024锂电池叠片工序检查记录表
合集下载
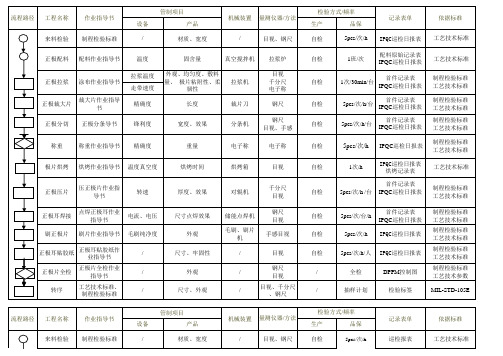
锂电池 QC工程表(1-4车间)
铝壳卷绕作业指 导书
卷芯TQC全检
TQC测短路作业 指导书
设备
管制项目 产品
/
尺寸、效果
卷针光滑度 电压
卷针尺寸、卷芯尺寸、 卷芯质量
正负极摆放位置 外 观、短路
机械装置 量测仪器/方法
刀片 卷绕机 高压测试仪
钢尺、目视
卡尺 目视 高压测试仪 目视
吸尘
吸尘作业指导书
/
外观
吸尘器
目视
压芯 贴胶纸
压卷芯作业指导 压力、时间、
正极分切 正极分条导书
锋利度
宽度、效果
分条机
目视 千分尺 电子称
钢尺
钢尺 目视、手感
称重
称重作业指导书 精确度
重量
电子称
电子称
极片烘烤 烘烤作业指导书 温度真空度
烘烤时间
烘烤箱
目视
正极压片
压正极片作业指 导书
转速
正极耳焊接
点焊正极耳作业 指导书
电流、电压
刷正极片 刷片作业指导书 毛刷纯净度
正极耳贴胶纸
流程路径 工程名称
作业指导书
来料检验 制程检验标准
设备 /
管制项目 产品
材质、宽度
机械装置 量测仪器/方法
/
目视、钢尺
正极配料 配料作业指导书
温度
固含量
真空搅拌机 拉浆炉
正极拉浆 涂布作业指导书
正极裁大片
裁大片作业指导 书
拉浆温度 走带速度
精确度
外观、均匀度、敷料 量、 极片粘附性、柔
韧性
长度
拉浆机 裁片刀
目视 目视 目视
/ 电流、电压
/
盖壳相对位置 短路、外观 短路、外观
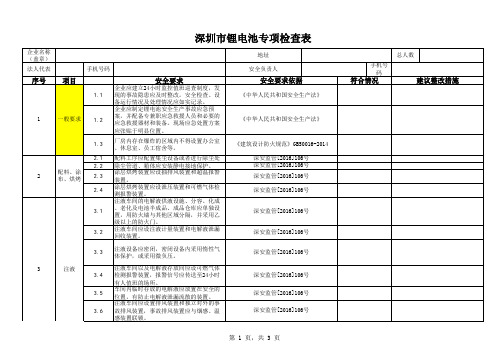
深圳锂电池行业企业安全生产检查表

3.4.1 化成、分容、老化应有过压充电保护、过流充电保护、欠压放电 保护、过载保护、短路保护、耐高压保护等安全保护措施。
3.4.2 化成、分容、老化期间应定期检查电池是否有鼓胀、电解液漏 出,并设置事故电池处理桶,将事故电池放入桶中。检查情况应做好相 关记录。
3.4.3 分容、化成、老化车间应设置设烟感、温感自动报警装置,报警 信号应传送至24小时有人值班的场所。
3.1.1 危险化学品使用设备、设施应设置在独立的地方,应远离热源、 火源。
3.1.2 散发可燃气体、蒸汽的作业场所应设置可燃气体检测仪和抽排风 装置。
3.1.3 易燃液体的搅拌、混合、调合设备的所有金属零部件应进行防静 电跨接并接地,搅拌作业应使用不产生火花的工具。
3.1
一般要 求
3.1.4
作业场所和安全设施、设备上应设置明显的安全警示标志。
4.6 电池正负极位置应有绝缘保护措施。
4.7 电池仓库应设置自动喷淋设施。
4.8 电池不得满负荷存放,建议30%电量存放。
4.9 半成品电池应安装保护板。
4.10 废旧电池应做放电处置后,单独存放。
5.1 存在危险化学品气体、蒸气的场所应采用防爆型电气设备。
5 电气安全
5.2 电气设备、构建的外壳应设置接地保护。
库应清洁干燥,通风良好,不得存放其他物品。
4.3
电池、电芯仓库应设烟感、温感报警装置,报警信号应传送至24小时有 人值班的场所。
4.4
电池、电芯仓库应设置独立对外的事故排风装置,事故排风装置应与烟 感、温感报警装置联锁。
4.5
电池、电芯摆放整齐,不得堆放过高。电池、电芯货架、存放设施应使 用不燃烧材料制作,并采取防静电措施。
