SMT换料记录
SMT机器抛料处理记录表

线别: 日期
设备:
产品型号
SMT半成品料 号
站位
物料编码
ห้องสมุดไป่ตู้
拾取错 误数量
记录人:
拾别错 拾料 误数量 总数
总损 耗率
改善措施
SMT机器抛料处理记录
线别: 日期
设备:
产品型号
SMT半成品料 号
站位
物料编码
拾取错 误数量
记录人:
拾别错 拾料 误数量 总数
总损 耗率
改善措施
备注: 1.每班交接时或工程转线或重读新程序之前记录一次并清除以上信息,更换一张记录表,并清楚注明以上信息; 2.抛料控制在0.3%以内,超过0.3%工程人员务必改善,改善方法需记录在改善措施一栏; 3.任何人不能在未做记录前将抛料信息清除;
记录编号:
SMT换料确认的作业规范
SMT换料及换料确认的作业规范1.主题内容及适用范围:规范换料及替代料使用流程,防止因为换料或者替代料使用(极性不同)而出现的批量性贴装错误。
2.权限职责:2.1工艺室负责换料规范的制定及完善。
2.2 SMT制造车间和现场工艺人员执行。
2.3设备工艺室,质量部门,产品工艺室,光检室等负责监督检查。
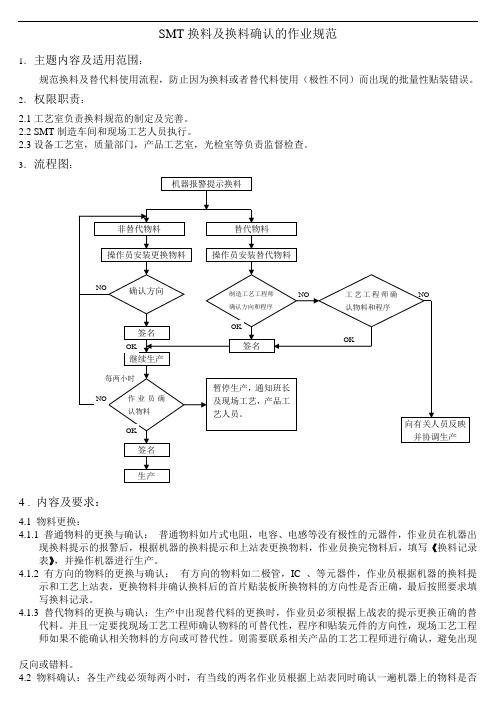
3.流程图:4 . 内容及要求:4.1 物料更换:4.1.1 普通物料的更换与确认:普通物料如片式电阻,电容、电感等没有极性的元器件,作业员在机器出现换料提示的报警后,根据机器的换料提示和上站表更换物料,作业员换完物料后,填写《换料记录表》,并操作机器进行生产。
4.1.2 有方向的物料的更换与确认:有方向的物料如二极管,IC 、等元器件,作业员根据机器的换料提示和工艺上站表,更换物料并确认换料后的首片贴装板所换物料的方向性是否正确,最后按照要求填写换料记录。
4.1.3 替代物料的更换与确认:生产中出现替代料的更换时,作业员必须根据上战表的提示更换正确的替代料。
并且一定要找现场工艺工程师确认物料的可替代性,程序和贴装元件的方向性,现场工艺工程师如果不能确认相关物料的方向或可替代性。
则需要联系相关产品的工艺工程师进行确认,避免出现反向或错料。
4.2 物料确认:各生产线必须每两小时,有当线的两名作业员根据上站表同时确认一遍机器上的物料是否正确并签名。
5.无铅产品换料及换料确认5.1无铅产品换料工艺流程同有铅产品的换料工艺流程,无铅产品换料三确认步骤同有铅产品。
5.2无铅产品的物料有无铅标识,不可以与有铅产品物料混合使用。
5.3换料确认完成,填写《无铅换料确认记录表》6. 附件6.1《换料确认记录表》6.2《无铅换料确认记录表》6.3 IC原点方向标示图:6.4换料三确认换料三确认步骤1.读取信息:当贴片机因为没料报警时,显示屏幕显示缺料信息,记住显示的所缺物料站号。
例如:F112,料号为TRN223JF2T.2.找新料盘:根据从机器读取的信息和上站表找出新料盘。
SMT换料作业规定
