ASTM B88-09 Standard for seamless copper water tube
灌浆料 国外标准

灌浆料国外标准
国外标准中对于灌浆料的规定有很多。
以下是一些常见的国外标准:
1. 美国标准:美国标准协会(ASTM)发布了一系列与灌浆料
相关的标准,其中包括ASTM C1107/C1107M-20a《灰浆液化剂,非液化混凝土和充填灰浆》和ASTM C1107/C1107M-20b 《混凝土中普通磷酸铵胶状灌浆液的性能规范》。
2. 欧洲标准:欧洲标准化组织(CEN)制定了一系列与灌浆料相关的标准,如EN 1504-5《混凝土和钢筋混凝土的结构和保护》和EN 12715《建筑与工程结构用流动性混凝土》。
3. 英国标准:英国标准协会(BSI)发布了一系列涉及灌浆料
的标准,如BS EN 12188-2《混凝土堵料》和BS 8000-10《混
凝土工程》。
4. 德国标准:德国标准化组织(DIN)制定了一些影响灌浆料
的标准,例如DIN EN 445-1《混凝土结构防护和维修》和
DIN 18328《建筑工程-费用》。
这些国外标准都包含了对灌浆料的物理性能、化学性质、施工规范等方面的要求和测试方法。
在国际贸易或工程项目中,参照国外标准来选择和使用灌浆料,能够提高产品的质量和性能。
astm885材料标准
ASTM D885是一项标准测试方法,用于评估涂层粘附性在各种金属表面上的持久性。
本文将介绍该测试方法及其相关的材料标准。
ASTM D885测试方法使用剪切测试来评估涂层和基材之间的粘附性。
该测试方法需要使用一个压紧夹具,将试件夹住,并在试件边缘施加一个均匀的垂直力。
然后,夹具会以一定的速率向相反方向移动,直到试件撕裂。
这个测试过程中,记录下最大承载力和断裂模式。
然而,要正确地执行ASTM D885测试方法,必须使用符合相关材料标准的材料和设备。
以下是一些常用的ASTM材料标准:
1. ASTM A36 / A36M - 标准规范了碳素结构钢板、棒材、型材和钢管的化学成分、机械性能、强度等要求。
2. ASTM B117 - 这个标准规定了对金属材料进行盐雾腐蚀试验的测试方法。
3. ASTM D2794 - 这个标准规定了在常温下,在一定的冲击能量下,评估涂层与基材之间的附着力。
4. ASTM D4541 - 这个标准规定了通过使用便携式拉力计,评估涂层和基材之间的粘附力。
5. ASTM E8 / E8M - 这个标准规定了用于金属材料拉伸试验的测试方法。
这个标准也适用于已涂层的金属材料。
在执行ASTM D885测试前,必须对所有材料、设备和试件进行校准,并确保所有条件符合ASTM标准的要求。
此外,确保测试环境的温度和湿度与ASTM标准相符也是非常重要的。
总之,ASTM D885测试方法是确定涂层粘附性和持久性的一个标准化方法,但是在执行测试前,需要使用符合相关材料标准的材
料和设备,并严格遵守ASTM标准的要求。
bs88标准
bs88标准
BS88标准,是一项重要的工程规范,广泛应用于建筑、机械、电子和其他行业。
它旨在确保产品、服务和系统的质量、安全和可靠性,为消费者提供保护,并为企业带来信心和竞争力。
BS88标准的核心是质量管理体系,它要求企业建立完善的质量管理体系,以确保产品和服务的一致性和可靠性。
该体系包括质量策划、质量控制、质量保证和质量改进等环节,要求企业在各个环节中实施有效的管理和监控。
BS88标准还要求企业关注顾客需求和反馈,将顾客满意度作为质量管理体系的重要指标,并根据顾客反馈进行持续改进。
这不仅可以提高产品和服务的质量,还可以增强企业的市场竞争力和品牌形象。
此外,BS88标准还强调了企业的社会责任和可持续性发展。
它要求企业在经营活动中考虑环境、社会和经济影响,并采取积极的措施来减少负面影响并增加正面贡献。
这可以帮助企业建立良好的社会形象和声誉,并为其长期发展奠定基础。
BS88标准的实施对企业和消费者都有益处。
对于企业来说,它可以提高产品和服务的质量、安全性和可靠性,减少质量问题和投诉,降低生产成本和风险。
对于消费者来说,它可以保障其权益和安全,提高购物和使用体验,增强信任和忠诚度。
总之,BS88标准是一项重要的工程规范,它可以帮助企业建立完善的质量管理体系,提高产品和服务的质量、安全性和可靠性,关注顾客需求和反馈,并强调企业的社会责任和可持续性发展。
最新ASTM中文版标准目录
ASTM A105/A105M-2011a中文版管道部件用碳钢锻件ASTM A123/A123M-2012中文版钢铁产品镀锌层(热浸镀)标准规范ASTM A148/A148M-2008中文版结构用高强度钢铸件标准ASTM A181/A181M-2012中文版一般管道用碳钢锻件标准规范ASTM A217/A217M-2011中文版高温承压件用马氏体不锈钢和合金钢铸件标准规范ASTM A240/A240M-2012中文版压力容器和一般用途用铬及铬-镍不锈钢钢板、薄板和钢带标准技术条件ASTM A312/A312M-2009中文版无缝和焊接的以及重度冷加工奥氏体不锈钢公称管标准技术条件ASTM A351/A351M-2012中文版承压件用奥氏体铸钢件标准规范ASTM A370-2012中文版钢制品力学性能试验的标准试验方法和定义ASTM A388/A388M-2011中文版大型钢锻件超声检验标准操作方法ASTM A473-2001(R2009)中文版不锈钢锻件标准ASTM A48/A48M-2003(R2012)中文版灰铸铁铸件标准规范ASTM A494/A494M-2009e1中文版镍和镍合金铸件ASTM A510/A510M-2011中文版碳素钢盘条、粗圆钢丝和合金钢的一般要求的标准规范ASTM A579/A579M-2004a(R2009)中文版超高强度合金钢锻件的标准规范ASTM A615/A615M-2012中文版混凝土配筋用变形及光面碳素钢棒材的标准规范ASTM A706/A706M-2009b中文版混凝土加固用低合金钢变形及光面钢筋规范ASTM A743/A743M-2006(R2010)中文版一般用途的铁-铬、铁-铬-镍耐蚀钢铸件标准ASTM A745/A745M-2012中文版奥氏体钢锻件超声波检验ASTM A781/A781M-2012b中文版一般工业用钢和合金铸件通用要求标准规范ASTM A82/A82M-2007中文版混凝土钢筋用普通钢丝的标准规范ASTM A820/A820M-2004中文版钢钎维混凝土用钢纤维ASTM B111/B111M-2011中文版铜和铜合金无缝冷凝器管子和压盖坯料ASTM B117-2011中文版盐雾试验仪的标准操作规程ASTM B456-2011e1中文版铜镍铬和镍铬电镀涂层的标准规范ASTM B564-2011中文版镍合金锻件标准规范ASTM B575-2010中文版低碳镍-铬-钼、低碳镍-铬-钼-铜、低碳镍-铬-钼-钽、低碳镍-铬-钼-钨和低碳镍-钼-铬的合金板材、薄板和带材的标准规范ASTM B841-1999(R2010)中文版锌镍合金沉积物电镀层的标准规范ASTM C825-2006(R2011)中文版预制混凝土删栏标准规范ASTM D1153-2006中文版甲基异丁基酮的标准规范ASTM D1193-2006(R2011)中文版试剂级纯水的标准规范ASTM D130-2010中文版石油产品铜片腐蚀标准试验方法ASTM D1319-2010中文版荧光指示剂吸附法测定液体石油产品中烃类标准方法ASTM D1321-2010中文版石油蜡针入度测定的标准方法ASTM D1364-2002(R2012)中文版挥发性溶剂中水分的试验方法(费歇尔试剂滴定法)ASTM D1401-2012中文版石油和合成液的水分离性测定的标准方法ASTM D1403-2010中文版全尺寸锥体的1/2或1/4比例锥体刺入润滑脂来测定稠度的标准方法ASTM D1465-2010中文版石油蜡粘点和结点标准试验方法ASTM D1533-2012中文版卡尔•费休电量滴定法测定绝缘液中水含量的标准方法ASTM D1603-2012中文版烯烃塑料中炭黑含量测定的标准方法ASTM D1796-2011中文版离心法测定燃油中水和沉淀物的标准方法ASTM D1840-2007中文版紫外分光光度法测定航空涡轮燃料中萘系烃含量的标准方法ASTM D217-2010中文版润滑脂锥入度测定的标准方法ASTM D2269-2010中文版紫外吸光度评定白油的标准方法ASTM D2270-2010e1中文版根据40℃和100℃下运动粘度计算粘度指数的标准规程ASTM D2272-2011中文版润滑油氧化安定性的测定——旋转氧弹法标准试验方法ASTM D2274-2010中文版馏分燃料油氧化安定性测定的标准方法(加速法)ASTM D240-2009中文版用弹式量热计测定液烃燃料燃烧热的试验方法ASTM D2425-2004(2009)中文版质谱法测量中间馏分烃类组成的标准方法ASTM D2638-2010中文版用氦气体密度仪测定煅烧石油焦真密度的标准方法ASTM D2887-2008中文版用气相色谱分析法测定石油馏分沸程分布的标准试验方法ASTM D2896-2011中文版用高氯酸电位滴定法测定石油产品碱值的试验方法ASTM D3237-2012中文版原子吸收光谱法测定汽油中铅含量的试验方法ASTM D3242-2011中文版航空涡轮燃料酸度标准试验方法ASTM D3329-2003(2009)中文版用气相色谱法测定甲基异丁基酮纯度的试验方法ASTM D3606-2010中文版气相色谱法测定车用汽油和航空汽油中苯和甲苯含量的标准方法ASTM D381-2012中文版喷射蒸汽法测定燃料胶质含量的标准方法ASTM D3829-2002(2007)中文版预测发动机油边界泵送温度的标准方法ASTM D4292-2010中文版煅烧石油焦振动松密度的标准测试方法ASTM D4422-2003(2008)中文版石油焦分析中灰分的测试标准方法ASTM D4530-2011中文版微量法测定残炭的标准方法ASTM D473-2007 中文版抽提法测定燃油和原油中沉淀物的标准方法ASTM D4815-2009中文版气相色谱法测定汽油中甲基叔丁基醚、乙基叔丁基醚、叔戊基甲基醚、二异丙基醚、叔戊醇及C1-C4醇类的标准方法ASTM D4931-2006(2011)中文版生石油焦中总水分的标准测试方法ASTM D4952-2012中文版定性分析燃料和溶剂中活性硫的标准试验方法(Doctor试验)ASTM D5116-2010中文版通过小型环境室测定室内材料/产品的有机排放物的标准指南ASTM D524-2010中文版石油产品兰氏法测定残炭标准方法ASTM D5293-2010e1中文版用冷起动模拟装置测量-5至-30℃发动机油表观粘度的标准方法ASTM D5709-2009中文版石油焦筛析的标准测试方法ASTM D5762-2012中文版石油和石油产品中氮含量的测定舟进样化学发光法ASTM D6376-2010中文版通过波长色散X射线荧光谱测定石油焦中痕量金属的试验方法ASTM D6584-2010ae1中文版气相色谱法测定B-100生物柴油脂肪酸甲酯中游离甘油和总甘油含量的试验方法ASTM D892-2011a中文版润滑油泡末特性标准试验方法ASTM D893-2012中文版用过的润滑油不溶物测定法ASTM E10-2012中文版金属材料布氏硬度的标准试验方法ASTM E1316-2011b中文版无损检测的标准术语ASTM E140-2007中文版金属的标准硬度转换表布氏硬度、维氏硬度、洛氏硬度、表面硬度、努氏硬度和肖氏硬度之间的关系ASTM E165/E165M-2012中文版通用工业液体渗透检验的标准操作方法ASTM E1742/E1742M-2011中文版射线照相检测标准规程ASTM E18-2011中文版金属材料洛氏硬度标准测试方法ASTM E190-1992(R2008)中文版焊缝塑性的导向弯曲试验的标准试验方法ASTM E290-2009中文版金属材料延性弯曲试验的标准试验方法ASTM E317-2011中文版不采用电子测量仪器评价脉冲回波式超声检测系统工作性能的方法ASTM E384-2011e1中文版材料的努氏和维氏硬度标准试验方法ASTM E4-2010中文版测试仪力验正标准规程ASTM E428-2008中文版超声检测用钢质参考试块的制作与质量控制方法ASTM E587-2010中文版接触式超声斜射检测方法ASTM E8/E8M-2011中文版金属材料拉伸试验方法ASTM F136-2012中文版外科植入用Ti-6Al-4V ELI(超低间隙)锻造合金标准(UNS R56401) ASTM F138-2008中文版外科植入物用锻造18铬-14镍-2.5 钼不锈钢棒材和线材标准(UNS S31673)ASTM F1472-2008e1中文版外科植入物用锻造Ti-6Al-4V钛合金标准ASTM F1537-2011中文版外科植入物用锻造Co-28Cr-6Mo合金标准(UNS R31537,UNS R31538和UNS R31539)ASTM F1580-2012中文版外科植入物涂层用钛和Ti-6AL-4V合金粉末标准ASTM F620-2011中文版外科植入物用α+β态钛合金锻件标准ASTM F648-2010a中文版外科植入物用超高分子量聚乙烯粉末和制成物的标准规范ASTM F75-2012中文版外科植入物用Co-28Cr-6Mo合金铸件和铸造合金标准(UNS R30075) ASTM F799-2011中文版外科植入物用Co-28Cr-6Mo合金锻件标准(UNS R31537,R31538,R31539)。
标准序号标准中文名标准英文名

ASTMA2762006 ASTMA278/A27 8M2001(2006) ASTMA283/A28 3M2003(2007) ASTMA3072007b
StandardSpecificationforStainlessSteelBarsandS hapes 最高温度为650°F(350 StandardSpecificationforGrayIronCastingsforPre ℃)下承压部件用灰口 ssure-ContainingPartsforTemperaturesUpto650° 铸铁件规格 F(350°C) 不锈钢棒材和型材规格 低和中等抗张强度碳素 StandardSpecificationforLowandIntermediateTens 钢中厚板规格 ileStrengthCarbonSteelPlates StandardSpecificationforCarbonSteelBoltsandStu ds,60000PSITensileStrength StandardSpecificationforSteelSheet,Terne(LeadTinAlloy)CoatedbytheHot-DipProcess StandardTestMethodforWeightandCompositionofCoa tingonTerneSheetbytheTriple-SpotTest
StandardSpecificationforForgedorRolledAlloyand StainlessSteelPipeFlanges,ForgedFittings,andVa lvesandPartsforHigh-TemperatureService StandardSpecificationforCarbonSteelTrackBoltsa ndNuts StandardSpecificationforFabricatedDeformedStee lBarMatsforConcreteReinforcement StandardSpecificationforSteelWeldedWireReinfor cement,Plain,forConcrete StandardSpecificationforAlloySteelandStainlessSteelBoltingMaterialsforHighT emperatureorHighPressureServiceandOtherSpecial PurposeApplications StandardSpecificationforCarbonandAlloySteelNut sforBoltsforHighPressureorHighTemperatureServi ce,orBoth StandardSpecificationforCupolaMalleableIron
USP88生物实验

88BIOLOGICAL REACTIVITY TESTS, IN VIVOThe following tests are designed to determine the biological response of animals to elastomerics, plastics, and other polymeric material with direct or indirect patient contact, or by the injection of specific extracts prepared from the material under test. It is essential to make available the specific surface area for extraction. When the surface area of the specimen cannot be determined, use 0.1 g of elastomer or 0.2 g of plastic or other material for every mL of extraction fluid. Also, it is essential to exercise care in the preparation of the materials to be injected or instilled to prevent contamination with microorganisms and other foreign matter. Three tests are described. The Systemic Injection Test and the Intracutaneous Test are used for elastomeric materials, especially to elastomeric closures for which the appropriate Biological Reactivity Tests, In Vitro 87have indicated significant biological reactivity. These two tests are used for plastics and other polymers, in addition to a third test, the Implantation Test, to test the suitability of these materials intended for use in fabricating containers and accessories thereto, for use in parenteral preparations, and for use in medical devices, implants, and other systems.These three tests are applied to materials or medical devices, if there is a need for classification of plastics and other polymers based on in vivo biological reactivity testing.For the purpose of this chapter, these definitions apply: the Sample is the specimen under test or an extract prepared from such a specimen. A Blank consists of the same quantity of the same extracting medium that is used for the extraction of the specimen under test, treated in the same manner as the extracting medium containing the specimen under test. A Negative Control1 is a specimen that gives no reaction under the conditions of the test.CLASSIFICATION OF PLASTICSSix Plastic Classes are defined (see Table 1). This classification is based on responses to a series of in vivo tests for which extracts, materials, and routes of administration are specified. These tests are directly related to the intended end-use of the plastic articles. The choice of extractants is representative of the vehicles in preparations with which the plastics are likely to be in contact. The Table 1 classification facilitates communication among suppliers, users, and manufacturers of plastics by summarizing the tests to be performed for containers for injections and medical devices if a need for classification exists.Table 1. Classification of PlasticsPlasticClasses a Tests to be ConductedI II III IV V VI Test Material Animal Dose Procedure bx x x x x x Extract ofSample inSodiumChlorideInjection Mouse 50 mL/kg A (IV)x x x x x x RabbitorGuineaPig0.2 mL/animalat each of 10 or6 sites B (IC)x x x x x Extract ofSample in 1 in20 Solution ofAlcohol inSodiumChlorideInjection Mouse 50 mL/kg A (IP)x x x x x RabbitorGuineaPig0.2 mL/animalat each of 10 or6 sites B (IC)x x xExtract ofSample inPolyethyleneGlycol 400Mouse 10 g/kg A (IP)x x RabbitorGuineaPig0.2 mL/animalat each of 10 or6 sites B (IC)x x x xExtract ofSample inVegetable Oil Mouse 50 mL/kg A (IP)x x x RabbitorGuineaPig0.2 mL/animalat each of 10 or6 sites B (IC)x x Implant stripsof Sample Rabbit 4 strips/animal Cx x ImplantSample Rat2Samples/animal CPlasticClasses a Tests to be ConductedI II III IV V VI Test Material Animal Dose Procedure ba Tests required for each class are indicated by “x” in appropriate columns.b Legend: A (IP)—Systemic Injection Test (intraperitoneal); B (IC)—Intracutaneous Test (intracutaneous); C—Implantation Test (intramuscular or subcutaneous implantation).With the exception of the Implantation Test, the procedures are based on the use of extracts that, depending on the heat resistance of the material, are prepared at one of three standard temperatures: 50, 70, and 121. Therefore, the class designation of a plastic must be accompanied by an indication of the temperature of extraction (e.g., IV-121, which represents a class IV plastic extracted at 121, or I-50, which represents a class I plastic extracted at 50).Plastics may be classified as USP Plastic Classes I–VI only on the basis of the response criteria prescribed in Table 1.This classification does not apply to plastics that are intended for use as containers for oral or topical products, or that may be used as an integral part of a drug formulation. Table 1 does not apply to natural elastomers, which are to be tested in Sodium Chloride Injection and vegetable oils only.The Systemic Injection Test and the Intracutaneous Test are designed to determine the systemic and local, respectively, biological responses of animals to plastics and other polymers by the single-dose injection of specific extracts prepared from a Sample. The Implantation Test is designed to evaluate the reaction of living tissue to the plastic and other polymers by the implantation of the Sample itself into animal tissue. The proper preparation and placement of the specimens under aseptic conditions are important in the conduct of the Implantation Test.These tests are designed for application to plastics and other polymers in the condition in which they are used. If the material is to be exposed to any cleansing or sterilization process prior to its end-use, then the tests are to be conducted on a Sample prepared from a specimen preconditioned by the same processing.Factors such as material composition, processing and cleaning procedures, contacting media, inks, adhesives, absorption, adsorption and permeability of preservatives, and conditions of storage may also affect the suitability of a material for a specific use. Evaluation of such factors should be made by appropriate additional specific tests to determine the suitability of a material for its intended use.USP R EFERENCE S TANDARDS 11—USP High-Density Polyethylene RS.Extracting Media—SODIUM CHLORIDE INJECTION (see monograph). Use Sodium Chloride Injection containing 0.9% of NaCl.1 IN 20 SOLUTION OF ALCOHOL IN SODIUM CHLORIDE INJECTION. POLYETHYLENE GLYCOL 400 (see monograph).VEGETABLE OIL— Use freshly refined Sesame Oil (see monograph) or Cottonseed Oil (see monograph) or other suitable vegetable oils.DRUG PRODUCT VEHICLE (where applicable).WATER FOR INJECTION (see monograph).NOTE—The Sesame Oil or Cottonseed Oil or other suitable vegetable oil meets the following additional requirements. Obtain, if possible, freshly refined oil. Use three properly prepared animals, and inject the oil intracutaneously in a dose of 0.2 mL into each of 10 sites per animal, and observe the animals at 24, 48, and 72 h following injection. Rate the observations at each site on the numerical scale indicated in Table 2. For the 3 rabbits or guinea pigs (30 or 18 injection sites), at any observation time, the average response for erythema is not greater than 0.5 and for edema is not greater than 1.0, and no site shows a tissue reaction larger than 10 mm in overall diameter.The residue of oil at the injection site should not be misinterpreted as edema. Edematous tissue blanches when gentle pressure is applied.Table 2. Evaluation of Skin Reactions aErythema and Eschar Formation Score No erythema 0 Very slight erythema (barely perceptible) 1 Well-defined erythema 2 Moderate to severe erythema 3 Severe erythema (beet-redness) to slight eschar formation (injuries in depth) 4 Edema Formation b Score No edema 0 Very slight edema (barely perceptible) 1 Slight edema (edges of area well defined by definite raising) 2 Moderate edema (raised approximately1 mm) 3 Severe edema (raised more than 1 mm and extendingbeyond the area ofexposure) 4a Draize JH, Woodward G, Calvery HO. Methods for the study of irritation and toxicity of substances applied topically to the skin and mucous membranes. J Pharmacol Exp Ther 1944;82:377–390.b Excludes noninflammatory (mechanical) edema from the blank or extraction fluid.Apparatus— The apparatus for the tests includes the following. AUTOCLAVE— Use an autoclave capable of maintaining a temperature of 121 ±2.0, equipped with a thermometer, a pressure gauge, a vent cock, a rack adequate to accommodate the test containers above the water level, and a water cooling system that will allow for cooling of the test containers to about, but not below, 20immediately following the heating cycle.OVEN— Use an oven, preferably a forced-circulation model, that will maintain operating temperatures of 50or 70within ±2.EXTRACTION CONTAINERS— Use only containers, such as ampuls or screw-cap culture test tubes, of Type I glass. If used, culture test tubes are closed with screw caps having suitable elastomeric liners. The exposed surface of the elastomeric liner is completely protected with an inert solid disk 0.05–0.075 mm in thickness. A suitable disk may be fabricated from a polytef resin.Preparation of Apparatus— Cleanse all glassware thoroughly with chromic acid cleansing mixture, or if necessary, with hot nitric acid, followed by prolonged rinsing with water. Clean cutting utensils by an appropriate method (e.g., successive cleaning with acetone and methylene chloride) prior to use in subdividing a specimen. Clean all other equipment by thorough scrubbing with a suitable detergent and prolonged rinsing with water.Render containers and equipment used for extraction, and in transfer and administration of test material, sterile and dry by a suitable process. [NOTE—If ethylene oxide is used as the sterilizing agent, allow adequate time for complete degassing. ]Procedure—PREPARATION OF SAMPLE— Both the Systemic Injection Test and the Intracutaneous Test may be performed using the same extract, if desired, or separate extracts may be made for each test. Select and subdivide into portions a Sample of the size indicated in Table 3. Remove particulate matter, such as lint and free particles, by treating each subdivided Sample or Negative Control as follows. Place the Sample