ASTM D-3652 红胶测试标准
SMT红胶技术参数

贴片红胶技术参数一、产品简介及用途贴片红胶是一种单组份、高温快速固化的环氧粘剂,用于印刷线路板上SMD元件粘接,拥有优异的触变性,适用于高速SMT贴片机点胶及钢网印刷,固化后粘接强度高。
二、固化前资料持性外观红色凝胶体信服值(250C,pa)600比重(250C,g/cm31.2粘度(5rpm250C)330000触变指数8.0闪点(TCC)>900C颗粒尺寸15um铜镜腐化无腐化三、储藏条件2-80C温度下,阴凉干燥处,可存放6个月;常温下(250C)可存放1个月。
四、使用方法及注意事项冷藏储藏的须回温此后方可使用,30ml针筒须1小时,300ml装须24小时。
储胶罐或点胶嘴温度处于300C-350C有助于改进高速点胶收效。
注意事项:(1)为防备污染未用胶液,不能够将任何胶液倒回原包装内。
(2)胶液裸置于空气中,会吸取微量水份影响性能,故应尽量防备。
在钢网印刷时,请勿将印好红胶的线路板置于空气中太长时间,应赶忙贴片固化,如有条件,应控制空气湿度。
五、固化条件合适的固化条件一般是1500C加热90-120秒,固化速度及最后粘接强度与固化温度及时间实质生产过程中,整个加热时间要比图中标的长一些,因为有一段预热时间。
六、固化后资料性能及特点密度(250C,g/cm3)1.3热膨胀系数um/m/0CASTME831-86250C-700C51900C-1500C160导热系数ASTMC177,W.M-1.K-10.26比热KJ.Kg-1.K-10.3玻璃化转变温度(0C)105介电常数3.8(100KHz)介电正切0.014(100KHz)体积电阻率ASTMD2572*1015Ω.CM表面电阻率ASTMD2572*1015Ω电化学腐化DIN53489AN-1.2剪切强度(喷吵低碳钢片)n/mmASTMD100224拉脱强度n(C-1206,FR4裸露线路板)61扭矩强度n.mm(C-1206,FR4裸露线路板)52七、耐环境性能试验方法:ISO4587/ASTMD1002剪切强度试验资料:GBMS搭剪试片固化方法:在1500C固化30分钟热强度0-50050100150Temperature0C强度保有率的%温度,0C八、耐化学/溶剂性能在注明温度下老化,在220C试验下初始强度剩有率%条件温度100hr500hr1000hr空气220C100100100空气1500C95959098%RH:400C908075九、耐热焊料浸渍性依照IPCSM817(2.4.421)标准,产品3609经过热焊料浸渍试验合格。
ASTM D-3652 红胶测试标准
测试报告No. SH7009456/ CHEM Date: Jan. 30, 2007 Page 1 of 3宁波圣之岛焊锡材料有限公司余姚市梨洲街道苏家园村基于委托检验样品贴片胶(红胶)的报告如下:SGS 相关号 : 10244453-1主要成份 : 环氧树脂样品收到日期 : 2007-01-26样品试验日期 : 2007-01-26—2007-01-30试验要求 : 参照RoHS指令2002/95/EC及后续修正指令.试验方法 : (1) 参照IEC 62321 Ed 111/54/CDV, 用ICP方法测定镉的含量(2) 参照IEC 62321 Ed 111/54/CDV, 用ICP方法测定铅的含量(3) 参照IEC 62321 Ed 111/54/CDV, 用ICP测定汞的含量(4) 参照IEC 62321 Ed 111/54/CDV, 采用比色法测定六价铬的含量(5) 参照US EPA 3540C和3550C用GC-MS测定PBBs(多溴联苯)和PBDEs(多溴联苯醚)的含量试验结果 : 见后续页SGS-CSTC 化学实验室授权签字SGS-CSTC 化学实验室授权签字张曜郝金玉高级主管实验室经理根据客户申请,SGS出具了此中文报告;英文版本可根据客户要求提供。
(The Chinese test report is issued according to the applicant’s request. The English version is available from SGS if further needed.)测试报告 No. SH7009456/ CHEM Date: Jan. 30, 2007Page 2 of3化学方法的试验结果 (单位: mg/kg)测试项目:方法 (参见) 1MDLRoHS 限值 镉(Cd)(1) ND 2 100 铅(Pb)(2) ND 2 1000 汞(Hg)(3) ND 2 1000 六价铬(Cr VI)(4)ND 2 1000 多溴联苯之和(PBBs)ND - 1000 一溴联苯ND 5 - 二溴联苯ND 5 - 三溴联苯ND 5 - 四溴联苯ND 5 - 五溴联苯ND 5 - 六溴联苯ND 5 - 七溴联苯ND 5 - 八溴联苯ND 5 - 九溴联苯ND 5 - 十溴联苯ND 5 - 多溴联苯醚之和(PBDEs)(参见备注4)ND - 1000 一溴联苯醚ND 5 - 二溴联苯醚ND 5 - 三溴联苯醚ND 5 - 四溴联苯醚ND 5 - 五溴联苯醚ND 5 - 六溴联苯醚ND 5 - 七溴联苯醚ND 5 - 八溴联苯醚ND 5 - 九溴联苯醚ND 5 - 十溴联苯醚ND 5 - 多溴联苯醚(PBDEs)之和 (一溴到十溴)(5) ND - -(所示结果为烘干样品总重量中的含量)测试部件外观描述: 1. 红色膏体备注 :(1) mg/kg = ppm (2) ND =未检出(3) MDL =检测极限值(4) 一溴联苯醚到九溴联苯醚之和,按照2005/618/EC 十溴联苯醚豁免。
国际标准 红胶推力

国际标准红胶推力国际标准红胶推力是指在一定条件下,用于测定胶粘剂的黏附力和粘结强度的一种标准测试方法。
红胶推力测试是胶粘剂行业中常用的一种测试方法,用于评估胶粘剂的粘结性能,对于产品的质量控制和技术改进具有重要意义。
首先,红胶推力测试是通过在一定条件下将被测试的胶粘剂涂覆在标准试样上,然后使用特定的红胶推力测试仪器对其进行测试。
测试过程中,通过施加一定的力量,使试样与基材产生粘结,然后通过拉力测试仪器来测定胶粘剂与基材之间的粘结强度。
这一测试方法能够客观、准确地评估胶粘剂的黏附力和粘结强度,为产品的质量控制提供了重要的数据支持。
其次,国际标准红胶推力测试方法的制定是为了使得不同地区和不同厂家之间的测试结果具有可比性。
通过遵循国际标准,不同地区和不同厂家生产的胶粘剂产品可以进行公正、客观的比较。