SMT换料作业规定1.目的:使SMT生产换料规范化,保证SMT贴装板生产换料器件的型号,规格与图纸想统一。
2.范围:本公司所有的SMT贴装板。
3.职责:储运部负责物料的采购,送检,发放及作帐。
SMT生产组负责来料的验收,生产换料及作帐。
4.程序:4.1 根据当前生产程序的装料换料表核实料盘规格是否与空料(旧料)盘及站数吻合,并确认供料器是否定位稳固及无障碍并放置于站位表记载位置。
3. 换料者换完料后,必须由第二者及主要责任人进行三重确认,如实填写“换料记录表”。
5. 换料时的料盘规格应注意:材料别、误差值、瓦数、耐压、外形尺寸、包装极性及方式。
如Tray盘在换料时应注意元件极性、料别及外形尺寸,STICK FEEDER在装料时要注意放置的料站、料别、极性及外形尺寸。
6.FEEDER装料时卷带必须固定于盖子内层沟槽,避免干涉临近FEEDER造成同步卷带;FEEDER上好料后必须使用剪刀将前端空料带与FEEDER剪齐。
10. 如有代用料时,必须根据代用通知单进行核对,确认无误后才可代用。
11. 生产线所产生的散料需要手工放置时,必须先由物料人员确认规格,数量,并通知手工贴装人员做准备。
12. 处理散料时只限于散料零件表面文字可辨识的零件,如无法辨认的散料则一律移交质检部处理;当天工作人员每日下班前收集散料,并于第二天上班后将散料按规格区分置。
14. 当生产线需要使用散料时,由当日负责人将散料发至贴装人员,告知贴装器件型号,贴装位置并修改程序。
15. 贴装人员在接受散料时,也应确认物料规格型号并填写收料记录以供追溯。
16. 贴装人员手工放置件时需注意摆放器件位置、极性,根据器件规格分区放置,切勿造成混料。
17. 检查换料之后所产出的第一片PCB(含零件确认、准确度及极性)。
并经质检部检验确认。
SMT换料记录表
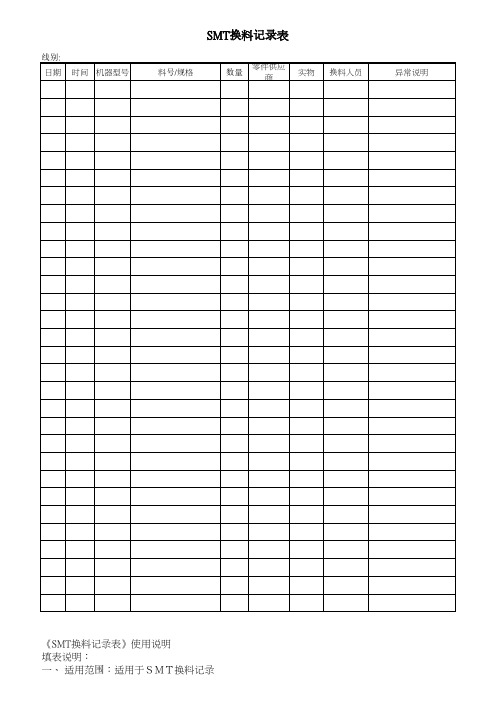
SMT换料记录表
《SMT换料记录表》使用说明
填表说明:
一、 适用范围:适用于SMT换料记录
123456789日期、时间:填写换料发生的日期和时间
机器型号:填写换料的机器型号
二、填写要求
线别:填写SMT1、SMT2等
三、原件存档部门及保存期规定:原件由生产部保存,保存期为1年。
四、 归口管理部门:生产部
五、 发放范围:生产部
六、 生效日期:料号/规格:填写换料的器件规格型号
数量:填写换料的数量
零件供应商:根据料盘标注的供应商填写,没有的杠掉实物:对于电阻电容类器件,粘贴一个实物到表格上换料人员:换料的操作者
异常说明:异常情况的说明,扫描不认识等情况。
SMT操作员接料换料作业规范
1.目的:规范SMT换线、换料、接料标准,为每日更换机种、换装物料提供指导,防止批量性问题出现。
2.范围:SMT。