into a clean, glass-stoppered, 100-mL graduated cylinder of Type I glass, and add about 70 mL of Water for Injection. Agitate for about 30 s, and drain off the water. Repeat this step, and dry those pieces prepared for the extraction with Vegetable Oil in an oven at a temperature not exceeding 50. [NOTE—Do not clean the Sample with a dry or wet cloth or by rinsing or washing with an organic solvent, surfactant, etc. ]Table 3. Surface Area of Specimen To Be Used aForm ofMaterial Thickness Amount of Sample foreach 20 mL ofExtracting MediumSubdividedintoFilm or sheet <0.5 mm Equivalent of 120 cm2total surface area (bothsides combined)Strips of about5 × 0.3 cm0.5–1 mm Equivalent of 60 cm2 total surface area (both sides combined)Tubing <0.5 mm(wall)Length (in cm) = 120cm2/(sum of ID and ODcircumferences)Sections ofabout5 × 0.3 cm0.5–1 mm(wall)Length (in cm) = 60cm2/(sum of ID and ODcircumferences)Slabs, tubing,and moldeditems >1 mm Equivalent of 60 cm2 totalsurface area (all exposedsurfaces combined)Pieces up toabout 5 × 0.3cmElastomers >1 mm Equivalent of 25 cm2 totalsurface area (all exposed surfaces combined)Do notsubdivide ba When surface area cannot be determined due to the configuration of the specimen, use 0.1 g of elastomer or 0.2 g of plastic or other polymers for every 1 mL of extracting fluid.b Molded elastomeric closures are tested intact.PREPARATION OF EXTRACTS— Place a properly prepared Sample to be tested in an extraction container, and add 20 mL of the appropriate extracting medium. Repeat these directions for each extracting medium required for testing. Also, prepare one 20-mL blank of each medium for parallel injections and comparisons. Extract by heating in an autoclave at 121for 60 min, in an oven at 70for 24 h, or at 50for 72 h. Allow adequate time for the liquid within the container to reach the extraction temperature. [NOTE—The extraction conditions should not in any instance cause physical changes such as fusion or melting of the Sample pieces, which result in a decrease in the available surface area. A slight adherence of the pieces can be tolerated. Always add the cleaned pieces individually to the extracting medium. If culture tubes are used for autoclave extractions with Vegetable Oil, seal screw caps adequately with pressure-sensitive tape. ]Cool to about room temperature but not below 20, shake vigorously for several minutes, and decant each extract immediately, using aseptic precautions, into a dry, sterile vessel. Store the extracts at a temperature of 20–30, and do not use for tests after 24 h. Of importance are the contact of the extracting medium with the available surface area of the plastic and the time and temperature during extraction, the proper cooling, agitation, and decanting process, and the aseptic handling and storage of the extracts following extraction.SYSTEMIC INJECTION TESTThis test is designed to evaluate systemic responses to the extracts of materials under test following injection into mice. Alternate routes of injection may be used with justification.Test Animals— Use healthy, not previously used albino mice weighing 17–23 g. For each test group use only mice of the same source. Allow water and food, commonly used for laboratory animals and of known composition, ad libitum. Procedure—[NOTE—Agitate each extract vigorously prior to withdrawal of injection doses to ensure even distribution of the extracted matter. ] Inject each of the five mice in a test group with the Sample or the Blank as outlined in Table 4, except to dilute each g of the extract of the Sample prepared with Polyethylene Glycol 400, and the corresponding Blank, with 4.1 volumes of Sodium Chloride Injection to obtain a solution having a concentration of about 200 mg of polyethylene glycol per mL.Table 4. Injection Procedure—Systemic Injection TestExtract or Blank Dose per kg Route a Sodium ChlorideInjection 50 mL IV1 in 20 solution ofAlcohol in Sodium Chloride Injection 50 mL IV Polyethylene Glycol 400 10 g IP Drug product vehicle (where applicable) 50 mL IV50 mL IPExtract or Blank Dose per kg Route a Vegetable Oil 50 mL IPa IV = intravenous (aqueous sample and blank); IP = intraperitoneal (oleaginous sample and blank).Observe the animals immediately after injection, again 4 h after injection, and then at least at 24, 48, and 72 h. If during the observation period none of the animals treated with the extract of the Sample shows a significantly greater biological reactivity than the animals treated with the Blank, the Sample meets the requirements of this test. If two or more mice die, or if abnormal behavior such as convulsions or prostration occurs in two or more mice, or if a body weight loss greater than 2 g occurs in three or more mice, the Sample does not meet the requirements of the test. If any animals treated with the Sample show only slight signs of biological reactivity, and not more than one animal shows gross symptoms of biological reactivity or dies, repeat the test using groups of 10 mice. On the repeat test, all 10 animals treated with the Sample show no significant biological reactivity above the Blank animals during the observation period.INTRACUTANEOUS TESTThis test is designed to evaluate local responses to the extracts of materials under test following intracutaneous injection into rabbits or guinea pigs.Test Animals— Select healthy, rabbits or guinea pigs with fur that can be clipped closely and skin that is free from mechanical irritation or trauma. In handling the animals, avoid touching the injection sites during observation periods, except to discriminate between edema and an oil residue. Procedure—[NOTE—Agitate each extract vigorously prior to withdrawal of injection doses to ensure even distribution of the extracted matter. ] On the day of the test, closely clip the fur on the animal's back on both sides of the spinal column over a sufficiently large test area. Avoid mechanical irritation and trauma. Remove loose hair by means of vacuum. If necessary, swab the skin lightly with diluted alcohol, and dry theskin prior to injection. More than one extract from a given material can be used per rabbit or guinea pig, if it is determined that the test results will not beaffected. For each Sample use two animals and inject each intracutaneously, using one side of the animal for the Sample and the other side for the Blank , as outlined in Table 5. [NOTE —Dilute each g of the extract of the Sample prepared with Polyethylene Glycol 400, and the corresponding Blank , with 7.4 volumes of Sodium Chloride Injection to obtain a solution having a concentration of about 120 mg of polyethylene glycol per mL. ]Table 5. Intracutaneous TestExtract or Blank Number of Sites (per animal) Dose(µL per site)Sample5 200 Blank 5 200Examine injection sites for evidence of any tissue reaction such as erythema, edema, and necrosis. Swab the skin lightly, if necessary, with diluted alcohol to facilitate reading of injection sites. Observe all animals at 24, 48, and 72 h after injection. Rate the observations on a numerical scale for the extract of the Sample and for the Blank , using Table 2. Reclip the fur as necessary during the observation period. The average erythema and edema scores for Sample and Blank sites are determined at every scoring interval (24, 48, and 72 h) for each rabbit or guinea pig. After the 72-hour scoring, all erythema scores plus edema scores are totalled separately for each Sample and Blank . Divide each of the totals by 12 (2 animals × 3 scoring periods × 2 scoring categories) todetermine the overall mean score for each Sample versus each corresponding Blank . The requirements of the test are met if the difference between theSample and the Blank mean score is 1.0 or less. If at any observation period the average reaction to the Sample is questionably greater than the average reaction to the Blank , repeat the test using three additional rabbits or guinea pigs. The requirements of the test are met if the difference between the Sample and the Blank mean score is 1.0 or less.IMPLANTATION TESTThe implantation test is designed for the evaluation of plastic materials and other polymeric materials in direct contact with living tissue. Of importance are the proper preparation of the implant strips and their proper implantation under aseptic conditions. The intramuscular implantation test requires healthy adult New Zealand rabbits. The test specimens are placed into needles as the delivery system for implantation. Although most materials lend themselves readily to this method, there are a number of materials that are unsuitable for intramuscular implantation. For materials with physical characteristics unsuitable for routine intramuscular implantation, the subcutaneous rat implantation model is a viable alternative.Intramuscular Implantation in RabbitsPrepare for implantation 8 strips of the Sample and 4 strips of USPHigh-Density Polyethylene RS. Each strip should measure not less than 10 × 1 mm. The edges of the strips should be as smooth as possible to avoid additional mechanical trauma upon implantation. Strips of the specified minimum size are implanted by means of a hypodermic needle (15–19 gauge) with intravenous point and a sterile trocar. Use either presterilized needles into which the sterile plastic strips are aseptically inserted, or insert each clean strip into a needle, the cannula and hub of which are protected with an appropriate cover, and then subjected to the appropriate sterilization procedure. [NOTE—Allow for proper degassing if agents such as ethylene oxide are used. ]Test Animals— Select healthy, adult rabbits weighing not less than 2.5 kg, and with paravertebral muscles that are sufficiently large in size to allow for implantation of the test strips. Do not use any muscular tissue other than the paravertebral site. The animals must be anesthetized with a commonly used anesthetic agent to a degree deep enough to prevent muscular movements, such as twitching. See the Association for Assessment and Accreditation of Laboratory Animal Care (AAALAC) guidelines.Procedure— Perform the test in a clean area. On the day of the test or up to 20 h before testing, clip the fur of the animals on both sides of the spinal column. Remove loose hair by means of vacuum. Swab the skin lightly with diluted alcohol, and dry the skin prior to injection.Implant four strips of the Sample into the paravertebral muscle on one side of the spine of each of two rabbits, 2.5–5 cm from the midline and parallel to the spinal column, and about 2.5 cm apart from each other. In a similar fashion implant two strips of USP High-Density Polyethylene RS in the opposite muscle of each animal. Insert a sterile stylet into the needle to hold the implant strip in the tissue while withdrawing the needle. If excessive bleeding is observed after implantation of a strip, place a duplicate strip at another site. Keep the animals for a period of not less than 120 h, and sacrifice them at the end of the observation period by administering an overdose of an anesthetic agent or other suitable agents. Allow sufficient time to elapse for the tissue to be cut without bleeding. Examine macroscopically the area of the tissue surrounding the center portion of each implant strip. Use a magnifying lens and auxiliary light source. Observe the Sample and Control implant sites for hemorrhage, necrosis, discolorations, and infections, and record the observations. Measure encapsulation, if present, by recording the width of the capsule (from the periphery of the space occupied by the implant Control or Sample to the periphery of the capsule) rounded to the nearest 0.1 mm. Score encapsulation according to Table 6.Table 6. Evaluation of Encapsulation in the Implantation TestCapsule Width ScoreNone 0Up to 0.5 mm 10.6–1.0 mm 21.1–2.0 mm 3Greater than 2.0 mm 4Calculate the differences between average scores for the Sample and Control sites. The requirements of the test are met if the difference does not exceed1.0, or if the difference between the Sample and Control mean scores for more than one of the four implant sites does not exceed 1 for any implanted animal.Subcutaneous Implantation in RatsPrepare for implantation 10 sample specimens and 10 control specimens. The size and shape of the control specimens shall be as similar to that of the test specimens as practically possible. For example, specimens made of sheeting material shall be 10–12 mm in diameter and from 0.3–1 mm in thickness. The edges of the specimens should be as smooth as possible to avoid additional mechanical trauma upon implantation.Test Animals— Select healthy albino rats weighing 225–350 g at the time of implantation.Procedure— Perform the test in a clean area. Anesthetize (see AAALAC guidelines) the animal until a surgical plane is achieved. Clip the fur of the animals on both sides of the spinal column. Remove loose hair by means of vacuum. Clean the clipped area with povidone–iodine solution. Using aseptic technique, make two midline incisions (approximately 1.0 cm long) through the skin at the cranial and caudal regions on the dorsal surface. Using blunt dissection, separate the fascia connecting skin to muscle to form a pocket underneath the skin lateral to each side of the incision (base of pocket approximately 20 mm from the line of implant). Insert a sterile sample into each pocket, and close the incision with wound clips or sutures. Implant two test samples and two control samples in each of five rats. Keep the animals for a period of at least seven days, and sacrifice them at the end of the observation period by CO2 induced hypoxia or administering an overdose of an anesthetic agent. Allow sufficient time to elapse for the tissue to be cut without bleeding. Cut the skin (dorsal surface) longitudinally and lay back. Carefully examine macroscopically the area of the tissue surrounding the implant. Cut the sample in half and remove for close examination of the tissue in direct contact with the sample. Use a magnifying lens and auxiliary light source, if appropriate. Observe the Sample and Control implant sites for hemorrhage, necrosis,discolorations, and infections, and record the observations. Measure encapsulation, if present, by recording the width of the capsule (from the periphery of the space occupied by the implant Control or Sample to the periphery of the capsule) rounded to the nearest 0.1 mm. Score encapsulation according to Table 6. Calculate the differences between average scores for the Sample and Control sites. The requirements of the test are met if the difference does not exceed 1.0.SAFETY TESTS—BIOLOGICALSThe safety test set forth here is intended to detect in an article any unexpected, unacceptable biological reactivity. This in vivo test is provided for the safety assessment of biotechnology-derived products.Safety TestSelect five healthy mice not previously used for testing, weighing 17–23 g, unless otherwise directed in the individual monograph or elsewhere in this chapter, and maintained on an adequate balanced diet. Prepare a test solution as directed in the individual monograph. Unless otherwise directed in the individual monograph or elsewhere in this chapter, inject a dose of 0.5 mL of the test solution into each of the mice, using a 26-gauge needle of suitable length, or of the length specified below as applicable. Observe the animals over the 48 h following the injection. If, at the end of 48 h, all of the animals survive and not more than one of the animals shows outward symptoms of a reaction not normally expected of the level of toxicity related to the article, the requirements of this test are met. If one or more animals die or if more than one of the animals shows signs of abnormal or untoward toxicity of the article under test, repeat the test using at least another 10 mice similar to those used in the initial test, but weighing 20 ± 1 g. In either case, if all of the animals survive for 48 h and show no symptoms of a reaction indicative of an abnormal or undue level of toxicity of the article, the requirements of the test are met. Body weights of mice before and at the end of the test should be obtained todetect any untoward effects. Animals that show signs of toxicity should be grossly necropsied and subjected to histopathology if necessary.For biologics, perform the test according to the procedures prescribed in the Code of Federal Regulations, Section 610.11.1USP High-Density Polyethylene RS.Auxiliary Information—Please check for your question in the FAQs before contacting USP.Topic/Question Contact Expert CommitteeGeneral Chapter Desmond G. Hunt,Ph.D.Senior ScientificLiaison(301) 816-8341 (GCPS2010) General Chapters - Packaging Storage and DistributionReference Standards RS Technical Services1-301-816-8129 rstech@USP38–NF33 Page 158 Pharmacopeial Forum: Volume No. 38(2)。
ASTM美国材料实验协会AB类标准大全
ASTM B150/B150M-03铝青铜线材、棒材和型材规格
ASTM B151/B151M-05铜镍锌合金(镍银)和铜镍线材及棒材规格
ASTM B152/B152M-06a铜薄板、中厚板和轧制棒材规格
ASTM B153-05铜与铜合金管及配管膨胀(针试验)试验法
ASTM美国材料实验协会B类标准大全?