这对于消费者来说是非常重要的,因为他们可以通过测试结果来选择适合自己需求的产品,同时也促进了全球范围内的胶粘剂产品的质量提升。
此外,国际标准红胶推力测试方法的制定也为胶粘剂行业的技术创新和产品改进提供了重要的依据。
通过测试方法的标准化,不同厂家可以在相同的测试条件下进行产品的比较,从而更好地了解自己产品的优势和劣势,进而进行技术创新和产品改进。
这对于行业的健康发展和技术竞争力的提升具有重要的推动作用。
总之,国际标准红胶推力测试方法的制定对于胶粘剂行业具有重要的意义。
通过遵循国际标准,可以实现不同地区和不同厂家之间的测试结果可比,促进产品质量的提升,同时也为行业的技术创新和产品改进提供了重要的依据。
因此,我们应该高度重视国际标准红胶推力测试方法的制定和实施,以推动胶粘剂行业的健康发展和技术进步。
红胶板检验规范

制作: 审核: 核准:一、目的:明确红胶板来料品质验收标准,规范检验动作,使检验、判定标准达到一致性。
二、适用范围:适用于我司所有红胶板来料检验。
三、检验条件:3. 1照明条件:日光灯600〜800LUX3.2目光与被测物距离:30〜45CM3.3灯光与被测物距离:100CM以內;3.4检查角度:以垂直正视为准± 45 度;3.5检查员视力:双眼视力(包括戴上眼镜) 1.0 以上,且视觉正常,不可有色盲,斜视、散光等;四、参照标准:依照MIL-STD-105E U 级单次正常抽样标准CR=(正常抽样Ac/Re:0/1);MA=0.65;MI=1.5依照MIL-STD-105E U级单次S-2特殊抽样标准.AQL25抽样五、检验内容:5.1包装箱:包装箱应为格卡隔开两片一包装,(特殊情况除外),包装箱外应标有物料品名、规格、数量、生产日期、出货检验合格章及供应商名称,最小包装应无破损、混料现象。
5.2外观:外观元件应无损伤、无贴歪、无浮高、无掉件、无氧化、焊盘不能有红胶等。
5.3元件标准贴装及不良标准见:(下图 1.2 项)1、标准贴装Tr^isior三飙酋Chip元件1C2、不良标准A木于出元椚E为根H Q S BA小于0 2MB为不RAtf 1或牛顋为不冋E C孙于c :血】为不艮1小丁0,如in为丁艮WBeBiCpitt^C 伽eht 于DJixx 为不黄工3冋忙亦职〒I阮件忻为不良M于笳砖贾*不艮D小于1丽件脚囂力不却IC pifch<0 65xniD兀于(Llnun为不艮:c [■忧2腔迪臥于佩瓦片膚賁*F良铜箔上有胶水O1铜消上育穌六、红胶板推力检验标准:6.2 第二种是测试时推力计与PCB 水平方向,也从元件的宽边去推,推力分别为物料规格及品名推力物料规格及品名推力0402电容/电阻(C/R) 1.0KGF 二极管 2.5KGF 0603电容/电阻(C/R) 1.5KGF 三极管 2.5KGF E大于C 一为不良E大于。
astm d6352对应中文标准
astm d6352对应中文标准ASTM D6352是美国材料和测试协会(ASTM International)制定的一个测试方法,用于评估液体燃料在高温高压条件下的熔点。
ASTM D6352是一个重要的测试标准,它广泛应用于石油和能源行业。
该标准对于确保燃料的质量和安全性至关重要,特别是在高温高压环境下的应用中。
它可以用于评估各种液体燃料的熔点,包括天然气液化石油气(LPG)、汽油、柴油、喷气燃料等。
ASTM D6352的测试过程主要包括样品制备、仪器设置、测试和数据分析等步骤。
首先,需要准备样品,并根据特定要求制备符合标准规定的试样。
接下来,需要将试样放置在一个加热器中,并设置加热温度和升温速率。
然后,通过检测试样的温度来确定其熔点。
最后,对测试结果进行分析和报告,记录和比较不同样品的熔点数据。
ASTM D6352测试的目的是评估液体燃料在高温高压环境下的熔点,以确定它们的适用性和安全性。
燃料的熔点是指在一定温度下,燃料从固体转变为液体的温度。
燃料的熔点对于燃烧性能、能源效率和环境影响等方面都有一定影响。
ASTM D6352标准的制定有助于确保液体燃料的质量和安全性。
燃料的熔点是衡量燃料质量的一个重要指标,较低的熔点通常意味着更好的燃烧性能和更高的能源效率。
通过测试液体燃料的熔点,可以确定其适用的温度范围,以确保燃料在使用过程中的稳定性和可靠性。
ASTM D6352标准的应用范围很广泛。
它适用于石油和能源行业,可以评估各种不同类型的液体燃料的熔点。
这些液体燃料包括天然气液化石油气(LPG)、汽油、柴油、喷气燃料等。
此外,ASTM D6352还适用于研究和开发新型燃料,以及评估燃料添加剂和改进剂的性能。
在实际应用中,ASTM D6352测试可以帮助石油和能源行业确定燃料的使用条件和限制,从而确保燃料的质量和安全性。
它对于提高燃烧性能、减少污染排放和增加能源效率都起着重要作用。
此外,ASTM D6352标准的制定和推广也有助于促进全球石油和能源行业的合作和发展,为行业的可持续发展做出贡献。
石油焦的检测方法标准

石油焦的检测方法标准
石油焦的检测方法标准通常根据具体需求和用途而定,以下是一些常见的石油焦检测方法标准:
1. ASTM D5003-19: 用于测定石油焦的成分和微量金属杂质的
标准测试方法。
2. ASTM D5600-19: 用于测定石油焦挥发物含量的标准测试方法。
3. ASTM D5350-19: 用于测定石油焦灰分含量的标准测试方法。
4. ASTM D6374-19: 用于测定石油焦的粒度分布的标准测试方法。
5. ASTM D4421-15: 用于测定石油焦胶结性的标准测试方法。
6. ASTM D5187-10: 用于测定石油焦真密度的标准测试方法。
7. ASTM D189-19: 用于测定石油焦真空残留物的标准测试方法。
8. ISO 12981-1: 用于测定石油焦的动态干馏残留物的标准测试
方法。
9. ISO 10102: 用于测定石油焦表面粗糙度的标准测试方法。
10. ISO 12980: 用于测定石油焦的灰熔点的标准测试方法。
这些标准测试方法通常涵盖了石油焦的化学成分、物理特性、碳含量、挥发物含量、灰分含量、粒度分布等方面的测定。
具体的测试方法可根据实际情况和需求选择。
SMT贴片红胶推力测试标准
深圳宏翔恒创科技有限公司
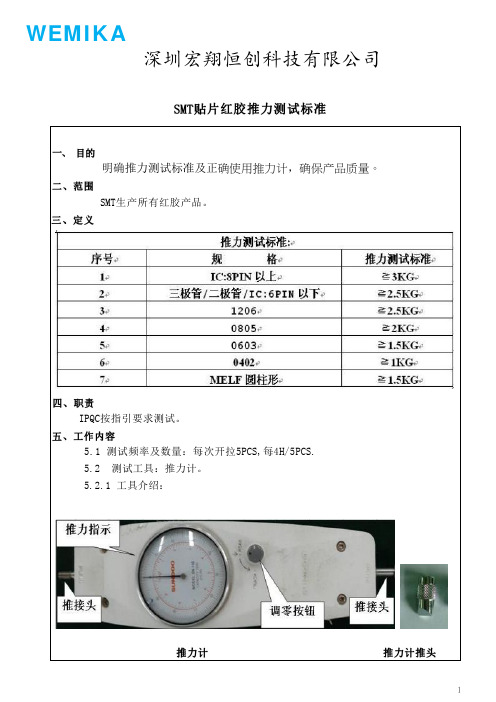
明确推力测试标准及正
确使用推力计,确保产品质量。
SMT生产所有红胶产品。
IPQC按指引要求测试。
5.1测试频率及数量:每次开拉5PCS,每4H/5PCS.