3.每日巡线与换线标准程序:领班(或班长)根据生产计划换线两小时前确认材料有无短缺,料架有无备完,锡膏印刷机所须更换之机种的钢板和支撑治具是否齐备;REFLOW 治具是否齐备;MPI领取;列出正确料站表供产线备料检查,并了解有无ECN,FN或ECR须做修改.技术员在产线清尾完成时把高速机泛用机,印刷机,回流炉程序调出或传入;并检查各程序名或版本号是否与站位表相符?生产组长或助拉领导产线人员先将上一套工单材料(连同料架)退回物料,再按站位表上下一套工单料.机台上料完成后并由作业人员与IPQC完成对料作业,当线技术员按照MPI规定安装高速机顶PIN治具,并确认REFLOW PROFILE .当线技术员需核对所有站位料FEEDER PITCH程序设置、FEEDER硬件设置是否与实物匹配?防止设置出错导致批量抛料。
重点注意有极性AB类物料的散料重新上FEEDER或托盘,防止装反向,生产前托盘料极性点统一朝轨道方向,卷装物料以原始包装方向为准。
中途装料或放散料请严格依据此上料原则装料,上完料并立即通知IPQC核对,防止物料反向。
将MPI置放于各机台上,并依附件(SMT每日巡检与换线点检表)内项目依序检查及点检.开始生产SIDE1生产三片,第一片交由QC首件,第二片调整AOI程序,第三片生产SIDE2完成并交由QC首件. 换线后的第一片经过QC首件后无异常的成品板当作炉前样品板。
工程、品质、生产确认首件OK后,方可开始生产。
4.换、接料程序4.1.1每次转线生产各机器依照料站表备料并通知IPQC核对套料;并将所有B.C类物料粘贴在换料表上量测并记录。
4.1.2机器缺料发生报警时,操作员参照机器显示确定缺料站位及物料编号,规格及厂商通知IPQC核对物料;4.1.3 换料流程(O代表操作员,I代表IPQC)4.1.4 套料IPQC依照各机器料站表进行核对,由操作员/技术员/IPQC 在料站表上签名,实物将在首件过程确认;4.1.5 当程序变更及版本更新时必须将旧料站表回收,再更新料站表审核后发放使用;4.1.6 为预防错料发生,核对套料频率为:每次转线时/程序发生变更/交接班/正常生产每六小时;原则上:首件,中件,末件需要全查料。
材料更换记录
材料更换记录
摘要
本文档旨在记录材料更换的情况,以便于管理和维护。
在此记录中,我们将记录材料的名称、原因、更换日期以及负责人等相关信息。
材料更换记录
> 注:以上表格仅为示例,实际填写时请根据具体情况填写。
注意事项
- 每次更换材料时,应尽量记录详细的原因,以便于后续追踪和分析。
- 更换日期应准确无误地填写,确保数据的准确性。
- 负责人应负责记录并维护相关材料更换记录,避免遗漏和错误。
结论
材料更换记录的建立和维护对于管理和维护工作的顺利进行具有重要意义。
通过合理记录和分析材料更换情况,我们可以及时发现问题并进行相应处理,提高工作效率和质量。
> 注:本文档的目的在于提供一个记录材料更换的模板,实际使用时需要根据具体需要进行调整和完善。
SMT操作员的换料流程