整改情况
锂电池生产复合带定位巡检记录表

复合带定位巡检记录表
工序:点壳
型号:
批号:
日期: 型号:
批号:
型号:
批号:
项目
点壳(复合带定位)
点壳(复合带定位)
点壳(复合带定位)
复合带 复合带
焊
复合带 复合带至
焊
复合带 复合带
标准
机
至铝壳
至铝壳
焊接 接
焊接 焊接 外观
机
至铝壳
焊接
铝壳侧边
接
焊接 焊接 外观
机 至铝壳
至铝壳
焊接 焊接 焊接 焊接 外观
拟定:
审核:
MF/Q 674/A
电流
时间 热量
电流
时间 热量
电流 电压 时间 热量
台 边缘距 侧边距
电
台 边缘距 距离
电
台 边缘距 侧边距
判定 备注
号离
离
压 1~4
无焊 号 离
20-
150- 斜/焊
时间
/4~ 4~10
50A
300 裂/虚
8
焊
压 1~4
无焊 号 离
离
无焊斜
20-
150- 斜/焊
20- 1~4/
150-
/4~ 4~10
4~10
/焊裂/
50A
300 裂/虚
异常描述与总结:
说明:1).IPQC对以上规定项目巡检时,无具体测量值的合格打“√”,不合格打“×”。2).巡检均要稽查工艺执行情况/设备保养/物料标识/安全防范(劳保用品)/员工点检情况及7S等,异 常情况按异常处理流程执行。3)巡检从:人、机、料、法、环、数据信息、测量进行临控。4)每天对车间的仪器的校准期与有效性进行确认。5)不良品必须使用不良品盒盛装并且用不良品标识标 注。
工序:点壳
型号:
批号:
日期: 型号:
批号:
型号:
批号:
项目
点壳(复合带定位)
点壳(复合带定位)
点壳(复合带定位)
复合带 复合带
焊
复合带 复合带至
焊
复合带 复合带
标准
机
至铝壳
至铝壳
焊接 接
焊接 焊接 外观
机
至铝壳
焊接
铝壳侧边
接
焊接 焊接 外观
机 至铝壳
至铝壳
焊接 焊接 焊接 焊接 外观
拟定:
审核:
MF/Q 674/A
电流
时间 热量
电流
时间 热量
电流 电压 时间 热量
台 边缘距 侧边距
电
台 边缘距 距离
电
台 边缘距 侧边距
判定 备注
号离
离
压 1~4
无焊 号 离
20-
150- 斜/焊
时间
/4~ 4~10
50A
300 裂/虚
8
焊
压 1~4
无焊 号 离
离
无焊斜
20-
150- 斜/焊
20- 1~4/
150-
/4~ 4~10
4~10
/焊裂/
50A
300 裂/虚
异常描述与总结:
说明:1).IPQC对以上规定项目巡检时,无具体测量值的合格打“√”,不合格打“×”。2).巡检均要稽查工艺执行情况/设备保养/物料标识/安全防范(劳保用品)/员工点检情况及7S等,异 常情况按异常处理流程执行。3)巡检从:人、机、料、法、环、数据信息、测量进行临控。4)每天对车间的仪器的校准期与有效性进行确认。5)不良品必须使用不良品盒盛装并且用不良品标识标 注。
电池出货检验记录表

电池出货检验记录表
客户
电芯生产日期
订单号
生产批号
品牌
订单数量(PCS)
型号
检验日期
检验依据
GB/T2828.1-2000
检验结果
项目
抽样方法
抽样数量
验收标准
不合格数量
判定
Ac
Re
电池外观
重缺陷
一般检验水平Ⅱ
□合格 □不合格
轻缺陷
开路电压
一般检验水平Ⅰ
□合格 □不合格
