元器件焊接强度推力测试标准
SMT焊点推力作业标准书
1.消除阻碍电感边缘的其它元器件 2.将推力计归零,用≤30度角(如图所示) 进行推力测试,记录脱焊的数值.
1.消除阻碍晶振边缘的其它元器件 2.将推力计归零,用≤30度角(如图所示) 进行推力测试,记录脱焊的数值.
1.消除阻碍IC边缘的其它元器件 2.将推力计归零,用≤30度角(如图所示) 进行推力测试,记录脱焊的数值.
第 2 页,共 2 页 脱焊推力≥2.0kgf 脱焊推力≥2.5kgf 脱焊推力≥2.0kgf 脱焊推力≥2.5kgf 脱焊推力≥3.0kgf 脱焊推力≥3.5kgf 脱焊推力≥4.0kgf 脱焊推力≥3.5kgf 脱焊推力≥4.0kgf 脱焊推力≥3.0kgf 脱焊推力≥3.0kgf 脱焊推力≥3.5kgf 脱焊推力≥3.5kgf 脱焊推力≥4.0kgf
1.消除阻碍IC边缘的其它元器件 2.将推力计归零,用≤30度角(如图所示) 进行推力测试,记录脱焊的数值.
1.消除阻碍IC边缘的其它元器件 2.将推力计归零,用≤30度角(如图所示) 进行推力测试,记录脱焊的数值.
1.消除阻碍IC边缘的其它元器件 2.将推力计归零,用≤30度角(如图所示) 进行推力测试,记录脱焊的数值.
1.消除阻碍三极管边缘的其它元器件 2.将推力计归零,用≤30度角(如图所示) 进行推力测试,记录脱焊的数值.
1.消除阻碍大功率三极管边缘的其它元器件 2.将推力计归零,用≤30度角(如图所示) 进行推力测试,记录脱焊的数值.
1.消除阻碍MOS管边缘的其它元器件 2.将推力计归零,用≤30度角(如图所示) 进行推力测试,记录脱焊的数值.
1.消除阻碍电阻(1210)边缘的其它元器件 2.将推力计归零,用≤31度角(如图所示) 进行推力测试,记录脱焊的数值.
电子元器件检验标准及推力测试标准

1.0目的本标准建立目的在于控制表面贴装的印刷电路板及提供器件脚成型、点焊的电路板的外观,以确保产品品质达到规定要求。
2.0参考文件1.GB2828-2003抽样程序3.0AQL标准MA: 2.5MI: 4.0主缺:可能会引起产品预定用途的失效或降低其本质上的可用性(功能、性能不良)次缺:与已建立的标准有背离却又对产品单元的有效作用或操作几乎无影响(外观不良)4.0适用范围适用于各类SMT焊接及插件类器件焊接后的半成品及进料检验的质量控制。
5.0使用工具5.1游标卡尺5.2放大镜5.3塞规6.0注意事项1.检查时必须正确佩带静电手环。
2.必须佩带手套或指套。
3.PCBA必须放置于有良好照明的工作台上,从距离30cm处以45度目视7.0检查项目(见下页)不应该有1k1011k101102合格图示<03mm合格图示应焊锡而未焊到的。
未吃锡合格图示零件吃锡面与锡未完全融合。
合格图示QFP应导通而未导通的。
断路合格图示0.5mm以器件脚的宽度为准,偏移不可>1/2吃锡面。
0.1mm0.3mm以器件脚的宽度为准,偏移不可>1/2吃锡面。
wPAD<1/2WPolarityPADWW焊点四周及PCB板面上不得有锡球或其他焊锡残渣等。
PCB板面不得有划伤。
单面不允许>0.5mm,2点以上。
合格图示++合格图示缺陷定义描述及图示参考图示应有器件而没有器件的。
缺件L8L8合格图示正确多余合格图示(a) 1.3mm合格图示表面造成气球状(将器件脚整个包住)。
合格图示合格图示超过锡面0.5mm不允许。
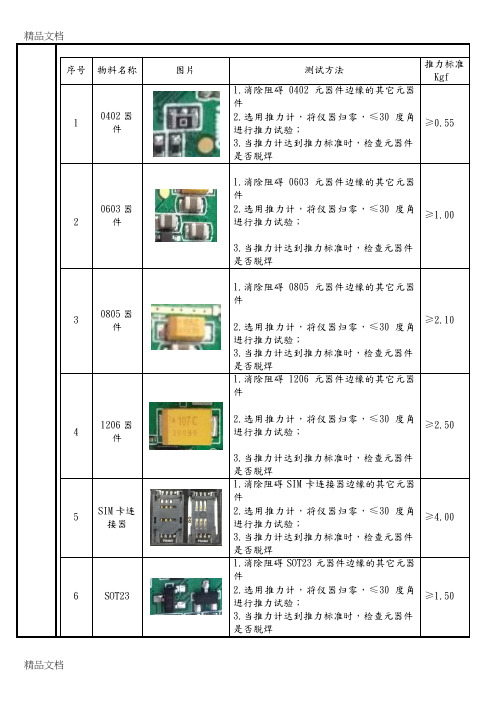
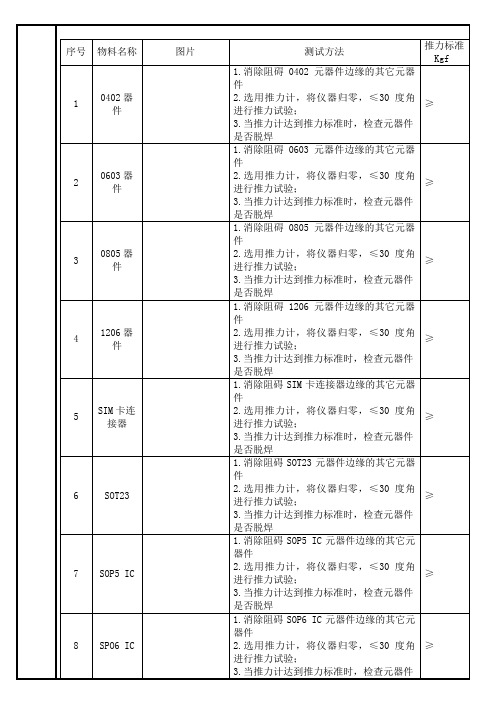
合格图示5mm 2.5mm合格图示序号物料名称图片测试方法推力标准10402器件 1.消除阻碍0402元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥0.5520603器件 1.消除阻碍0603元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥1.0030805器件 1.消除阻碍0805元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥2.1041206器件 1.消除阻碍1206元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥2.505SIM卡连接器1.消除阻碍SIM 卡连接器边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥4.006SOT231.消除阻碍SOT23元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥1.507SOP5IC1.消除阻碍SOP5IC 元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥2.008SPO6IC1.消除阻碍SOP6IC 元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥2.009晶体1.消除阻碍晶体元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥2.0010RF连接器1.