模具规格表
模具价格计算表

产品价格(€/啤)
€ 0.52
产品海运费用计算方 法: 产品空运费用计算方 法:
倍数
2.5
200USD/米^3 25元/KG
214297.5
参考价格
5000 3000 3000
0
5000
线切割加工成本
中走丝
1
慢走丝
内模 1 高度(mm)
估计顶针孔直径 (mm)
数量
0 16000
估计镶件孔周长 (mm)
数量
缸、螺纹结构) 0 0 0 0 0 0
0
内模1 线割成本 (RMB)
内模 2 高度(mm)
估计顶针孔直径 (mm)
0 数量
估计镶件孔周长 (mm)
数量
内模2 线割成本 (RMB)
0
core&cavity材料重量(/kg) 行位镶件&斜顶材料重量(/kg) core & cavity热处理 行位镶件&斜顶淬火热处理 core&cavity&行位镶件&斜顶材料价格 行位座和斜顶辅助材料单价(RMB/kg) 行位座重量(kg) 行位座淬火热处理 斜顶辅助材料重量(kg) 行位座和斜顶辅助材料价格 模具配件价格 热流道价格 运输、包装等价格
行位1
行位2
行位3
斜顶尺寸(mm) 厚度H(mm) 宽度W(mm)
斜顶在内模的长度L(mm)
长度L(mm) 数量(实际个数)
斜顶1
斜顶2
斜顶3
铜工尺寸(mm) 长度L(mm) 宽度W(mm) 高度H(mm) 数量
管理成本(RMB)
利润率 佣金 模具价格(RMB) 模具价格(USD) 模具价格(€)
铜工1
烘焙小知识蛋糕模具尺寸换算表(方模圆模)

烘焙⼩知识蛋糕模具尺⼨换算表(⽅模圆模)有的配⽅做的蛋糕是8⼨的,⽆奈家⾥只有6⼨的模具,于是就在微信后台留⾔这个尺⼨怎么换算?今天给⼤家整理了⼀些关于蛋糕模具换算的知识,⼲货必须收藏啊!蛋糕尺⼨换算表(圆模)查表⽅法:例如原配⽅是8⼨模具的量,想换成10⼨圆模,则在左侧原⽅尺⼨⼀栏找到8,在最上⾯⼀⾏换算尺⼨⼀栏找到10,对应的数字是1.56那么把8⼨配⽅的⽤量全部乘以1.56就得到了10⼨配⽅的⽤量。
蛋糕尺⼨换算表(⽅模)查表⽅法:同圆模。
计算原理(圆模)计算不同尺⼨的模具所需要的材料⽤量,实际就是要计算不同尺⼨模具做出来的蛋糕的体积差距。
圆柱形体积的计算公式为:底⾯积×⾼。
实际制作中,尽管尺⼨不同,但⼀般蛋糕的⾼度都是⼀样的,那么体积的⽐值实际就是底⾯积的⽐值。
底⾯积的公式是:π×半径的平⽅,实际上就是半径的平⽅的⽐值。
例如,8⼨的蛋糕圆模:10⼨的蛋糕圆模=8/2的平⽅:10/2的平⽅=16:25=1:1.56。
计算原理(⽅模)同样是6⼨模具,⽅形和圆形的⼤⼩是不⼀样的。
这是因为它们尺⼨的计算⽅法不同。
圆模具是按圆的半径计算,⽽⽅模具是按照对⾓线的⼀半来计算。
1英⼨≈2.54厘⽶。
对⾓线长计算公式:d = 1.4142×边长⽅形⾯积=对⾓线乘积的⼀半TIPS:1、表⾥的数据是根据计算得出的精确数值。
实际我们在换算的时候,可以取⼀个相对好计算的近似数值。
⽐如我们平时遇到最多的,将8⼨的⽤量换算成6⼨⽤量,按表中数值来说应该是将所有配料乘以0.56,但为了计算⽅便,我们平时⼀般都是将配料直接减半,也就是乘以0.5了。
2、烘焙温度与时间的调整。
⼀般来说,烤焙体积越⼤的蛋糕,越应该使⽤低温慢烤。
因为如果蛋糕体积⼤,内部温度不易升⾼,如果⽤较⾼的温度来烤,很容易出现蛋糕表⾯已经糊了,⽽内部还没有熟的情况。
所以,如果你的蛋糕尺⼨变⼤了,在烤的时候就必须适当降低温度,延长时间。