短路电流
特殊检查水平S-3
□合格 □不合格
总高
n=20
□合格 □不合格
外径
n=20
□合格 □不合格
包装单位外观
重缺陷
一般检验水平Ⅰ
□合格 □不合格
轻பைடு நூலகம்陷
包装箱
特殊检查水平S-3
□合格 □不合格
包装方式
□合格 □不合格
验电标准
开路电压:
短路电流:
电池日期码
测试数据
外径
总高
开路电压
短路电流
最终判断
□合格□不合格
放电范围
检验员
审核
批准
客户
电芯生产日期
订单号
生产批号
品牌
订单数量(PCS)
型号
检验日期
检验依据
GB/T2828.1-2000
检验结果
项目
抽样方法
抽样数量
验收标准
不合格数量
判定
Ac
Re
电池外观
重缺陷
一般检验水平Ⅱ
□合格 □不合格
轻缺陷
开路电压
一般检验水平Ⅰ
□合格 □不合格
短路电流
特殊检查水平S-3
□合格 □不合格
总高
n=20
□合格 □不合格
外径
n=20
□合格 □不合格
包装单位外观
重缺陷
一般检验水平Ⅰ
□合格 □不合格
轻பைடு நூலகம்陷
包装箱
特殊检查水平S-3
□合格 □不合格
包装方式
□合格 □不合格
验电标准
开路电压:
短路电流:
电池日期码
测试数据
外径
总高
开路电压
短路电流
最终判断
□合格□不合格
放电范围
检验员
审核
批准
锂电池生产铝壳点焊极片巡检记录表

s 焊/ Mpa s
无过
焊
负极焊镍极耳
正极压极耳
负极压极耳
负极耳胶纸
刷粉
极耳胶
极耳尾 焊
焊保
压
压
胶
与极
极耳
极耳至
每次
每次
极片
拉
与极片
部至极 点 气 接 压
拉时
气片
气片
纸胶纸 胶纸 耳胶
外露
极片顶
外观
压片
外观 时间 压片
外观
外观 堆放 外观
力
重叠尺
片边缘 数 压 时 时
力间
压次
压次
位长度 宽度 重叠
尺寸
整齐
完全包
无破
、数
0- 住焊趾
损、
量不
1.5mm /胶纸褶皱超过无折皱扭曲
50PCS
扭曲
趾
备注
异常描述与总结:
说明:1).IPQC对以上规定项目巡检时,无具体测量值的合格打“√”,不合格打“×”。2).巡检均要稽查工艺执行情况/设备保养/物料标识/安全防范(劳保用品)/员工点检情况及7S等,异常情况按异常处理流程执行。3)巡检从:人、机、料、法、环、 数据信息、测量进行临控。4)每天对车间的仪器的校准期与有效性进行确认。5)不良品必须使用不良品盒盛装并且用不良品标识标注。
生产批号:
型号:
铝壳点焊极片巡检记录表
日期:
工序:铝壳点焊正负极片
项目
标准
极耳 至极 片顶 端距 离
时间
正极焊铝极耳
第一 个焊 点至 极片 边缘 距离
极耳 外露 尺寸
极耳 尾部 至极 片边 缘距
离
焊
焊保
点气接压 外观
无过
焊
负极焊镍极耳
正极压极耳
负极压极耳
负极耳胶纸
刷粉
极耳胶
极耳尾 焊
焊保
压
压
胶
与极
极耳
极耳至
每次
每次
极片
拉
与极片
部至极 点 气 接 压
拉时
气片
气片
纸胶纸 胶纸 耳胶
外露
极片顶
外观
压片
外观 时间 压片
外观
外观 堆放 外观
力
重叠尺
片边缘 数 压 时 时
力间
压次
压次
位长度 宽度 重叠
尺寸
整齐
完全包
无破
、数
0- 住焊趾
损、
量不
1.5mm /胶纸褶皱超过无折皱扭曲
50PCS
扭曲
趾
备注