消除阻碍RF 连接器边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥3.0011开关1.消除阻碍开关边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥3.5012POGPIN连接器1.消除阻碍连接器边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥5.0013电池连接器1.消除阻碍电池连接器边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥3.5014耳机(按插拔方向推力) 1.消除阻碍耳机边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥5.5015USB插座(按插拔方向推力)1.消除阻碍USB插座边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥3.5016TF卡座1.消除阻碍TF卡座边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥4.5017纽扣电池1.消除阻碍电池边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥2.5018多脚芯片(8脚及以上)1.消除阻碍芯片边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥2.0019BGA芯片1.消除阻碍芯片边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥2.50注:除指定的推力方向外,其余均以器件较长的一面进行推力。
SMT焊接检验标准及元器件推力标准
不合格图示合格图示2多件不需要的器件而有的。
多出不应该有多一顆零件不合格图示合格图示3错件不符合BOM 的料号或放错位置。
1k 正确1k101错误101错误不合格图示102正确合格图示4浮件(倾斜)器件浮起>0.3 mm ,不允许; 器件一端倾斜>0.3 mm ,不允许;0.3mm0.3mm<03mm不合格图示合格图示序号检查项目缺陷定义描述及图示参考图示5立碑1、应正面摆放变成侧面摆放的;2、应两端接触变成单边接触的;单边吃锡侧置不合格图示合格图示6空焊 应焊锡而未焊到的。
未吃锡不合格图示合格图示器件脚与锡未完全融合。
不合格图示合格图示不应导通而导通的。
不合格图示应导通而未导通的。
不合格图示缺陷定义描述及图示不合格图示以器件脚的宽度为准,偏移不可0.1mm0.3mm不合格图示合格图示<1/2W缺陷定义描述及图示<1/2W焊点四周及PCB板面上不得有锡球或其他焊锡残渣等。
合格图示不合格图示单面不允许>0.5mm,不合格图示合格图示序号检查项目缺陷定义描述及图示参考图示18 锡不足(锡少) 锡焊高度h不小于1/3H(器件高度)。
h≧1/ 3Hh器件高度H不合格图示合格图示19 极性反正负极性反向。
正确++错误黑线是负极不合格图示黑线是负极合格图示7.2插件类元器件检验标准序号检查项目缺陷定义描述及图示参考图示1 缺件应有器件而没有器件的。
缺件L8L8不合格图示合格图示2 多件不需要器件而有器件的。
L8正确L8多余不合格图示合格图示序号检查项目缺陷定义描述及图示参考图示3 错件不符合BOM料号要求或放错位置。
1Ω正确100Ω错误不合格图示合格图示4 浮件(倾斜1. 器件距PCB板面> 1.3 mm;2. 器件一端倾斜> 1.3 mm。
(a) 1.3mm浮件(b)hh>=1. 3mm倾斜不合格图示合格图示5 包焊表面造成气球状 (将器件脚整个包住)。
SMT焊接推力检验标准
15
USB插座(按插拔方向推力)
1.消除阻碍USB插座边缘的其它元器件
2.选用推力计,将仪器归零,≤30度角进行推力试验;
3.当推力计达到推力标准时,检查元器件是否脱焊
≥
16
TF卡座
1.消除阻碍TF卡座边缘的其它元器件
2.选用推力计,将仪器归零,≤30度角进行推力试验;
3.当推力计达到推力标准时,检查元器件是否脱焊
≥
17
纽扣电池
1.消除阻碍电池边缘的其它元器件
2.选用推力计,将仪器归零,≤30度角进行推力试验;
3.当推力计达到推力标准时,检查元器件是否脱焊
≥
18
多脚芯片(8脚及以上)
1.消除阻碍芯片边缘的其它元器件
2.选用推力计,将仪器归零,≤30度角进行推力试验;
3.当推力计达到推力标准时,检查元器件是否脱焊
3.当推力计达到推力标准时,检查元器件是否脱焊
≥
9
晶体
1.消除阻碍晶体元器件边缘的其它元器件
2.选用推力计,将仪器归零,≤30度角进行推力试验;
3.当推力计达到推力标准时,检查元器件是否脱焊
≥
10
RF连接器
1.消除阻碍RF连接器边缘的其它元器件
2.选用推力计,将仪器归零,≤30度角进行推力试验;
3.当推力计达到推力标准时,检查元器件是否脱焊
3.当推力计达到推力标准时,检查元器件是否脱焊
≥
3
0805器件
1.消除阻碍0805元器件边缘的其它元器件
2.选用推力计,将仪器归零,≤30度角进行推力试验;
3.当推力计达到推力标准时,检查元器件是否脱焊
≥
4
1206器件
1.消除阻碍1206元器件边缘的其它元器件
最新SMT焊接推力检验标准资料
1.