混凝土塑料模具规格型号
混凝土塑料模具规格型号一、引言混凝土建筑在现代建筑中占据重要地位,而混凝土模具作为混凝土建筑中的重要工具,直接影响到混凝土建筑的质量和效率。
塑料模具具有使用寿命长、重量轻、成本低、施工方便等优势,已成为混凝土模具的主流之一。
本文旨在提供一份全面的混凝土塑料模具规格型号。
二、材料选择塑料模具应选用优质的环保材料,如PP(聚丙烯)、PE(聚乙烯)等。
这些材料具有耐酸碱、耐腐蚀、不易老化、不易变形等优点,能够满足混凝土模具的使用要求。
三、规格型号1.基础模具:基础模具是建筑施工的重要组成部分,其尺寸大小应根据建筑设计要求而定。
基础模具的厚度一般为80mm-150mm,长度和宽度根据基础尺寸而定。
2.柱子模具:柱子模具是混凝土结构中重要的承重构件之一,其尺寸应根据设计要求而定。
一般来说,柱子模具的高度一般为2.5m-4m,直径为0.3m-1m。
3.梁板模具:梁板模具是混凝土结构中梁和板的模具,其尺寸应根据设计要求而定。
一般来说,梁板模具的厚度一般为80mm-150mm,长度和宽度根据设计要求而定。
4.墙板模具:墙板模具是混凝土结构中墙板的模具,其尺寸应根据设计要求而定。
一般来说,墙板模具的厚度一般为80mm-150mm,长度和宽度根据设计要求而定。
5.其他模具:如楼梯模具、花园路模具、桥梁模具等。
四、模具制作1.模具制作应按照标准尺寸制作,确保模具尺寸精度和模具质量。
2.模具表面应平整光滑,不得有任何划痕、裂纹等缺陷。
3.模具结构应合理,易于拆卸和组合,提高施工效率。
4.模具应具有一定的韧性和抗压性,能够承受混凝土的挤压力和震动力。
五、模具维护1.模具使用后要及时清洗,防止混凝土残留。
2.模具使用后要放置在干燥通风处,防止模具变形和老化。
3.模具不能用于不同类型的混凝土施工,以免影响施工质量。
六、结论混凝土塑料模具是混凝土建筑中不可或缺的工具,其规格型号应根据建筑设计要求而定。
模具的制作应确保精度和质量,维护应及时、有效,以保证混凝土建筑的质量和效率。
模具规格表_GM-070024

YES
PART THREE
PROJECT NUMBER 项目编号 PART NAME 产品名称 Closeout Cover DATE 日期 GOLDUS I.D. 华旭模具编号 2007.5.21 GM-070024
GATING SPECIFICATION [进胶要求] GATE TYPE (CONVENTIONAL) [水口类型/常规的] SUB 潜胶 (or BUCKET or TUNNEL) / TAB 大水口(or SIDE) / PIN POINT 细水口 / WINKLE 香蕉式水口 (or BANANA) / DIRECT 直接进胶 / FAN 扇形 / FILM 薄 片状 YUDO BALA SYSTEM HOT TIP (SINGLE DROP)热嘴 (单 咀) OTHER < Synventive > YUDO BALA SYSTEM HOT RUNNER (MULTI DROPS) 热流道 (多咀) OTHER < > (VALVE TYPE)针阀式 (OPEN TYPE)开式
MOULD BUILD SPECIFICATION 模具规格表
PROJECT NUMBER 项目编号 PART NAME 产品名称 Closeout Cover DATE 日期
Goldus Industrial & Commerce Ltd.