5.2测试工具:推力计。
5.2.1工具介绍:
WEMIKA
5.3测试方法
5.3.1测试位置:以元件的宽边为测试点,需测不同类型的元件,见下图。
5.3.2测试手法,推力计以30°-45°度夹角,见下图。
从回流焊后拿出已固化的PCB板,平放于拉台,放置2~5分钟,待PCB 板冷却后(产品与室温相同),进行测试,测试时一只手按住PCB板的工艺边,另一只手握住推力计,见下图。
匀速增加力度,不可快速加力,达到标准即可,测试时推力超过标准不大于0.5Kg,每推完一个元件,一定要归零,再进行下一个测试,如有元件被推掉,应将坏机标贴纸贴在掉件位置。
交给修理员及时处理,检查出的不良品及时反馈SMT工程师确认。
测试时做好记录,记录表格:“可靠性实验报告”表格编号:“FORM-QD-066”
5.3.3测试时注意事项:测试桌面及工具要整洁,推力测试仪是否已归零,仪器校准是否在有效期内,相关标准及注意事项要掌握,相应报表要具备,静电带是否有接好,取产品时要注意,不要掉落.(掉落产品作不良处理),测量时不能迅速加力,测量时以元件宽边为测试点、仪器与PCB夹角:30°-45°,测量时手不能触碰到元件,以免影响测试结果,测试时一定要等板与室温相同再测。
1.IPC-610C
2.GB2828-2003。
SMT红胶制程检验标准书
文件标题
SMT红胶制程检验标准书
编号
版次
A/0
页次
1/7
编写 1. 适用
S2M.T检 验2.条1 环境
23..2使 用工
3.1
3.2
34..3检 验计
4.1 4.2
4.3
邹高华
审核
批准/日期
44..44. 14.轻4. 24.重4. 35.严检 验5.前1 检5.验2 检验
图1. 正6.确 检验
二极管位置贴成电阻
表示二极管负极方向
有极性的元件必须按正确方向贴装 在
PCB上(标准)
有极性的元件反方向贴装在PCB上
◎
表示钽电容的正极方向
表示钽电容在PCB上的正极方向
文件标题 代码 检查项目
SMD 元件
013
贴装—— 二极管极
性反
明德电子
SMT红胶制程检验标准书
编号 版次 页次
判定标准
有极性的元件必须按正确方向贴 装在PCB上(标准)
元件均匀贴装在两焊盘间(标准)
◎ 元件贴装在垂直方向偏移其焊接端头偏移 超过30%
SMD 元件 贴装—— 009 SOP 元件 水平方向 偏移标准
元件均匀贴装在焊盘间(标准)
◎ 元件贴装在水平方向偏移其焊接端头偏移超过30%
文件标题 代码 检查项目
明德电子
SMT红胶制程检验标准书
判定标准 元件均匀贴装在焊盘间(标准)
A/0 6/7 分类 轻 重 严重
◎ 有极性的元件反方向贴装在PCB上
表示二极负极方向
表示PCB应对二极管负极方向
IC元件必须按正确方向贴装在PCB上 (标准)
SMD元件贴 014 装——IC
SGS胶带测试
SGS胶带测试——压敏胶带通用测试Universal Test Methods for Pressure-Sensitive TapesTotal Thickness总厚度ASTM D3652-01Thickness of Adhesive胶粘层厚度ASTM D3652-01Thickness of Liner基材厚度ASTM D3652-01Width宽度ASTM D5750-95(2001)Length长度ASTM D5750-95(2001)Unwind Force解卷力ASTM D3811-96Tack(rolling ball method) 初粘性(滚球法)ASTM D3121-06, GB 4852-2002Peel Adhesion at 180° 180°剥离强度ASTM D3330-04, GB 2792-1998Peel Adhesion at 90°90°剥离强度ASTM D3330-04Holding Power持粘性ASTM D3654-066, GB 4851-1998Tensile Strength拉伸强度ASTM D3759-05, GB 7753-87Elongation断裂伸长率ASTM D3759-05, GB 7753-87Water Penetration Rate水渗透率ASTM D3816-96(2003), GB 15330-94Water Vapor Transmission水蒸气透过性ASTM D3833-96(2001), GB 15331-94Adhesion to Fiberboard对纤维板的持粘性ASTM D2860-04Accelerated Weathering by Xenon-Arc Exposure氙灯加速老化ASTM D6551-05Accelerated Weathering by Carbon-Arc Exposure碳弧光加速老化测试ASTM D3815-05Water Resistance耐水性ASTM D5570-94Accelerated aging加速老化测试ASTM D3611-06Pb,Cd,Hg,Cr6+ Content包装材料环保测试94/62/ECSGS胶带测试——电子电气用压敏胶带的标准测试 ASTM D1000-04Standard Test Method for Pressure-Sensitive Adhesive-CoatedOverall thickness总厚度ASTM D1000-04Length of tape in a roll卷长ASTM D1000-04Tensile breaking strength拉伸断裂强度ASTM D1000-04Elongation断裂伸长率ASTM D1000-04Adhesion strength to steel剥离强度(对钢板)ASTM D1000-04Adhesion strength to backing剥离强度(对基材)ASTM D1000-04Flagging翘边测试ASTM D1000-04Thermosetting Properties热硬化性能ASTM D1000-04Dielectric Breakdown Test击穿电压ASTM D1000-04, ASTM D149-97Effect of Accelerated Aging on Dielectric Breakdown Voltage for High-Temperature Tape耐高温胶带的热老化测试ASTM D1000-04, ASTM D149-97Flammability阻燃性ASTM D1000-04Bond Strength after Solvent Immersion溶剂浸泡后的粘合强度ASTM D1000-04Oil Resistance耐油性ASTM D1000-04Resistance to Accelerated Aging(Heat and Moisture)耐温湿老化ASTM D1000-04SGS胶带测试——聚氯乙烯、聚乙烯和橡胶绝缘胶带 UL 510-05Polyvinyl Chloride, Polyethylene, and Rubber Insulating TapeFor all tapes:Sunlight resistance test (carbon arc) 耐候性测试(碳弧灯)UL 510-05 (for 100hrs)For thermoplastic tape:Overall thickness 总厚度UL 510-05Tensile Breaking Strength 拉伸断裂强度UL 510-05, ASTM D1000-04Elongation 断裂伸长率UL 510-05, ASTM D1000-04Dielectric Breakdown Test 击穿电压UL 510-05, ASTM D1000-04Adhesion Strength 剥离强度(对不锈钢板或基材)UL 510-05, ASTM D1000-04Moisture Absorption Test 耐湿测试UL 510-05, ASTM D1000-04Exposure to Heat Test 耐热测试UL 510-05Exposure to Cold Test 耐寒测试UL 510-05Deformation Test变形测试UL 510-05Storage Test 储存测试UL 510-05For rubber tape:Tensile Strength拉伸强度UL 510-05, ASTM D412-06Elongation断裂伸长率UL 510-05, ASTM D412-06Storage Test储存测试UL 510-05Dielectric Breakdown Test介电击穿电压UL 510-05。
红胶点胶效果检验标准
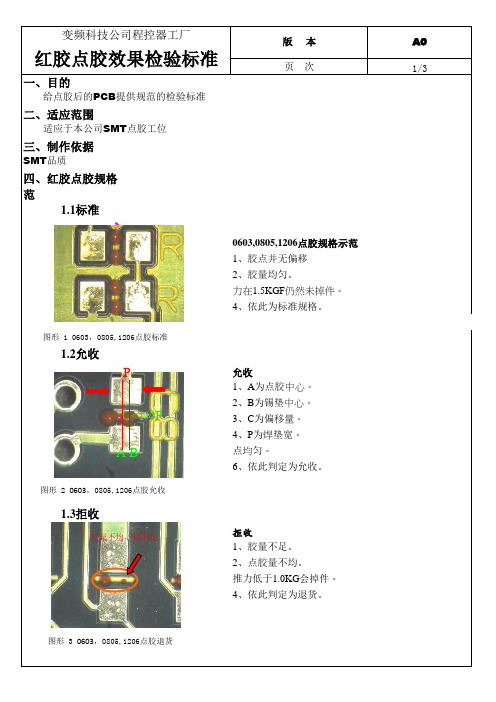
一、目的 给点胶后的PCB 提供规范的检验标准二、适应范围 适应于本公司SMT 点胶工位三、制作依据 参照IPC 标准制作,用来规范本公司的SMT 品质四、红胶点胶规格1. 0603,0805,1206 红胶点胶规范1.1标准0603,0805,1206点胶规格示范1、胶点并无偏移2、胶量均匀。
3、胶量足,过完回流焊后推力在1.5KGF 仍然未掉件。
4、依此为标准规格。
1.2允收允收1、A 为点胶中心。
2、B 为锡垫中心。
3、C 为偏移量。
4、P 为焊垫宽。