件
2.
进行推力试验;3.
是否脱焊
1.
件
2.
进行推力试验;
3.
是否脱焊
1.
件
2.
进行推力试验;3.
是否脱焊
1.
件
2.
进行推力试验;
3.
是否脱焊
卡连1.
件
2.
进行推力试验;3.
是否脱焊
1.
件
2.
进行推力试验;3.
是否脱焊
SOP5 IC 1.
器件
2.
进行推力试验;3.
是否脱焊
SPO6 IC 1.
器件
2.
进行推力试验;3.
是否脱焊
1.
2.
进行推力试验;3.
是否脱焊
1.
2.
进行推力试验;3.
是否脱焊
1.
2.
进行推力试验;3.
是否脱焊
1.
2.
进行推力试验;3.
是否脱焊
电池连接1.
2.
进行推力试验;3.
是否脱焊
耳机(按插拔方向1.
2.
进行推力试验;3.
是否脱焊
插座(按插拔1.
2.
进行推力试验;3.
是否脱焊
1.
2.
进行推力试验;3.
是否脱焊
纽扣电池1.
2.
进行推力试验;3.
是否脱焊
多脚芯片
脚及1.
2.
进行推力试验;3.
是否脱焊
芯片1.
2.
进行推力试验;3.
是否脱焊。
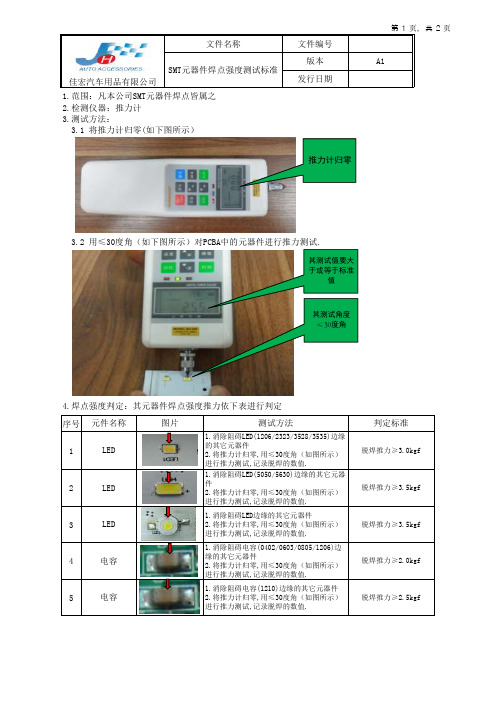
SMT元器件焊接强度推力测试标准
SMT元器件焊接强度推⼒测试标准元器件焊接强度推拉⼒⽆铅⼯艺判定标准NO 物料名称检测⽅式图⽚试验测试⽅法推⼒标准仪器(Kgf )推 1、消除阻碍0402元器件边缘的其它元器件;1 CHIP0402推⼒⼒ 2、选⽤推⼒计,将仪器归零,≤30度⾓进⾏推⼒试验; 0.65计 3、检查元器件是否脱焊,记录元器件脱焊的数值;4、 ≥0.65Kgf 判合格。
推 1、消除阻碍0603元器件边缘的其它元器件;2 CHIP0603推⼒⼒ 2、选⽤推⼒计,将仪器归零,≤30度⾓进⾏推⼒试验; 1.20计 3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥1.2Kgf 判合格。
推 1、消除阻碍0805元器件边缘的其它元器件;3 CHIP0805推⼒⼒ 2、选⽤推⼒计,将仪器归零,≤30度⾓进⾏推⼒试验; 2.30计 3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥2.30Kgf 判合格。
推 1、消除阻碍1206元器件边缘的其它元器件; 4 CHIP1206推⼒⼒ 2、选⽤推⼒计,将仪器归零,≤30度⾓进⾏推⼒试验;3.00计 3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥3.00Kgf 判合格。
1、⽤剪钳消除pin ⾓边缘的塑胶材质部分;拉PIN 脚拉 2、选⽤推⼒计,将仪器归零,使⽤专⽤拉⼒测试夹具,垂5 SIM 卡连接(六个⼒直成90度向上拉起,1.00器脚)计 3、检查元器件是否拉掉是否脱焊,记录元器件脱焊的数值;4、≥1.00kgf 判合格。
推⼒(六1、消除阻碍SIM 卡元器件边缘的其它元器件;推 2、选⽤推⼒计,将仪器归零,≤30度⾓(如图所⽰)进⾏SIM 卡连接个脚)6⼒推⼒试验;5.00器(左右⽅向)计 3、检查元器件是否破裂,记录元器件破裂的数值;4、≥ 5.00 Kgf 判合格。
推 1、消除阻碍SOT23元器件边缘的其它元器件;7 SOT23推⼒⼒ 2、选⽤推⼒计,将仪器归零,≤30度⾓进⾏推⼒试验; 2.00计 3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥2.00Kgf 判合格。
038 SMT元器件焊接强度推拉力无铅工艺判定标准

NING BO ZERUILIGHTING CO.,LTD
SMT元器件焊接强度推拉力无铅工 艺判定标准
文件编号 版本 编制日期 页码 编制部门
ZRQT-QA-038 A/0
2021.03.03 第1页 共1页
品质部
NO. 版本 修订日期 1 A/0 2018.06.20
文件修订履历 修订内容
新制订
页数 1
修订人 姚义鹏
NO. 规格类别
1
CHIP0402
2
CHIP0603
3
CHIP0805
图片说明测试方法源自推力标准 (Kgf)实际试 验推力 (Kgf)
试验结 果
判定 结果
1、消除阻碍0402元器件边缘的其它 元器件; 2、选用推力计,将仪器归零,≤30 度角进行推力试验; 3、检查元器件是否脱焊,记录元器 件脱焊的数值; 4、 ≥0.60Kgf判合格。
0.65
1.00 焊盘未脱 合格