ASTM是美国材料实验协会(American Society of Testing Materials)所制定的相关标准。
其中B类标准有:
ASTM B100-03a桥与其他结构用锻制铜合金支承板和膨胀板及薄板规格
ASTM B1-01(2007)冷拉铜丝规格
ASTM B101-07建筑用包铅薄铜薄板和带材规格
astmb10003a桥与其他结构用锻制铜合金支承板和膨胀板及薄板规格astmb1012007冷拉铜丝规格astmb10107建筑用包铅薄铜薄板和带材规格astmb10220002005铅和锡合金模铸件规格astmb103b103m07磷铜中厚板薄板带材和轧制棒材规格astmb10505电导线用冷拉制铜合金线astmb10619962002e1恒温器金属挠性的试验方法astmb107b107m07镁合金挤压棒材条材型材管和线材规格astmb10806铝合金永久型模铸件规格astmb111b111m04铜和铜合金无缝冷凝管和套圈坯料规格astmb11407分流器与精密电阻器用薄板材料的温度电阻常数的测试方法astmb115002004电解铜规格astmb116952007工业运输用9号铜制电车架空线astmb11707盐雾喷射器操作规程astmb121b121m012006含铅黄铜中厚板薄板带材和轧制棒材astmb122b122m06铜镍锡合金铜镍锌合金镍银和铜镍合金中厚板薄板带材及轧制棒材规格astmb124b124m06铜和铜合金锻制线材棒材和型材规格astmb12705镍铜合金板unsno4400中厚板薄板和带材规格astmb12907铜锌合金弹壳火帽壳规格astmb13002商用弹头壳青铜带材astmb13107铜合金子弹壳帽规格astmb134b134m05黄铜丝规格astmb13502标准无缝铜管astmb135m002006无缝黄铜管规格米制astmb136842003铝表面阳极镀层耐蚀性的测定方法astmb137952004测量阳极镀铝层每单位重量的试验方法astmb138b138m06锰青铜线材棒材和型材规格astmb139b139m07磷青铜线材棒材和型材规格astmb140b140m07铜锌铅红铜或硬青铜线材棒材和型材规格astmb148972003e1铝青铜砂型铸件规格astmb150b150m03铝青铜线材棒材和型材规格astmb151b151m05铜镍锌合金镍银和铜镍线材及棒材规格astmb152b152m06a铜薄板中厚板和轧制棒材规格astmb15305铜与铜合金管及配管膨胀针试验试验法astmb15405铜和铜合金硝酸亚汞试验的试验方法astmb159b159m05磷青铜丝技术规范astmb16b16m05制螺钉机用易切削黄铜条材棒材和型材astmb16005镍线材和棒材规格ast
ASTM 美标标准号索引-中英对照表

ASTM 美标标准号索引-中英对照表发布时间:06-11 作者:本站来源:本站点击次数:878ASTM标准中英对照标准号英文名称中文名称A1-00(2005) Standard Specification for Carbon Steel Tee Rails 碳素钢丁字轨A2-02 Standard Specification for Carbon Steel Girder Rails of Plain, Grooved, and GuardTypes普通型,带槽和防护型碳素工字钢轨A3-01(2006) Standard Specification for Steel Joint Bars, Low, Medium, and High Carbon(Non-Heat-Treated)低、中、高碳素钢鱼尾(连接)板A6/A6M-05a Standard Specification for General Requirements for Rolled Structural Steel Bars,Plates, Shapes, and Sheet Piling轧制结构钢板材、型材和薄板桩通用技术要求A20/A20M-05 Standard Specification for General Requirements for Steel Plates for PressureVessels压力容器用钢板材通用要求A27/A27M-05 Standard Specification for Steel Castings, Carbon, for General Application 通用碳素钢铸件A29/A29M-05 Standard Specification for Steel Bars, Carbon and Alloy, Hot-Wrought, GeneralRequirements for热锻及冷加工碳素钢和合金钢棒A31-04 Standard Specification for Steel Rivets and Bars for Rivets, Pressure Vessels 钢铆钉及铆钉和压力容器用棒材A34/A34M-01 Standard Practice for Sampling and Procurement Testing of Magnetic Materials 磁性材料的抽样和采购试验的标准惯例A36/A36M-05 Standard Specification for Carbon Structural Steel 碳素结构钢技术规范A47/A47M-99(2004) Standard Specification for Ferritic Malleable Iron Castings 铁素体可锻铁铸件A48/A48M-03 Standard Specification for Gray Iron Castings 灰铁铸件A49-01(2006) Standard Specification for Heat-Treated Carbon Steel Joint Bars, Microalloyed JointBars, and Forged Carbon Steel Compromise Joint Bars热处理碳素钢连接棒材,微合金连接棒材和法兰连接棒材的标准规范A53/A53M-06 Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Weldedand Seamless无镀层热浸的、镀锌的、焊接的及无缝钢管的技术规范A65-01 Standard Specification for Steel Track Spikes 钢轨道钉A66-01 Standard Specification for Steel Screw Spikes 钢质螺旋道钉A67-00(2005) Standard Specification for Steel Tie Plates, Low-Carbon and High-CarbonHot-Worked热加工低碳钢和高碳钢垫板技术规范A74-06 Standard Specification for Cast Iron Soil Pipe and Fittings 铸铁污水管及配件的技术规范A82/A82M-05a Standard Specification for Steel Wire, Plain, for Concrete Reinforcement 钢筋混凝土用无节钢丝A90/A90M-01 Standard Test Method for Weight [Mass] of Coating on Iron and Steel Articles withZinc or Zinc-Alloy Coatings镀锌和镀锌合金钢铁制品镀层重量的试验方法A99-03 Standard Specification for Ferromanganese 锰铁合金A100-04 Standard Specification for Ferrosilicon 硅铁A101-04 Standard Specification for Ferrochromium 铬铁A102-04 Standard Specification for Ferrovanadium 钒铁合金A105/A105M-05 Standard Specification for Carbon Steel Forgings for Piping Applications 管系部件用碳素钢锻件A106/A106M-06 Standard Specification for Seamless Carbon Steel Pipe for High-TemperatureService高温用无缝碳素钢管A108-03e1 Standard Specification for Steel Bar, Carbon and Alloy, Cold-Finished 优质冷加工碳素钢棒材技术规范A109/A109M-03 Standard Specification for Steel, Strip, Carbon (0.25 Maximum Percent),Cold-Rolled冷轧碳素钢带技术规范A111-99a(2004)e1 Standard Specification for Zinc-Coated (Galvanized) Iron Telephone and TelegraphLine Wire电话和电报线路用镀锌"铁"丝规格A116-05 Standard Specification for Metallic-Coated, Steel Woven Wire Fence Fabric 镀锌钢丝编织栏栅网A121-99(2004) Standard Specification for Metallic-Coated Carbon Steel Barbed Wire 镀锌刺钢丝A123/A123M-02 Standard Specification for Zinc (Hot-Dip Galvanized) Coatings on Iron and SteelProducts钢铁产品的锌镀层(热浸镀锌)技术规范A125-96(2001) Standard Specification for Steel Springs, Helical, Heat-Treated 热处理螺旋形钢弹簧A126-04 Standard Specification for Gray Iron Castings for Valves, Flanges, and Pipe Fittings 阀门、法兰和管配件用灰铁铸件A128/A128M-93(2003) Standard Specification for Steel Castings, Austenitic Manganese 钢铸件,奥氏体锰A131/A131M-04ae1 Standard Specification for Structural Steel for Ships 海船用结构钢A132-04 Standard Specification for Ferromolybdenum 钼铁合金A134-96(2005) Standard Specification for Pipe, Steel, Electric-Fusion (Arc)-Welded (Sizes NPS 16and Over)电熔(电弧)焊钢管(NPS为16英寸和16英寸以上)A135/A135M-06 Standard Specification for Electric-Resistance-Welded Steel Pipe 电阻焊钢管A139/A139M-04 Standard Specification for Electric-Fusion (Arc)-Welded Steel Pipe (NPS 4 and Over) 电熔(电弧)焊钢管(4英寸以上的)A143/A143M-03 Standard Practice for Safeguarding Against Embrittlement of Hot-Dip GalvanizedStructural Steel Products and Procedure for Detecting Embrittlement热浸镀锌结构钢制品防脆裂措施和探测脆裂的程序A144-04 Specification for Ferrotungsten 铁钨合金规范A146-04 Standard Specification for Molybdenum Oxide Products 氧化钼制品A148/A148M-05 Standard Specification for Steel Castings, High Strength, for Structural Purposes 结构用高强度钢铸件A153/A153M-05 Standard Specification for Zinc Coating (Hot-Dip) on Iron and Steel Hardware 钢铁制金属构件上镀锌层(热浸) A159-83(2001) Standard Specification for Automotive Gray Iron Castings 汽车用灰铁铸件A167-99(2004) Standard Specification for Stainless and Heat-Resisting Chromium-Nickel SteelPlate, Sheet, and Strip不锈钢和耐热铬镍钢板、薄板及带材A176-99(2004) Standard Specification for Stainless and Heat-Resisting Chromium Steel Plate,Sheet, and Strip不锈钢和耐热铬钢板、薄板及带材A178/A178M-02 Standard Specification for Electric-Resistance-Welded Carbon Steel andCarbon-Manganese Steel Boiler and Superheater Tubes电阻焊接碳素钢钢管及碳锰钢锅炉和过热器管的技术规范A179/A179M-90a(2005) Standard Specification for Seamless Cold-Drawn Low-Carbon Steel Heat-Exchangerand Condenser Tubes热交换器和冷凝器用无缝冷拉低碳钢管A181/A181M-01 Standard Specification for Carbon Steel Forgings, for General-Purpose Piping 普通锻制碳素钢管的规格A182/A182M-05a Standard Specification for Forged or Rolled Alloy-Steel Pipe Flanges, ForgedFittings, and Valves and Parts for High-Temperature Service高温设备用锻制或轧制的合金钢管法兰、锻制管件、阀门及零件A183-03 Standard Specification for Carbon Steel Track Bolts and Nuts 钢轨用碳素钢螺栓和螺母A184/A184M-06 Standard Specification for Fabricated Deformed Steel Bar Mats for ConcreteReinforcement混凝土加筋用变形钢筋编织网A185/A185M-06e1 Standard Specification for Steel Welded Wire Reinforcement, Plain, for Concrete 钢筋混凝土用焊接钢丝结构A192/A192M-02 Standard Specification for Seamless Carbon Steel Boiler Tubes for High-PressureService高压用无缝碳素钢锅炉管A193/A193M-06a Standard Specification for Alloy-Steel and Stainless Steel Bolting Materials for HighTemperature or High Pressure Service and Other Special Purpose Applications高温或高压设备和其他特殊用途用合金钢和不锈钢螺栓材料A194/A194M-06a Standard Specification for Carbon and Alloy Steel Nuts for Bolts for High Pressure orHigh Temperature Service, or Both高温和高压设备用碳素钢与合金钢螺栓和螺母的规格A197/A197M-00(2006) Standard Specification for Cupola Malleable Iron 化铁炉用可锻铸铁A203/A203M-97(2003) Standard Specification for Pressure Vessel Plates, Alloy Steel, Nickel 压力容器用镍合金钢板A204/A204M-03 Standard Specification for Pressure Vessel Plates, Alloy Steel, Molybdenum 压力容器用钼合金钢板A209/A209M-03 Standard Specification for Seamless Carbon-Molybdenum Alloy-Steel Boiler andSuperheater Tubes锅炉和过热器用无缝碳钼合金钢管A210/A210M-02 Standard Specification for Seamless Medium-Carbon Steel Boiler and SuperheaterTubes锅炉和过热器用无缝碳钼合金钢管A213/A213M-06ae1 Standard Specification for Seamless Ferritic and Austenitic Alloy-Steel Boiler,Superheater, and Heat-Exchanger Tubes无缝铁素体和奥氏体合金钢锅炉、过热器和换热器管A214/A214M-96(2005) Standard Specification for Electric-Resistance-Welded Carbon SteelHeat-Exchanger and Condenser Tubes热交换器与冷凝器用电阻焊接碳素钢管A216/A216M-04 Standard Specification for Steel Castings, Carbon, Suitable for Fusion Welding, forHigh-Temperature Service高温下使用的适合于熔焊的碳素钢铸件规格A217/A217M-04 Standard Specification for Steel Castings, Martensitic Stainless and Alloy, for 适合高温受压零件用合金钢和马氏体不锈钢铸件Pressure-Containing Parts, Suitable for High-Temperature ServiceA220/A220M-99(2004) Standard Specification for Pearlitic Malleable Iron 珠光体可锻铁A225/A225M-03 Standard Specification for Pressure Vessel Plates, Alloy Steel,Manganese-Vanadium-Nickel压力容器用锰矾镍合金钢板A227/A227M-06 Standard Specification for Steel Wire, Cold-Drawn for Mechanical Springs 机械弹簧用冷拉钢丝A228/A228M-02 Standard Specification for Steel Wire, Music Spring Quality 乐器用优质弹簧钢丝A229/A229M-99(2005) Standard Specification for Steel Wire, Oil-Tempered for Mechanical Springs 机械弹簧用油回火的钢丝A230/A230M-05 Standard Specification for Steel Wire, Oil-Tempered Carbon Valve Spring Quality 阀门用油回火优质碳素钢弹簧丝A231/A231M-04 Standard Specification for Chromium-Vanadium Alloy Steel Spring Wire 铬钒合金钢弹簧丝A232/A232M-05 Standard Specification for Chromium-Vanadium Alloy Steel Valve Spring QualityWire阀门用优质铬钒合金钢弹簧丝A234/A234M-06 Standard Specification for Piping Fittings of Wrought Carbon Steel and Alloy Steelfor Moderate and High Temperature Service中温与高温下使用的锻制碳素钢及合金钢管配件A239-95(2004) Standard Practice for Locating the Thinnest Spot in a Zinc (Galvanized) Coating onIron or Steel Articles用普力斯试验法(硫酸铜浸蚀)确定铁或钢制品上镀锌层最薄点的测试方法A240/A240M-06b Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate,Sheet, and Strip for Pressure Vessels and for General Applications压力容器用耐热铬及铬镍不锈钢板、薄板及带材A242/A242M-04e1 Standard Specification for High-Strength Low-Alloy Structural Steel 高强度低合金结构钢A247-67(1998)e1 Standard Test Method for Evaluating the Microstructure of Graphite in Iron Castings 铁铸件中石墨显微结构评定试验方法A249/A249M-04a Standard Specification for Welded Austenitic Steel Boiler, Superheater,Heat-Exchanger, and Condenser Tubes锅炉、过热器、换热器和冷凝器用焊接奥氏体钢管A250/A250M-05 Standard Specification for Electric-Resistance-Welded Ferritic Alloy-Steel Boiler andSuperheater Tubes锅炉和过热器用电阻焊铁素体合金钢管A252-98(2002) Standard Specification for Welded and Seamless Steel Pipe Piles 焊接钢和无缝钢管桩A254-97(2002) Standard Specification for Copper-Brazed Steel Tubing 铜焊钢管规格A255-02e1 Standard Test Methods for Determining Hardenability of Steel 测定钢淬透性用末端淬火试验的标准试验方法A262-02ae3 Standard Practices for Detecting Susceptibility to Intergranular Attack in AusteniticStainless Steels奥氏体不锈钢晶间浸蚀敏感性的检测A263-03 Standard Specification for Stainless Chromium Steel-Clad Plate 耐腐蚀铬钢包覆板材,薄板材及带材技术规范A264-03 Specification for Stainless Chromium-Nickel Steel-Clad Plate 包覆的不锈铬镍钢板,薄板及带材规格A265-03 Standard Specification for Nickel and Nickel-Base Alloy-Clad Steel Plate 镍和镍基合金包覆钢板规格A266/A266M-03a Standard Specification for Carbon Steel Forgings for Pressure Vessel Components 压力容器部件用碳素钢锻件规格A268/A268M-05a Standard Specification for Seamless and Welded Ferritic and Martensitic StainlessSteel Tubing for General Service一般设备用无缝和焊接铁素体与马氏体不锈钢管A269-04 Standard Specification for Seamless and Welded Austenitic Stainless Steel Tubingfor General Service一般设备用无缝和焊接奥氏体不锈钢管A270-03a Standard Specification for Seamless and Welded Austenitic Stainless Steel SanitaryTubing卫生设施用无缝钢和焊接奥氏体不锈钢管A275/A275M-06 Standard Test Method for Magnetic Particle Examination of Steel Forgings 钢锻件的磁粉检查试验方法A276-06 Standard Specification for Stainless Steel Bars and Shapes 不锈钢棒材和型材A278/A278M-01 Standard Specification for Gray Iron Castings for Pressure-Containing Parts forTemperatures Up to 650°F (350°C)适用于650F容压部件用灰铸铁件的技术规范A283/A283M-03 Standard Specification for Low and Intermediate Tensile Strength Carbon SteelPlates低和中等抗拉强度碳素钢板A285/A285M-03 Standard Specification for Pressure Vessel Plates, Carbon Steel, Low- andIntermediate-Tensile Strength压力容器用低和中等抗拉强度的碳素钢板A288-91(2003) Standard Specification for Carbon and Alloy Steel Forgings for Magnetic RetainingRings for Turbine Generators涡轮发电机磁性定位环用碳素钢和合金钢锻件A289/A289M-97(2003) Standard Specification for Alloy Steel Forgings for Nonmagnetic Retaining Rings forGenerators发电机非磁性定位环用合金钢锻件的技术规范A290/A290M-05 Standard Specification for Carbon and Alloy Steel Forgings for Rings for ReductionGears减速器环用碳素钢和合金钢锻件A291/A291M-05 Standard Specification for Steel Forgings, Carbon and Alloy, for Pinions, Gears andShafts for Reduction Gears减速器小齿轮、齿轮和心轴用碳素钢和合金钢锻件A295/A295M-05 Standard Specification for High-Carbon Anti-Friction Bearing Steel 高碳耐磨轴承钢技术规范A297/A297M-97(2003) Standard Specification for Steel Castings, Iron-Chromium andIron-Chromium-Nickel, Heat Resistant, for General Application一般用耐热铬铁与镍铬铁合金钢铸件规格A299/A299M-04 Standard Specification for Pressure Vessel Plates, Carbon Steel, Manganese-Silicon 压力容器用锰硅碳钢板A302/A302M-03 Standard Specification for Pressure Vessel Plates, Alloy Steel,Manganese-Molybdenum and Manganese-Molybdenum-Nickel压力容器用锰钼和锰钼镍合金钢板A304-05e2 Standard Specification for Carbon and Alloy Steel Bars Subject to End-QuenchHardenability Requirements有末端淬火淬透性要求的合金钢棒材的技术规范A307-04 Standard Specification for Carbon Steel Bolts and Studs, 60 000 PSI TensileStrength抗拉强度为60000psi的碳素钢螺栓和螺柱的技术规范A308/A308M-03 Standard Specification for Steel Sheet, Terne (Lead-Tin Alloy) Coated by theHot-Dip Process经热浸处理镀有铅锡合金的薄板材的技术规范A309-01 Standard Test Method for Weight and Composition of Coating on Terne Sheet by theTriple-Spot Test用三点试验法测定长镀锌薄钢板镀层的重量成分的试验方法A311/A311M-04 Standard Specification for Cold-Drawn, Stress-Relieved Carbon Steel Bars Subjectto Mechanical Property Requirements有机械性能要求的消除应力的冷拉碳素钢棒A312/A312M-06 Standard Specification for Seamless, Welded, and Heavily Cold Worked AusteniticStainless Steel Pipes无缝和焊接奥氏体不锈钢管A313/A313M-03 Standard Specification for Stainless Steel Spring Wire 不锈钢弹簧丝技术规范A314-97(2002) Standard Specification for Stainless Steel Billets and Bars for Forging 锻造用不锈及耐热钢坯及钢棒规格A319-71(2001) Standard Specification for Gray Iron Castings for Elevated Temperatures forNon-Pressure Containing Parts高温无压部件用灰铁铸件A320/A320M-05a Standard Specification for Alloy-Steel and Stainless Steel Bolting Materials forLow-Temperature Service低温用合金钢螺栓材料规格A321-90(2001) Standard Specification for Steel Bars, Carbon, Quenched and Tempered 经淬火和回火的碳素钢棒A322-06 Standard Specification for Steel Bars, Alloy, Standard Grades 合金钢棒材.级别A323-05 Standard Specification for Ferroboron 硼铁规格A324-73(2004) Standard Specification for Ferrotitanium 钛铁合金A325M-05 Standard Specification for Structural Bolts, Steel, Heat Treated 830 MPa MinimumTensile Strength [Metric]经热处理最小抗拉强度为830Mpa的热处理钢结构螺栓A325-06 Standard Specification for Structural Bolts, Steel, Heat Treated, 120/105 ksiMinimum Tensile Strength经热处理最小抗拉强度为120/106ksi的热处理钢结构螺栓A327-91(2006) Standard Test Methods for Impact Testing of Cast Irons 铸铁冲击试验方法A327M-91(2006) Standard Test Methods for Impact Testing of Cast Irons (Metric) 铸铁冲击试验方法(米制) A328/A328M-05 Standard Specification for Steel Sheet Piling 薄钢板桩A333/A333M-05 Standard Specification for Seamless and Welded Steel Pipe for Low-TemperatureService低温用无缝与焊接钢管规格A334/A334M-04a Standard Specification for Seamless and Welded Carbon and Alloy-Steel Tubes forLow-Temperature Service低温设备用无缝与焊接碳素和合金钢管A335/A335M-06 Standard Specification for Seamless Ferritic Alloy-Steel Pipe for High-TemperatureService高温用无缝铁素体合金钢管A336/A336M-06 Standard Specification for Alloy Steel Forgings for Pressure and High-TemperatureParts压力与高温部件用合金钢锻件规格A338-84(2004) Standard Specification for Malleable Iron Flanges, Pipe Fittings, and Valve Parts forRailroad, Marine, and Other Heavy Duty Service at Temperatures Up to 650°F(345°C)铁路,船舶和其他重型装备在温度达到650华氏度(345摄氏度)时使用的可锻铸铁法兰,管件和阀门零件A340-03a Standard Terminology of Symbols and Definitions Relating to Magnetic Testing 有关磁性试验用符号和定义的术语A341/A341M-00(2005) Standard Test Method for Direct Current Magnetic Properties of Materials Using D-CPermeameters and the Ballistic Test Methods用直流磁导计和冲击试验法测定材料的直流磁性能的试验方法A342/A342M-04 Standard Test Methods for Permeability of Feebly Magnetic Materials 磁铁材料导磁率的试验方法A343/A343M-03 Standard Test Method for Alternating-Current Magnetic Properties of Materials atPower Frequencies Using Wattmeter-Ammeter-Voltmeter Method and 25-cmEpstein Test Frame在电力频率下用瓦特计-安培计-伏特计法(100-1000赫兹)和25 厘米艾普斯亭(EPSTEIN) 机架测定材料的交流电磁性能的试验方法A345-04 Standard Specification for Flat-Rolled Electrical Steels for Magnetic Applications 磁设备用平轧电炉钢A348/A348M-05 Standard Test Method for Alternating Current Magnetic Properties of Materials Usingthe Wattmeter-Ammeter-Voltmeter Method, 100 to 10 000 Hz and 25-cm EpsteinFrame用瓦特计--安培计--伏特计法(100-10000赫兹)和25厘米艾普斯亭框测定材料的交流磁性能的试验方法A350/A350M-04a Standard Specification for Carbon and Low-Alloy Steel Forgings, Requiring NotchToughness Testing for Piping Components要求进行缺口韧性试验的管道部件用碳素钢与低合金钢锻件技术规范A351/A351M-06 Standard Specification for Castings, Austenitic, for Pressure-Containing Parts 容压零件用奥氏体及奥氏体铁素体铸铁的技术规范A352/A352M-06 Standard Specification for Steel Castings, Ferritic and Martensitic, forPressure-Containing Parts, Suitable for Low-Temperature Service低温受压零件用铁素体和马氏体钢铸件规格A353/A353M-04 Standard Specification for Pressure Vessel Plates, Alloy Steel, 9 Percent Nickel,Double-Normalized and Tempered压力容器用经二次正火及回火处理的含9%镍的合金钢板A354-04 Standard Specification for Quenched and Tempered Alloy Steel Bolts, Studs, andOther Externally Threaded Fasteners淬火与回火合金钢螺栓,双头螺栓及其他外螺纹紧固件规格A355-89(2006) Standard Specification for Steel Bars, Alloys, for Nitriding 渗氮用合金钢棒A356/A356M-05 Standard Specification for Steel Castings, Carbon, Low Alloy, and Stainless Steel,Heavy-Walled for Steam Turbines蒸汽轮机用厚壁碳素钢、低合金钢和不锈钢铸件A358/A358M-05 Standard Specification for Electric-Fusion-Welded Austenitic Chromium-NickelStainless Steel Pipe for High-Temperature Service and General Applications高温用电熔焊奥氏体铬镍合金钢管A363-03 Standard Specification for Zinc-Coated (Galvanized) Steel Overhead Ground WireStrand地面架空线用镀锌钢丝绳A367-60(2005) Standard Test Methods of Chill Testing of Cast Iron 铸铁的激冷试验方法A368-95a(2004) Standard Specification for Stainless Steel Wire Strand 不锈钢和耐热钢丝绳的标准A369/A369M-02 Standard Specification for Carbon and Ferritic Alloy Steel Forged and Bored Pipe for 高温用锻制和镗孔碳素钢管和铁素体合金钢管High-Temperature ServiceA370-05 Standard Test Methods and Definitions for Mechanical Testing of Steel Products 钢制品机械测试的标准试验方法和定义A372/A372M-03 Standard Specification for Carbon and Alloy Steel Forgings for Thin-Walled PressureVessels薄壁压力容器用碳素钢及合金钢锻件A376/A376M-06 Standard Specification for Seamless Austenitic Steel Pipe for High-TemperatureCentral-Station Service高温中心站用无缝奥氏钢管A377-03 Standard Index of Specifications for Ductile-Iron Pressure Pipe 球墨铸铁压力管规范索引A380-06 Standard