5、C<1/4P ,且要推力足、胶点均匀。
6、依此判定为允收。
1.3拒收拒收1、胶量不足。
2、点胶量不均。
3、推力不足,过完回流焊后推力低于1.0KG 会掉件。
4、依此判定为退货。
標準規格图形10603,0805,1206点胶标准C<1/4P A BP图形2 0603,0805,1206点胶允收胶量不均,且不足图形3 0603,0805,1206点胶退货2. 二极管胶点示范:2.1标准标准1、点胶均匀。
2、胶点直径在1.25mm~1.62mm 间。
3、过完回流焊后推力足够大,有1.5kgf。
4、依此应为标准之规格。
2.2允收允收1、依此应为允收。
2、胶量偏多,但溢胶未污染锡垫2.3拒收拒收1、胶点偏移量>1/4W。
2、溢胶,致沾染锡垫影响焊性。
3、依此应为退货。
图4 二极管点胶标准图5 二极管点胶标准溢胶图形二极管溢胶退货变频科技公司程控器工厂页 次3/3 3. IC 胶点示范:3.1标准标准1、胶量均匀。
2、胶点良好。
直径1.00~2.00mm,高度0.92mm。
3、胶无偏移。
4、依此应为标准之规格。
3.2允收允收1、胶量偏多,但溢胶未污染锡垫。
2、依此应为允收。
3.3拒收拒收1、溢胶沾染锡垫。
2、溢胶沾染测试孔。
3、依此应为拒收。
A0编制: 审核: 批准:红胶印刷效果检验标准版 本图形7 IC 点胶标准溢胶沾染锡垫及测试孔胶量稍多,但不影响质量图形8 IC 点胶允收图形9 IC 点胶拒收。
ASTM D3652D3652M
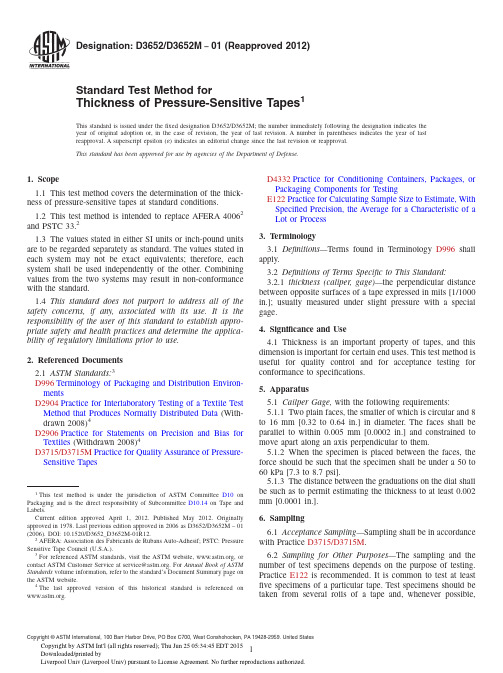
Designation:D3652/D3652M−01(Reapproved2012)Standard Test Method forThickness of Pressure-Sensitive Tapes1This standard is issued under thefixed designation D3652/D3652M;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(´)indicates an editorial change since the last revision or reapproval.This standard has been approved for use by agencies of the Department of Defense.1.Scope1.1This test method covers the determination of the thick-ness of pressure-sensitive tapes at standard conditions.1.2This test method is intended to replace AFERA40062 and PSTC33.21.3The values stated in either SI units or inch-pound units are to be regarded separately as standard.The values stated in each system may not be exact equivalents;therefore,each system shall be used independently of the bining values from the two systems may result in non-conformance with the standard.1.4This standard does not purport to address all of the safety concerns,if any,associated with its use.It is the responsibility of the user of this standard to establish appro-priate safety and health practices and determine the applica-bility of regulatory limitations prior to use.2.Referenced Documents2.1ASTM Standards:3D996Terminology of Packaging and Distribution Environ-mentsD2904Practice for Interlaboratory Testing of a Textile Test Method that Produces Normally Distributed Data(With-drawn2008)4D2906Practice for Statements on Precision and Bias for Textiles(Withdrawn2008)4D3715/D3715M Practice for Quality Assurance of Pressure-Sensitive TapesD4332Practice for Conditioning Containers,Packages,or Packaging Components for TestingE122Practice for Calculating Sample Size to Estimate,With Specified Precision,the Average for a Characteristic of a Lot or Process3.Terminology3.1Definitions—Terms found in Terminology D996shall apply.3.2Definitions of Terms Specific to This Standard:3.2.1thickness(caliper,gage)—the perpendicular distance between opposite surfaces of a tape expressed in mils[1/1000 in.];usually measured under slight pressure with a special gage.4.Significance and Use4.1Thickness is an important property of tapes,and this dimension is important for certain end uses.This test method is useful for quality control and for acceptance testing for conformance to specifications.5.Apparatus5.1Cailper Gage,with the following requirements:5.1.1Two plain faces,the smaller of which is circular and8 to16mm[0.32to0.64in.]in diameter.The faces shall be parallel to within0.005mm[0.0002in.]and constrained to move apart along an axis perpendicular to them.5.1.2When the specimen is placed between the faces,the force should be such that the specimen shall be under a50to 60kPa[7.3to8.7psi].5.1.3The distance between the graduations on the dial shall be such as to permit estimating the thickness to at least0.002 mm[0.0001in.].6.Sampling6.1Acceptance Sampling—Sampling shall be in accordance with Practice D3715/D3715M.6.2Sampling for Other Purposes—The sampling and the number of test specimens depends on the purpose of testing. Practice E122is recommended.It is common to test at least five specimens of a particular tape.Test specimens should be taken from several rolls of a tape and,whenever possible,1This test method is under the jurisdiction of ASTM Committee D10onPackaging and is the direct