4
5 6 7 8 9
10
备注
1.抽 检方 2.CR 缺陷 3.ROS H保证
制定:
审核:
核准:
SMT焊接推力检验标准

S M T焊接推力检验标准集团标准化工作小组 [Q8QX9QT-X8QQB8Q8-NQ8QJ8-M8QMN]序号物料名称图片测试方法推力标准Kgf10402器件1.消除阻碍0402元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥20603器件1.消除阻碍0603元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥30805器件1.消除阻碍0805元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥41206器件1.消除阻碍1206元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥5SIM卡连接器1.消除阻碍SIM卡连接器边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥6SOT231.消除阻碍SOT23元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥7SOP5 IC 1.消除阻碍SOP5 IC元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥8SPO6 IC 1.消除阻碍SOP6 IC元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥9晶体1.消除阻碍晶体元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥10RF连接器1.消除阻碍RF连接器边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥11开关1.消除阻碍开关边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥12POGPIN连接器1.消除阻碍连接器边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥13电池连接器1.消除阻碍电池连接器边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥14耳机(按插拔方向推力)1.消除阻碍耳机边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥15USB插座(按插拔方向推力)1.消除阻碍USB插座边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥16TF卡座1.消除阻碍TF卡座边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥17纽扣电池1.消除阻碍电池边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥18多脚芯片(8脚及以上)1.消除阻碍芯片边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥19BGA芯片1.消除阻碍芯片边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥注:除指定的推力方向外,其余均以器件较长的一面进行推力。
SMT元器件焊接强度推力测试标准

力 推力试验;
计 3、检查元器件是否脱焊,记录元器件脱焊的数值;
4、≥5.50 Kgf判合格。
推 力 计
1、消除阻碍电池连接器边缘的其它元器件; 2、选用推力计,将仪器归零,≤30度角(如图所示)进行 推力试验; 3、检查元器件脱焊的力,≥2.70Kgf Kgf判合格。
推 力 计
1、消除阻碍电池连接器边缘的其它元器件; 2、选用推力计,将仪器归零,≤30度角(如图所示)进行 推力试验; 3、检查元器件破裂的力,≥ 3.00 Kgf 判合格。
推 力 计
1、消除阻碍5脚 IC元器件边缘的其它元器件; 2、选用推力计,将仪器归零,≤30度角进行推力试验; 3、检查元器件是否脱焊,记录元器件脱焊的数值; 4、≥2.00Kgf判合格。