异常描述与总结:
说明:1).IPQC对以上规定项目巡检时,无具体测量值的合格打“√”,不合格打“×”。2).巡检均要稽查工艺执行情况/设备保养/物料标识/安全防范(劳保用品)/员工点检情况及7S等,异常情况按异常处理流程执行。3)巡检从:人、机、料、法、环、 数据信息、测量进行临控。4)每天对车间的仪器的校准期与有效性进行确认。5)不良品必须使用不良品盒盛装并且用不良品标识标注。
生产批号:
型号:
铝壳点焊极片巡检记录表
日期:
工序:铝壳点焊正负极片
项目
标准
极耳 至极 片顶 端距 离
时间
正极焊铝极耳
第一 个焊 点至 极片 边缘 距离
极耳 外露 尺寸
极耳 尾部 至极 片边 缘距
离
焊
焊保
点气接压 外观
深圳市锂电池专项检查表
置排风机都应采用防爆型。
火灾危险环境电气装置施工及验收规范
充电老化时,不同厂、不同批次的电池不
4.8 得组成电池组进行充放电。废旧损坏电池
深安监管[2016]106号
不得充放电和检验。 分容柜排与排之间的操作空间间距不得小
4.9
于1.1米。柜与柜之间安全通道不得小于 0.8米,排与墙之间间距不得小于0.6米,
第 2 页,共 3 页
5.3
电池、电芯仓库应设烟感、温感报警装 置,报警信号应传送至24小时有人值班的
深安监管[2016]106号
电池、电芯仓库应设置独立对外的事故排
5.4 风装置,事故排风装置应与烟感、温感报 警装置联锁。
深安监管[2016]106号
电池、电芯摆放整齐,不得堆放过高。电
5.5 池、电芯货架、存放设施应使用不燃烧材 料制作,并采取防静电措施。
深安监管[2016]106号
老化宜采用间接加热方式加热,加热装置
应设在老化房外。老化房应设温感声光报 4.6 警装置,并与加热装置连锁。应定期对加
深安监管[2016]106号
热装置进行检维修,保证老化房温度超标 时,加热装置能自动停止加热。
4.7
老化车间事故排风机、灯具和涂层烘烤装 GB 50257-2014 电气装置安装工程爆炸和
应张贴于明显位置。
1.3
厂房内存在爆炸的区域内不得设置办公室 、休息室、员工宿舍等。
2.1 配料工序应配置集尘设备或者进行除尘处
2.2 除尘管道、箱体应安装静电接地保护。
2
配料、涂 布、烘烤
2.3
涂层烘烤装置应设抽排风装置和超温报警 装置。
2.4
涂层烘烤装置应设泄压装置和可燃气体检 测报警装置。
锂电池生产及品质检验一整套记录表单

日期:
现有电池状态描述:
建议让步接收标准:
签名/日期:
(□业务部 □品保中心 □生产部 )
让步接收数量:
业务部意见(业务员):
申请人/日期:
评审意见
签名/日期 工程部意见(工程部长,必要时需事业部总工审批):
品保中心意见(品质主管或工程师):
签名/日期
最终评审意见(品质部长,必要时需事业部总经理审批):
理论
备注
记录:
□其它情况: 实测
审核:
环境湿度: 浆料细度:
标准:≤50%
最终粘度值:
版次:V1.0 修改日期:2014.03.14
表单编号:QR-0802-20
日期: 巡查时间 工序
涂布
对辊
工位 正极 负极 正极 负极
巡检结果
QC组长巡检记录表 是否异常
奖罚得分 当班QC
备注
当日巡查工作总结:
制程中出现的都是一些低级的错误,在后序工作中严抓这些问题,基本问题先解决好,后面的大问题,大异常才能有 所改善预防