Practice for Cleaning, Descaling, and Passivation of Stainless Steel Parts,Equipment, and Systems不锈钢零件、设备和系统的清洗和除垢A381-96(2005) Standard Specification for Metal-Arc-Welded Steel Pipe for Use With High-PressureTransmission Systems高压输送用金属弧焊钢管A384/A384M-02 Standard Practice for Safeguarding Against Warpage and Distortion During Hot-DipGalvanizing of Steel Assemblies防止钢组件热浸镀锌时翘曲和扭曲用安全保护A385-05 Standard Practice for Providing High-Quality Zinc Coatings (Hot-Dip) 提供高质量镀锌覆层(热浸)A387/A387M-06 Standard Specification for Pressure Vessel Plates, Alloy Steel,Chromium-Molybdenum压力容器用铬钼合金钢板A388/A388M-05 Standard Practice for Ultrasonic Examination of Heavy Steel Forgings 重型钢锻件超声波检测A389/A389M-03 Standard Specification for Steel Castings, Alloy, Specially Heat-Treated, forPressure-Containing Parts, Suitable for High-Temperature Service适合高温受压部件用经特殊热处理的合金钢铸件规格A390-06 Standard Specification for Zinc-Coated (Galvanized) Steel Poultry Fence Fabric(Hexagonal and Straight Line)饲养家禽用镀锌钢丝栏栅网(六角形和直线形)A391/A391M-01 Standard Specification for Grade 80 Alloy Steel Chain 80号合金钢链条A392-03 Standard Specification for Zinc-Coated Steel Chain-Link Fence Fabric 镀锌钢丝链环栏栅网A394-05 Standard Specification for Steel Transmission Tower Bolts, Zinc-Coated and Bare 传动塔架用镀锌和裸露钢螺栓A395/A395M-99(2004) Standard Specification for Ferritic Ductile Iron Pressure-Retaining Castings for Useat Elevated Temperatures高温用铁素体球墨铸铁受压铸件A400-69(2006) Standard Practice for Steel Bars, Selection Guide, Composition, and MechanicalProperties钢棒的成分及机械性能选择指南A401/A401M-03 Standard Specification for Steel Wire, Chromium-Silicon Alloy 铬硅合金钢丝A403/A403M-06 Standard Specification for Wrought Austenitic Stainless Steel Piping Fittings 锻制奥氏体不锈钢管配件A407-93(2004) Standard Specification for Steel Wire, Cold-Drawn, for Coiled-Type Springs 盘簧用冷拉钢丝A409/A409M-01(2005) Standard Specification for Welded Large Diameter Austenitic Steel Pipe forCorrosive or High-Temperature Service腐蚀场所或高温下使用的焊接大口径奥氏体钢管A411-03 Standard Specification for Zinc-Coated (Galvanized) Low-Carbon Steel Armor Wire 镀锌低碳钢铠装线A413/A413M-01 Standard Specification for Carbon Steel Chain 碳素钢链A414/A414M-06 Standard Specification for Steel, Sheet, Carbon, for Pressure Vessels 压力容器用碳素薄钢板A416/A416M-06 Standard Specification for Steel Strand, Uncoated Seven-Wire for PrestressedConcrete预应力混凝土用无涂层七股钢铰线A417-93(2004) Standard Specification for Steel Wire, Cold-Drawn, for Zig-Zag, Square-Formed,and Sinuous-Type Upholstery Spring Units之字形、方形、正弦形家具用弹簧元件用冷拔钢丝A418/A418M-05 Standard Test Method for Ultrasonic Examination of Turbine and Generator SteelRotor Forgings涡轮机及发电机钢转子锻件的超声波检查方法A420/A420M-06 Standard Specification for Piping Fittings of Wrought Carbon Steel and Alloy Steelfor Low-Temperature Service低温下用锻制碳素钢和合金钢管配件A421/A421M-05 Standard Specification for Uncoated Stress-Relieved Steel Wire for PrestressedConcrete预应力混凝土用无涂层消除应力钢丝的技术规范A423/A423M-95(2004) Standard Specification for Seamless and Electric-Welded Low-Alloy Steel Tubes 无缝和电焊低合金钢管A424-06 Standard Specification for Steel, Sheet, for Porcelain Enameling 搪瓷用钢薄板A426/A426M-05 Standard Specification for Centrifugally Cast Ferritic Alloy Steel Pipe forHigh-Temperature Service高温用离心铸造的铁素体合金钢管A427-02 Standard Specification for Wrought Alloy Steel Rolls for Cold and Hot Reduction 冷轧和热轧用锻制合金钢辊A428/A428M-01 Standard Test Method for Weight [Mass] of Coating on Aluminum-Coated Iron or 钢铁制品上铝覆层重量的测试方法Steel ArticlesA434-06 Standard Specification for Steel Bars, Alloy, Hot-Wrought or Cold-Finished,Quenched and Tempered热轧与冷精轧经回火及淬火的合金钢棒A435/A435M-90(2001) Standard Specification for Straight-Beam Ultrasonic Examination of Steel Plates 钢板的直射束纵向超声波检验A436-84(2001) Standard Specification for Austenitic Gray Iron Castings 奥氏体灰口铁铸件A437/A437M-06 Standard Specification for Alloy-Steel Turbine-Type Bolting Material Specially HeatTreated for High-Temperature Service高温用经特殊处理的涡轮型合金钢螺栓材料A439-83(2004) Standard Specification for Austenitic Ductile Iron Castings 奥氏体可锻铸铁铸件A447/A447M-93(2003) Standard Specification for Steel Castings, Chromium-Nickel-Iron Alloy (25-12Class), for High-Temperature Service高温用镍铬铁合金钢铸件(25-12级)A449-04b Specification for Hex Cap Screws, Bolts, and Studs, Steel, Heat Treated,120/105/90 ksi Minimum Tensile Strength, General Use经淬火和回火的钢螺栓和螺柱A450/A450M-04a Standard Specification for General Requirements for Carbon, Ferritic Alloy, andAustenitic Alloy Steel Tubes碳素钢管、铁素体合金钢管及奥氏体合金钢管A451/A451M-02 Standard Specification for Centrifugally Cast Austenitic Steel Pipe forHigh-Temperature Service高温用离心铸造的奥氏体钢管A453/A453M-04 Standard Specification for High-Temperature Bolting Materials, with ExpansionCoefficients Comparable to Austenitic Stainless Steels具有同奥氏体钢相类似的膨胀系数、屈服强度为50-120Ksi(345-827MPa)的耐高温螺栓材料A455/A455M-03 Standard Specification for Pressure Vessel Plates, Carbon Steel, High-StrengthManganese压力容器用高强度碳锰钢板A456/A456M-99(2003) Standard Specification for Magnetic Particle Examination of Large CrankshaftForgings大型曲轴锻件的磁粉检查A459-97(2003) Standard Specification for Zinc-Coated Flat Steel Armoring Tape 镀锌平轧扁钢铠装带A460-94(2004)e1 Standard Specification for Copper-Clad Steel Wire Strand 包铜钢丝绳标准A463/A463M-05 Standard Specification for Steel Sheet, Aluminum-Coated, by the Hot-Dip Process 热浸镀铝薄钢板A466/A466M-01 Standard Specification for Weldless Chain 非焊接碳素钢链A467/A467M-01(2006) Standard Specification for Machine and Coil Chain 机器链和盘旋链A469/A469M-06 Standard Specification for Vacuum-Treated Steel Forgings for Generator Rotors 用于发电机转子的真空处理钢锻件A470/A470M-05 Standard Specification for Vacuum-Treated Carbon and Alloy Steel Forgings forTurbine Rotors and Shafts涡轮机转子和轴用经真空处理的碳素钢和合金锻件A471-06 Standard Specification for Vacuum-Treated Alloy Steel Forgings for Turbine RotorDisks and Wheels涡轮转子转盘和转轮用真空处理合金钢锻件技术规范A472/A472M-05 Standard Test Method for Heat Stability of Steam Turbine Shafts and Rotor Forgings 蒸汽涡轮机轴及转子锻件的热稳定性的试验方法A473-01 Standard Specification for Stainless Steel Forgings 不锈和耐热钢锻件A474-03 Standard Specification for Aluminum-Coated Steel Wire Strand 包铝钢丝绳标准A475-03 Standard Specification for Zinc-Coated Steel Wire Strand 镀锌钢丝绳A476/A476M-00(2005) Standard Specification for Ductile Iron Castings for Paper Mill Dryer Rolls 造纸厂干燥辊用球墨可锻铸铁件A478-97(2002) Standard Specification for Chromium-Nickel Stainless Steel Weaving and KnittingWire铬镍不锈钢和耐热钢制编织钢丝A479/A479M-06a Standard Specification for Stainless Steel Bars and Shapes for Use in Boilers andOther Pressure Vessels锅炉及压力容器用不锈钢和耐热钢棒与型材A480/A480M-06a Standard Specification for General Requirements for Flat-Rolled Stainless andHeat-Resisting Steel Plate, Sheet, and Strip扁平轧制耐热不锈钢厚板材、薄板材和带材通用要求A481-05 Standard Specification for Chromium Metal 金属铬A482-05 Standard Specification for Ferrochrome-Silicon 铬铁硅A483-04 Standard Specification for Silicomanganese 硅锰合金A484/A484M-06a Standard Specification for General Requirements for Stainless Steel Bars, Billets,and Forgings不锈及耐热锻钢棒,钢坯及锻件的规格A485-03 Standard Specification for High Hardenability Antifriction Bearing Steel 高淬透性耐磨轴承钢的技术规范A487/A487M-93(2003) Standard Specification for Steel Castings Suitable for Pressure Service 受压钢铸件A488/A488M-04 Standard Practice for Steel Castings, Welding, Qualifications of Procedures andPersonnel钢铸件焊接规程和工作人员的合格鉴定A489-04 Standard Specification for Carbon Steel Lifting Eyes 碳素钢吊耳A490M-04a Standard Specification for High-Strength Steel Bolts, Classes 10.9 and 10.9.3, forStructural Steel Joints [Metric]最小拉伸强度为150千磅/平方英寸热处理钢结构螺栓A490-06 Standard Specification for Structural Bolts, Alloy Steel, Heat Treated, 150 ksiMinimum Tensile Strength最小拉伸强度为150千磅/平方英寸热处理钢结构螺栓A491-03 Standard Specification for Aluminum-Coated Steel Chain-Link Fence Fabric 镀铝钢链环栏栅结构A492-95(2004) Standard Specification for Stainless Steel Rope Wire 耐热不锈钢丝绳A493-95(2004) Standard Specification for Stainless Steel Wire and Wire Rods for Cold Heading andCold Forging冷镦和冷锻不锈钢和耐热钢丝A494/A494M-05 Standard Specification for Castings, Nickel and Nickel Alloy 镍和镍合金铸件A495-06 Standard Specification for Calcium-Silicon Alloys 硅钙合金钢技术规范A496/A496M-05 Standard Specification for Steel Wire, Deformed, for Concrete Reinforcement 钢筋混凝土用变形钢丝A497/A497M-06e1 Standard Specification for Steel Welded Wire Reinforcement, Deformed, forConcrete钢筋混凝土用焊接变形钢丝网A498-04 Standard Specification for Seamless and Welded Carbon Steel Heat-ExchangerTubes with Integral Fins无缝与焊接碳素钢,铁素体钢与奥氏体钢制有整体散热片的换热器钢管A499-89(2002) Standard Specification for Steel Bars and Shapes, Carbon Rolled from T Rails 轧制丁字钢轨用的碳素钢棒材及型材的技术规范A500-03a Standard Specification for Cold-Formed Welded and Seamless Carbon SteelStructural Tubing in Rounds and Shapes圆形与异型焊接与无缝碳素钢结构管A501-01(2005) Standard Specification for Hot-Formed Welded and Seamless Carbon SteelStructural Tubing热成型焊接与无缝碳素钢结构管A502-03 Standard Specification for Rivets, Steel, Structural 结构钢铆钉规范A503/A503M-01(2006) Standard Specification for Ultrasonic Examination of Forged Crankshafts 锻制大型曲轴的超声波检验A504/A504M-04e1 Standard Specification for Wrought Carbon Steel Wheels 锻制碳素钢轮A505-00(2005) Standard Specification for Steel, Sheet and Strip, Alloy, Hot-Rolled and Cold-Rolled,General Requirements for热轧和冷轧合金钢薄板和带材。
美国流体传动标准目[1]..
![美国流体传动标准目[1]..](https://img.taocdn.com/s3/m/6215476aa98271fe910ef927.png)
美国流体传动标准目录全国液标委秘书处2009-2-13下载ANSI/(NFPA)T2.12.10 R1-2002, Hydraulic fluid power – Systems and products – Testing general measurement principles and tolerances (to be used in conjunction with ANSI/(NFPA)T2.12.1)ANSI/(NFPA)T2.12.5 R1-2005, Information report - Fluid power - Laboratory guidelinesANSI(NFPA)T2.13.1 R4-2007, Recommended practice – Hydraulic fluid power – Use of fire-resistant fluids in industrial systemsANSI/(NFPA)T2.13.14-2007, Recommended practice – Hydraulic fluid power – Use of environmentally acceptable fluidsANSI/(NFPA)T2.13.4-1994 (R2007), Information report - Recommendations for conservation, maintenance, and disposal of hydraulic fluidsANSI/(NFPA)T2.13.5-1991 (R2007), Hydraulic fluid power – Industrial systems – Practice for the use of high water content fluidsANSI/(NFPA)T2.24.1 R1-2007, Hydraulic fluid power - Systems standard for stationary industrial machinery - Supplement to ISO 4413:1998 - Hydraulic fluid power - General rules relating to systems (To be used in conjunction with ISO 4413:1998)ANSI/(NFPA)T2.24.2 R1-2007, Hydraulic fluid power systems – Methods for preventing external leakageANSI/(NFPA)T2.25.1 R2-2005, Pneumatic fluid power – Systems standard for industrial machinery – Supplement to ISO 4414:1998 – Pneumatic fluid power – General rules relating to systems (third edition) – To be used in conjunction with ISO 4414:1998ANSI/(NFPA)T3.10.17-1995 (R2004), Finite life hydraulic filter pressure/life rating – Method for verifying the fatigue life rating and the burst pressure rating of the pressure containing envelope of a spin-on hydraulic filterANSI/(NFPA)T3.19.25 R1-2004, Information report – Fluid power systems – Sealing devices – Storage, handling and installation of elastomeric seals and exclusion devices (second edition)ANSI/(NFPA)T3.21.3 R1-2008, Pneumatic fluid power – Flow rating test procedure and reporting method – For fixed orifice components (second edition)ANSI/(NFPA)T3.5.29 R1-2007, Fluid power systems and components – Electrically-controlled industrial valves – Interface dimensions for electrical connectors (Revision and redesignation of ANSI/B93.55M-1981)ANSI/(NFPA)T3.6.59-1993 (R2007), Hydraulic fluid power – Cylinders – Cushion performanceANSI/B93.32-1973 (R2001), Groove dimensions for fluid power radial compression type piston ringsANSI/B93.35-1978 (R2007), Cavity dimensions for fluid power exclusion devices (inch series)ANSI/B93.36-1973 (R2007), Groove dimensions for floating type metallic and non-metallic fluid power piston ringsANSI/B93.51M-1980 (R2001), Pneumatic fluid power – Quick-action couplings – Test conditions and proceduresANSI/B93.62M-1982 (R2007), Hydraulic fluid power – Reciprocating dynamic sealing devices in linear actuators – Method of testing, measuring and reporting leakageANSI/B93.8-1968 (R2001), Bore and rod size combinations and rod end configurations for cataloged square head industrial fluid power cylindersANSI/(NFPA)T3.6.8 R2-2007, Fluid power systems – Cylinders – Dimensions for accessories for cataloged square head industrial types (third edition)ANSI/(NFPA)T3.16.2 R1-1997 (R2005), Hydraulic fluid power – Design for nonintegral industrial reservoirsANSI/(NFPA)T2.13.7 R1-1997 (R2005), Hydraulic fluid power – Petroleum fluids – Prediction of bulk moduliANSI/(NFPA)T2.6.1 R2-2001 (R2005), Fluid power components – Method for verifying the fatigue and establishing the burst pressure ratings of the pressure containing envelope of a metal fluid power componentANSI/(NFPA)T3.10.5.1 R2-2000 (R2005), Hydraulic filter/separator housing – Pressure rating supplement to NFPA/T2.6.1 R2-2000, Fluid power components – Method for verifying the fatigue and establishing the burst pressure ratings of the pressure containing envelope of a metal fluid power hydraulic filter/separatorANSI/(NFPA)T3.12.10 R2-2000 (R2005), Air line filter, regulator and/or lubricator – Pressure rating supplement to NFPA/T2.6.1 R2-2000, Fluid power components – Method for verifying the fatigue and establishing the burst pressure ratings of the pressure containing envelope of a metal fluid power FRLANSI/(NFPA)T3.20.8 R2-2000 (R2005), Quick-action coupling – Pressure rating supplement to NFPA/T2.6.1 R2-2000, Fluid power components – Method for verifying the fatigue and establishing the burst pressure rating of the pressure containing envelope of a metal fluid power quick-action couplingANSI/(NFPA)T3.21.16-1997 (R2004), Pneumatic fluid power – Labeling and communication of pneumatic productsANSI/(NFPA)T3.21.4 R2-2000 (R2005), Pneumatic valve – Pressure rating supplement to NFPA/T2.6.1 R2-2000, Fluid power components – Method for verifying the fatigue and establishing the burst pressure ratings of the pressure containing envelope of a metal fluid power pneumatic valveMethod of diagrammingANSI/(NFPA)T3.29.2 R2-2000 (R2005), Pressure switch – Pressure rating supplement to NFPA/T2.6.1 R2-2000, Fluid power components – Method for verifying the fatigue and establishing the burst pressure ratings of the pressure containing envelope of a metal fluid power pressure switchANSI/(NFPA)T3.4.7 R2-2000 (R2005), Accumulator – Pressure rating supplement to NFPA/T2.6.1 R2-2000, Fluid power components – Method for verifying the fatigue and establishing the burst pressure ratings of the pressure containing envelope of a metal fluid power accumulatorANSI/(NFPA)T3.5.26 R2-2000 (R2005), Hydraulic valve – Pressure rating supplement to NFPA/T2.6.1 R2-2000, Fluid power components – Method for verifying the fatigue and establishing the burst pressure ratings of the pressure containing envelope of a metal fluid power hydraulic valveANSI/(NFPA)T3.5.28 R1-1997 (R2004), Hydraulic fluid power – Valves – Pressure differential-flow characteristics – Method of measuring and recordingANSI/(NFPA)T3.6.29 R2-2000 (R2006), Tie rod or bolted cylinder – Pressure rating supplement to NFPA/T2.6.1 R2-2000, Fluid power components – Method for verifying the fatigue and establishing the burst pressure ratings of the metal pressure containing envelope of a tie rod or bolted cylinderANSI/(NFPA)T3.6.31 R2-2000 (R2006), Telescopic cylinders and cylinders of non-bolted end construction – Pressure rating supplement to NFPA/T2.6.1 R2-2000 – Fluid power components – Method for verifying the fatigue and establishing the burst pressure ratings of the metal pressure containing envelope of a telescopic and nonbolted end fluid power cylinderANSI/(NFPA)T3.6.31 R2-2000 (R2006), Telescopic cylinders and cylinders of non-bolted end construction – Pressure rating supplement to NFPA/T2.6.1 R2-2000 – Fluid power components – Method for verifying the fatigue and establishing the burst pressure ratings of the metal pressure containing envelope of a telescopic and nonbolted end fluid power cylinderANSI/(NFPA)T3.6.54 R1-1997 (R2004), Hydraulic fluid power – Cylinder ports – SAE straight thread O-ring and four-bolt flange ports – ISO straight thread O-ring and four-bolt flange ports – Heavy duty and light duty square head tie rod cylindersANSI/(NFPA)T3.6.7 R2-1996 (R2004), Fluid power systems and products – Square head industrial cylinders – Mounting dimensionsANSI/(NFPA)T3.9.17 R2-1997 (R2004), Hydraulic fluid power – Positive displacement pumps, motors and integral transmissions – Method of testing and presenting basic performance dataANSI/(NFPA)T3.9.22 R2-2000 (R2005), Pump/motor – Pressure rating supplement to NFPA/T2.6.1 R2-2000, Fluid power components – Method for verifying the fatigue and establishing the burst pressure ratings of the pressure containing envelope of a metal fluid power pump and motorANSI/B93.3-1984 (R2004), Fluid power systems and products – Cylinder bores and piston rod diameters – Inch seriesANSI/B93.46-1978 (R2005), Method of determining the pore size of a cleanable surface type hydraulic fluid power filter elementANSI/(NFPA)T2.13.1 R3-1998, Recommended practice - Hydraulic fluid power - Use of fire-resistant fluids in industrial systemsANSI/B93.50-1979, Pneumatic fluid power – Use of synthetic lubricants – GuidelinesANSI/B93.9-1969 (R2006), Symbols for marking electrical leads and ports on fluid power valvesANSI/(NFPA)T2.13.8 R1-200x, Hydraulic fire resistant fluids – Definitions, classifications, and testingANSI/(NFPA)T2.12.1-1993, Hydraulic fluid power – Systems and products – Method of measuring average steady-state pressure (to be used in conjunction with ANSI/(NFPA)T2.12.10)ANSI/(NFPA)T2.12.10-1993, Recommended practice – Hydraulic fluid power – Systems and products – Testing general measurement principles and tolerances (to be used in conjunction with ANSI/(NFPA)T2.12.1)ANSI/(NFPA)T2.13.8-1997, Hydraulic fire resistant fluids – Definitions, classifications, and testingANSI/(NFPA)T2.24.2-1997, Hydraulic fluid power systems – Methods to improve sealing reliabilityANSI/(NFPA)T2.30.1-1994, Guide to selection of fluid power pressure transducersANSI/(NFPA)T2.7.2-1995, Hydraulic fluid power – Pumps – Determination of fluid pressure fluctuation characteristicsANSI/(NFPA)T2.9.11-1989 (R1995), Hydraulic fluid power – Method for determining the particulate count of an oil sample from a system (using liquid automatic counters)ANSI/(NFPA)T2.9.12 R1-1997, Hydraulic fluid power – On-line liquid automatic particle counting systems – Method of calibration and validationANSI/(NFPA)T2.9.14-1993, Hydraulic fluid power – Fluid contamination – Determination of solid contaminant level by the gravimetric methodANSI/(NFPA)T2.9.6 R1-1990, Hydraulic fluid power – Calibration method for liquid automatic particle counters using latex spheresANSI/(NFPA)T3.10.14-1992, Hydraulic fluid power – Filters – Determination of differential pressure/flow characteristicsANSI/(NFPA)T3.10.4 R1-1991 (R1998), Hydraulic fluid power – Filters and separators – Graphic symbols supplementANSI/(NFPA)T3.10.8.3-1990, Hydraulic fluid power – Filter element – Method for determining the quantity of built-in contaminantANSI/(NFPA)T3.10.8.4 R1-1998, Hydraulic fluid power – Filter elements – Verification of fabrication integrity and determination of the first bubble pointANSI/(NFPA)T3.10.8.8 R1-1990 (R1994), Hydraulic fluid power – Filters – Multi-pass method for evaluating filtration performanceANSI/(NFPA)T3.12.3 R2-1992, Pneumatic fluid power – Pressure regulator – Industrial typeANSI/(NFPA)T3.16.3 R1-1997, Hydraulic fluid power – Requirements for nonintegral industrial power unitsANSI/(NFPA)T3.19.25-1998, Information report – Fluid power systems – Sealing devices – Storage, handling and installation of elastomeric seals and exclusion devicesANSI/(NFPA)T3.19.32-1992, Rotary shaft lip type seals – Part 2: V ocabularyANSI/(NFPA)T3.20.14-1990 (R1995), Pneumatic quick-action couplings – Plug dimensions (DoD Approved)ANSI/(NFPA)T3.20.2 R2-1991, Hydraulic fluid power – Quick-action coupling – Test methodANSI/(NFPA)T3.21.15-1990, Pneumatic fluid power – Marking of valve ports, subplates, control devices, solenoids, and solenoid leadsANSI/(NFPA)T3.21.3-1990 (R1997), Pneumatic fluid power – Flow rating test procedure and reporting method – For fixed orifice componentsANSI/(NFPA)T3.21.8-1990 (R1996), Pneumatic fluid power – Measurement of response time – Directional control valvesANSI/(NFPA)T3.5.14 R1-1997, Hydraulic fluid power – Directional control valve – Method for determining the metering characteristicsANSI/(NFPA)T3.5.16-1991, Hydraulic fluid power – Flow control valves – Method for measuring and reporting regulating characteristicsANSI/(NFPA)T3.5.45-1996, Hydraulic fluid power – Two-port slip-in cartridge valves – CavitiesANSI/(NFPA)T3.5.46-1990 (R1998), Hydraulic fluid power – Valves – Pressure relief mounting interfacesloadANSI/(NFPA)T3.9.2 R3-1998, Hydraulic fluid power – Positive displacement pumps and motors – Dimensions and identification code for mounting flanges and shaft endsANSI/(NFPA)T3.9.20-1992, Hydraulic fluid power – Pumps – Method of testing and presenting basic performance data for pressure compensated pumpsANSI/(NFPA)T3.9.31-1-1994, Hydraulic fluid power – Determination of characteristics of motors – Part 1: At constant low speed and at constant pressureANSI/(NFPA)T3.9.31-2-1994, Hydraulic fluid power – Determination of characteristics of motors – Part 2: StartabilityANSI/(NFPA)T3.9.33-1997, Hydraulic fluid power – Pumps – Method of testing and presenting basic performance data for load sensing pumpsANSI/(NFPA/JIC)T2.24.1-1991, Hydraulic fluid power – Systems standard for stationary industrial machineryANSI/B93.1-1964 (R1994), Dimension identification code for fluid power cylindersANSI/B93.10-1969 (R1996), Static pressure rating methods of square head fluid power cylinders – Part 2: Pressure containing componentsANSI/B93.100M-1987, Hydraulic fluid power – Hose assemblies – Method of testANSI/B93.102M-1987 (R1995), Hydraulic fluid power – Four-port modular stack valves and four-port directional control valves, sizes 03 and 05 – Clamping dimensionsANSI/B93.103M-1987, Hydraulic fluid power - Single rod cylinders, 160 bar (16 MPa) compact series - TolerancesANSI/B93.104M-1987 (R1994), Hydraulic fluid power – Single rod cylinders, 160 bar (16 MPa) medium and 250 bar (25 MPa) series – Mounting dimensions for accessoriesANSI/B93.105M-1987 (R1994), Hydraulic fluid power – Single rod cylinders, 160 bar (16 MPa) medium and 250 bar (25 MPa) series – TolerancesANSI/B93.106M-1987 (R1994), Hydraulic fluid power – Single rod cylinders, 160 bar (16 MPa) medium series – Port dimensionsANSI/B93.107M-1987 (R1994), Hydraulic fluid power – Single rod cylinders, 250 bar (25 MPa) series – Port dimensionsdimensionsANSI/B93.109M-1987, Pneumatic fluid power - Cylinders, 10 bar (1 000 kPa) series - Rod end spherical eyes - Mounting dimensionsANSI/B93.110M-1987, Pneumatic fluid power - Cylinders, 10 bar (1 000 kPa) series - Rod end clevis - Mounting dimensionsANSI/B93.111M-1987 (R1994), Fluid power systems and components – Cylinders – Housings for rod wiper rings in reciprocating applications – Dimensions and tolerancesANSI/B93.111M-1987 (R1994), Fluid power systems and components – Cylinders – Housings for rod wiper rings in reciprocating applications – Dimensions and tolerancesANSI/B93.112-1988, Hydraulic fluid power – Valves – Method for determining the internal leakage characteristicsANSI/B93.113M-1987 (R1993), Hydraulic fluid power – Quick-action couplings – Dimensions and requirementsANSI/B93.114M-1987, Pneumatic fluid power – Systems standard for industrial machineryANSI/B93.11M-1981, Hydraulic fluid power – Line Tubing – Seamless low carbon steelANSI/B93.12-1971(R1977), American national standard method of rating for mechanical vacuum pumpsANSI/B93.13-1971(R1988), American national standard fluid power industrial type air line pressure regulatorsANSI/B93.14-1971 (R1994), Methods of presenting basic performance data for fluidic devicesANSI/B93.15-1971(R1981), American national standard mounting dimensions for square head industrial fluid power cylindersANSI/B93.17M-1979 (R1994), Fluid power systems and components – Multiple lip packing sets – Methods for measuring stack heightsANSI/B93.17M-1979 (R1994), Fluid power systems and components – Multiple lip packing sets – Methods for measuring stack heightsANSI/B93.18-1973(R1987), American national standard for non-integral industrial fluid power hydraulic reservoirsANSI/B93.19M-1972 (R1993), Hydraulic fluid power – Particulate contamination analysis – Extraction of fluid samples from lines of an operating systemANSI/B93.20M-1972 (R1994), Hydraulic fluid power – Fluid sample containers – Qualifying and controlling cleaning methodsANSI/B93.21-1972 (R1993), Hydraulic fluid power – Filter elements – Method for end load testANSI/B93.21-1972 (R1993), Hydraulic fluid power – Filter elements – Method for end load testANSI/B93.22M-1987 (R1993), Hydraulic fluid power – Filter elements – Verification of fabrication integrityANSI/B93.23M-1972 (R1993), Hydraulic fluid power – Filter elements – Verification of material compatibility with fluidsANSI/B93.24M-1972 (R1987), American national standard method for verifying the flow fatigue characteristics of a hydraulic fluid power filter elementANSI/B93.25M-1972 (R1987), Hydraulic fluid power – Filter elements – Verification of collapse/burst resistanceANSI/B93.27-1973(R1988), American national standard method of testing and presenting basic performance data for positive displacement hydraulics fluid power pumps and motorsANSI/B93.28-1973(R1987), method for calibration of liquid automatic particle counters using "AC" fine test dustANSI/B93.29M-1986 (R1992), Fluid power systems – Cylinders – Dimensions for accessories for cataloged square head industrial typesANSI/B93.30M-1980 (R1993), Hydraulic fluid power – Contamination analysis data – Reporting methodANSI/B93.31-1973(R1988), American national standard multi-pass method for evaluating the filtration performance of a fine hydraulic fluid power filter elementANSI/B93.33-1974 (R1994), Interfaces for four-way general purpose industrial pneumatic directional control valvesANSI/B93.34-1973 (R1988), Bore and rod size combinations, rod end configurations, dimensional identification code, and mounting dimensions for 3/4 and 1 1/18 inch bore cataloged square head tie rod type industrial fluid power cylindersANSI/B93.38-1976(R1981), Method of diagramming for moving parts fluid controlsANSI/B93.39-1978 (R1993), Requirements for presenting of catalog data, fluid compatibility, cleaning media, markings and dimensional identification codes, and pressure drop characteristics for fluid power air line filtersANSI/B93.40-1976(R1982), Series of mounting interfaces for 4567 maximum psi (315 bar) four port hydraulicANSI/B93.41-1976(R1987), Requirements for industrial fluid power hydraulic power unitsANSI/B93.42-1977(R1983), Method for testing hydraulic fluid power quick disconnect couplingsANSI/B93.44-1978(R1987), Method for extracting fluid samples from a reservoir of an operating hydraulic systemANSI/B93.45M-1982 (R1988), Pneumatic fluid power – Compressed air dryers – Methods for rating and testingANSI/B93.48-1979 (R1995), Pneumatic fluid power applications – Metal separable tube fittings – Qualifications testANSI/B93.49-1980(R1989), Method of measuring and reporting the pressure differential-flow characteristic of a hydraulic fluid power valveANSI/B93.4M-1981, Hydraulic fluid power – Line tubing – Electric resistance welded, mandrel drawnANSI/B93.5-1979(R1988), Standard practice for the use of fire resistant fluids for fluid power systemsANSI/B93.52M-1981(R1988), Fluid power systems and components - Cylinder bores and piston rod diameters - Metric seriesANSI/B93.53M-1981(R1988), Fluid power systems and components - Cylinders - Nominal pressuresANSI/B93.54M-1981 (R1993), Hydraulic fluid power – Assembled systems – Method for achieving roll-off cleanlinessANSI/B93.55M-1981 (R1988), Hydraulic fluid power solenoid-piloted industrial valves – Interface dimensions for electrical connectorsANSI/B93.56M-1982 (R1996), Fluid power systems and products – Cylinders – Basic series of piston strokesANSI/B93.57M-1982 (R1993), Hydraulic fluid power pumps and motors – Geometric displacementANSI/B93.58M-1982(R1988), Fluid systems - O-rings - Inside diameters, cross-sections, tolerances and size identification codeANSI/B93.59M-1982, Fluid power systems and products – Connectors and associated components – Outside diameters of tubes and inside diameters of hosesANSI/B93.6-1972(R1988), American national standard dimensions and identification code for mounting flanges and shafts for positive displacement hydraulic fluid power pumps and motorsNominal pressuresANSI/B93.61M-1982 (R1997), Fluid power systems and products – Cylinders – Piston rod thread dimensions and typesANSI/B93.63M-1984, Hydraulic fluid power - Petroleum fluids - Prediction of bulk moduliANSI/B93.64M-1983(R1989), Hydraulic fluid power - Quick action couplings - (with pipe thread or SAE straight thread connections) - Method of measuring and reporting pressure dropANSI/B93.65M-1983, Hydraulic fluid power - Code for the identification of valve mounting surfacesANSI/B93.66M-1983(R1989), Hydraulic fluid power - Directional control valve - Method for determining the metering characteristicsANSI/B93.67M-1983 (R1991), Pneumatic fluid power – Five-port directional control valves – Mounting surfaces – Optional electrical connector – Dimensions and requirementsANSI/B93.68M-1983(R1989), Hydraulic fluid power – Quick action couplings – Surge flow test (short duration flow)ANSI/B93.69M-1983(R1989), Hydraulic fluid power – Quick action couplings – Surge flow test (long duration flow)ANSI/B93.71M-1986 (R1996), Hydraulic fluid power – Pumps – Test code for the determination of airborne noise levelsANSI/B93.72M-1986 (R1996), Hydraulic fluid power – Motors – Test code for the determination of airborne noise levelsANSI/B93.72M-1986 (R1996), Hydraulic fluid power – Motors – Test code for the determination of airborne noise levelsANSI/B93.73M-1986, Hydraulic fluid power – In-line liquid automatic particle counting systems – Method of validationANSI/B93.74-1987, Fluid power laboratory guidelines information reportANSI/B93.75M-1987, Hydraulic fluid power – Cylinder ports – SAE straight thread O-ring and 4-bolt flange ports – Heavy duty and light duty cylindersANSI/B93.76M-1988 (R1994), Hydraulic fluid power – Cylinders – Housings for piston and rod seals in reciprocating applications – Dimensions and tolerancesmounting surfacesANSI/B93.78M-1987 (R1993), Hydraulic fluid power – Gas loaded accumulators with separators – Range of pressures and volumes, characteristic qualities and identificationANSI/B93.7M-1986, Hydraulic fluid power – Valves – Mounting interfacesANSI/B93.80-1987, Hydraulic fluid power - Filters - Evaluation of pressure drop versus flow characteristicsANSI/B93.81M-1987 (R1994), Hydraulic fluid power – Positive displacement pumps and motors – Dimensions and identification code for mounting flanges and shaft ends – Two- and four-hole flanges and shaft ends - Metric seriesANSI/B93.82M-1987 (R1993), Hydraulic fluid power – Filters – Statement of requirementsANSI/B93.83M-1987, Hydraulic fluid power – Connection for tubes and hoses – Dimensions and designs (37 flare/24 flareless)ANSI/B93.84M-1987 (R1987), Fluid power systems and components – Cylinders – Identification code for mounting dimensions and mounting typesANSI/B93.87-1987, Pneumatic fluid power - Single rod cylinders with detachable mountings – 10 bar (1 000 kPa) series – Bores from 32 mm to 320 mm - Mounting dimensionsANSI/B93.88M-1987 (R1994), Pneumatic fluid power systems – Cylinder barrels – Requirements for non-ferrous metallic tubesANSI/B93.89M-1987 (R1994), Hydraulic fluid power – Single rod cylinders – Mounting dimensions – 250 bar (25 000 kPa) seriesANSI/B93.90-1987, Hydraulic fluid power – Cylinders – Rod end plain eyes – Mounting dimensionsANSI/B93.91-1987, Hydraulic fluid power – Cylinders – Rod end spherical eyes – Mounting dimensionsANSI/B93.92-1987, Hydraulic fluid power – Cylinders – Bore and rod area ratiosANSI/B93.93M-1987 (R1994), Hydraulic fluid power – Cylinders – Piston seal housings incorporating bearing rings – Dimensions and tolerancesANSI/B93.93M-1987 (R1994), Hydraulic fluid power – Cylinders – Piston seal housings incorporating bearing rings – Dimensions and tolerancesANSI/B93.94M-1987, Fluid power systems and components – Three-pin electrical plug connector – Characteristics and requirementsANSI/B93.95M-1987 (R1994), Hydraulic fluid power – Positive displacement pumps, motors and integral transmissions – Determination of steady-state performanceANSI/B93.95M-1987 (R1994), Hydraulic fluid power – Positive displacement pumps, motors and integral transmissions – Determination of steady-state performanceANSI/B93.96M-1987, Hydraulic fluid power - Valves - Determination of pressure differential/flow characteristicsANSI/B93.98M-1987 (R1994), Rotary shaft lip seals – Nominal dimensions and tolerancesANSI/B93.99M-1987 (R2001), Hydraulic fluid power – Servovalves – Test methodsANSI/Y32.10-1967 (R1999), Graphic symbols for fluid power diagrams。
尼泊金乙酯质量标准
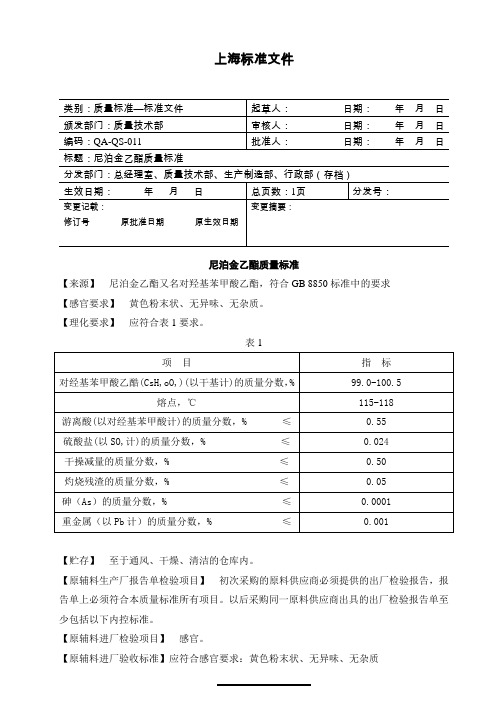
上海标准文件
标题:尼泊金乙酯质量标准
分发部门:总经理室、质量技术部、生产制造部、行政部(存档)
尼泊金乙酯质量标准
【来源】尼泊金乙酯又名对羟基苯甲酸乙酯,符合GB 8850标准中的要求
【感官要求】黄色粉末状、无异味、无杂质。
【理化要求】应符合表1要求。
表1
【贮存】至于通风、干燥、清洁的仓库内。
【原辅料生产厂报告单检验项目】初次采购的原料供应商必须提供的出厂检验报告,报告单上必须符合本质量标准所有项目。
以后采购同一原料供应商出具的出厂检验报告单至少包括以下内控标准。
【原辅料进厂检验项目】感官。
【原辅料进厂验收标准】应符合感官要求:黄色粉末状、无异味、无杂质。
ASTM B88-03无缝铜水管

Designation:B88–03Standard Specification forSeamless Copper Water Tube1This standard is issued under thefixed designation B88;the number immediately following the designation indicates the year of originaladoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscriptepsilon(e)indicates an editorial change since the last revision or reapproval.This standard has been approved for use by agencies of the Department of Defense.1.Scope*1.1This specification covers seamless copper water tubesuitable for general plumbing,similar applications for theconveyance offluids,and commonly used with solder,flared,or compression-typefittings.The type of copper water tubesuitable for any particular application is determined by theinternal or externalfluid pressure,by the installation andservice conditions,and by local requirements.Means of joiningor bending are also factors which affect the selection of thetype of tube to be used.2N OTE1—Annealed tube is suitable for use withflared or compressionfittings,and with solder-typefittings,provided rounding and sizing of thetube ends is performed where needed.N OTE2—Drawn temper tube is suitable for use with solder-typefittings.Types K and L tube,in the drawn temper,are suitable for use withcertain types and sizes of compressionfittings.N OTE3—A complete metric companion to Specification B88has beendeveloped—B88M;therefore,no metric equivalents are presented in thisspecification.N OTE4—Fittings used for soldered or brazed connections in plumbingsystems are described in ASME B16.18and ASME B16.22.1.2The tube shall be produced from the following coppers,and the manufacturer has the option to supply any one of them,unless otherwise specified.Copper UNS No.Previously UsedDesignationDescriptionC10200OF Oxygen free withoutresidual deoxidants C12000DLP Phosphorus deoxidized,low residual phosphorus C12200DHP Phosphorus deoxidized,high residual phosphorus 1.3The assembly of copper plumbing orfire sprinkler systems by soldering is described in Practice B828.1.4Solders for joining copper potable water orfire sprinkler systems are covered by Specification B32.The requirements for acceptablefluxes for these systems are covered by Speci-fication B813.1.5The following safety hazards caveat pertains only to the test methods portion,Section15,of this specification:This standard does not purport to address all of the safety concerns, if any,associated with its use.It is the responsibility of the user of this standard to establish appropriate safety and health practices and determine the applicability of regulatory limita-tions prior to use.2.Referenced Documents2.1The following documents of the issue in effect on date of material purchase form a part of this specification to the extent referenced herein:2.2ASTM Standards:3B32Specification for Solder MetalB88M Specification for Seamless Copper Water Tube [Metric]B153Test Method for Expansion(Pin Test)of Copper and Copper-Alloy Pipe and TubingB557Test Methods for Detection of Cuprous Oxide(Hy-drogen Embrittlement Susceptibility)in CopperB601Classification for Temper Designations for Copper and Copper Alloys—Wrought and CastB813Specification for Liquid and Paste Fluxes for Solder-ing Applications of Copper and Copper Alloy TubeB828Practice for Making Capillary Joints by Soldering of Copper and Copper Alloy Tube and FittingsE2Methods of Preparation of Micrographs of Metals and AlloysE3Guide for Preparation of Metallographic SpecimensE8Test Methods for Tension Testing of Metallic Materials E18Test Methods for Rockwell Hardness and Rockwell Superficial Hardness of Metallic MaterialsE29Practice for Using Significant Digits in Test Data to1This specification is under the jurisdiction of ASTM Committee B05on Copper and Copper Alloys and is the direct responsibility of Subcommittee B05.04on Pipe and Tube.Current edition approved Oct.1,2003.Published November2003.Originally approved st previous edition approved in2002as B88–02.2The UNS system for copper and copper alloys(see Practice E527)is a simple expansion of the former standard designation system accomplished by the addition of a prefix“C”and a suffix“00.”The suffix is permitted to be used to accommodate composition variations of the base alloy.3For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.1*A Summary of Changes section appears at the end of this standard. Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.Determine Conformance with SpecificationsE 53Test Methods for Determination of Copper in Unal-loyed Copper by GravimetryE 62Test Methods for Chemical Analysis of Copper and Copper Alloys (Photometric Methods)E 112Test Methods for Determining the Average Grain SizeE 243Practice for Electromagnetic (Eddy-Current)Exami-nation of Copper and Copper-Alloy TubesE 255Practice for Sampling Copper and Copper Alloys for the Determination of Chemical CompositionE 527Practice for Numbering Metals and Alloys (UNS)2.3ASME Standards:ASME B16.18Cast Copper Alloy Solder Joint Pressure Fittings 4ASME B16.22Wrought Copper and Copper Alloy Solder Joint Pressure Fittings 43.Terminology 3.1Definitions:3.1.1coil ,n —a length of the product wound into a series of connected turns.The unqualified term “coil”as applied to tube usually refers to a bunched coil.3.1.1.1bunched,n —a coil in which the turns are bunched and held together such that the cross section of the bunched turns is approximately circular.3.1.1.2double layer flat,n —a coil in which the product is spirally wound into two connected disk-like layers such thatone layer is on top of the other.(Sometimes called “double layer pancake coil”or “double layer spirally wound coil.”)3.1.1.3level or traverse wound,n —a coil in which the turns are wound into layers parallel to the axis of the coil such that successive turns in a given layer are next to one another.(Sometimes called “helical coil.”)3.1.1.4single layer flat,n —a coil in which the product is spirally wound into a single disk-like layer.(Sometimes called “pancake coil”or “single layer spirally wound coil.”)3.1.2lengths ,n —straight pieces of the product.3.1.2.1standard,n —uniform lengths recommended in a simplified practice recommendation or established as a com-mercial standard.3.1.3tube,seamless ,n —a tube produced with a continuous periphery in all stages of the operations.3.1.3.1tube,copper service,n —a bendable copper water tube for underground water service.3.1.3.2tube,copper water,n —a seamless copper tube conforming to the particular dimensions commercially known as Copper Water Tube and designated as Types K,L,and M.3.2Definitions of Terms Specific to This Standard:3.2.1capable of —the test need not be performed by the producer of the material.However,if subsequent testing by the purchaser establishes that the material does not meet these requirements,the material shall be subject to rejection.4.Ordering Information4.1Include the following information for material ordered under this specification.4.1.1ASTM designation and year of issue (for example,B 88–03),4Available from American Society of Mechanical Engineers (ASME),ASME International Headquarters,Three Park Ave.,New York,NY 10016-5990.TABLE 1Dimensions,Weights,and Tolerances in Diameter and Wall Thickness for Nominal or Standard Copper Water Tube Sizes(All tolerances are plus and minus except as otherwise indicated)Nominal or Standard Size,in.Outside Diameter,in.Average Outside Diameter A Tolerance,in.Wall Thickness and Tolerances,in.Theoretical Weight,lb/ft Type KType LType MAnnealed Drawn Wall Thickness Toler-ance B Wall Thickness Toler-ance B Wall ThicknessToler-ance BType K Type L Type M1⁄40.3750.0020.0010.0350.00350.0300.003CC0.1450.126C3⁄80.5000.00250.0010.0490.0050.0350.0040.0250.0020.2690.1980.1451⁄20.6250.00250.0010.0490.0050.0400.0040.0280.0030.3440.2850.2045⁄80.7500.00250.0010.0490.0050.0420.004CC0.4180.362C3⁄40.8750.0030.0010.0650.0060.0450.0040.0320.0030.6410.4550.3281 1.1250.00350.00150.0650.0060.0500.0050.0350.0040.8390.6550.46511⁄4 1.3750.0040.00150.0650.0060.0550.0060.0420.004 1.040.8840.68211⁄2 1.6250.00450.0020.0720.0070.0600.0060.0490.005 1.36 1.140.9402 2.1250.0050.0020.0830.0080.0700.0070.0580.006 2.06 1.75 1.4621⁄2 2.6250.0050.0020.0950.0100.0800.0080.0650.006 2.93 2.48 2.033 3.1250.0050.0020.1090.0110.0900.0090.0720.007 4.00 3.33 2.6831⁄2 3.6250.0050.0020.1200.0120.1000.0100.0830.008 5.12 4.29 3.584 4.1250.0050.0020.1340.0130.1100.0110.0950.010 6.51 5.38 4.665 5.1250.0050.0020.1600.0160.1250.0120.1090.0119.677.61 6.666 6.1250.0050.0020.1920.0190.1400.0140.1220.01213.910.28.9288.1250.006+0.0020.2710.0270.2000.0200.1700.01725.919.316.5−0.0041010.1250.008+0.0020.3380.0340.2500.0250.2120.02140.330.125.6−0.0061212.1250.008+0.0020.4050.0400.2800.0280.2540.02557.840.436.7−0.006A The average outside diameter of a tube is the average of the maximum and minimum outside diameter,as determined at any one cross section of the tube.BMaximum deviation at any one point.CIndicates that the material is not generally available or that no tolerance has beenestablished.4.1.2Copper UNS No.(not necessary unless a specific copper is desired),4.1.3Nominal or standard size (Column 1of Table 1)and whether Type K,L,or M (Sections 3and 11),4.1.4Temper (Sections 5and 7),4.1.5Length (see 11.5),4.1.6How furnished:straight or coils,and 4.1.7Quantity (pieces)of each size and type.4.1.8In addition,when material is purchased for agencies of the ernment,it shall conform to the Supplementary Requirements as defined herein when specified in the contract or purchase order.4.2The following options are available and shall be speci-fied in the contract or purchase order when required:4.2.1Tension test (Section 8),4.2.2Grain size determination (Section 8),4.2.3Expansion test (9.1),and4.2.4Microscopical Examination for Hydrogen Embrittle-ment,Procedure B (9.3.2).5.Materials and Manufacture5.1The material shall be of such quality and purity that the finished product shall have the properties and characteristics prescribed in this specification,and shall be cold drawn to size.5.2The tube shall be finished by such cold-working and annealing operations as are necessary to produce the required temper and surface finish.5.3Tube when furnished in coils shall be annealed after coiling.5.4Tube when furnished in straight lengths shall normally be in the drawn temper.Upon agreement between the manu-facturer or supplier and the purchaser,the manufacturer shall have the option to supply annealed straight length tubing.6.Chemical Composition6.1The material shall conform to the chemical requirements in Table 2for the specific type of copper.6.2These specification limits do not preclude the presence of other elements.When included in the contract or purchase order,and agreed upon by the manufacturer or supplier and the purchaser,limits shall be established and analysis required for unnamed elements.7.Temper7.1Seamless copper water tube shall be furnished in the tempers designated below.Current designations as defined in Classification B 601are shown.Annealed—O Drawn—H8.Mechanical Properties8.1The tube shall conform to the mechanical property requirements prescribed in Table 3.Tension tests and grainsize determinations need not be made except when indicated by the purchaser at the time of placing the order.A convenient method of indicating that these tests are to be made is to state that “Test Procedure ’T’is required”(see 4.2.1).Where agreement on the Rockwell hardness tests cannot be reached,the tensile strength and grain-size requirements of Table 3shall be the basis for acceptance or rejection.9.Performance Requirements 9.1Expansion Test :9.1.1The annealed (O)tube shall be capable of being expanded in accordance with Test Method B 153with an expansion of the outside diameter in the following amount:Nominal or Standard Size,in.Expansion of Outside Diameter,%5⁄8and under 40Over 5⁄830The expanded tube shall show no cracking or rupture visible to the unaided eye.9.2Flattening Test :9.2.1As an alternative to the expansion test for tube standard sizes 4in.and over in the annealed condition,a section 4in.in length shall be cut from the end of one of the lengths for a flattening test.This 4-in.test specimen shall be flattened so that a gage set at three times the wall thickness will pass over the tube freely throughout the flattened part.The tube so tested shall develop no cracks or flaws visible to the unaided eye as a result of this test.In making the flattening test the elements shall be slowly flattened by one stroke of the press.9.3Microscopical Examination for Susceptibility to Hydro-gen Embrittlement :9.3.1Tubes furnished in Copper UNS No.C10200and C12000shall be essentially free of cuprous oxide as deter-mined by Procedure A of Test Methods B 577.When Copper UNS No.C12200is supplied,examination is not required.In case of a dispute,Procedure C of Test Methods B 577shall be used as the referee method.9.3.2Tubes furnished in all coppers shall be capable of passing the embrittlement test specified in Procedure B of Test Methods B 577.The actual performance of the test is not required unless specifically requested in the ordering docu-ment.In case of a dispute,Procedure C of Test Methods B 577shall be used as the referee method.10.Nondestructive Testing10.1Each tube up to and including 31⁄8in.in outside diameter shall be subjected to an eddy-current test.Testing shall follow the procedures of Practice E 243,except for the determination of “end effect.”Tubes shall be passed through an eddy-current test unit adjusted to provide information on the suitability of the tube for the intended application.10.1.1Notch-depth standards,rounded to the nearest 0.001in.,shall be 22%of the wall thickness.The notch-depth tolerance shall be plus and minus 0.0005in.Alternatively,atTABLE 2Chemical Composition—Weight %ElementCopper UNS No.C10200AC12000C12200Copper,B min 99.9599.9099.9Phosphorus...0.004–0.0120.015–0.040A Oxygen shall be 10ppm max.BCopper +silver.the option of the manufacturer using speed insensitive eddy-current units that are equipped to select a fraction of the maximum unbalance signal,the following percent maximum unbalance signals shall be used:Nominal or StandardTube Size,in.Unbalance Signal Magnitude,max %Up to 3⁄8,incl 0.21⁄2to 2,incl 0.3Over 2to 3,incl0.410.1.2Tubes that do not actuate the signalling device of the eddy-current testers shall be considered as conforming to the requirements of this test.Tubes with discontinuities indicated by the testing unit shall,at the option of the manufacturer,be reexamined or retested to determine whether the discontinuity is cause for rejection.Signals that are found to have been caused by minor mechanical damage,soil or moisture,shall not be cause for rejection of the tubes provided the tube dimen-sions are still within prescribed limits and the tube is suitable for its intended application.10.2Tube made to this specification shall be capable of withstanding the pressure test of 10.2.1or 10.2.2.On subse-quent testing by the purchaser,failure to meet the requirements of 10.2.1or 10.2.2are grounds for rejection of the material by the purchaser.10.2.1The tube shall stand,without showing evidence of leakage,an internal hydrostatic pressure sufficient to subject the material to a fiber stress of 6000psi,calculated from the following equation for thin hollow cylinders under tension:P 52St /~D 20.8t !(1)where:P =hydrostatic pressure,psi;t =wall thickness,in.;D =outside diameter of the tube,in.;and S =allowable stress of the material,psi.10.2.2The tube shall stand an internal air pressure of 60psig for 5s without showing evidence of leakage.The test method used shall permit easy visual detection of any leakage,such as by having the tube under water or by the pressure differential method.11.Dimensions,Mass,and Permissible Variations11.1For the purpose of determining conformance with the dimensional requirements prescribed in this specification,any measured value outside the specified limiting values for any dimensions shall make the tube subject to rejection at the option of the puchaser.11.2Standard Dimensions,Wall Thickness,and Diameter Tolerances —The standard dimensions,wall thickness,and diameter tolerances shall be in accordance with Table 1.11.3Mass —For purposes of calculating weights,cross sec-tions,and so forth,the density of the copper shall be taken as 0.323lb/in.3.The theoretical weight per foot is given in Table 1.11.4Roundness —For drawn unannealed tube in straight lengths,the roundness tolerance shall be as prescribed in Table 4.The deviation from roundness is measured as the difference between major and minor diameters as determined at any one cross section of the tube.No roundness tolerance has been established for annealed tube in straight lengths or for tubes furnished in coils.11.5Lengths and Tolerances :11.5.1Standard Lengths and Tolerances —The standard lengths and tolerances shall be as specified in Table 5.11.5.2Tube supplied in other than standard lengths and tolerances shall be in accordance with requirements established by agreement between the manufacturer or supplier and the purchaser.11.6Squareness of Cut —For tube in straight lengths,the departure from squareness of the end of any tube shall not exceed more than 0.010in.for tube up to and including 1⁄2-in.standard size;and not more than 0.016in./in.of outside diameter for tube larger than 1⁄2-in.standard size.12.Workmanship,Finish,and Appearance12.1The material shall be clean,free of dirt and defects of a nature that interfere with normal commercial applications.13.Sampling13.1Sample pieces shall be selected for test purposes from each lot of 5000lbs or fraction thereof,of each size and type,in accordance with the schedule of Table 6.14.Number of Tests and Retests14.1Chemical Analysis —Samples for chemical analysis shall be taken in accordance with Practice E 255.Drillings,millings,and so forth shall be taken in approximately equal weight from each of the sample pieces selected in accordance with 13.1and combined into one composite sample.The minimum weight of the composite sample that is to be divided into three equal parts shall be 150g.TABLE 3Mechanical Property RequirementsTemper DesignationForm Rockwell Hardness A Tensile Strength,min,ksi BAverage Grain Size,mm Standard Former Scale Value O60annealed coilsF 50max 300.040min O50annealed straight lengths F 55max 300.025minH58drawndrawn30T30min36...ARockwell hardness tests shall be made on the inside surfaces of the tube.When suitable equipment is not available for determining the specified Rockwell hardness,other Rockwell scales and values shall be specified subject to agreement between the purchaser and the supplier.Bksi =1000psi.TABLE 4Roundness Tolerancet/D (Ratio of Wall Thickness toOutside Diameter)Roundness Tolerance %of Outside Diameter (Expressed to Nearest 0.001in.)0.01to 0.03,incl1.5Over 0.03to 0.05,incl 1.0Over 0.05to 0.10,incl0.814.1.1Instead of sampling in accordance with Practice E255,the manufacturer shall have the option of determining conformance to chemical composition as follows:Conform-ance shall be determined by the manufacturer by analyzing samples taken at the time the castings are poured or samples taken from the semifinished product.If the manufacturer determines the chemical composition of the material during the course of manufacture,he shall not be required to sample and analyze thefinished product.The number of samples taken for determination of chemical composition shall be as follows: 14.1.1.1When samples are taken at the time the castings are poured,at least one sample shall be taken for each group of castings poured simultaneously from the same source of molten metal.14.1.1.2When samples are taken from the semifinished product,a sample shall be taken to represent each10000lbs or fraction thereof,except that not more than one sample shall be required per piece.14.1.1.3Because of the discontinuous nature of the process-ing of castings into wrought products,it is not practical to identify specific casting analysis with a specific quantity of finished material.14.1.1.4In the event that heat identification or traceability is required,the purchaser shall specify the details desired. 