2007.5.21 GM-070024
GOLDUS I.D. 华旭模具编号
RCOPY/ YES ) OTHER ( MITSUMI/ , / ) PINS TO BE IDENTIFIED [顶针要有标识] EJECTOR BOX ADAPTER [顶出适配器] EJECTOR BAR [顶针杆] 1/2” UNC EJECTOR BOX TAPPED [顶针杆螺纹] EJECTION SPRINGS [顶针弹簧] MICROSWITCH ON EJECTOR BOX [顶出限位开关] EGP + BUSHES IN EJECTOR BOX [中托司 / 顶针导向] BUSH TYPE 导套类型 > BALL 滚珠( )/GRAPHITE 石墨(YES )/BRONZE 青铜 (YES)/STEEL 钢( )/NONE 无( ) UP + AWAY EJECTOR TO BE GUIDED [斜顶导向] UP + AWAY TOUGHRIDED [斜顶加硬] UP + AWAY SLIDING FOOT (SELF LUBRICATED) 斜顶底部耐磨板[自润滑]
混凝土预制构件模具规格
混凝土预制构件模具规格一、概述混凝土预制构件模具是一种用于生产混凝土预制构件的工具,其规格直接影响到生产出的构件的尺寸和质量。
因此,一个合格的混凝土预制构件模具规格的设计是至关重要的。
二、模具类型混凝土预制构件模具的类型根据构件的形状和尺寸而定。
常见的模具类型有平板模具、梁模具、柱模具、墙板模具、桥梁模具等。
本文主要以平板模具为例,介绍混凝土预制构件模具的规格设计。
三、模具尺寸1. 外观尺寸模具的外观尺寸应根据生产构件的尺寸而定。
通常情况下,平板模具的外观尺寸为长宽高1500mm*1200mm*800mm。
2. 内部尺寸内部尺寸是指模具内部产生构件的最大空间。
模具的内部尺寸应该比实际构件的尺寸要大一些,以便加入混凝土时不会出现渗漏或泄漏。
例如,对于一个1.2m*1.0m*0.1m的构件,其模具的内部尺寸应该为1.3m*1.1m*0.2m。
四、模具材料混凝土预制构件模具的材料应该具有以下特点:1. 耐磨性模具的内部表面经常会受到混凝土的冲击和摩擦,因此需要选择耐磨性好的材料,如高强度钢板、特种合金等。
2. 耐腐蚀性模具会接触到混凝土中的化学物质,如硫酸、氯离子等,需要选择耐腐蚀性好的材料,如不锈钢、耐酸碱钢等。
3. 耐热性混凝土浇注时需要加热,模具需要具有一定的耐热性,以免变形或损坏。
五、模具结构1. 模板模板是模具的主体部分,应该采用多层板材拼接而成,以提高强度和稳定性。
2. 支撑结构支撑结构是模具的支撑和固定部分,应该采用钢管或钢板材料,以提高稳定性和耐用性。
3. 防漏结构防漏结构是模具的关键部分,应该采用密封件或防漏涂层等方式,以防止混凝土渗漏或泄漏。
六、模具加工工艺1. 制作模板制作模板应该采用先进的数控切割机、数控钻床等设备,以保证尺寸精度和加工质量。
2. 组装模具组装模具应该采用专业的组装工具和设备,以保证模具的精度和稳定性。
3. 表面处理表面处理应该采用防腐涂层或防漏涂层等方式,以提高模具的耐用性和防漏性。
模具标准件数据手册

6.35的隔热板 36"X36" THIS-3636-2
36"X24" THIS-2436-2
D-M-E 回程杆及对应的PRO标准
Return Pins
M 总长 (in)
3-9/16" 4-1/16" 4-9/16" 5-1/16" 5-9/16" 6-1/16" 6-9/16" 7-1/16" 7-9/16" 8-1/16"
Non Non
O =7/32 5.56mm
O =9/32 7.14mm
O =11/32 8.73mm
SPRB1-712 SPRB1-912 SPRB1-112