推 力 计
1、消除阻碍晶振元器件边缘的其它元器件; 2、选用推力计,将仪器归零,≤30度角进行推力试验; 3、检查元器件是否脱焊,记录元器件脱焊的数值;
推力标准 (Kgf)
实际试验 推力(Kgf)
试验结果
判定 结果
3.00
7.40
焊盘未脱
落,但塑 胶焊盘未脱
落,但塑 胶破裂变
合格
形
推 力 计
1、消除阻碍耳机插座元器件边缘的其它元器件; 2、选用推力计,将仪器归零,≤30度角(如图所示)进行 推力试验; 3、检查元器件脱焊的力,≥ 8.00 Kgf 判合格。
推 2、选用推力计,将仪器归零,≤30度角(如图所示)进行
力 推力试验;
计 3、检查元器件是否脱焊,记录元器件脱焊的数值;
4、≥ 2.00 Kgf 判合格。
推 力 计
1、消除阻碍6脚 IC元器件边缘的其它元器件; 2、选用推力计,将仪器归零,≤30度角进行推力试验; 3、检查元器件是否脱焊,记录元器件脱焊的数值; 4、≥2.00Kgf判合格。
元器件推力测试ipc标准
元器件推力测试ipc标准
IPC标准(国际贴片组装电子协会)是来自全球电子工业联盟的
最佳实践的收集和宣传,确保电子零件,组装过程和最终产品质量的
统一及可靠性。
IPC推力测试标准是IPC规定可以测量电子元件推力所需要的实
施步骤,涉及推力,氧化、电阻、接触面粗糙度和外观质量,以及在
元件装配或移除时测量的推力测量方法。
推力测试是一个复杂的过程,需要专业的知识和技术。
推力测试分为三个阶段,包括测量设备的维护,特定单元的推力
测试和数据记录和评估。
首先,需要确保测量设备的精确度,保持它
们的精度和可靠性。
其次,推力测试过程中需要根据特定单元的基板
布局进行合理设计,进行良好的测量。
除此之外,数据收集、融合和
报告也是推力测试过程中非常重要的环节。
最后,推力测试是一种质量管理标准,可以确保电子元件的可靠
性和可靠性。
推力测试标准可以评估和确定电子元件在安装过程中的
性能和寿命。
通过这个标准,可以保证该部件的质量能够持续维持,
且具有稳定的性能。
总而言之,IPC标准的推力测试是为了通过测量潜在问题的可能性,来确保电子元件的质量和可靠性,提高用户体验。
唯有在严格遵
循高标准的基础上,电子元件的质量才能得到保证,满足用户的需求。
SMT元器件焊接强度推力测试标准

3.00
计 推力试验;
3、检查元器件破裂的力,≥ 3.00 Kgf 判合格。
1、消除阻碍电池连接器边缘的其它元器件;
推 2、选用推力计,将仪器归零,≤30度角(如图所示)进行 力
6.00
计 推力试验;
3、检查元器件破裂的力,≥ 6.00 Kgf 判合格。
1、消除阻碍耳机插座元器件边缘的其它元器件;
推 力
8.00
1、将测试主板固定好,避免出现测试时有晃动现象。
推 力
2、选用推力计,将仪器归零,≤30度角(如图所示)进行
计 推力试验;
3、检查元器件脱焊的力,≥6.00 Kgf 判合格
6.00
1、将测试主板固定好,避免出现测试时有晃动现象。
推 力
2、选用推力计,将仪器归零,≤30度角(如图所示)进行
计 推力试验;
3、检查元器件脱焊的力,≥5.00 Kgf 判合格
5.00
1、将测试主板固定好,避免出现测试时有晃动现象。 推 2、选用推力计,将仪器归零,≤30度角(如图所示)进行 力 计 推力试验;
3、检查元器件脱焊的力,≥5.5Kgf 屏蔽罩无变形判合格
5.50Βιβλιοθήκη 实验的时候,必须力量施加为渐进(无冲击),并持续10S。
17 耳机插座 18 耳机插座
USB插座 19
USB插座 20
推力(小) 从插孔处 向后推 备注:没 有定位孔 推力(小) 从后向插 孔处推 备注:没 有定位孔 推力 按照充电 插拔方向 推(有定 位柱)
推力 按照充电 插拔方向 推(无定 位柱)
推力 21 T-Flash卡座 按T-Flash
卡插拔方 向推
1、检查元器件是否为良品,将元器件平放于平台上; 推 2、选用推力计,将仪器归零,≤30度角(如图所示)进行 力 推力试验; 计 3、检查元器件是否脱焊,记录元器件脱焊的数值;
SMT焊接推力检验标准
≥
5
SIM卡连接器
1.消除阻碍SIM卡连接器边缘的其它元器件
2.选用推力计,将仪器归零,≤30度角进行推力试验;
3.当推力计达到推力标准时,检查元器件是否OT23元器件边缘的其它元器件
2.选用推力计,将仪器归零,≤30度角进行推力试验;
3.当推力计达到推力标准时,检查元器件是否脱焊
≥
7