responsibility of Subcommittee D10.14on Tape andLabels.Current edition approved April1,2012.Published May2012.Originallyapproved st previous edition approved in2006as D3652/D3652M–01(2006).DOI:10.1520/D3652_D3652M-01R12.2AFERA:Association des Fabricants de Rubans Auto-Adhesif;PSTC:PressureSensitive Tape Council(U.S.A.).3For referenced ASTM standards,visit the ASTM website,,orcontact ASTM Customer Service at service@.For Annual Book of ASTMStandards volume information,refer to the standard’s Document Summary page onthe ASTM website.4The last approved version of this historical standard is referenced on.Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959.United Statesamong several production runs of a tape.Strong conclusions about a specific property of a tape cannot be based on tests ofa single unit(roll)of product.7.Test Specimens7.1The specimen width shall be greater than the diameter of the foot of the caliper gage and at least50mm[2in.]long.It shall be free of wrinkles and creases.7.2Unwind and discard at least three but no more than six wraps of tape from the sample roll before taking specimens for testing.7.3Unless otherwise specified,remove one specimen per sample roll for each test performed.Remove the specimen from a freely rotating roll at the rate of approximately500to 750mm[20to30in.]/s.Where width or other factors make it impossible to remove the specimen at the prescribed rate, remove it at a rate as close to500mm[20in.]/s as possible.8.Conditioning8.1Condition sample rolls of tape in the standard condi-tioning atmosphere as described in Practice D4332for a period of not less than24h.Test at these conditions.9.Procedure9.1Zero the instrument per manufacturer’s instructions. 9.2Place the specimen under the foot of the caliper gage, adhesive side up,and lower the the presser foot gently upon the surface of the tape.Record the reading of the dial to the nearest 0.002mm[0.0001in.]one second after lowering the foot. Make three readings for each specimen.Average the readings for the thickness value of the specimen.9.3To measure double-coated tapes with liner,measure the thickness of the specimen with one liner in place as in9.2. Mark the liner where readings were made.Remove the liner and repeat the measurement as in9.2on the liner in the marked positions.Average both sets of readings;subtract the smaller average from the larger average,and record the difference as the thickness.10.Report10.1The report shall include the following:10.1.1Statement that this test method was used and indicate any deviations from the test method as written.10.1.2Thickness in milllimetres to the nearest0.002mm [inches to the nearest0.0001in.].10.1.3Complete identification of each roll tested including tape source,manufacturer’s code number and form.11.Precision and Bias11.1Summary—The difference between two single obser-vations should not exceed6.8%of the average of the two observations in95out of100cases when both observations are taken by the same well-trained operator using the same piece of test equipment and specimens randomly drawn from the same sample of rger differences may occur under all other circumstances.The true value of thickness can only be defined in terms of a specific test method.Within this limita-tion,Test Method D3652M has no known bias.The basis for this summary and for evaluations made under other conditions are given in11.2through11.5.11.2Interlaboratory Test Data5—An interlaboratory study was made in1980in which randomly drawn samples of two materials were tested in each of six laboratories.Two operators in each laboratory each tested three specimens from each of three rolls of each material.The components of variance for thickness results expressed as coefficients of variation were calculated to be as follows:Specimens ofthe SameMaterialSpecimens ofDifferentMaterialSingle-operator component 1.7%of the average8.8%of the average Within-laboratory compo-nent3.5%of the average 3.5%of the