类堆放,每垛应有明确的标识,不得混放。
焊材库内应配备抽湿设备、温度计、湿度计,保持库内温度为5~35℃,相对湿度不大于60%,并做好焊材库监测记录。
4、设专人负责焊材的保管、烘烤、发放、和回收,并有详细记录。
5、焊条、焊丝启封后,应进行表面检查,凡药皮脱落、腐蚀严重的焊材严禁使用。
6、焊条使用前,应按设计文件要求或本身的说明书进行烘焙。
当设计文件、本身的说明书均无特别要求时,按下列要求进行烘烤。
a、低氢型焊条烘焙温度为350~400℃,恒温时间为1小时,烘焙结束后120℃保温贮藏,本工程涉及焊条有J427、J507、R307等;b、酸性焊条和不锈钢焊条烘焙温度为100~150℃,恒温时间为1小时,烘焙结束80℃保温贮藏;7、焊条在使用前,应按设计文件、焊接工艺规程或标准、规范要求,在恒温箱中保存,但保存时间不宜超过七天。
8、焊条、焊剂烘干后,由焊材烘焙员按焊接责任师交底单统一发放。
每次发放量以焊工能在4小时内用完的数量为限。
(每位焊工焊条一次发放量以3千克为限)焊工应用焊条保温筒领取焊条、用容器领取焊剂。
每次领取的焊条型号(牌号)以一种为宜。
发放的焊条、焊剂应在4小时之内用完。
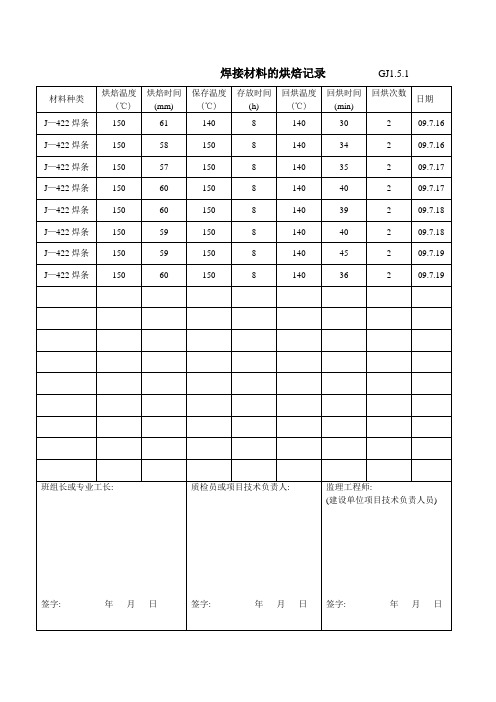
焊接材料的烘焙记录GJ1.5.1
09.7.17
J—422焊条
150
60
150
8
140
40
2
09.7.17
J—422焊条
150
60
150
8
140
39
2
09.7.18
J—422焊条
150
59
150
8
140
40
2
09.7.18
J—422焊条
150
59
150
8
140
45
2
09.7.19
J—422焊条
150
60
150
8
140
36
2
09.7.19
焊接材料的烘焙记录GJ1.5.1
材料种类
烘焙温度
(℃)
烘焙时间
(mm)
保存温度
(℃)
存放时间
(h)
回烘温度
(℃)
回烘时间
(min)
回烘次数
日期
J—422焊条
1பைடு நூலகம்0
61
140
8
140
30
2
09.7.16
J—422焊条
150
58
150
8
140
34
2
09.7.16
J—422焊条
150
57
150
8
140
35
埋弧焊剂
150
58
150
8
140
34
2
09.7.16
埋弧焊剂
150
57
150
8
140
35
2
09.7.17
烘焙教研活动记录

一、活动背景随着我国烘焙行业的快速发展,烘焙技术已成为餐饮行业的重要组成部分。
为了提高烘焙师的专业技能,促进烘焙教育的普及与发展,我校特举办本次烘焙教研活动。
本次活动旨在通过研讨、交流和实践,提升教师的教学水平,培养学生的烘焙技能,推动烘焙教育的发展。
二、活动时间2022年9月15日(星期三)上午9:00-12:00三、活动地点我校烘焙教室四、活动主题烘焙技术与教育创新五、活动参与人员1. 校领导:张校长、李副校长2. 烘焙教研组全体教师:王老师、李老师、张老师、刘老师3. 学生代表:张同学、李同学、王同学4. 邀请的校外专家:陈师傅六、活动内容1. 开幕式张校长首先对本次烘焙教研活动的召开表示热烈的祝贺,并对参与活动的全体人员表示感谢。
张校长强调,烘焙教育是我国餐饮教育的重要组成部分,希望通过本次教研活动,提高教师的教学水平,培养学生的烘焙技能,推动烘焙教育的发展。
2. 专题讲座陈师傅以“现代烘焙技术发展趋势”为题,为老师们带来了一场精彩的讲座。
陈师傅从烘焙行业的现状、发展趋势以及烘焙技术的创新等方面进行了深入浅出的讲解,使老师们对烘焙行业有了更全面的认识。
3. 教学研讨烘焙教研组全体教师围绕“烘焙技术与教育创新”这一主题展开了热烈的讨论。
大家结合自身教学经验,就烘焙课程设置、教学方法、实践教学等方面提出了许多有益的建议。
以下为部分研讨内容:(1)王老师:烘焙课程应注重理论与实践相结合,增加学生的动手操作机会,提高学生的实践能力。
(2)李老师:烘焙教学应注重培养学生的创新意识,鼓励学生尝试新工艺、新配方,激发学生的创造力。
(3)张老师:烘焙课程应注重培养学生的团队协作能力,通过小组合作完成烘焙作品,提高学生的沟通与协作能力。
(4)刘老师:烘焙教学应注重培养学生的食品安全意识,加强烘焙原料的采购、储存和使用等方面的教育。
4. 实践操作在陈师傅的指导下,老师们进行了实际操作演练。
通过亲手制作蛋糕、面包等烘焙作品,老师们对烘焙技术有了更深入的了解,为今后的教学工作积累了宝贵的实践经验。