SMT操作员的换料流程第一篇:SMT操作员的换料流程SMT操作员的换料流程1、目的是为了避免SMT换错料和提高换料效率。
2、适用范围本文件适用于SMT 车间所有产品。
3、职责操作员:按照此文件执行换料。
拉长·IPQC:监督此文件的执行并做好记录。
4、操作步骤4.1 首先查看机器是否有即将贴完的物料,并将相应物料准备好,当有无盘物料或用过的物料时,顺取一个元件给IPQC测量其值,有丝印的看清丝印,经IPQC确认后做好标记,以减少寻料时间。
4.2当机器报警时,首先把机器报警关掉,通知IPQC前来对料,并打开安全盖,安全措施。
4.3然后查看电脑显示的物料品名,规格,是否与拆下的飞达上的物料相对应,以确保拆下的物料是正确的。
4.4完成以上动作后,将提前备好的物料与取下的物料盘核对,并核对机器所显示的站位表,要点有:A:确认元件的规格(例如:0603 0805 1206等)B:确认元件的品名(如:R 10K 100K等)C:确认元件的误差(D±0.5% F±1% J±5% K±10%)D:确认管装IC方向或有极性二极管,顺仔细检查其极性和品名。
4.5并快速换取飞达上的物料,上好相应站位。
检查FEEDER有无高翘等不良安全现象,盖好安全盖,执行自动贴装生产。
4.6 最后IPQC做好记录,并检查贴出的PCBA是否与首件一致;当IPQC不在位时,操作员代其做好记录,待IPQC回来后通知其核对检查。
4.9 清洁维护必须时刻对换料区做好7S,时刻保持换料区没有多余,不用的物料,物品,保持整齐,干净,清洁,卫生等。
4.10整个换料动作在58秒内完成。
5、注意事项5.1 换取物料时飞达的轻拿轻放,注意机器,飞达的安全。
(机器安全)5.2 注意换料时人员的安全操作。
(人身安全)5.3保持换料区和机器周围的7S第二篇:SMT操作员考试题SMT操作员考试题1)6300Ω = 6.KΩ,23000Ω= 23KΩ,1002= 10 kΩ,电容104= 100 NF, 2R2= 2.2Ω,2)F、J 指误差,F ±1%,J ±5%3)以下符号表示何意SMT:表面贴装技术 BOM:物料清单 ECN :工程变更通知4)图示是一个二极管,其黑色标志端为负极,如表示钽电容其黑色标志端为正极。
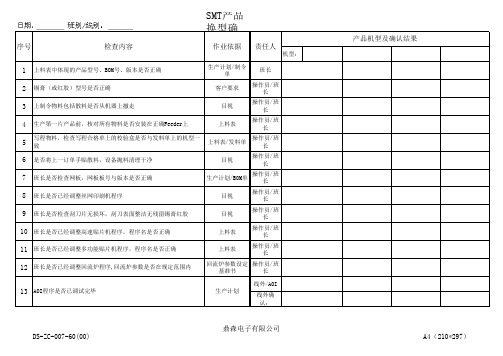
SMT产品换型确认记录 (2)
序号
检查内容
பைடு நூலகம்
作业依据 责任人
机型:
1 上料表中体现的产品型号、BOM号、版本是否正确
生产计划/制令 单
班长
2 锡膏(或红胶)型号是否正确
客户要求
操作员/班 长
3 上制令物料包括散料是否从机器上撤走
目视
操作员/班 长
4 生产第一片产品前,核对所有物料是否安装在正确Feeder上
上料表
操作员/班 长
5
写程物料,检查写程合格单上的校验盒是否与发料单上的机型一 致
上料表/发料单
操作员/班 长