averageBetween-laboratory com-ponent11.0%of the average 6.7%of the average Replication component 1.8%of the average 1.8%of the average.N OTE1—The calculations for coefficient of variation and other statistics found in subsequent sections of this statement are described in Practice D2906and Annex A3of Practice D2904.11.3Critical Differences—For the components of variance reported in11.2,two averages of observed values should be considered significantly different at the95%probability level if the difference equals or exceeds the critical differences shown in Table1.11.4Confidence Limits—For the components of variance reported in11.2,single averages of observed values have the 95%confidence limits shown in Table2.N OTE2—The tabulated values of the critical differences and confidence limits should be considered to be a general statement particularly with respect to between-laboratory precision.Before a meaningful statement can be made about two specific laboratories,the amount of statistical bias between them,if any,must be established with each comparison being based on recent data obtained on specimens randomly drawn from one sample of the material to be evaluated5Supporting data are available from ASTM International Headquarters.Request RR:D-10-1002.TABLE1Critical Difference,%of Grand Average for theConditions Noted A,BNumber of Observations inEach AverageSingle-OperatorPrecisionWithin-LaboratoryPrecisionBetween-LaboratoryPrecision Specimens of theSame Material:1 6.811.835.85 5.210.932.910 4.910.732.1 Specimens of DifferentMaterial:124.926.732.6524.526.332.31024.426.332.2A The critical differences were calculated using t=1.960which is based on infinite degrees of freedom.B To convert the values of the critical differences to units of measure,multiply the average of the two specific sets of data being compared by thecritical differences expressed as a decimal fraction.11.5Bias—No justifiable statement can be made on the bias of Test Method D3652for testing thickness since the true value cannot be established by an accepted referee method.12.Keywords12.1caliper;gage;pressure-sensitive tape;thicknessASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed every five years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM International Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,United States.Individual reprints (single or multiple copies)of this standard may be obtained by contacting ASTM at the above address or at 610-832-9585(phone),610-832-9555(fax),or service@ (e-mail);or through the ASTM website ().Permission rights to photocopy the standard may also be secured from the ASTM website (/COPYRIGHT/).TABLE 2Width of 95%Confidence Limits,%of the GrandAverage for the Conditions Noted A ,BNumber of Observations inEach Average Single-Operator Precision Within-Laboratory Precision Between-Laboratory PrecisionSpecimens of theSame Material:1±4.8±8.3±25.35±3.7±7.7±25.310±3.5±7.6±22.7Specimens of DifferentMaterial:1±17.6±18.9±23.65±17.4±18.6±22.810±17.3±18.6±22.8AThe confidence limits are calculated using t =1.960which is based on infinite degrees of freedom.BTo convert the values of confidence limits to units of measure,multiply the average of the specific set of data that is of interestby the confidence limits expressed as a decimal fraction.。
ASTM D3652-2001

ASTM 命名:D3652/D3652M-01(重新被审核2006)压敏胶带厚度的标准测试方法这个标准是以固定的名称D3652/D3652M来发布的;紧跟其后的数值是最初采纳的年份或者有修改情况的话,最后一次修改的年份。
圆括弧内的数字是重新审核的年份。
小的上标(ε)意味着自最后一次修订或审核后的一次版本修改。
1、范围1.1这个测试方法涵盖了在标准条件下测量压敏胶带厚度的方法。
1.2这个测试方法可用来取代AFERA40062和PSTC332。
1.3所陈述的值要么以SI为单位要么以英寸-磅为单位,这被认为是遵循标准的。
在每一个系统中所陈述的值不可能是准确的相当;因此,每个系统相对于其他系统来讲是独立的。
结合两个系统之间的值可能会导致不符合标准。
1.4这个标准的目的并不是解决所有的安全问题。
如果有的话,请参考它的使用。
这是标准使用者的职责:建立正确的安全和健康操作,在使用之前指定相应的规章制度限制。