SPRB2-712 SPRB2-912 SPRB2-112
SPRB3-712 SPRB3-912 SPRB3-112
SPRB4-712 SPRB4-912 SPRB4-112
61.12
83.34
U-6604
73.82
96.04
B-6600
23.02
45.24
B-6601
35.72
57.94
B-6602
48.42
70.64
B-6603
61.12
83.34
B-6604
73.82
96.04
B系列
B-6605
25.4
86.52
108.74
5.56
B-6606
99.22
121.44
B-6607
111.92
134.14
B-6608
124.62
146.84
B-6610
150.02
模具开模规格书

二 板模三板模部品材質厚度硬度公模進膠IMR IMF IML 公模板HRC: 模IN-MOLD 雙色射出RHCM 其他母模板HRC: 熱灌嘴*___隔熱板廠牌:模公模仁HRC:模 穴 數母模仁HRC: 塑膠材質料商具滑塊HRC: 縮水率斜梢HRC: 具咬花型號 : 指定咬花廠:材耐磨板HRC: 鏡面號數: 壓塊HRC:放電花噴砂質表面氮化公模仁母模仁其他 :規0度束塊 5 度束塊圓錐束塊機台噸數TON 全自動手動射灌氮氣氣針不需出螺桿直徑mm 格保證模次 機射嘴 R mm 模座最大尺寸規定位環直徑mm 格射嘴伸長量mm頂針不需需頂出套筒不需需頂扁頂針不需需公模整板頂出不需需出頂出塊不需需兩段頂出不需需延遲頂出不需需系頂板導梢不需需回位梢彈簧不需需統不需需是(附圖說明)否*確認射出機頂桿規格頂板回位極限開關不需需模具端頂出早回機構不需需側式 *___搭接式 * ___扇形 *___針點 * ___牛角式 *___直接式 *___潛伏式灌頂針*___潛伏式灌R IB*___潛伏式灌成品*___模板模仁斜梢冷模板模仁斜梢卻滑塊流道剝料板系φ6φ8φ10φ11.5統PT 1/8" PT 1/4"NPT 1/8"NPT 1/4"水路沉頭規格φ24x18φ30x25母模滑塊 *___不需側公模滑塊 *___不需向機械式彈簧作油壓缸動壓塊不需需機耐模板不需需構束 塊外觀要求 / 表面處理機構工程師需 * 廠牌 :備註塑件取出方式 Tie-Bar間距(H*V)模具規格書灌點型式母模側冷卻水路模具供應商: 模號: 模具開模時間( TS): 第一次試模日期(T1):機 種: 零件料號(P/N): 開模檢討日期:零件名稱: 模具料號(P/N):模 具 結 構作動方式模具工程師滑塊位置水路接頭排位圖公模側模具廠斜梢成形廠公模斜梢 * 母模斜梢 *灌點型式光宝科技(常州)有限公司 塑膠模具開發規格表mm 射出機頂桿強制回位機構125*。
模具规格表

12/15
M14 M14 10
15/20
10 M16 M16 12 12 12 12 12 12 M20 M20
20/30
139 × 100 10 159 × 120 10 193 × 120 M14 600 193 × 140 139 × 100 10 159 × 120 10 178 × 130 135 12 12 60/90 65 10 198 × 150 155 12 12 60/90 75 10 1000 228 × 150 180 12 12 60/90 90 M16 178 × 130 10 198 × 130 10 248 × 160 190 14 14 60/90 80 12 248 × 180 190 14 14 60/90 90 12 248 × 200 278 × 180 220 14 14 45/60 135/120 90 12 278 × 200 220 14 14 45/60 135/120 110 12 1800 278 × 220 328 × 220 328 × 240 270 16 16 45/60 135/120 140 12 380 × 240 380 × 280 销钉角度和螺钉角度按照下模打开后的俯视图 以上销钉角度和螺钉角度适用于常规模。分流模定位销在特殊情况根据设计自定 φ 139-φ 240一般平模定位销角度为60/90度和240/180度二销,不用螺钉 φ 278开始一般平模定位销角度为45/60度和135/120度二销,对角二螺钉。特殊情况设计定。