最终判定(Total)
备注(Remark) X-N
A2
检验结论Result 口 允许(Accept)
SGS编号:2080715/EL
口 拒收(Reject)
检验员(Inspector):
审核(Checker):
QMS-0024-002D VER 00/01
第一联(the first):OQC(白色white)
第二联(the second): 客户联customer(黄色yellow)
日期:
极性:正极
生产批号/型号 材料
型号
批号
QC配料监控表
机号:
7.锂电池专项检查表
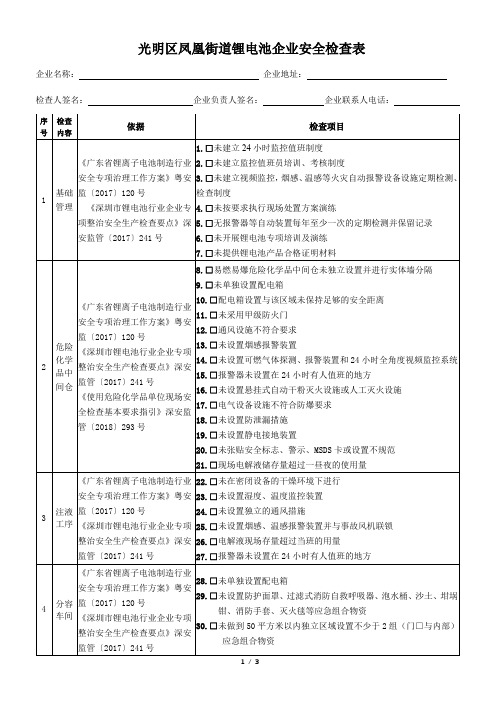
13.□未设置烟感报警装置
14.□未设置可燃气体探测、报警装置和24小时全角度视频监控系统
15.□报警器未设置在24小时有人值班的地方
16.□未设置悬挂式自动干粉灭火设置防泄漏措施
19.□未设置静电接地装置
20.□未张贴安全标志、警示、MSDS卡或设置不规范
51.□未做到24小时全角度视频监控系统
52.□未做到室内消火栓保护范围在25米以内或在门口设置伸缩应急消防水管
6
老化车间
《广东省锂离子电池制造行业安全专项治理工作方案》粤安监〔2017〕120号
《深圳市锂电池行业企业专项整治安全生产检查要点》深安监管〔2017〕241号
53.□未单独设置并进行实体墙分隔
54.□未采用甲级防火门
55.□未单独设置配电箱
56.□配电箱设置与该区域未保持足够的安全距离
57.□未设置防护面罩、过滤式消防自救呼吸器、泡水桶、沙土、坩埚钳、消防手套、灭火毯等应急组合物资
58.□未做到50平方米以内独立区域设置不少于2组(门□与内部)应急组合物资
59.□未做到50-100平方米的区域按对角或主纵横通道端配备不少于4组应急组合物资
《深圳市锂电池行业企业专项整治安全生产检查要点》深安监管〔2017〕241号
《使用危险化学品单位现场安全检查基本要求指引》深安监管〔2018〕293号
8.□易燃易爆危险化学品中间仓未独立设置并进行实体墙分隔
9.□未单独设置配电箱
10.□配电箱设置与该区域未保持足够的安全距离
11.□未采用甲级防火门
12.□通风设施不符合要求
光明区凤凰街道锂电池企业安全检查表
企业名称:企业地址:
检查人签名:企业负责人签名:企业联系人电话:
14.□未设置可燃气体探测、报警装置和24小时全角度视频监控系统
15.□报警器未设置在24小时有人值班的地方
16.□未设置悬挂式自动干粉灭火设置防泄漏措施
19.□未设置静电接地装置
20.□未张贴安全标志、警示、MSDS卡或设置不规范
51.□未做到24小时全角度视频监控系统
52.□未做到室内消火栓保护范围在25米以内或在门口设置伸缩应急消防水管
6
老化车间
《广东省锂离子电池制造行业安全专项治理工作方案》粤安监〔2017〕120号
《深圳市锂电池行业企业专项整治安全生产检查要点》深安监管〔2017〕241号
53.□未单独设置并进行实体墙分隔
54.□未采用甲级防火门
55.□未单独设置配电箱
56.□配电箱设置与该区域未保持足够的安全距离
57.□未设置防护面罩、过滤式消防自救呼吸器、泡水桶、沙土、坩埚钳、消防手套、灭火毯等应急组合物资