SOP5 IC
1.消除阻碍SOP5 IC元器件边缘的其它元器件
2.选用推力计,将仪器归零,≤30度角进行推力试验;
3.当推力计达到推力标准时,检查元器件是否脱焊
≥
8
SPO6 IC
1.消除阻碍SOP6 IC元器件边缘的其它元器件
2.选用推力计,将仪器归零,≤30度角进行推力试验;
3.当推力计达到推力标准时,检查元器件是否脱焊
≥
9
晶体
1.消除阻碍晶体元器件边缘的其它元器件
2.选用推力计,将仪器归零,≤30度角进行推力试验;
3.当推力计达到推力标准时,检查元器件是否脱焊
≥
10
RF连接器
1.消除阻碍RF连接器边缘的其它元器件
2.选用推力计,将仪器归零,≤30度角进行推力试验;
3.当推力计达到推力标准时,检查元器件是否脱焊
≥
15
USB插座(按插拔方向推力)
1.消除阻碍USB插座边缘的其它元器件
2.选用推力计,将仪器归零,≤30度角进行推力试验;
3.当推力计达到推力标准时,检查元器件是否脱焊
≥
16
TF卡座
1.消除阻碍TF卡座边缘的其它元器件
2.选用推力计,将仪器归零,≤30度角进行推力试验;
(整理)SMT焊接检验标准及元器件推力标准
不合格图示合格图示不合格图示
101
错
误
不合格图示102正确
器件浮起>0.3 mm,不允许;器件一端倾斜>0.3 mm
0.3mm 0.3mm
<03mm
不合格图示
不合格图示合格图示
不合格图示合格图示器件脚与锡未完全融合。
不合格图示合格图示不应导通而导通的。
不合格图示
应导通而未导通的。
不合格图示
缺陷定义描述及图示
不合格图示
以器件脚的宽度为准,偏移不可0.1mm
0.3mm
器件水平偏移不可PAD
W
<1/2W
<1/2W
焊点四周及PCB板面上不得有锡球或其他焊锡
残渣等。
PCB板面不得有划伤。
不合格图示
合格图示单面不允许>0.5mm,
不合格图示
不合格图示
正负极性反向。
黑
线
是
负
极不合格图示黑
线
是
负
极合格图示
不合格图示合格图示不合格图示合格图示
不合格图示合格图示不合格图示合格图示不合格图示合格图示不合格图示合格图示不合格图示合格图示
不合格图示合格图示
5mm
不合格图示2.5mm
合格图示。
SMT焊接检验标准及元器件推力标准

不合格图示合格图示2 多件不需要的器件而有的。
多出不应该有多一顆零件不合格图示合格图示3 错件不符合BOM的料号或放错位置。
1k 正确1k101错误101错误不合格图示102正确合格图示4 浮件(倾斜)器件浮起>0.3 mm,不允许;器件一端倾斜>0.3 mm,不允许;0.3mm0.3mm<03mm不合格图示合格图示序号检查项目缺陷定义描述及图示参考图示5 立碑1、应正面摆放变成侧面摆放的;2、应两端接触变成单边接触的;单边吃锡侧置不合格图示合格图示6 空焊应焊锡而未焊到的。
未吃锡不合格图示合格图示不合格图示合格图示不应导通而导通的。
不合格图示应导通而未导通的。
不合格图示缺陷定义描述及图示不合格图示以器件脚的宽度为准,偏移不可0.1mm0.3mm不合格图示合格图示<1/2W<1/2W焊点四周及PCB板面上不得有锡球或其他焊锡残渣等。
合格图示不合格图示单面不允许>0.5mm,不合格图示序号检查项目缺陷定义描述及图示参考图示18 锡不足(锡少) 锡焊高度h不小于1/3H(器件高度)。
h≧1/ 3Hh器件高度H不合格图示合格图示19 极性反正负极性反向。
正确++错误黑线是负极不合格图示黑线是负极合格图示7.2插件类元器件检验标准序号检查项目缺陷定义描述及图示参考图示1 缺件应有器件而没有器件的。
缺件L8L8不合格图示合格图示2 多件不需要器件而有器件的。
L8正确L8多余不合格图示合格图示序号检查项目缺陷定义描述及图示参考图示3 错件不符合BOM料号要求或放错位置。
1Ω正确100Ω错误不合格图示合格图示4 浮件(倾斜1. 器件距PCB板面> 1.3 mm;2. 器件一端倾斜> 1.3 mm。
(a) 1.3mm浮件(b)hh>=1. 3mm倾斜不合格图示合格图示5 包焊表面造成气球状 (将器件脚整个包住)。
不合格图示合格图示6 漏焊焊点应焊而未焊。
未吃锡未吃锡不合格图示合格图示序号检查项目缺陷定义描述及图示参考图示7 连焊不应导通而导通的。
01005焊接推力标准
01005焊接推力标准一、概述本标准规定了01005焊接中推力的测量方法和标准值。
推力是焊接工艺中一个重要的参数,它直接影响焊接质量和可靠性。
本标准的目的是确保焊接操作中的推力符合规定要求,从而保证焊接质量。