ቤተ መጻሕፍቲ ባይዱ销钉 螺丝角 角度 度 60/90 60/90 60/90
家强铝业模具规格表
分流模: 吨位 规格 止口 直径 120 140 170 170 158 178 205 205 220 220 250 250 300 300 350 350 定位 外径 100 120 150 止 口 突 9 9 10 10 10 10 10 10 11 11 11 11 12 12 12 12 销 径 10 10 12 止 口 深 6 6 7 7 7 7 7 7 8 8 8 8 8 8 8 8 螺 径 10 10 12 定位 外径 100 120 150 150 135 155 180 180 190 190 220 220 270 270 320 320 销径 10 10 12 12 12 12 12 12 14 14 14 14 16 16 16 16 螺径 10 10 12 12 12 12 12 12 14 14 14 14 16 16 16 16 模面 厚度 50 60 60 销钉角 度 45/60 60 45 45 45/60 45/60 45 45 45/60 45/60 45/60 45/60 45/60 45/60 45 45 顶销 螺丝角 下模 度 净厚 135/120 50 120 60 135 60 135 70 135/120 65 135/120 135 135 135/120 135/120 135/120 135/120 135/120 135/120 135 135 吊装 75 75 90 80 100 100 100 100 100 100 130 暗室深度 12 14 14 15 15 16 18 18 20 20 22 22 25 25 28 28 顶 销 10 10 吊 装 139 × 100 159 × 120 600 193 × 120 193 × 140 178 × 130 198 × 130 1000 198 × 150 228 × 150 228 × 180 248 × 160 248 × 180 248 × 200 278 × 180 278 × 200 1800 278 × 220 328 × 220 328 × 240 380 × 240 380 × 280 平面模/整体模 吨位 规格
模具参数表
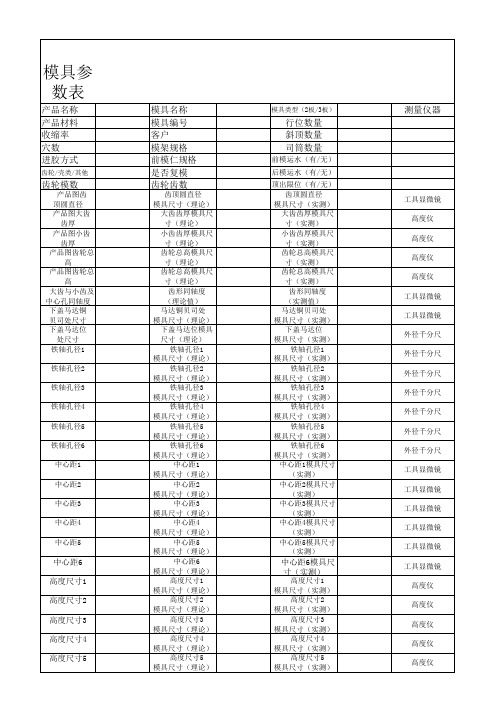
产品名称 产品材料 收缩率 穴数 圆直径 产品图大齿 齿厚 产品图小齿 齿厚 产品图齿轮总 高 产品图齿轮总 高 大齿与小齿及 中心孔同轴度 下盖马达铜 贝司处尺寸 下盖马达位 处尺寸 铁轴孔径1 铁轴孔径2 铁轴孔径3 铁轴孔径4 铁轴孔径5 铁轴孔径6 中心距1 中心距2 中心距3 中心距4 中心距5
模具类型(2板/3板)
测量仪器
行位数量 斜顶数量 司筒数量
前模运水(有/无) 后模运水(有/无) 顶出限位(有/无) 齿顶圆直径 模具尺寸(实测) 大齿齿厚模具尺 寸(实测) 小齿齿厚模具尺 寸(实测) 齿轮总高模具尺 寸(实测) 齿轮总高模具尺 寸(实测) 齿形同轴度 (实测值) 马达铜贝司处 模具尺寸(实测) 下盖马达位 模具尺寸(实测) 铁轴孔径1 模具尺寸(实测) 铁轴孔径2 模具尺寸(实测) 铁轴孔径3 模具尺寸(实测) 铁轴孔径4 模具尺寸(实测) 铁轴孔径5 模具尺寸(实测) 铁轴孔径6 模具尺寸(实测) 中心距1模具尺寸 (实测) 中心距2模具尺寸 (实测) 中心距3模具尺寸 (实测) 中心距4模具尺寸 (实测) 中心距5模具尺寸 (实测)