58.□未做到50平方米以内独立区域设置不少于2组(门□与内部)应急组合物资
59.□未做到50-100平方米的区域按对角或主纵横通道端配备不少于4组应急组合物资
《深圳市锂电池行业企业专项整治安全生产检查要点》深安监管〔2017〕241号
《使用危险化学品单位现场安全检查基本要求指引》深安监管〔2018〕293号
8.□易燃易爆危险化学品中间仓未独立设置并进行实体墙分隔
9.□未单独设置配电箱
10.□配电箱设置与该区域未保持足够的安全距离
11.□未采用甲级防火门
12.□通风设施不符合要求
光明区凤凰街道锂电池企业安全检查表
企业名称:企业地址:
检查人签名:企业负责人签名:企业联系人电话:
锂电池(叠片工艺)检验培训

1.注意全检员工翻片速 度不可过快,且需双面 检测 2.不能明确判断的不良 项目,需参照限度样板 3.极片叠放高度不可超 过钢盘顶边 4.每叠极片间必须保持 2-5mm距离
辅料加工__铝塑膜厚度测量
检测工具:千分尺 检测要点: 1.测量厚度前,需全检 铝塑膜外观
辅料加工__冲壳(铝塑膜腔体测量)
检测工具:数显卡尺 检测要点: 1.注意测量手法,力度适宜 2.厚度测量特别要测头部及 贴条码处
检测工具:数显卡尺 检测要点: 1.测量手法不可过松或 过紧 2.腔体长度与宽度都需 测量 3.注意外观
辅料加工__冲壳(铝塑膜短边测量)
检测工具:数显卡尺 检测要点: 1.注意测量位置:起点 为腔体白线处
辅料加工__冲壳(铝塑膜槽深测量)
检测工具:探测器 检测要点: 1.注意设备的调节
辅料加工__极耳尺寸测量
检测工具:千分尺 检测要点: 1.参数设置 2.按工艺标准控制好封边位与 电池的间距 3.侧封位厚度范围:0.195mm0.215mm 4.电芯摆放数量按SOP要求作 业 5.撕开铝塑膜两边呈乳白色为 OK,反之NG 6.注意测量点位需有代表性
装配车间__外观检测
检测工具:目视 检测要点: 1.不良品是否挑出 2.标识是否正确
检测工具:目视 检测要点: 1.胶纸尺寸 2.高温胶带不贴到极耳胶上 3.高温胶带需覆盖住极耳裁 切柄属条部份 4.胶带贴平整,隔膜和胶带 都无打折起皱
装配车间__二次测零电检测
检测工具:目视 检测要点: 1.测试参数设置 2.短接测试设备是否有讯响 3.不可一只手握表笔,需左 右各握一支
装配车间__半成品检验
装配车间__注液
检测工具:电子称 检测要点: 1.电解液规格 2.注液量
辅料加工__铝塑膜厚度测量
检测工具:千分尺 检测要点: 1.测量厚度前,需全检 铝塑膜外观
辅料加工__冲壳(铝塑膜腔体测量)
检测工具:数显卡尺 检测要点: 1.注意测量手法,力度适宜 2.厚度测量特别要测头部及 贴条码处
检测工具:数显卡尺 检测要点: 1.测量手法不可过松或 过紧 2.腔体长度与宽度都需 测量 3.注意外观
辅料加工__冲壳(铝塑膜短边测量)
检测工具:数显卡尺 检测要点: 1.注意测量位置:起点 为腔体白线处
辅料加工__冲壳(铝塑膜槽深测量)
检测工具:探测器 检测要点: 1.注意设备的调节
辅料加工__极耳尺寸测量
检测工具:千分尺 检测要点: 1.参数设置 2.按工艺标准控制好封边位与 电池的间距 3.侧封位厚度范围:0.195mm0.215mm 4.电芯摆放数量按SOP要求作 业 5.撕开铝塑膜两边呈乳白色为 OK,反之NG 6.注意测量点位需有代表性