2、参考文献2.1 ASTM 标准3:D 996 Terminology of Packaging and Distribution EnvironmentsD 2904 Practice for Interlaboratory Testing of a Texile Test Method that Produces NormallyDistributed Data.D 3715/D 3715MPractice for Quality Assurance of Pressure-Sensitive TapesD 4332 Practice for Conditioning Coutainers,Packages,or Packaging Components for Testing.E 122 Practice for Calculating Sample Size to Estimate,With a Specified Tolerable Error,theAverage for a Characteristic of a Lot or Process.3、术语3.1定义——在D996中的条款将应用;3.2针对这个标准的条款定义;3.3厚度(卡尺、标准尺)——胶带两个面之间的垂直距离表示为米,通常是使用一个特殊的标准尺轻压下进行测量。
SMT炉后检验标准红胶
拒收 溢胶
拒收 溢胶
标准 电阻无偏移、浮高
可接受 端偏移≤1/4 元件电 极宽度
拒收 端偏移>1/4 元件电 极宽度
拒收 元件浮高>0.5MM
拒收 元件浮高>0.5MM
标准
可接受
三极管无偏移、浮高 偏移≤1/4 管脚宽度
Hale Waihona Puke 可接受拒收拒收
偏移≤1/4 管脚宽度 端偏移>1/4 管脚宽度 偏移>1/4 管脚宽度
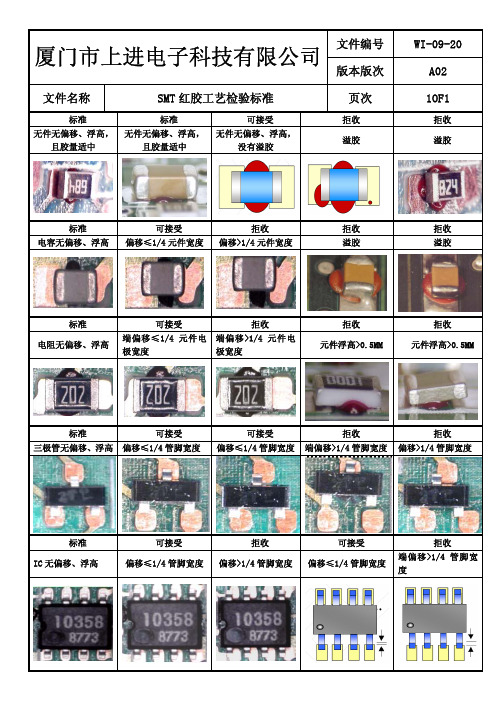
厦门市上进电子科技有限公司 文件编号 版本版次
文件名称
SMT 红胶工艺检验标准
标准 无件无偏移、浮高,
且胶量适中
标准 无件无偏移、浮高,
且胶量适中
可接受 无件无偏移、浮高,
没有溢胶
页次
拒收 溢胶
WI-09-20 A02 1OF1
拒收 溢胶
标准 电容无偏移、浮高
可接受 偏移≤1/4 元件宽度
拒收 偏移>1/4 元件宽度
标准 IC 无偏移、浮高
可接受 偏移≤1/4 管脚宽度
拒收 偏移>1/4 管脚宽度
可接受 偏移≤1/4 管脚宽度
拒收 端偏移>1/4 管脚宽 度
批准
何开东
审核
刘速越
拟制
王辉
日期 2008 年 12 月 22 日
锡膏_红胶印刷品质检验标准
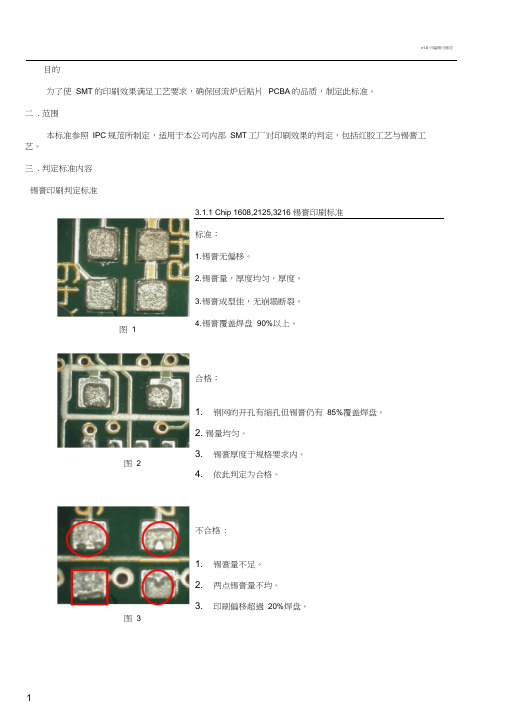
v1.0 可编辑可修改目的 为了使 SMT 的印刷效果满足工艺要求,确保回流炉后贴片 PCBA 的品质,制定此标准。
二 . 范围本标准参照 IPC 规范所制定,适用于本公司内部 SMT 工厂对印刷效果的判定,包括红胶工艺与锡膏工艺。
三 . 判定标准内容锡膏印刷判定标准3.1.1 Chip 1608,2125,3216 锡膏印刷标准标准:1. 锡膏无偏移。
2. 锡膏量,厚度均匀,厚度。
3. 锡膏成型佳,无崩塌断裂。
4. 锡膏覆盖焊盘 90%以上。
合格:1. 钢网的开孔有缩孔但锡膏仍有 85%覆盖焊盘。
2. 锡量均匀。
3. 锡膏厚度于规格要求内。
4. 依此判定为合格。
不合格 :1. 锡膏量不足。
2. 两点锡膏量不均。
3. 印刷偏移超過 20%焊盘。
图 1图 2图 34. 依此判定为不合格。
标准:1. 锡膏无偏移。
2. 锡膏完全覆盖焊盘。
3. 三点锡膏量均匀,厚度4. 依此为SOT零件锡膏印刷标准。
图 4合格:1. 锡膏量均匀且成形佳。
2. 厚度合乎规格。
3. 85%以上锡膏覆盖。
4. 偏移量少于15%焊盘。
5. 依此应判定为允收。
图 5不合格:1. 锡膏85%以上未覆盖焊盘。
2. 严重缺锡。
3. 依此判定为不合格。
3.1.3 Diode,Melf,MelF,RECT 陶磁电容锡膏印刷标准标准: 1. 锡膏印刷成形佳。
2. 锡膏无偏移。
3. 厚度。
4. 如此开孔可以使热气排除 ,以免造成气流使零件偏 移。
5. 依此应为标准要求。
合格 : 1. 锡膏量足 2. 锡膏覆盖焊盘有 85%以上。
3. 锡膏成形佳。
4. 依此应为合格。
不合格 : 1. 20%以上锡膏未完全覆盖焊盘。
2. 锡膏偏移量超过 20%焊盘。
3. 依此判定为不合格。
3.1.4 LEAD PITCH=1.25mm 零件锡膏印刷标准标准: 1. 各锡膏几近完全覆盖各焊盘。
2. 锡膏量均匀,厚度在。
3. 锡膏成形佳,无缺锡、崩塌。
(优质)胶带粘力测试标准及方法介绍

胶带粘力测试标准及方法介绍一、胶带粘力测试标准胶带是工业生产中常用的一种固定材料,胶带的粘力是其性能的关键指标之一,因此需要进行粘力测试来确保其性能得到满足。
目前国际上通用的胶带粘力测试标准包括ASTM、ISo和GB 等。
1.ASTM标准:美国材料和试验协会(ASTM)发布的标准主要包括D-3330、D-3654等,其中D-3330适用于单面胶带,D-3654适用于双面胶带,这些标准主要规定了测试方法和测试条件,准确地反映了胶带的粘力性能。
2.ISO标准:国际标准化组织(ISO)发布了一系列的胶带粘力测试标准,其中涵盖了多种胶带类型和用途。
如ISO24276用于双面胶带的测试JSO2409用于涂层胶带的测试,ISO29862用于胶粘剂粘度测试等。
3.GB标准:中国国家标准GB/T4851对双面胶带的测试进行了规范,其测试方法与国际标准相似。
以上标准都提供了胶带粘力测试所需的细节和标准化的测试操作方法,用户可以根据需要选择适合的标准进行测试。
二、胶带粘力测试方法胶带粘力测试需要使用专门的测试设备,常用的测试仪器包括万能材料测试机、胶带剥离强度测试仪、粘着力测试仪等。
这些测试仪器都能够精确定量胶带的粘力和剥离强度等性能指标。
下面介绍一下常用的测试方法:1.剥离强度测试法:这种测试方法是根据拉伸力和剥离速度计算胶带的剥离强度的,测试时需要把胶带粘在金属板上,然后将胶带剥离。
通常,测试时会改变剥离速度、角度、温度和湿度等条件,以模拟不同使用情况下的胶带性能。
2.粘着力测试法:这种测试方法是根据一定面积的胶带所承受的拉力和压力来计算其粘着力的。
测试时需要选择适当的胶带长度和测试范围,使用测试仪器对压力进行控制,通过测试仪器计算得到胶带的粘着力数据。
在进行胶带粘力测试时,测试人员需要注意的事项包括:1.需要保证测试环境的温度、湿度和压力等条件稳定且标准化;2.要规范样品的选取和准备过程,保证样品的一致性和可重复性;3.操作测试仪器时要仔细、缓慢,保证测试结果的准确性和可靠性。
胶带常使用之ASTM标准
Jacob Lin 林欽傑
膠帶常使用之ASTM標準
測量剝離力: ASTM D 3330
Peel Adhesion of Pressure-Sensitive Tape at 180° Angle Tensile Strength and Elongation of PressureSensitive Tape Thickness of Pressure-Sensitive and Gummed Tape
試驗Cutter),裁切1英吋寬之膠帶試 片,長度取300mm 寬45± 1.5mm,直徑85± 2.5mm, 重量2040± 45gw之金屬轉輪, 外被覆有6mm厚之加硫橡膠, 硬度為80± 5
壓力滾輪規格
剝離力(黏著力): ASTM D 3330
抗張強度/拉伸率: ASTM D 3759
試驗片之製備
以等寬切割刀(Specimen Cutter),裁切1英吋 寬之膠帶試片,長度取300mm. 兩端各內折50mm,使其有效測試長度為 100mm.
抗張強度/拉伸率: ASTM D 3759
測試步驟
試驗片兩端50mm固定於拉力機接頭上. 拉力機之拉伸速度為305mm/min,拉伸至試 驗片斷裂為止. 拉伸率=(D1-D2)/D1X100%
D1=原長度 D2=斷裂時之長度
斷裂處不得於夾頭內或夾頭端.
厚度: ASTM D 3652
厚度計以接觸壓力52Kpa之百分計或千 分計(依實際需要)量測之. 數據點以等距之三點取其平均.
靜態之剪切應力(保持力)
红胶推力标准参考

红胶推力标准参考红胶过完回流焊冷却后在PCB上的力度,一般我们用推力计测试.下面为您推荐测试方法及标准:第一种:测试时推力计与PCB是呈30-45度,从元件的宽边去推,力分别是:0603C 1.5KGF0603R 1.8KGF0805C/1206C 1.75KGF0805R/1206R 2.0KGFMELF 2.0KGFSOT/SOPIC 3.5KGF第二种是测试时推力计与PCB水平方向,也是从元件的宽边去推,力分别是:0402 0.8KGF0603 0.85KGFSOT 1.2KGF第三种,是参照IPC-610C)件类型最小推力元件类型最小推力0603 1.2Kg 二极管 2.5Kg0805 1.5Kg 三极管 2.5Kg1206 1.8Kg IC 2.5KgSMT红胶是单一组分常温储藏受热后迅速固化的环氧树脂胶粘剂,其容许低温度固化,超高速微少量涂敷仍可保持没有拉丝、溢胶、塌陷的稳定形状,其“剪切稀化”粘度特性和低吸湿性,非常适合应用于常温孔版印刷的SMT工艺,胶点形状非常容易控制,储存稳定且具有优良的耐热冲击性能和电气性能,使用安全,完全符合环保要求。
二、红胶的性质红胶具有粘度流动性,温度特性,润湿特性等。
根据红胶的这个特性,故在生产中,利用红胶的目的就是使零件牢固地粘贴于PCB表面,防止其掉落。
三、红胶的应用:在印刷机或点胶机上使用:1、为保持贴片胶的品质,请置于冰箱内冷藏(5±3℃)储存;2、从冰箱中取出使用前,应放在室温下回温;3、可以使用甲苯或醋酸乙酯来清洗胶管。