二、适用范围本标准适用于01005焊接中推力的测量和标准设定,适用于各种金属材料、焊接设备、焊接工艺的评估和认证。
三、定义和术语在01005焊接中,需要了解和掌握一些相关的定义和术语,如焊接电流、焊接速度、电弧推力、熔滴过渡等。
了解这些术语的含义对于正确执行焊接操作至关重要。
四、测量方法1.设备要求:测量推力的设备应具有高精度的测量系统,能够准确测量微小的推力变化。
设备应定期进行校准和检测,以保证其准确性。
2.测量步骤:a)确定焊接参数,包括焊接电流、焊接速度等;b)开始焊接,保持稳定的焊接过程;c)实时监测推力变化,记录数据;d)完成焊接后,再次检测推力,确认最终推力值;e)根据测量数据,计算平均值和波动范围。
3.误差分析:在测量过程中,可能存在误差来源,如设备误差、操作误差、环境影响等,应进行误差分析,并采取相应的措施减小误差。
五、标准值根据相关实验和研究,制定了01005焊接中推力的标准值,具体如下:1.稳定燃烧阶段的平均推力应在xx-xxN范围内;2.波动范围内的最大推力与最小推力的差值不应超过xx%;3.在不同焊接参数下,推力值的变化应在xx%的合理范围内。
六、实施与监督1.各级焊接技术人员和操作人员应熟悉并遵守本标准,确保推力的测量和设定符合规定要求;2.各级质量监督部门应对焊接过程进行监督和检查,对不符合标准的情况进行纠正和处罚;3.本标准自发布之日起生效,原有相关标准同时废止。
七、附加说明本标准根据当前的技术水平和工作实践制定,并在实际应用中不断完善和改进。
本标准适用于大多数01005焊接工作,但对于特殊情况,如高强度材料、特殊合金等,可能需要调整标准值。
同时,本标准中的测量方法和标准值也需要根据实际情况进行校准和调整。
SMT焊接推力检验标准
SMT焊接推力检验标准简介表面贴装技术(SMT)是一种将元件表面直接焊接在印制电路板(PCB)上的工艺。
SMT焊接技术已经成为了电子制造业的主流工艺之一,具有高效、高精度和高可靠性的特点。
在SMT焊接过程中,焊接质量的好坏直接影响到整个电子产品的质量和可靠性。
其中,焊接推力检验是衡量SMT焊接质量的重要指标之一,本文主要介绍SMT焊接推力检验标准。
检验标准检验设备进行SMT焊接推力检验需要用到推力试验机、导轨、夹具和样品。
推力试验机是用来测试样品在水平方向(即与PCB表面平行的方向)下受到的最大推力的设备。
导轨是用来固定样品和夹具的设备,使其能够在试验机上进行平稳的推力试验。
夹具是用来固定PCB和样品的设备,能够准确地获取样品在推力试验过程中受到的推力值。
样品是经过SMT焊接成型的PCB板,其焊点应当符合IPC-A-610F标准。
检验步骤1.准备夹具和样品:将样品放在夹具中,夹具的固定点应当与样品焊点的中心重合。
2.垂直方向调整:将夹具固定在导轨上,通过微调手轮让夹具垂直水平方向。
3.水平方向调整:将夹具固定在导轨上,通过微调手轮让夹具与试验机导轨水平方向保持一致。
4.进行推力试验:将夹具和样品放在推力试验机平台上,进行推力试验。
试验过程中,将获取样品在水平方向下受到的最大推力值。
5.记录推力值:在试验过程中,随时记录受到的最大推力值,直至样品失效或试验结束。
检验参数进行SMT焊接推力检验需要确定的参数有:1.检验标准:确定哪个标准作为检验的依据。
2.检验条件:确定推力试验机的工作条件、样品的制备条件、夹具和试验方法的具体实施方案。
3.推力值:确定样品在受力过程中的最大推力值,以判断焊接质量是否合格。
4.失效判断:当样品发生破裂或者出现明显形变时,视为失效。
通过SMT焊接推力检验,可以有效的判断SMT焊接的质量,保证焊接的可靠性和稳定性。
本文介绍了SMT焊接推力检验的标准和具体实施方法,供电子制造业相关从业人员参考。
SMT焊接检验标准及元器件推力标准
不合格图示合格图示2多件不需要的器件而有的。
多出不应该有多一顆零件不合格图示合格图示3错件不符合BOM 的料号或放错位置。
1k 正确1k101错误101错误不合格图示102正确合格图示4浮件(倾斜)器件浮起>0.3 mm ,不允许; 器件一端倾斜>0.3 mm ,不允许;0.3mm0.3mm<03mm不合格图示合格图示序号检查项目缺陷定义描述及图示参考图示5立碑1、应正面摆放变成侧面摆放的;2、应两端接触变成单边接触的;单边吃锡侧置不合格图示合格图示6空焊 应焊锡而未焊到的。
未吃锡不合格图示合格图示器件脚与锡未完全融合。