6 是否将上一订单手贴散料,设备抛料清理干净
目视
操作员/班 长
7 班长是否检查网板,网板板号与版本是否正确
生产计划/BOM单
操作员/班 长
8 班长是否已经调整丝网印刷机程序
目视
操作员/班 长
9 班长是否检查刮刀片无损坏,刮刀表面整洁无残留锡膏红胶
线外确 认:
DS-ZC-007-60(00)
鼎森电子有限公司
产品机型及确认结果 A4(210*297)
备 注: √= 检查 正常 X=检 查异 常 N/A= 不适 用项
DS-ZC-007-60(00)
鼎森电子有限公司
A4(210*297)
目视
操作员/班 长
10 班长是否已经调整高速贴片机程序,程序名是否正确
上料表
操作员/班 长
11 班长是否已经调整多功能贴片机程序,程序名是否正确
上料表
操作员/班 长
12 班长是否已经调整回流炉程序,回流炉参数是否在规定范围内
回流炉参数设定 操作员/班
基准书
SMT生产线换料流程图
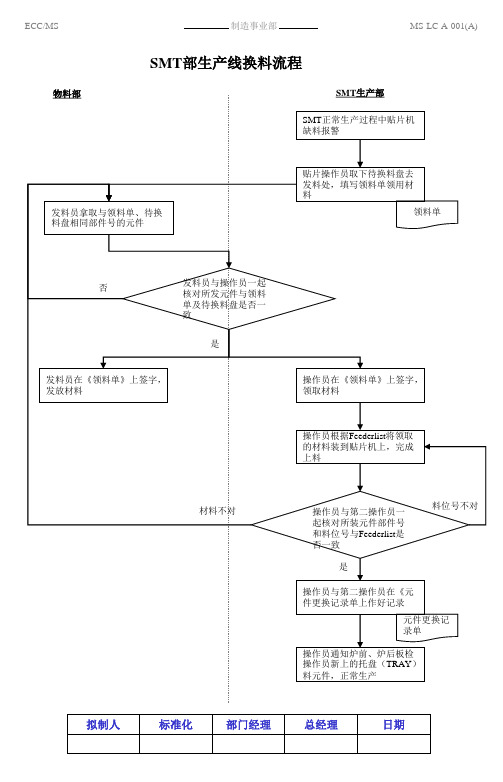
发料员在《领料单》上签字, 发放材料
操作员在《领料单》上签字, 领取材料
操作员根据Feederlist将领取 的材料装到贴片机上,完成 上料
材料不对
操作员与第二操作员一 起核对所装元件部件号 和料位号与Feederlist是 否一致 是 操作员与第二操作员在《元 件更换记录单上作好记录
料位号不对
元件更换记 录单 操作员通知炉前、炉后板检 操作员新上的托盘(TRAY) 料元件,正常生产
拟制人
标准化
部门经理
总经理
日期
ECC/MS
制造事业部
MS-LC-A-001(A)
SMT部生产线换料流程
物料部 SMT生产部 SMT正常生产过程中贴片机 缺料报警
贴片操作员取下待换料盘去 发料处,填写领料单领用材 料 发料员拿取与领料单、待换 料盘相同部件号的元件 领料单
否
发料员与操作员一起 核对所发元件与领料 单及待换料盘是否一 致 是
SMT换料流程图
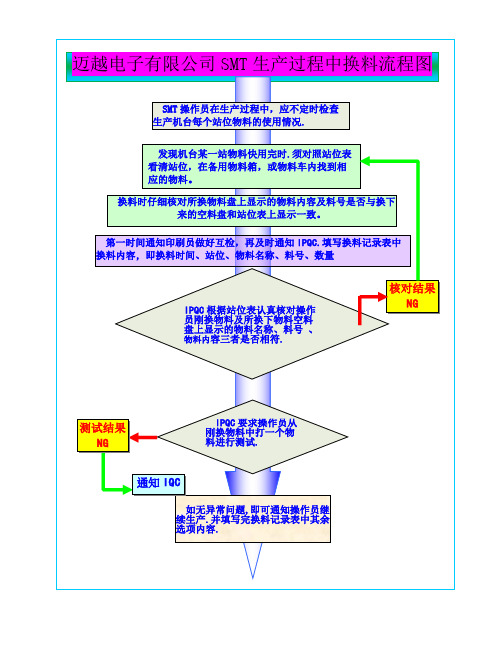
SMT 操作员在生产过程中,应不定时检查 生产机台每个站位物料的使用情况. 发现机台某一站物料快用完时.须对照站位表 看清站位,在备用物料箱,或物料车内找到相 应的物料。 换料时仔细核对所换物料盘上显示的物料内容及料号是否与换下 来的空料盘和站位表上显示一致。 第一时间通知印刷员做好互检,再及时通知 IPQC.填写换料记录表中 换料内容,即换料时间、站位、物料名称、料号、数量
IPQC 根据站位表认真核对操作 员刚换物料及所换下物料空料 盘上显示的物料名称、料号 、 物料内容三者是否相符.
核对结果 NG
测试结果 NG 通知 IQC
IPQC 要求操作员从 刚换物料中打一个物 料进行测试.
如无异常问题,即可通知操作员继 续生产.并填写完换料记录表中其余 选项内容.
பைடு நூலகம்