点胶:1、在点胶管中加入后塞,可以获得更稳定的点胶量;2、推荐的点胶温度为30-35℃;3、分装点胶管时,请使用专用胶水分装机进行分装,以防止在胶水中混入气泡。
刮胶:推荐的刮胶温度为30-35℃。
注意:红胶从冷藏环境中移出后,到达室温前不可打开使用。
为避免污染原装产品,不得将任何使用过的贴片胶倒回原包装内。
四、红胶的工艺方式:1、印刷方式:钢网刻孔要根据零件的类型,基材的性能来决定,其厚度和孔的大小及形状。
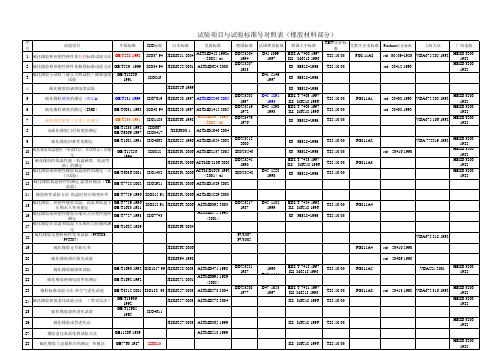
橡胶和热塑性弹性体性能检测标准号对照表
std 50405-1985 VDA675 205-1992 HESD 3200-1982 std 50412-1990 HESD 3200-1982
EDS-T-7403-1997 KS M6518-1996 EDS-T-7403-1997 ISO48-94 JISK6253-1997 ASTMD1415-2005 DIN53519-1972D45 1290-1993 KS M6518-1996 ASTMD297-1993 ISO1183 JISK6268-1998 DIN53479-1976 KS M6518-1996 (2002)e2 ISO667 JISK6300-1 ASTMD1646-2004 ISO3417 ISO4662 ISO812 JISK6255-1996 ASTMD1054-2002 DIN53512-2000 JISK6261-2006 ASTMD2137-2005 DIN53546 KS M6518-1996 KS M6518-1996 EDS-T-7423-1997 KS M6518-1996
GME602551976
MGR ES:30.CR.104-1987
GME60258-1976 MGR ES:30.HA.903-1992
SD 3200-1982 MGR ES:30.CT.900-2002
SD 3200-1982
SD 3200-1982
TS2-10-03 TS2-10-03 TS2-10-03 TS2-10-03
Hale Waihona Puke FGS11A2 std FGS11A3 50416-1990
VDA 775219-1992 HESD 3200-1982 HESD 3200-1982 HESD 3200-1982 HESD 3200-1982
astmd3654-2006标准

《ASTM D3654-2006 标准详解》一、引言ASTM D3654-2006是一项关于粘合剂粘合强度测试方法的标准,在工程和科学领域中具有广泛的应用。
本文将从深度和广度的角度探讨ASTM D3654-2006标准的相关内容,帮助读者全面了解该标准的要求和意义。
二、ASTM D3654-2006标准的基本概念1. ASTM D3654-2006标准的定义ASTM D3654-2006标准,全称为“ASTM D3654-2006 Standard Test Methods for Shear Adhesion of Pressure-Sensitive Tapes”,是美国材料和试验协会(ASTM)颁布的关于压敏胶带剪切粘结性能测试方法的标准。
该标准旨在评估压敏胶带在特定条件下的粘结强度,以便应用于不同领域的粘接工艺中。
2. ASTM D3654-2006标准的测试方法ASTM D3654-2006标准主要包括了剪切粘结强度测试的一般程序、试样的准备、测试条件和数据处理等内容。
在进行测试时,需要按照标准指定的条件和要求进行操作,以保证测试结果的准确性和可比性。
三、ASTM D3654-2006标准的深度解析1. 测试方法的详细流程ASTM D3654-2006标准对剪切粘结强度测试方法进行了详细的规定,包括了试样的制备、试验条件的确定、试验设备的选择和使用、试验过程的控制等内容。
这些规定旨在保证测试的可重复性和结果的可靠性。
2. 数据处理和结果分析ASTM D3654-2006标准要求对测试数据进行详细的记录和处理,并给出了结果的计算和分析方法。
通过对测试数据的处理和结果的分析,可以评估压敏胶带在剪切粘结性能方面的表现,并为实际应用提供参考依据。
四、ASTM D3654-2006标准的广度探讨1. 标准的应用领域及意义ASTM D3654-2006标准是评估压敏胶带剪切粘结性能的重要标准,在汽车制造、航空航天、电子产品和包装等领域具有广泛的应用。
红胶原材料材质证明书
红胶原材料材质证明书
.1 焊接材料质量证明书应包括9项规定,并在明显部位作出清晰的.标志;
.2 焊接材料熔敷金属的耐腐蚀性能及铁素体含量等有特殊要求的,就根据双方协议协议内容提供。
○1标准号
○2 规格
○3 批号
○4熔敷金属的化学成分
○5力学性能
○6药皮含水量(或熔敷金属含氢量)
○7有关的特定性能测量
○8生产日期
○9在显著部位理应准确的标志
gb.4-制造、检验和验收讲义中提示如下:
电焊条牌号及规格:shj φ4.0mm
报告编号:04-08-
样品编号(或批号):
报告日期:-08-25
(1)药皮焊条外观质量:
一、外表质量:合格
二、焊条药皮偏心度:合格
三、焊接工艺性能:优良
(2)熔敷金属及冲压接点机械性能:
mpa mpa δs(%) j(0℃)≥ ≥ ≥22 ≥27 32 91 92
(3)熔敷金属化学成分:
(%)s≤0. p≤0. c- mn- 0. 0. 0.06 0.35
(4)t型接点角焊缝:合格
x射线探伤:合格
检验员:××× 检验专用章:××冲压器材有限公司
地址:××路号电话:×××××××× 电挂:×××× 邮编:××××。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
测试报告No. SH7009456/ CHEM Date: Jan. 30, 2007 Page 1 of 3
宁波圣之岛焊锡材料有限公司
余姚市梨洲街道苏家园村
基于委托检验样品贴片胶(红胶)的报告如下:
SGS 相关号 : 10244453-1
主要成份 : 环氧树脂
样品收到日期 : 2007-01-26
样品试验日期 : 2007-01-26—2007-01-30
试验要求 : 参照RoHS指令2002/95/EC及后续修正指令.
试验方法 : (1) 参照IEC 62321 Ed 111/54/CDV, 用ICP方法测定镉的含量
(2) 参照IEC 62321 Ed 111/54/CDV, 用ICP方法测定铅的含量
(3) 参照IEC 62321 Ed 111/54/CDV, 用ICP测定汞的含量
(4) 参照IEC 62321 Ed 111/54/CDV, 采用比色法测定六价铬的含量
(5) 参照US EPA 3540C和3550C用GC-MS测定PBBs(多溴联苯)和PBDEs(多溴联苯醚)
的含量
试验结果 : 见后续页
SGS-CSTC 化学实验室授权签字SGS-CSTC 化学实验室授权签字
张曜郝金玉
高级主管实验室经理
根据客户申请,SGS出具了此中文报告;英文版本可根据客户要求提供。
(The Chinese test report is issued according to the applicant’s request. The English version is available from SGS if further needed.)
测试报告 No. SH7009456/ CHEM Date: Jan. 30, 2007
Page 2 of
3
化学方法的试验结果 (单位: mg/kg)
测试项目:
方法 (参见) 1
MDL
RoHS 限值 镉(Cd)
(1) ND 2 100 铅(Pb)
(2) ND 2 1000 汞(Hg)
(3) ND 2 1000 六价铬(Cr VI)
(4)
ND 2 1000 多溴联苯之和(PBBs)
ND - 1000 一溴联苯
ND 5 - 二溴联苯
ND 5 - 三溴联苯
ND 5 - 四溴联苯
ND 5 - 五溴联苯
ND 5 - 六溴联苯
ND 5 - 七溴联苯
ND 5 - 八溴联苯
ND 5 - 九溴联苯
ND 5 - 十溴联苯
ND 5 - 多溴联苯醚之和(PBDEs)(参见备注4)
ND - 1000 一溴联苯醚
ND 5 - 二溴联苯醚
ND 5 - 三溴联苯醚
ND 5 - 四溴联苯醚
ND 5 - 五溴联苯醚
ND 5 - 六溴联苯醚
ND 5 - 七溴联苯醚
ND 5 - 八溴联苯醚
ND 5 - 九溴联苯醚
ND 5 - 十溴联苯醚
ND 5 - 多溴联苯醚(PBDEs)之和 (一溴到十溴)
(5) ND - -
(所示结果为烘干样品总重量中的含量)
测试部件外观描述: 1. 红色膏体
备注 :
(1) mg/kg = ppm (2) ND =未检出
(3) MDL =检测极限值
(4) 一溴联苯醚到九溴联苯醚之和,按照2005/618/EC 十溴联苯醚豁免。
(5) “-” = 未规定
(6) 最大允许极限值引用自2002/95/EC RoHS 指令和后继修正指令2005/618/EC 。
测试报告 No. SH7009456/ CHEM Date: Jan. 30, 2007
Page 3 of
3
样品照片:
SGS 仅对原报告照片中的样品负责
***报告结束***
SH7009456/CHEM。