不合格图示合格图示不应导通而导通的。
不合格图示应导通而未导通的。
不合格图示缺陷定义描述及图示不合格图示以器件脚的宽度为准,偏移不可0.1mm0.3mm不合格图示合格图示<1/2W缺陷定义描述及图示<1/2W焊点四周及PCB板面上不得有锡球或其他焊锡残渣等。
合格图示不合格图示单面不允许>0.5mm,不合格图示合格图示序号检查项目缺陷定义描述及图示参考图示18 锡不足(锡少) 锡焊高度h不小于1/3H(器件高度)。
h≧1/ 3Hh器件高度H不合格图示合格图示19 极性反正负极性反向。
正确++错误黑线是负极不合格图示黑线是负极合格图示7.2插件类元器件检验标准序号检查项目缺陷定义描述及图示参考图示1 缺件应有器件而没有器件的。
缺件L8L8不合格图示合格图示2 多件不需要器件而有器件的。
L8正确L8多余不合格图示合格图示序号检查项目缺陷定义描述及图示参考图示3 错件不符合BOM料号要求或放错位置。
1Ω正确100Ω错误不合格图示合格图示4 浮件(倾斜1. 器件距PCB板面> 1.3 mm;2. 器件一端倾斜> 1.3 mm。
(a) 1.3mm浮件(b)hh>=1. 3mm倾斜不合格图示合格图示5 包焊表面造成气球状 (将器件脚整个包住)。
推力测试检验规范
版本:C/0
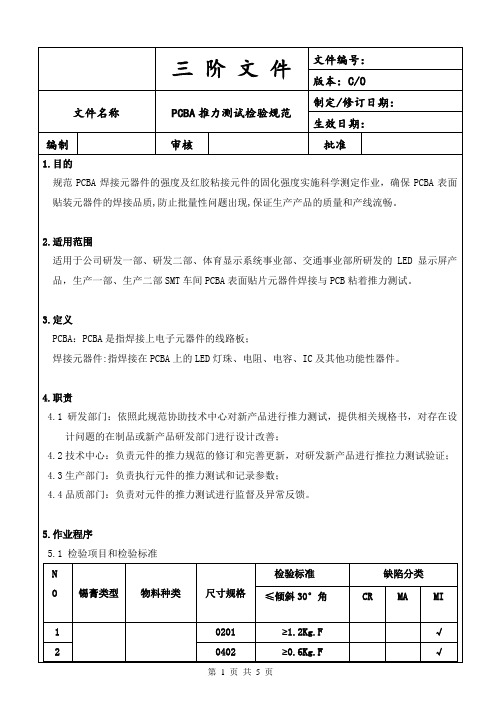
文件名称PCBA推力测试检验规范制定/修订日期:生效日期:
编制审核批准
45 TF卡座常规≥4.5Kg.F √
46 晶体常规≥2.0Kg.F √
47 开关常规≥3.5Kg.F √
特殊说明:对于特殊机型需根据实际情况评估LED灯的焊接度,例如(①.PCB型号:DT10-MC3535-EMC2-48*16-2SF2-02机型,中温锡膏,美卡乐MC3535灯;②.PCB型号:DT10-1R1PG1B-MC3535-EMC2-48*16-2SF2-01机型, 中温锡膏,君耀3535灯)LED焊接强度推力在3.0~3.2Kg.F即可。
5.2检验方法
5.2.1清除所测元器件边缘的其它件;
5.2.2选用推力计,将仪器归零,≤30度角进行推力实验;
5.2.3当推力达到推力标准时,检查元件是否脱焊。
5.3检验注意事项
5.3.1用来做推力的PCBA必须完全冷却,即出回流焊30分钟以上的板;
5.3.2做推力测试时必须是逐渐加力,不可以猛加力或加猛力,达到要求的力即可;
5.3.3测试时必须带防静电手套,防静电手环,做好防静电措施;
5.3.4测试元件推力时,推力计针头应顶住元器件封装体的侧面中间位置施加推力,不可顶住
引脚位置,铜柱测试只需钩住逐渐施加拉力即可,见图1、图2所示:
5.3.5除指定的推力方向,其余均以器件较长的一面进行推力测试;
5.3.6测试频率:每4小时测试一次,换线或工艺更改时加测一次,每次测试3PCS,从样品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、消除阻碍SIM卡元器件边缘的其它元器件; 2、选用推力计,将仪器归零,≤30度角(如图 所示)进行推力试验; 3、检查元器件是否破裂,记录元器件破裂的数 值; 4、≥ 5.00 Kgf 判合格。
元器件焊 接强度推 力测试标 准
NO
物料名称 物料编码 检测方式 图片
试验仪器
CHIP040 12
44 推力
推力计
CHIP060
23
0602-
推力
推力计
CHIP080
35
0602-
推力
推力 (六个 脚)
2105-
推力
(六个 脚)
4 SIM卡
2105-
推力计 推力计 推力计
测试方法
1、消除阻碍0402元器件边缘的其它元器件; 2、选用推力计,将仪器归零,≤30度角进行推 力试验; 3、检查元器件是否脱焊,记录元器件脱焊的数 值; 4、 ≥0.60Kgf判合格。
推力标准 实际试验
判定
(Kgf) 推力(Kgf) 试验结果 结果
0.6
1 焊盘未脱 合格
1
1.3 焊盘未脱 合格
1.5
2.1 焊盘未脱 合格
5 形
合格
焊盘未脱,
但塑胶变
9.2 形
合格
1、消除阻碍0603元器件边缘的其它元器件; 2、选用推力计,将仪器归零,≤30度角进行推 力试验; 3、检查元器件是否脱焊,记录元器件脱焊的数 值; 4、≥1.00Kgf判合格。
1、消除阻碍0805元器件边缘的其它元器件; 2、选用推力计,将仪器归零,≤30度角进行推 力试验; 3、检查元器件是否脱焊,记录元器件脱焊的数 值; 4、≥1.50Kgf判合格。