14.2Mechanical Tests—For the mechanical tests,a speci-men shall be taken from each of the sample pieces selected in accordance with13.1.The required mechanical test shall be made on each of the specimens so selected.The value for the Rockwell hardness number of each specimen shall be estab-lished by taking the arithmetical average of at least three readings.14.3Microscopical Examination—One specimen shall be examined from each of the sample pieces selected in accor-dance with13.1.14.4In the case of tube furnished in coils,a length sufficient for all necessary tests shall be cut from each coil selected for the purpose of tests.The remaining portion of these coils shall be included in the shipment,and the permissible variations in length of such coils shall be waived.14.5Retests:14.5.1If any test specimen shows defective machining or developsflaws,it shall be discarded and another specimen substituted.14.5.2If the results of any test for microscopical examina-tion or mechanical properties fail to meet the specified require-ments,two additional specimens shall be taken from different sample pieces and tested.The results of the tests on both of these specimens shall meet the specified requirements.Failure of more than one specimen to meet the specified requirements for a particular property shall be the cause for rejection of the entire lot.14.5.3If the chemical analysis fails to conform to the specified limits,analysis shall be made on a new composite sample prepared from additional pieces selected in accordance with13.1.The results of this retest shall comply with the specified requirements.15.Test Methods15.1The properties enumerated in this specification shall,in case of disagreement,be determined in accordance with the ASTM methods listed in Table7.15.2Tension Test:15.2.1Tension test specimens shall be of the full section of the tube and shall conform to the requirements of the section, Specimens for Pipe and Tube,of Test Methods E8,unless the limitations of the testing machine preclude the use of such a e test specimens conforming to type No.1of Fig. 13,Tension Test Specimens for Large-Diameter Tubular Prod-ucts,of Test Methods E8when a full-section specimen cannot be tested.15.2.2Whenever different tension test results are obtained from both full-size and from machined test specimens,the results obtained from full-size test specimens shall be used to determine conformance to the requirements of this specifica-tion.15.2.3Tension test results on material covered by this specification are not seriously affected by variations in speed of testing.It is not prohibited to use a considerable range of testing speeds;however,the rate of stressing to the yield strength shall not exceed100ksi/min.Above the yield strength, the movement per minute of the testing machine head underTABLE5Standard Lengths and TolerancesNominal or StandardSize,in.Type Standard Length,ftTolerance(AllPlus)Tubes Furnished in Straight LengthsUp to8,incl K,L,M201in.10L,M201in.10K181in.12M201in.12L181in.12K121in.Tubes Furnished in CoilsUp to1,incl K,L60and1002ft11⁄4and11⁄2K,L602ft2K,L40and451ftTABLE6Sampling ScheduleNumber of Piecesin LotNumber of Sample Pieces to be Taken A1to50151to2002201to15003Over15000.2%of total number of pieces inthe lot but not more than10sam-ple piecesA Each sample piece shall be taken from a separate tube.TABLE7Test MethodsTest ASTM DesignationChemical Analysis E53,E62Tension E8(also see15.2)Rockwell Hardness E18Grain size E2,E3,E112(also see15.3)Expansion(pin test)B153Microscopical ExaminationProcedure AE3,B577(also see15.3)Microscopical Examination Procedure B E3,B577(also see15.3)load shall not exceed 0.5in./in.of gage length (or distance between grips for full-section specimens).15.3Grain Size and Microscopical Examination :15.3.1The specimen(s)shall be prepared in accordance with Guide E 3.15.3.2The surface of the test specimen shall approximate a radial longitudinal section of the tube.16.Significance of Numerical Limits16.1For purposes of determining compliance with the specified limits for requirements of the properties listed in Table 8,an observed value or calculated value shall be rounded as indicated in accordance with the rounding method of Practice E 29.17.Inspection17.1The manufacturer shall afford the inspector represent-ing the purchaser,all reasonable facilities,without charge,to satisfy him that the tubes are being furnished in accordance with the specified requirements.18.Rejection and Rehearing18.1Material that fails to conform to the requirements of this specification is subject to rejection at the option of the purchaser.Rejection shall be reported to the manufacturer or supplier promptly and in writing.When requested by the manufacturer or supplier,a rehearing shall be granted.19.Packaging and Package Marking19.1The material shall be separated by size,composition,and temper,and prepared for shipment in such a manner as to ensure acceptance by common carrier for transportation at the lowest rate applicable and to afford protection from the normal hazards of transportation.19.2Each shipping unit shall be legibly marked with the purchase order number,metal or alloy designation,temper,size,total length or piece count,or both,and name of supplier.The specification number shall be shown,when specified.19.3Product Identification :19.3.1The name or trademark of the manufacturer and the mark indicative of the type shall be permanently (incised)marked on each tube at intervals not greater than 11⁄2ft.Tube in straight lengths shall be further identified throughout its length by means of a colored stripe,symbol,or logo not less than 3⁄16in.in height,including a legend repeated at intervals not greater than 3ft.The legend shall include the type of the tube,name or trademark of the manufacturer,or both,and the country of origin.The manufacturer has the option to include other information.19.3.2Colors used are:green for Type K,blue for Type L,and red for Type M.Such color marking is not applicable to tube furnished in annealed straight lengths or coils.19.3.319.4UNS Copper Designation :19.4.1Hard Drawn Tubing —On hard drawn tubing pro-duced from C10200and C12000,the UNS copper designation shall be identified at intervals not greater than 3ft with color coded ink per 19.3.2.19.4.2Annealed Tubing —On annealed tubing produced from C10200and C12000,the UNS copper designation shall be identified with ink or some other permanent mark that is repeated at intervals not greater than 3ft.Color marking to distinguish Type K from Type L is not required.20.Keywords20.1copper tube;seamless;water tube;UNS No.C10200;UNS No.C12000;UNS No.C12200SUPPLEMENTARY REQUIREMENTSThe following supplementary requirements shall apply only when specified by the purchaser in the inquiry,contract,or order for agencies of the ernment.S1.Referenced DocumentsS1.1The following documents of the issue in effect on date of material purchase form a part of this specification to the extent referenced herein:S1.1.1Federal Standards:5Fed.Std.No.102Preservation,Packaging and Packing LevelsFed.Std.No.123Marking for Shipment (Civil Agencies)Fed.Std.No.185Identification Marking of Copper and Copper-Base Alloy Mill Products S1.1.2Military Standard:5MIL-STD-129Marking for Shipment and Storage S1.1.3Military Specification:5MIL-C-3993Packaging of Copper and Copper-Base Alloy Mill ProductsS2.Quality AssuranceS2.1Responsibility for Inspection:5Available from Standardization Documents Order Desk,Bldg.4Section D,700Robbins Ave.,Philadelphia,PA 19111-5098,Attn:NPODS.TABLE 8Rounding UnitsPropertyRounded Unit for Observedor Calculated ValueChemical composition nearest unit in the last right-hand place of figures of Hardnessthe specified limit Tensile strength nearest ksi Expansion nearest 1%Grain size:Up to 0.055mm,incl nearest multiple of 0.005mm Over 0.055to 0.160mm,inclnearest 0.01mm。
气相色谱法测定水中总石油烃(C10-C40)脂肪族和芳香族类化合物

检测认证气相色谱法测定水中总石油烃(C10-C40)脂肪族和芳香族类化合物■ 张青春〔通标标准技术服务(上海)有限公司〕摘 要:总石油烃(C10-C40)按结构可分为脂肪族和芳香族化合物,这两种烃类化合物的毒性及在环境中分解、分化的时间差异较大,因此将脂肪族和芳香族化合物分离测定,有利于对环境中总石油烃(C10-C40)危害程度进行判断,避免环境污染,确保人类健康。
本方法通过液液萃取水质样品,湿法制备氧化铝层析柱,分别用正己烷和二氯甲烷洗脱样品萃取液得到脂肪烃组分和芳香烃组分,用带氢火焰离子检测器的气相色谱仪测定。
本方法可用于地表水、地下水和污水中脂肪族和芳香族化合物的测定。
关键词:气相色谱法,总石油烃(C10-C40),脂肪族,芳香族DOI编码:10.3969/j.issn.1002-5944.2023.13.037Determination of Total Petroleum Hydrocarbon (C10-C40) Aliphatic and Aromatic Compounds in Water by Gas ChromatographyZHANG Qing-chun(SGS-CSTC Standards Technical Services Co., Ltd., Shanghai)Abstract:Total petroleum hydrocarbons (C10-C40) can be classifi ed as aliphatic and aromatic compounds. The toxicity of these two hydrocarbon compounds and the time of their decomposition and differentiation in the environment are quite different. Therefore, the separation and determination of aliphatic and aromatic compounds is conducive to the judgment of the hazard degree of total petroleum hydrocarbons (C10-C40) in the environment, avoiding environmental pollution and ensuring human health. In this method expounded in the paper, water quality samples are extracted by liquid-liquid extraction, and alumina chromatographic column is prepared by wet method. The aliphatic hydrocarbon components and aromatic hydrocarbon components are obtained by eluting the sample extraction liquid with n-hexane and dichloromethane respectively, and determined by gas chromatography with hydrogen fl ame ion detector. Keywords: gas chromatography, total petroleum hydrocarbon (C10-C40), aliphatic, aromatic0 引 言随着经济的发展, 人类对能源的需求不断扩大。
ASTM标准中文版 B系列
ASTM标准中文版B系列ASTM B100-1992 桥梁和其他结构用途加工铜合金支承及伸缩厚板和薄板50ASTM B101-1983(1988) 镀铅铜薄板50ASTM B103/B103M-1991 磷青铜中厚板、薄板、带及轧制条材50ASTM B105-1988 电导体用拉制硬态铜合金线50ASTM B107/B107M-1992 镁合金挤压异形棒、圆棒、型材、管材和线材70ASTM B108-1992a 永久型铝合金铸件60ASTM B111M-1992 铜及铜合金无缝冷凝管和管口密套件(米制) 60ASTM B1149-1987b 红外热成象无损检测术语定义50ASTM B115-1991 电解阴极铜50ASTM B116-1964(1990) 工业运输用9字形带深槽铜电车架空线和8字形铜电车架空线60 ASTM B1-1990 拉制硬态铜线50ASTM B121/B121M-1991 加铅黄铜板、薄板、带及轧制棒50ASTM B122-1990 铜镍锡合金、铜镍锌合金(镍银)和铜镍合金厚板、薄板、带材和轧制条材50ASTM B124M-1990 铜及铜合金锻制棒、条和型材(米制) 50ASTM B127-1993 镍-铜合金(UNS N04400)中厚板、薄板和带材60ASTM B129-1988 黄铜弹壳深冲件50ASTM B130-1986 深冲子弹壳用工业青铜带材50ASTM B131-1988 铜合金弹壳深冲件50ASTM B133M-1992 铜棒材、条材和型材50ASTM B134-1988 黄铜线50ASTM B135M-1991 无缝黄铜管(米制) 50ASTM B137-1945(1979) 铝阳极氧化镀层重量测量方法50ASTM B138M-1984 锰青铜棒、条和型材(米制) 50ASTM B139-1990 磷青铜棒材、条材和型材50ASTM B140M-1985 铜锌铅(含铅红铜和小五金青铜)棒材、条材和型材(米制) 50ASTM B148-1992 铝青铜砂型铸件50ASTM B150M-1991 铝青铜棒材、条材和型材50ASTM B151M-1989 铜镍锌合金(镍银)和铜镍合金棒材与条材(米制) 50ASTM B152M-1992 铜薄板、带、中厚板和轧制条材(米制) 50ASTM B159M-1986a 磷青铜线(米制) 50ASTM B16/B16M-2005 螺纹切削机用易车削黄铜棒、条和型材标准规范60ASTM B160-1993 镍圆棒和异形棒50ASTM B161-1993 镍无缝管50ASTM B162-1993 镍中厚板、薄板和带材50ASTM B163-1993 冷凝器和热交换器用镍和镍合金无缝非标准尺寸管材50ASTM B164-1993 镍铜合金圆棒、异形棒和线材50ASTM B165-1993 镍铜合金(UNS N04400)无缝管50ASTM B166-1993 镍-铬-铁合金(UNS N06600、N06601和N06690)以及镍-铬-钴-钼合金(UNS N06617)圆棒、异形棒和线材50ASTM B167-1993 镍-铬-铁合金(UNS N06600、N06601和N06690)无缝管50ASTM B168-1993 镍-铬-铁合金(UNS N06600、N06601和N06690)及镍-铬-钴-钼合金(UNS N06617)中厚板、薄板和带材50ASTM B169M-1988 铝青铜中厚板、薄板、带材和轧制条材(米制) 50ASTM B170-1993 无氧电解铜-精炼型锭60ASTM B171M-1991a 压力容器、冷凝器和热交换器用的铜合金厚板和薄板(米制) 50 ASTM B172-1990 电导体用由分股绞合构成的绳"绞合铜导线" 50ASTM B173-1990 电导体用由分股同心绞合线构成的绳绞合铜导线" 50ASTM B174-1990 电导体用多股绞合铜导线50ASTM B176-1990 铜合金压铸件50ASTM B179-1992a 砂型铸件、永久型铸件及压铸件用的铝合金锭50ASTM B187-1992 母线用铜条材、棒材和型材50ASTM B188-1988 母线用无缝钢管50ASTM B189-1990 电气用镀铅和镀铅合金软态铜线50ASTM B19-1986 弹壳用黄铜薄板、带、厚板、条和圆坯50ASTM B194-1992 铜铍合金中厚板、薄板、带材和轧制条材60ASTM B196M-1990 铜铍合金棒材和条材(米制) 50ASTM B197-1991 铜铍合金线50ASTM B199-1987 镁合金永久型铸件50ASTM B206M-1987 铜镍锌合金(镍银)线和铜镍合金线(米制) 50ASTM B209-2004 铝和铝合金薄板和中厚板标准规范50ASTM B210M-1992a 铝和铝合金拉制无缝管(米制) 60ASTM B211M-1992a 铝和铝合金异形棒、圆棒和线材(米制) 50ASTM B216-1989 生产加工产品用的火法精炼韧铜及铜合金-精炼型锭50ASTM B2-1988 拉制半硬态铜线50ASTM B21M-1990a 海军黄铜棒材、条材和型材(米制) 50ASTM B22-1990a 桥梁和转台有青铜铸件50ASTM B221M-1992a 铝和铝合金挤制圆棒、异形棒、线材、型材和管材(米制) 60ASTM B224-1992 铜的标准分类50ASTM B226-1990 有芯圆环形同心绞合铜导线50ASTM B227-1988 拉制硬态包铜钢线50ASTM B228-1988 同心绞合包铜钢导线50ASTM B229-1990 铜和包铜钢复合同心绞线50ASTM B230M-1989 电气用1350-H19铝线(米制) 50ASTM B231-1990 同心绞合1350铝导线50ASTM B23-1983(1988) 巴比轴承合金50ASTM B232M-1992 同心绞合镀层钢芯铝导线(ACSR)(米制) 60ASTM B233-1992 电气用1350铝拉丝坯盘条50ASTM B234M-1992 冷凝器与热交换器用铝合金拉制无缝管(米制) 50ASTM B236M-1992a 电气用铝棒(母线) 50ASTM B241/B241M-1992a 铝和铝合金无缝管及无缝挤压管60ASTM B244-1979 用涡流法检测铝材的阳极氧化涂层厚度及在其它非磁性基体金属绝缘涂层厚度的方法50ASTM B247M-1992a 铝和铝合金模锻件、手工锻件和轧制环形锻件(米制) 60ASTM B248M-1991a 铜和铜合金加工厚板、薄板、带材和轧制条材的一般要求(米制) 70 ASTM B249-1991 铜和铜合金加工棒材、条材和型材的一般要求70ASTM B250M-1988 加工铜合金线材的一般要求(米制) 50ASTM B251M-1988 加工铜和铜合金无缝管的一般要求(米制) 50ASTM B26/B26M-1992a 铝合金砂型铸件60ASTM B265-1993 钛和钛合金带材、薄板和中厚板材50ASTM B267-1990 绕线电阻器用丝材50ASTM B271-1991 铜基合金离心浇注铸件50ASTM B272-1983 带轧制或拉制边的扁平铜产品(扁线和带材) 50ASTM B280-1992 空调及制冷领域用无缝铜管50ASTM B283-1991 铜及铜合金热压模锻件50ASTM B286-1989 电子设备连接线用铜导线50ASTM B291-1991 铜锌锰合金(锰黄铜)薄板和带材50ASTM B29-1992 精炼铅50ASTM B298-1987 镀银软态或退火铜线50ASTM B299-1992 海绵钛50ASTM B30-1992 铜基合金锭70ASTM B301M-1990 易切削黄铜棒材和条材(米制) 50ASTM B302-1988 无螺纹铜管50ASTM B306-1988 铜排水管(DWV) 50ASTM B308/B308M-1992a 6061-T6铝合金标准结构型材50ASTM B313/B313M-1992a 铝及铝合金焊接圆管50ASTM B314-1990 通讯电缆用1350铝线50ASTM B315-1991 无缝铜合金管和标准规格管60ASTM B316-1992a 铝及铝合金铆钉和冷镦用线材与圆棒(米制) 50ASTM B317-1992a 导电(母线)用铝合金挤制条材、棒材、管材和结构型材50ASTM B3-1990 软态或退火铜线50ASTM B32-1993 钎焊料金属50ASTM B324-1988 电气用矩形和方形铝线50ASTM B327-1992 压铸锌合金用铝中间合金50ASTM B33-1991 电气用软态或退火镀锡铜线50ASTM B333-1992 镍-钼合金中厚板、薄板和带材50ASTM B335-1989 镍-钼合金圆棒50ASTM B338-1991a 冷凝器用和热交换器用钛和钛合金无缝与焊接管50ASTM B339-1993 锡锭50ASTM B341M-1993 钢芯铝绞线(ACSR/AZ)用镀铝钢芯线(米制) 50ASTM B344-1992 电加热元件用拉制或轧制镍铬和镍铬铁合金丝50ASTM B345M-1992a 煤气和石油输送与管网分配系统用铝和铝合金无缝管和无缝挤压管(米制) 50ASTM B348-1993 钛和钛合金条材和方坯50ASTM B350-1993 核工来用锆和锆合金锭50ASTM B351-1992 核工业用热轧和冷加工锆和锆合金棒材和线材50ASTM B352-1992 核工业用锆和锆合金薄板、带材和中厚板材50ASTM B353-1991 核设施用形变锆和锆合金无缝管和焊接管60ASTM B355-1990 镀镍软态或退火铜线50ASTM B359M-1992 冷凝器及热交换器用铜与铜合金无缝翅片管(米制) 50ASTM B36/B36M-1991a 黄铜厚板、薄板、带材和轧制条材50ASTM B360-1988 限流用拉制硬态铜毛细管50ASTM B361-1992 工厂制造的形变铝和铝合金焊接配件50ASTM B364-1992 钽和钽合金锭50ASTM B365-1992 钽和钽合金棒材和线材50ASTM B369-1990b 铜镍合金铸件50ASTM B370-1988 建筑结构用铜薄板和带材50ASTM B371-1984a 铜锌硅合金棒材50ASTM B37-1992 钢铁生产用铝50ASTM B372-1992 铜和铜合金无缝矩形波导管50ASTM B373-1992a 电容器用铝箔50ASTM B379-1980(1987) 磷铜-精炼型锭50ASTM B386-1991(1992) 钼和钼合金中厚板、薄板、带材和箔材50ASTM B387-1990 钼和钼合金棒材和线材50ASTM B388-1987 双金属片用薄板和带材50ASTM B391-1989 铌和铌合金锭50ASTM B39-1979(1993) 镍50ASTM B392-1989 铌和铌合金扁材、棒材和线材50ASTM B393-1989 铌和铌合金带材、薄板和中厚板50ASTM B394-1989 铌和铌合金无缝和焊接管50ASTM B395M-1992 热交换器和冷凝器用铜和铜合金无缝U形弯管(米制) 60ASTM B396-1987 电气用5005-H19铝合金线50ASTM B397-1985(1992) 5005-H19铝合金同心绞合导线50ASTM B398M-1992 电气用6201-T81铝合金线(米制) 50ASTM B399M-1992 6201-T81铝合金同心绞合导线[米制]50ASTM B400-1992 1350铝紧密型同心绞合圆导线50ASTM B401-1992 紧密型钢芯同心绞合圆形铝导线(ACSR/COMP) 50ASTM B403-1990 镁合金熔模铸件50ASTM B404M-1992a 冷凝器和热交换器用铝或铝合金无缝翅片管(米制) 50ASTM B407-1993 镍铁铬合金无缝管50ASTM B408-1987 镍铁铬合金圆棒和异形棒50ASTM B409-1993 镍铁铬合金中厚板、薄板和带材50ASTM B411-1985 铜镍硅合金棒材和条材50ASTM B412-1987 铜镍硅合金线材50ASTM B413-1989 精炼银50ASTM B415-1992 冷拉包钢铝包丝50ASTM B416-1988 同心绞合包铝钢导线50ASTM B42-1992 标准规格的无缝铜管50ASTM B422-1991 铜铝硅钴合金、铜镍硅镁合金和铜镍铝镁合金薄板与带材50 ASTM B423-1990 镍铁铬钼铜合金(UNS N08825和N08221)无缝管50ASTM B424-1993 镍铁铬钼铜合金(UNS N08825和UNS N08221)中厚板、薄板和带材50 ASTM B425-1993 镍铁铬钼铜合金(UNS N08825和UNS N08221)圆棒和异形棒50 ASTM B427-1990 青铜合金齿轮铸件50ASTM B429-1992a 铝合金挤制结构管50ASTM B43-1991 标准规格的红色黄铜无缝管50ASTM B432-1991 包覆铜和铜合金中厚钢板50ASTM B434-1989 镍钼铬铁合金(UNS N10003)中厚板、薄板和带材50ASTM B435-1993 合金UNS N06002、UNS N06230和UNS R30556中厚板、薄板和带材50 ASTM B440-1983(1988) 镉50ASTM B441-1985 铜钴铍合金(UNS号C17500)和铜镍铍合金(UNS号C17510)棒材和条材50 ASTM B442-1980(1987) 化学法精炼的紫铜型锭50ASTM B443-1993 镍铬钼铌合金(UNS N06625)中厚板、薄板及带材50ASTM B444-1990 镍铬钼铌合金(UNS N06625)无缝管50ASTM B445-1987 镍铬铁铌钼钨合金(UNS N06102)无缝管50ASTM B446-1993 镍铬钼铌合金(UNS N06625)圆棒和异形棒50ASTM B447-1992a 焊接铜管50ASTM B451-1981(1986) 印刷电路和载波带用铜箔、带和薄板50ASTM B452-1988 电子工业用包铜钢丝50ASTM B453M-1988 铜锌铅合金(含铅黄铜)棒材(米制) 50ASTM B455-1991 铜锌铅合金(含铅黄铜)挤压型材50ASTM B462-2004 高温耐腐蚀用锻制或轧制的UNS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规范60ASTM B463-1993 合金UNS N08020、UNS N08026和UNS N08024中厚板、薄板和带材50 ASTM B464-1993 合金UNS N08020、UNS N08024和UNS N08026标准尺寸焊接管(一般用途) 50ASTM B465-1990 铜铁合金中厚板、薄板、带和轧制棒50ASTM B466M-1986 铜镍合金无缝管(米制) 50ASTM B467-1988 铜镍合金焊接管50ASTM B468-1993 合金UNS N08020、N08024和N08026非标准尺寸焊接管(锅炉、热交换器和冷凝器用) 50ASTM B469-1988 承压用铜合金无缝管50ASTM B470-1990 电子设备连接线用焊合铜导线50ASTM B471-1993 UNS N08020、UNS N08026和UNS N08024镍合金圆形弹簧线材50 ASTM B47-1964(1990) 铜电车架空线50ASTM B472-1991a 供再锻造用的UNS N08020、UNS N08026、UNS N08024、UNS N08926和UNS N08367镍合金坯料及条材50ASTM B473-1991 UNS N08020、UNS N08026和UNS N08024镍合金条材及线材50ASTM B474-1987 镍合金UNS N08020、N08026和N08024电熔焊管50ASTM B475-1991 UNS N08020、UNS N08026和UNS N08024镍合金圆形编织用丝50 ASTM B476-1990 贵金属电触头材料一般要求50ASTM B477-1992 金银镍电触头合金50ASTM B479-1992a 软质包装隔离用退火铝和铝合金箔50ASTM B48-1992 电导体用矩形和方形软态裸铜线50ASTM B483M-92a 一般用途的铝和铝合金拉制管(米制) 50ASTM B488-1986 工程用金电镀层50ASTM B491/B491M-1992a 一般用途的铝和铝合金挤制圆管(米制) 50ASTM B49-1992 电气用再拉铜盘条50ASTM B495-1990 锆和锆合金锭50ASTM B496-1992 紧密型同心绞合圆形铜导线50ASTM B498M-1993 钢芯铝绞线(ACSR)用镀锌钢芯线(米制) 50ASTM B500-1992 钢芯铝绞线(ACSR)用镀锌、镀锌-5%铝-混合稀土合金和镀铝捻股钢芯50ASTM B501-1988 电子工业用镀银包铜钢丝50ASTM B502-1993 包铝钢芯铝导线用包铝钢芯线50ASTM B505-1991b 铜基合金连续铸件60ASTM B506-1981(1986) 建筑结构用包铜不锈钢薄板和带材50ASTM B508-1986 挠性金属软管用铜合金带材50ASTM B509-1977(1983) 对核用镍合金板的补充要求50ASTM B510-1977(1983) 核用镍合金棒和条的补充要求规范50ASTM B511-1993 镍铁铬硅合金条材及型材50ASTM B512-1987 镍铬硅合金(UNS N08830)坯料和条材50ASTM B513-1979(1985) 核用镍合金无缝管附加要求技术条件50ASTM B514-1985 镍铁铬合金焊管50ASTM B515-1990 合金UNS N08800和UNS N08810焊接管材50ASTM B516-1993 镍铬铁合金(UNS N06600)非标准尺寸焊接管材50ASTM B517-1993 镍铬铁合金(UNS N06600)标准尺寸焊管50ASTM B518-1987 镍铬铁铌钼钨合金(UNS N06102)圆棒及异形棒50ASTM B519-1992 镍铬铁铌钼钨合金(UNS N06102)中厚板、薄板和带材50ASTM B5-1989 电解精炼韧铜型锭50ASTM B520-1970(1988) 电子用镀锡包铜钢丝50ASTM B521-1992 钽和钽合金无缝与焊接管50ASTM B522-1990 金银铂电触头合金50ASTM B523-1992 锆和锆合金无缝与焊接管50ASTM B524M-1992 铝合金芯线同心绞合铝导线(ACAR,1350/6201)[米制]50ASTM B531-1990 电气用5005铝合金拉拔坯盘条50ASTM B534-1991 铜钴铍合金和铜镍铍合金中厚板、薄板、带材和轧制条材50ASTM B535-1987 镍铁铬硅合金(UNS N08330和UNS N08332)无缝管50ASTM B536-1993 镍铁铬硅合金(UNS N08330和UNS N08332)中厚板、薄板和带材50 ASTM B540-1991 钯电触头合金50ASTM B541-1989 金电触头合金50ASTM B543M-1991 热交换器用铜和铜合金焊接管(米制) 50ASTM B546-1987 镍铁铬硅合金(UNS N08330和UNS N08332)电熔焊管50ASTM B547-1992a 成形后电弧焊接的铝和铝合金圆管50ASTM B548-1982 压力容器用铝合金板超声检测方法和规范50ASTM B549-1988 包铝钢芯同心绞合铝导线50ASTM B550-1992 锆和锆合金条材与线丝材50ASTM B551-1992 锆和锆合金带材、薄板和中厚板50ASTM B552-1986 海水淡化工厂无缝和焊接铜镍管50ASTM B559-1988 电子工业用镀镍包铜钢丝50ASTM B561-1986 精炼铂50ASTM B562-1986 精炼金50ASTM B563-1989 钯银铜电触头合金50ASTM B564-2006 镍合金锻件标准规范35ASTM B566-1988(1993) 包铜铝线50ASTM B567-1987 β背散射法测定涂层厚度方法50ASTM B569-1986 热交换器管道用UNS号C26000黄铜窄薄带材50ASTM B570-1989 铜铍合金锻件和挤压件50ASTM B572-1987a 合金UNS N06002、UNS N06230和UNS R30556圆棒50ASTM B573-1989 镍钼铬铁合金(UNS N10003)圆棒50ASTM B574-1991 低碳镍钼铬和低碳镍铬钼合金圆棒50ASTM B575-1992 低碳镍钼铬和低碳镍铬钼合金中厚板、薄板和带材50ASTM B581-1993 镍铬铁钼铜合金圆棒50ASTM B582-1992 镍铬铁钼铜合金中厚板、薄板和带材50ASTM B584-1991a 一般用途的铜合金砂型铸件50ASTM B587-1988 焊接黄铜管60ASTM B589-1982(1987) 精炼钯50ASTM B591-1991 铜锌锡合金中厚板、薄板、带材和轧制条材50ASTM B592-1986 铜锌铝钴(或镍)合金中厚板、薄板、带材和轧制条材50ASTM B594-1982 航空用铝合金制品超声检测方法50ASTM B596-1989 金铜合金电触头材料50ASTM B599-1992 稳定化镍铁铬钼铌合金(UNS N08700)中厚板、薄板和带材50ASTM B601-1992 加工和铸造铜及铜合金状态代号施行方法50ASTM B603-1990 拉拔或轧制的电加热元件用铁铬铝合金50ASTM B606-1993 钢芯铝和铝合金导线用高强度镀锌钢芯线50ASTM B608-1988 铜合金焊接管60ASTM B609M-1991 电气用退火状态和中间状态的1350铝圆线(米制) 50ASTM B61-1990 蒸汽红黄铜或阀青铜铸件50ASTM B616-1991 精炼铑50ASTM B617-1983(1988) 电触头银币合金50ASTM B618-1992a 铝合金熔模铸件50ASTM B619-1992 镍和镍钴合金标准尺寸焊管50ASTM B6-1987(1992) 锌金属50ASTM B620-1993 镍铁铬钼合金(UNS N08320)中厚板、薄板和带材50ASTM B621-1989 镍铁铬钼合金(UNS N08320)圆棒50ASTM B62-2002 青铜或高铜黄铜铸件标准规范60ASTM B622-1993 镍和镍钴合金无缝管50ASTM B623-1993 火法精炼高电导率韧铜-精炼型锭50ASTM B624-1992 电子工业用高强度和高电导率铜合金线50ASTM B625-1993 合金UNS N08904、UNS N08925、UNS N08031、UNS N08932和UNS N08926中厚板、薄板和带材50ASTM B626-1993 镍和镍钴合金非标准尺寸焊接管材50ASTM B628-1983(1988) 银铜共晶电触头合金50ASTM B631-1988 银钨电触头材料50ASTM B632M-1992a 轧制铝合金踏板(米制) 50ASTM B638-1992 太阳热吸收器用铜及铜合金镶板50ASTM B639-1992 高温用弥散硬化含钴合金(UNS R30155和UNS R30816)条材、圆棒、锻件和锻坯50ASTM B640-1992 空调和制冷设备用铜和铜合金焊管60ASTM B641-1992 无缝和焊接铜配管(D类) 50ASTM B642-1988 铜合金UNS号C21000焊接水管50ASTM B643-1990 铜铍合金无缝管50ASTM B644-1988 铜合金添加剂50ASTM B649-1993 Ni-Fe-Cr-Mo-Cu低碳合金(UNS N08904)和Ni-Fe-Cr-Mo-Cu-N低碳合金(UNS N08925、UNS N08031和UNS N08926)异形棒及线材50ASTM B652-1992 铌铪合金锭50ASTM B654-1992 铌铪合金箔材、薄板、带材和中厚板50ASTM B655-1992 铌铪合金条材、棒材和线材50ASTM B658-1992 锆和锆合金无缝与焊接管50ASTM B66-1990a 机车磨损件用青铜铸件毛坯50ASTM B662-1989 银钼电触头材料50ASTM B663-1989 银-碳化钨电触头材料50ASTM B664-1990 80%银-20%石墨滑动接触材料50ASTM B668-1989 合金UNS N08028无缝非标准尺寸管材50ASTM B669-1989 铸造和压铸件用锌-铝合金型锭50ASTM B670-1993 高温用沉淀硬化镍合金(UNS N07718)中厚板、薄板和带材50ASTM