装配车间__外观检测
检测工具:目视 检测要点: 1.不良品是否挑出 2.标识是否正确
检测工具:目视 检测要点: 1.胶纸尺寸 2.高温胶带不贴到极耳胶上 3.高温胶带需覆盖住极耳裁 切柄属条部份 4.胶带贴平整,隔膜和胶带 都无打折起皱
装配车间__二次测零电检测
检测工具:目视 检测要点: 1.测试参数设置 2.短接测试设备是否有讯响 3.不可一只手握表笔,需左 右各握一支
装配车间__半成品检验
装配车间__注液
检测工具:电子称 检测要点: 1.电解液规格 2.注液量
电池检查表(最终版本-现场检查用)
安装电解液泄漏回收装置。
( )
20
设置有应急水源洗眼器。
( )
21
各处金属架构、金属体外壳有可靠导除静电措施。
( )
存在化成与分容工序(场所)
22
安装抽排风系统,将化成与分容时电池泄漏的可燃气体及时排出。
( )
23
设置事故电池处理柜。
( )
24
所有检测柜(及用电设备)接有PE线,独立安装有漏电保护开关。
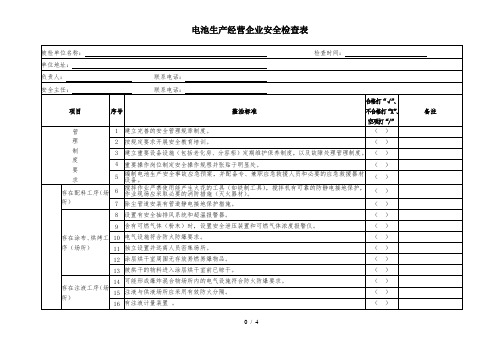
电池生产经营企业安全检查表
被检单位名称:检查时间:
单位地址:
负责人:联系电话:
安全主任:联系电话:
项目
序号
整治标准
合格打“√”、不合格打“X”、空项打“/”
备注
管
理
制
度
要
求
1
建立完善的安全管理规章制度。
( )
2
按规定要求开展安全教育培训。
( )
3
建立重要设备设施(包括老化房、分容柜)定期维护保养制度,以及故障处理管理制度。
( )
33
安装有监控设施。
( )
34
电芯摆放区上方安装简易喷淋系统灭火装置、配置有消防灭火设施。
( )
半成品电池(含废品、退料仓)储存
35
仓库的建筑耐火等级符合“二级”及以上要求。
( )
36
严禁大量存放未安装保护板的半成品电池。
( )
37
仓库温度应保持在摄氏20±5℃度范围内,最高不得超过30℃,要有良好的抽排风系统。仓库设有湿度控制,避免长时间处于极端湿度(相对湿度高于95%或低于40%)下。
( )
55
危化品中间仓储存的易燃液体,单一品种存放量不超过500kg,总存放量不超过2000kg。
( )
20
设置有应急水源洗眼器。
( )
21
各处金属架构、金属体外壳有可靠导除静电措施。
( )
存在化成与分容工序(场所)
22
安装抽排风系统,将化成与分容时电池泄漏的可燃气体及时排出。
( )
23
设置事故电池处理柜。
( )
24
所有检测柜(及用电设备)接有PE线,独立安装有漏电保护开关。
电池生产经营企业安全检查表
被检单位名称:检查时间:
单位地址:
负责人:联系电话:
安全主任:联系电话:
项目
序号
整治标准
合格打“√”、不合格打“X”、空项打“/”
备注
管
理
制
度
要
求
1
建立完善的安全管理规章制度。
( )
2
按规定要求开展安全教育培训。
( )
3
建立重要设备设施(包括老化房、分容柜)定期维护保养制度,以及故障处理管理制度。
( )
33
安装有监控设施。
( )
34
电芯摆放区上方安装简易喷淋系统灭火装置、配置有消防灭火设施。
( )
半成品电池(含废品、退料仓)储存
35
仓库的建筑耐火等级符合“二级”及以上要求。