工具显微镜 高度仪 高度仪 高度仪 高度仪 工具显微镜 工具显微镜 外径千分尺 外径千分尺 外径千分尺 外径千分尺 外径千分尺 外径千分尺 外径千分尺 工具显微镜 工具显微镜 工具显微镜 工具显微镜 工具显微镜 工具显微镜 高度仪 高度仪 高度仪 高度仪 高度仪 高度仪
中心距6 高度尺寸1 高度尺寸2 高度尺寸3 高度尺寸4 高度尺寸5 高度尺寸6
中心距6模具尺 寸(实测)
高度尺寸1 模具尺寸(实测) 高度尺寸2 模具尺寸(实测) 高度尺寸3 模具尺寸(实测) 高度尺寸4 模具尺寸(实测) 高度尺寸5 模具尺寸(实测) 高度尺寸6 模具尺寸(实测)
混凝土构件模具规格

混凝土构件模具规格一、引言混凝土构件模具是用于制作混凝土构件的重要工具,由于不同的混凝土构件在尺寸、形状、强度等方面的要求不同,因此需要制定相应的模具规格,以确保制作出符合要求的混凝土构件。
本文将围绕混凝土构件模具规格展开详细的阐述。
二、模具尺寸规格1. 模具长度模具长度应根据构件长度要求进行设计,一般情况下,模具长度应略大于构件长度,以便于脱模。
如制作长度为3000mm的墙板,模具长度应控制在3100mm左右。
2. 模具宽度模具宽度应根据构件宽度要求进行设计,一般情况下,模具宽度应略大于构件宽度,以便于脱模。
如制作宽度为600mm的墙板,模具宽度应控制在610mm左右。
3. 模具高度模具高度应根据构件高度要求进行设计,一般情况下,模具高度应略大于构件高度,以便于脱模。
如制作高度为200mm的墙板,模具高度应控制在210mm左右。
1. 模具底面结构模具底面应设计为平整、光滑的结构,以保证混凝土构件的底面平整、无缺陷。
底面应设有排水孔,以确保混凝土能够顺利流出。
2. 模具侧面结构模具侧面应根据构件形状进行设计,一般情况下,应设计为可拆卸的结构,以便于脱模。
侧面应设有支撑杆,以确保混凝土构件的侧面光滑、无缺陷。
3. 模具顶面结构模具顶面应设计为可拆卸的结构,以便于脱模。
顶面应设有加强筋,以确保混凝土构件的顶面平整、无缺陷。
四、模具材料规格1. 模具板材模具板材应选用优质的防潮、耐磨材料,如多层板、钢板等。
板材表面应平整、光滑,无毛刺、无裂缝、无凹凸不平。
2. 模具支撑杆模具支撑杆应选用优质的钢材,如Q235、45#等。
支撑杆表面应光滑,无毛刺、无裂缝、无锈蚀。
3. 模具加强筋模具加强筋应选用优质的钢材,如Q235、45#等。
加强筋表面应光滑,无毛刺、无裂缝、无锈蚀。
1. 模具制作模具制作应根据设计规格进行,严格控制尺寸和结构的精度。
制作过程中应注意模具板材的防潮、防霉,支撑杆和加强筋的加工精度。
2. 模具使用模具使用时应按照设计规格进行,避免超载、超规格使用。
模具制作通用标准

模具制作通用标准一、设计1、提供给客户确认的图纸上,需包含有组立图、材料表、油压回路图等。
2、所有的图纸都需采用第三角法。
3、图纸上的所有尺寸及标准零件都以公制标示。
4、模具开始备料及加工前,需由客户工程部确认图面。
但是图面的确认并不能免除模具制造厂的责任。
5、在模具组立图上,必须清楚表示以下的各个细节:(1)品名(2)成品的材料(3)材料的缩水率(4)模具最大的尺寸,包括突出的零件(5)最大的顶出行程(6)模具的重量(7)使用机台的吨数(8)钢材的材质及硬度(9)进胶点(10)顶针的位置、数量及尺寸(11)成品的分模线(12)水路的位置及进出口编号(13)吊模孔(14)夹模的位置及尺寸(15)模具的强回机构(16)定位环的尺寸(17)顶出孔的数量、位置及尺寸(18)灌嘴的尺寸(19)成品倒勾脱离机构的形式、行程及安全保护装置(20)采用成品档案的版本号(21)模具的定位和导向装置6、成品的材料及缩水率由客户工程部提供及确认。