( )
36
严禁大量存放未安装保护板的半成品电池。
( )
37
仓库温度应保持在摄氏20±5℃度范围内,最高不得超过30℃,要有良好的抽排风系统。仓库设有湿度控制,避免长时间处于极端湿度(相对湿度高于95%或低于40%)下。
( )
55
危化品中间仓储存的易燃液体,单一品种存放量不超过500kg,总存放量不超过2000kg。
电池生产安全环保检查表

2、安全警示标志
3、交接班记录
4、劳保用品使用情况
5、安全抽排风系统设置、运行情况
6
化成分容工序
1、安全设施(防护装置)
2、安全警示标志
3、交接班记录
4、劳保用品使用情况
5、烟感报警器
7
其他
1、车间内房间功能、标识是否清楚
2、车间内急救箱设置情况
安全检查表(阀控车间)
检查日期
20年月日
参加检查人员签字
2、安全警示标识
3、持证上岗情况
4、设备维修、保养记录
5、交接班记录
6、劳保用品使用
7、提升设备(电葫芦、电梯等)检测证明
8、设备设施装设符合要求的安全防护装置或采取其他有效防护措施的情况
9、电气设施接零或接地保护情况
10、电气设施是否安装至少两级生于电流动作保护装置(漏电保护开关)
3
配组、铸焊、热胶封
2、交接班记录
3、安全抽排风系统设置、运行情况
4、烤箱是否安装超高温报警器
5、烤箱周围是否存放易燃易爆物品
6、设备、管道流向标识
7、劳保用品使用情况
4
注液工序
1、安全警示标志
2、静电接地情况
3、安全抽排风系统设置、运行情况
4、电ห้องสมุดไป่ตู้液存放处警示标志、防液体流散设施
5、劳保用品使用情况
5
清洗工序
1、安全设施(防护装置)
1、安全设施(防护装置)
2、安全警示标志
3、交接班记录
4、劳保用品使用情况
5、安全抽排风系统设置、运行情况
4
灌酸、活化
5
配酸
6
装箱
7
3、用电线路及照明
3、交接班记录
4、劳保用品使用情况
5、安全抽排风系统设置、运行情况
6
化成分容工序
1、安全设施(防护装置)
2、安全警示标志
3、交接班记录
4、劳保用品使用情况
5、烟感报警器
7
其他
1、车间内房间功能、标识是否清楚
2、车间内急救箱设置情况
安全检查表(阀控车间)
检查日期
20年月日
参加检查人员签字
2、安全警示标识
3、持证上岗情况
4、设备维修、保养记录
5、交接班记录
6、劳保用品使用
7、提升设备(电葫芦、电梯等)检测证明
8、设备设施装设符合要求的安全防护装置或采取其他有效防护措施的情况
9、电气设施接零或接地保护情况
10、电气设施是否安装至少两级生于电流动作保护装置(漏电保护开关)
3
配组、铸焊、热胶封
2、交接班记录
3、安全抽排风系统设置、运行情况
4、烤箱是否安装超高温报警器
5、烤箱周围是否存放易燃易爆物品
6、设备、管道流向标识
7、劳保用品使用情况
4
注液工序
1、安全警示标志
2、静电接地情况
3、安全抽排风系统设置、运行情况
4、电ห้องสมุดไป่ตู้液存放处警示标志、防液体流散设施
5、劳保用品使用情况
5
清洗工序
1、安全设施(防护装置)
1、安全设施(防护装置)
2、安全警示标志
3、交接班记录
4、劳保用品使用情况
5、安全抽排风系统设置、运行情况
4
灌酸、活化
5
配酸
6
装箱
7
3、用电线路及照明
相关主题