7、模具的分模线不可以在成品的外观面上,如果是因为成品本身的因素,需经客户工程部的书面确认。
8、顶出机构的设计是不能采用喷脱模剂的方法。
9、进胶点的位置不可以在成品的外观面上,并要保证有良好的充填。
在适当的位置需有排气槽,避免包风。
10、有行位的模具在行位底部和压座上必须加做耐磨块。
11、所有的模具必须做模具铭牌。
在模架每块板的天则的右角必须打上我司的模具编号。
12、模具出货时,模具厂必须提供最新并且包括有组立图、所有零件的2D及3D的电子图档及打印好的模具组立图一份。
其版权为客户所有,不得私自提供给其他的使用者。
二、钢材的材料及热处理1、依下列表格的要求选用模仁的材料2、滑动件,包括滑块、侧护板、耐磨板、斜顶、斜顶导向块等,其表面都必须氮化处理或采用淬火处理;需相互摩擦的同材料零件必须有HRC3-5度硬度差。
3、在模仁和其它零部件的侧面必须有钢材的名称及硬度的记号,如下图:4、如果需要补焊,需得到客户工程部的书面同意。
模具验收规格表(1)
日期:
确认:
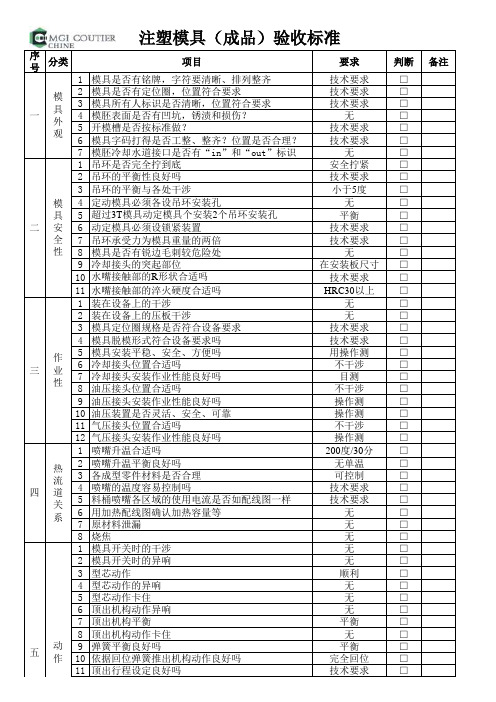
注塑模具(成品)验收标准
序号 分类 1 2 3 4 5 6 7 1 2 3 4 5 6 7 8 9 10 11 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 1 2 3 4 5 6 7 8 9 10 11 项目 模具是否有铭牌,字符要清晰、排列整齐 模具是否有定位圈,位置符合要求 模具所有人标识是否清晰,位置符合要求 模胚表面是否有凹坑,锈渍和损伤? 开模槽是否按标准做? 模具字码打得是否工整、整齐?位置是否合理? 模胚冷却水道接口是否有“in”和“out”标识 吊环是否完全拧到底 吊环的平衡性良好吗 吊环的平衡与各处干涉 定动模具必须各设吊环安装孔 超过3T模具动定模具个安装2个吊环安装孔 动定模具必须设锁紧装置 吊环承受力为模具重量的两倍 模具是否有锐边毛刺较危险处 冷却接头的突起部位 水嘴接触部的R形状合适吗 水嘴接触部的淬火硬度合适吗 装在设备上的干涉 装在设备上的压板干涉 模具定位圈规格是否符合设备要求 模具脱模形式符合设备要求吗 模具安装平稳、安全、方便吗 冷却接头位置合适吗 冷却接头安装作业性能良好吗 油压接头位置合适吗 油压接头安装作业性能良好吗 油压装置是否灵活、安全、可靠 气压接头位置合适吗 气压接头安装作业性能良好吗 喷嘴升温合适吗 喷嘴升温平衡良好吗 各成型零件材料是否合理 喷嘴的温度容易控制吗 料桶喷嘴各区域的使用电流是否如配线图一样 用加热配线图确认加热容量等 原材料泄漏 烧焦 模具开关时的干涉 模具开关时的异响 型芯动作 型芯动作的异响 型芯动作卡住 顶出机构动作异响 顶出机构平衡 顶出机构动作卡住 弹簧平衡良好吗 依据回位弹簧推出机构动作良好吗 顶出行程设定良好吗 要求 技术要求 技术要求 技术要求 无 技术要求 技术要求 无 安全拧紧 技术要求 小于5度 无 平衡 技术要求 技术要求 无 在安装板尺寸里 技术要求 HRC30以上 无 无 技术要求 技术要求 用操作测 不干涉 目测 不干涉 操作测 操作测 不干涉 操作测 200度/30分 无单温 可控制 技术要求 技术要求 无 无 无 无 无 顺利 无 无 无 平衡 无 平衡 完全回位 技术要求 判断 □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ 备注六Biblioteka 型 腔 面 识 别 确 认