B671-1981(1987) 精炼铱50ASTM B67-1990 车辆及煤水车用镶轴瓦滑动轴承50ASTM B672-1985 镍铁铬钼铌稳定化合金(UNS N08700)异形棒和线材50ASTM B673-1991 合金UNS N08904、N08925和UNS N08926标准尺寸焊管50ASTM B674-1991 合金UNS N08904、UNS N08925和UNS N08926非标准尺寸焊接管材50 ASTM B675-1990a 合金UNS N08366和UNS N08367标准尺寸焊管50ASTM B676-1990 合金UNS N08366和UNS N08367非标准尺寸焊接管材50ASTM B677-1991 合金UNS N08904、UNS N08925和UNS N08926无缝管50ASTM B679-1991 工程用钯电镀层50ASTM B682-1981(1991) 电导线的标准米制规格50ASTM B683-1990 纯钯电触头材料50ASTM B684-1992 铂铱电触头材料50ASTM B685-1990 钯铜电触头材料50ASTM B686-1992a 高强度铝合金铸件50ASTM B687-1988 黄铜、铜和镀铬管焊纹接头50ASTM B688-1993 铬镍钼铁(UNS N08366和UNS N08367)中厚板、薄板和带材50ASTM B68M-1992 光亮退火无缝铜管(米制) 50ASTM B690-1993 铁镍铬钼合金(UNS N08366和UNS N08367)无缝管50ASTM B691-1993 铁镍铬钼合金(UNS N08366和UNS N08367)棒材、条材和线材50 ASTM B69-1992 轧制锌材50ASTM B692-1990 75%银-25%石墨滑动接触材料50ASTM B693-1991 银镍电触头材料50ASTM B694-1986 电缆屏蔽用铜、铜合金和包铜不锈钢薄板和带材50ASTM B698-1991 铜及铜合金无缝与焊接卫生管道与管材50ASTM B701-1991 钢芯同心绞合自减振铝导线(ACSR/SD) 50ASTM B702-1988 铜钨电触头材料50ASTM B704-1991 合金UNS N06625和UNS N08825非标准尺寸焊管50ASTM B705-1982(1990) 镍合金(UNS N06625和N08825)标准尺寸焊管50ASTM B706-1988 铜合金(UNS号C69100)无缝管50ASTM B707M-1988 无缝铜水管(特殊用途)(米制) 50ASTM B708-1992 钽和钽合金中厚板、薄板和带材50ASTM B709-1993 铁镍铬钼合金(UNS N08028)中厚板、薄板和带材50ASTM B710-1987 镍铁铬硅合金标准尺寸焊管50ASTM B711-1988 钢芯同心绞合铝合金导线(AACSR)(6201) 50ASTM B716M-1992 焊接铜水管(米制) 50ASTM B717-1984(1991) 精炼钌50ASTM B718-1992 镍铬钼钴钨铁硅合金(UNS N06333)中厚板、薄板和带材50ASTM B719-1983(1990) 镍铬钼钴钨铁硅合金(UNS N06333)棒材50ASTM B720-1993 UNS N08310合金非标准尺寸无缝管50ASTM B722-1983a 镍铬钼钴钨铁硅合金(UNS N06333)无缝管50ASTM B723-1983(1990) 镍铬钼钴钨铁硅合金(UNS N06333)标准尺寸焊管50ASTM B725-1993 镍(UNS N02200/UNS N02201)镍铜合金(UNS N04400)标准尺寸焊管50 ASTM B726-1991 镍铬钼钴钨铁硅合金(UNS N06333)非标准尺寸焊管50ASTM B729-1991 镍合金UNS N08020、N08026和N08024无缝管50ASTM B730-1993 镍(UNS N02200/UNS N02201)镍铜合金(UNS N04400)非标准尺寸焊管50 ASTM B731-1991 60%钯-40%银电触头材料50ASTM B736-1992a 电缆用铝、铝合金和包铝钢屏蔽带材50ASTM B738-1984(1988) 电导体用细铜线多股绞合和绳多股绞合铜导线" 50ASTM B739-1993 镍铁铬硅合金非标准尺寸焊管50ASTM B740-1991 铜镍锡亚稳合金带材50ASTM B742-1990 纯银电触头加工材50ASTM B743-1992a 无缝铜盘管50ASTM B744/B744M-1985(1990) 波纹铝管用铝合金薄板50ASTM B745/B745M-1992 下水道与排水管用波纹铝管50ASTM B746/B746M-1989a 现场拴接管道、管拱和拱用的铝合金波纹结构板50ASTM B747-1989 铜锆合金薄板和带材50ASTM B753-1986 双金属片组元用合金50ASTM B755-1993 镍铬钼钨合金(UNS N06110)中厚板、薄板和带材50ASTM B756-1993 镍铬钼钨合金(UNS N06110)棒材和条材50ASTM B757-1990 镍铬钼钨合金(UNS N06110)标准尺寸焊管50ASTM B758-1986 镍铬钼钨合金(UNS N06110)非标准尺寸焊管50ASTM B759-1986 镍铬钼钨合金(UNS N06110)无缝管50ASTM B75M-1992a 无缝铜管(米制) 50ASTM B760-1986(1993) 钨中厚板、薄板和箔材50ASTM B763-1990 阀门用铜合金砂型铸件50ASTM B768-1990 铜钴铍合金带材和薄板50ASTM B770-1990 一般用途的铜铍合金砂型铸件50ASTM B774-1987(1993) 低熔点合金50ASTM B776-1991 铪和铪合金带、薄板及中厚板50ASTM B777-1987(1993) 高密度钨基金属50ASTM B778-1992 型线紧密同心绞合铝导线(AAC/TW) 50ASTM B779-1991 钢芯型线紧密同心绞合铝导线(ACSR/TW) 50ASTM B780-1987 75%-24.5%铜-0.5%镍电触头合金50ASTM B784-1988 绝缘电缆用改进型同心绞合铜导线50ASTM B785-1988 绝缘电缆用改进型紧密圆形同心绞合铜导线50ASTM B786-1988 后继绝缘用19线外层搭配单向绞合1350铝导线50ASTM B787-1988 后继绝缘用19线外层搭配单向绞合铜导线50ASTM B800-1988 电气用退火和中间状态的8000系列铝合金线50ASTM B801-1988 后继加包皮或绝缘用的8000系列铝合金同心绞合导线50ASTM B80-1991 镁合金砂型铸件60ASTM B802-1989 钢芯铝绞线(ACSR)用锌-5%铝-混合稀土合金镀层钢芯钢丝50 ASTM B803-1989 钢芯铝和铝合金绞合导线用高强度锌-5%铝-混合稀土合金镀层钢芯钢丝50ASTM B804-1989 UNS N08367合金标准尺寸焊管50ASTM B805-1990 UNS N07716和UNS N07725沉淀硬化镍合金条材和线材50ASTM B806-1990 一般用途的铜合金金属型铸件50ASTM B811-1990 核反应堆燃料包壳用形变锆合金无缝管60ASTM B813-1991 铜和铜合金管材用的液态焊剂及焊膏50ASTM B814-1991 镍铬铁钼钨合金(UNS N06920)中厚板、薄板和带材50ASTM B815-1991 钴-铬-镍-钼-钨合金(UNS R31233)棒材50ASTM B818-1991 钴-铬-镍-钼-钨合金(UNS R31233)中厚板、薄板和带材50ASTM B819-1992 医用气体装置用无缝铜管50ASTM B8-1990 硬态、半硬态或软态同心绞合铜导线50ASTM B824-1992 铜合金铸件一般要求50ASTM B85-1992a 铝合金压铸件50ASTM B88M-1992 无缝铜水管(米制) 50ASTM B90/B90M-1993 镁合金薄板和厚板50ASTM B91-1992 镁合金锻件50ASTM B9-1990 青铜电车架空线50ASTM B92/B92M-1989 重熔用镁锭及镁棒50ASTM B93/B93M-1992 砂型铸件、永久型铸件及压铸件用镁合金锭50ASTM B94-1992 镁合金压铸件50ASTM B96-1992 一般用途及压力容器用的铜硅合金厚板、薄板、带材和轧条50ASTM B98M-1984 铜硅合金棒材、条材和型材(米制) 50ASTM B99M-1986a 一般用途的铜硅合金线材(米制) 50。
PE袋包装验证-PE小包装检验报告
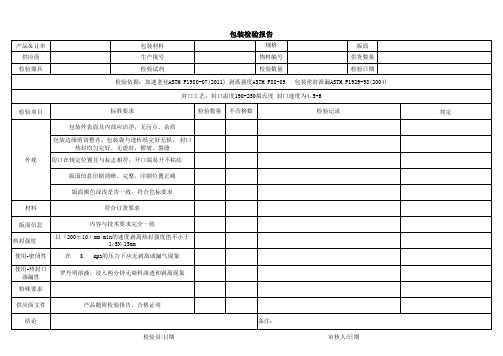
检验项目
标准要求
检验数量 不合格数
检验记录
外观
包装外表面及内部应洁净,无污点、杂质
包装边缘剪切整齐,包装袋与透析纸完好无损, 封口 热封均匀完好、无虚封、褶皱、裂缝
切口在规定位置且与标志相符,开口端易开不粘结
版面信息印刷清晰、完整,印刷求
材料
符合订货要求
版面信息
内容与技术要求完全一致
热封强度
以(200±10)mm/min的速度剥离热封强度值不小于 1.5N/15mm
使用-密闭性
在 8 kpa的压力下应无剥离或漏气现象
使用-热封口 渗漏性
罗丹明溶液,浸入两分钟无染料渗透和剥离现象
特殊要求
供应商文件
产品随附检验报告、合格证明
结论
备注:
检验员/日期
审核人/日期
判定
产品&订单 供应商
检验器具
包装材料 生产批号 检验试剂
包装检验报告
规格 物料编号 检验数量
版面 供货数量 检验日期
检验依据:加速老化ASTM F1980-07(2011) 剥离强度ASTM F88-09 包装密封泄漏ASTM F1929-98(2004)
封口工艺:封口温度190-250摄氏度 封口速度为4.5-6
塑料行业ASTM标准大全
塑料行业ASTM标准大全塑料行业ASTM标准大全ASTMD 4549-98 聚苯乙烯模塑和挤出材料规范 ASTM D1693-00 乙烯塑料环境应力开裂标准试验方法 ASTM D 256 塑料和电绝缘材料抗冲击性能试验方法ASTM D 570 塑料吸水试验方法 ASTM D 638 塑料拉伸性能试验方法 ASTM D1238 塑料熔体流动速率试验方法 ASTM D257 塑料体积电阻率试验方法ASTM D 648 塑料弯曲负荷下热变形温度试验方法 ASTM D 788 甲基丙烯酸酯模塑和挤出材料规范ASTM D 790 非增强,增强塑料和电绝缘材料弯曲性能的试验方法 ASTM D 883 塑料术语定义ASTM D746 塑料低温脆化温度的试验方法ASTM D 955 从模塑塑料的模塑尺寸测定收缩率的试验方法 ASTM D 957 测定塑料模具表面温度的操作规程 ASTM D 3935 未填充和增强聚碳酸酯(PC)材料规范 ASTM D 4066 尼龙注塑和挤出材料规范 ASTM D 4101 丙烯塑料注塑和挤出材料规范 ASTM D 4181 聚甲醛(POM)模塑和挤出材料规范 ASTM D 4507 热塑性聚酯(TPES)材料规范 ASTM D 4549 聚苯乙烯模塑和挤出材料规范ASTM D3641-97热塑性模塑和挤塑材料的注塑成型试样的标准操作规程ASTM D3835-96用毛细管流变仪法测定聚合物材料的流变特性 ASTMD4019-94a 用库仑法测定塑料湿度的标准试验方法 ASTM D4065-95 测定和报告塑料动态力学性能的操作指南 ASTMD 4101-00 聚丙烯模塑和挤出材料规范ASTM D5023-95a 用三点弯曲法测定塑料动态力学性能试验方法 ASTMD5420-98a 落锤冲击法(Gardner Impact)平板硬质塑料试样耐冲击性试验方法 ASTM D5422-93 用螺杆挤出毛细管流变仪测定热塑性塑料材料特性的试验方法ASTM D 5524-94高密度聚乙烯中酚类抗氧剂的测定的标准方法(液相色谱) ASTM D 5815-95线性低密度聚乙醇中酚类抗氧剂及芥酸类添加剂测定的标准方法(液相色谱)ASTM D5857-96 采用ISO标准和方法的丙烯塑料模塑和挤出材料规 ASTM D 6042-96 聚丙烯均聚物中酚类抗氧剂及芥酸类添加剂测定的标准方法(液相色谱)ASTM D 3795-93 用扭矩流变仪测量热固性塑料热流动和固化性能标准试验方法ASTM D1248-84(89) 聚乙烯模塑和挤出材料规格 ASTM D 746-98 塑料和弹性体冲击脆化温度试验方法ASTM D2396-94 扭矩流变仪测量PVC树脂粉末混合时间的标准试验方法ASTMD:4440-01塑料标准实验方法:动态机械性能熔体流变学 ASTM D2591 塑料热应力开裂试验方法ASTM D1591 塑料介电常数和损耗正切的试验方法。
(整理)润滑油在机械设备使用知识
设备的润滑管理设备的润滑管理是设备技术管理的重要组成部分,也是设备维护的重要内容,搞好设备润滑工作,是保证设备正常运转、减少设备磨损、防止和减少设备事故,降低动力消耗,延长设备修理周期和使用寿命的有效措施。
①润滑的基本原理把一种具有润滑性能的物质,加到设备机体摩擦副上,使摩擦副脱离直接接触,达到降低摩擦和减少磨损的手段称为润滑。
润滑的基本原理是润滑剂能够牢固地附在机件摩擦副上,形成一层油膜,这种油膜和机件的摩擦面接合力很强,两个摩擦面被润滑剂分开,使机件间的摩擦变为润滑剂本身分子间的摩擦,从而起到减少摩擦降低磨损的作用。
设备的润滑是设备维护的重要环节。
设备缺油或油变质会导致设备故障甚至破坏设备的精度和功能。
搞好设备润滑,对减少故障,减少机件磨损,延长设备的使用寿命起着重要作用。
②润滑剂的主要作用a. 润滑作用:减少摩擦、降低磨损;b. 冷却作用:润滑剂在循环中将摩擦热带走,降低温度防止烧伤;c. 洗涤作用:从摩擦面上洗净污秽,金属粉粒等异物;d. 密封作用:防止水分和其他杂物进入;e. 防锈防蚀:使金属表面与空气隔离开,防止氧化;f. 减震卸荷:对往复运动机件有减震、缓冲、降低噪音的作用,压力润滑系统有使设备启动时卸荷和减少起动力矩的作用;g. 传递动力:在液压系统中,油是传递动力的介质。
③润滑油选择的基本原则设备说明书中有关润滑规范的规定是设备选用油品的依据,若无说明书或规定时,由设备使用单位自己选择。
选择油品时应遵循以下原则:a. 运动速度:速度愈高愈易形成油楔,可选用低粘度的润滑油来保证油膜的存在。
选用粘度过高,则产生的阻抗大、发热量多、会导致温度过高。
低速运转时,靠油的粘度来承载负荷,应选用粘度较高的润滑油。
b. 承载负荷:一般负荷越大选用润滑油的粘度越高。
低速重载应考虑油品允许承载的能力。
c. 工作温度:温度变化大时,应选用粘度指数高的油品,高温条件下工作应选用粘度和闪点高、油性和抗氧化稳定性好,有相应添加剂的油品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Designation:B88–09Standard Specification forSeamless Copper Water Tube1This standard is issued under thefixed designation B88;the number immediately following the designation indicates the year of originaladoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscriptepsilon(´)indicates an editorial change since the last revision or reapproval.This standard has been approved for use by agencies of the Department of Defense.1.Scope*1.1This specification establishes the requirements for seam-less copper water tube suitable for general plumbing,similarapplications for the conveyance offluids,and commonly usedwith solder,flared,or compression-typefittings.The type ofcopper water tube suitable for any particular application isdetermined by the internal or externalfluid pressure,by theinstallation and service conditions,and by local requirements.Means of joining or bending are also factors which affect theselection of the type of tube to be used.2N OTE1—Annealed tube is suitable for use withflared or compressionfittings,and with solder-typefittings,provided rounding and sizing of thetube ends is performed where needed.N OTE2—Drawn temper tube is suitable for use with solder-typefittings.Types K and L tube,in the drawn temper,are suitable for use withcertain types and sizes of compressionfittings.N OTE3—This specification is the inch-pound companion to Specifica-tion B88M;therefore,no SI equivalents are presented in the specification.N OTE4—Fittings used for soldered or brazed connections in plumbingsystems are described in ASME B16.18and ASME B16.22.1.2The tube shall be produced from the following coppers,and the manufacturer has the option to supply any one of them,unless otherwise specified.Copper UNS No.Previously UsedDesignationDescriptionC10200OF Oxygen free withoutresidual deoxidants C12000DLP Phosphorus deoxidized,low residual phosphorus C12200DHP Phosphorus deoxidized,high residual phosphorus 1.3The assembly of copper plumbing orfire sprinkler systems by soldering is described in Practice B828.1.4Solders for joining copper potable water orfire sprinkler systems are covered by Specification B32.The requirements for acceptablefluxes for these systems are covered by Speci-fication B813.1.5The following safety hazards caveat pertains only to the test methods portion,Section15,of this specification:This standard does not purport to address all of the safety concerns, if any,associated with its use.It is the responsibility of the user of this standard to establish appropriate safety and health practices and determine the applicability of regulatory limita-tions prior to use.2.Referenced Documents2.1The following documents of the issue in effect on date of material purchase form a part of this specification to the extent referenced herein:2.2ASTM Standards:3B32Specification for Solder MetalB88M Specification for Seamless Copper Water Tube(Met-ric)B153Test Method for Expansion(Pin Test)of Copper and Copper-Alloy Pipe and TubingB577Test Methods for Detection of Cuprous Oxide(Hy-drogen Embrittlement Susceptibility)in CopperB601Classification for Temper Designations for Copper and Copper Alloys—Wrought and CastB813Specification for Liquid and Paste Fluxes for Solder-ing of Copper and Copper Alloy TubeB828Practice for Making Capillary Joints by Soldering of Copper and Copper Alloy Tube and FittingsE2Discontinued1983;Methods of Preparation of Micro-graphs of Metals and Alloys(Including Recommended Practice for Photography As Applied to Metallography);Replaced by E8834E3Guide for Preparation of Metallographic Specimens1This specification is under the jurisdiction of ASTM Committee B05on Copper and Copper Alloys and is the direct responsibility of Subcommittee B05.04on Pipe and Tube.Current edition approved Oct.1,2009.Published November2009.Originallyapproved st previous edition approved in2003as B88–03.DOI: 10.1520/B0088-09_WIP_#862650.2The UNS system for copper and copper alloys(see Practice E527)is a simple expansion of the former standard designation system accomplished by the addition of a prefix“C”and a suffix“00.”The suffix is permitted to be used to accommodate composition variations of the base alloy.3For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.4Withdrawn.The last approved version of this historical standard is referenced on .*A Summary of Changes section appears at the end of this standard. Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.--`,,``,,,,`,,```,,```,`,```````-`-`,,`,,`,`,,`---E8Test Methods for Tension Testing of Metallic Materials E18Test Methods for Rockwell Hardness of Metallic Ma-terialsE29Practice for Using Significant Digits in Test Data to Determine Conformance with SpecificationsE53Test Method for Determination of Copper in Unalloyed Copper by GravimetryE62Test Methods for Chemical Analysis of Copper and Copper Alloys(Photometric Methods)E112Test Methods for Determining Average Grain Size E243Practice for Electromagnetic(Eddy-Current)Exami-nation of Copper and Copper-Alloy TubesE255Practice for Sampling Copper and Copper Alloys for the Determination of Chemical CompositionE527Practice for Numbering Metals and Alloys in the Unified Numbering System(UNS)2.3ASME Standards:ASME B16.18Cast Copper Alloy Solder Joint Pressure Fittings5ASME B16.22Wrought Copper and Copper Alloy Solder Joint Pressure Fittings53.Terminology3.1Definitions:3.1.1coil,n—a length of the product wound into a series of connected turns.The unqualified term“coil”as applied to tube usually refers to a bunched coil.3.1.1.1bunched,n—a coil in which the turns are bunched and held together such that the cross section of the bunched turns is approximately circular.3.1.1.2double layerflat,n—a coil in which the product is spirally wound into two connected disk-like layers such that one layer is on top of the other.(Sometimes called“double layer pancake coil”or“double layer spirally wound coil.”)3.1.1.3level or traverse wound,n—a coil in which the turns are wound into layers parallel to the axis of the coil such that successive turns in a given layer are next to one another. (Sometimes called“helical coil.”)3.1.1.4single layerflat,n—a coil in which the product is spirally wound into a single disk-like layer.(Sometimes called “pancake coil”or“single layer spirally wound coil.”)3.1.2lengths,n—straight pieces of the product.3.1.2.1standard,n—uniform lengths recommended in a simplified practice recommendation or established as a com-mercial standard.3.1.3tube,seamless,n—a tube produced with a continuous periphery in all stages of the operations.3.1.3.1tube,copper service,n—a bendable copper water tube for underground water service.3.1.3.2tube,copper water,n—a seamless copper tube conforming to the particular dimensions commercially known as Copper Water Tube and designated as Types K,L,and M.3.2Definitions of Terms Specific to This Standard:3.2.1capable of—the test need not be performed by the producer of the material.However,if subsequent testing by the purchaser establishes that the material does not meet these requirements,the material shall be subject to rejection.4.Ordering Information4.1Include the following information for material ordered under this specification.4.1.1ASTM designation and year of issue(for example, B88–03),4.1.2Copper UNS No.(not necessary unless a specific copper is desired),4.1.3Nominal or standard size(Column1of Table1)and whether Type K,L,or M(Sections3and11),4.1.4Temper(Sections5and7),4.1.5Length(see11.5),4.1.6How furnished:straight or coils,and4.1.7Quantity(pieces)of each size and type.4.1.8In addition,when material is purchased for agencies of the ernment,it shall conform to the Supplementary Requirements as defined herein when specified in the contract or purchase order.4.2The following options are available and shall be speci-fied in the contract or purchase order when required:4.2.1Tension test(Section8),4.2.2Grain size determination(Section8),4.2.3Expansion test(9.1),and4.2.4Microscopical Examination for Hydrogen Embrittle-ment,Procedure B(9.3.2).5.Materials and Manufacture5.1The material shall be of such quality and purity that the finished product shall have the properties and characteristics prescribed in this specification,and shall be cold drawn to size.5.2The tube shall befinished by such cold-working and annealing operations as are necessary to produce the required temper and surfacefinish.5.3Tube when furnished in coils shall be annealed after coiling.5.4Tube when furnished in straight lengths shall normally be in the drawn temper.Upon agreement between the manu-facturer or supplier and the purchaser,the manufacturer shall have the option to supply annealed straight length tubing.6.Chemical Composition6.1The material shall conform to the chemical composition requirements in Table2for the specific type of copper.6.2These specification limits do not preclude the presence of other elements.When included in the contract or purchase order,and agreed upon by the manufacturer or supplier and the purchaser,limits shall be established and analysis required for unnamed elements.7.Temper7.1Seamless copper water tube shall be furnished in the tempers designated below.Current designations as defined in Classification B601are shown.Annealed—ODrawn—H5Available from American Society of Mechanical Engineers(ASME),ASME International Headquarters,Three Park Ave.,New York,NY10016-5990,http://.--` , , ` ` , , , , ` , , ` ` ` , , ` ` ` , ` , ` ` ` ` ` ` ` -` -` , , ` , , ` , ` , , ` ---8.Mechanical Property Requirements8.1The tube shall conform to the mechanical property requirements prescribed in Table 3.Tension tests and grainsize determinations need not be made except when indicated by the purchaser at the time of placing the order.A convenient method of indicating that these tests are to be made is to state that “Test Procedure ’T’is required”(see 4.2.1).Where agreement on the Rockwell hardness tests cannot be reached,the tensile strength and grain-size requirements of Table 3shall be the basis for acceptance or rejection.9.Performance Requirements 9.1Expansion Test :9.1.1The annealed (O)tube shall be capable of being expanded in accordance with Test Method B153with an expansion of the outside diameter in the following amount:Nominal or Standard Size,in.Expansion ofOutside Diameter,%5⁄8and under 40Over 5⁄830The expanded tube shall show no cracking or rupture visible to the unaided eye.9.2Flattening Test :9.2.1As an alternative to the expansion test for tube standard sizes 4in.and over in the annealed condition,asection 4in.in length shall be cut from the end of one of the lengths for a flattening test.This 4-in.test specimen shall be flattened so that a gage set at three times the wall thickness will pass over the tube freely throughout the flattened part.The tube so tested shall develop no cracks or flaws visible to the unaided eye as a result of this test.In making the flattening test the elements shall be slowly flattened by one stroke of the press.9.3Microscopical Examination for Susceptibility to Hydro-gen Embrittlement :9.3.1Tubes furnished in Copper UNS No.C10200and C12000shall be essentially free of cuprous oxide as deter-mined by Procedure A of Test Methods B577.When Copper UNS No.C12200is supplied,examination is not required.In case of a dispute,Procedure C of Test Methods B577shall be used as the referee method.9.3.2Tubes furnished in all coppers shall be capable of passing the embrittlement test specified in Procedure B of Test Methods B577.The actual performance of the test is not required unless specifically requested in the ordering docu-ment.In case of a dispute,Procedure C of Test Methods B577shall be used as the referee method.10.Nondestructive Testing10.1Each tube up to and including 31⁄8in.in outside diameter shall be subjected to an eddy-current test.Testing shall follow the procedures of Practice E243,except for the determination of “end effect.”Tubes shall be passed through an eddy-current test unit adjusted to provide information on the suitability of the tube for the intended application.10.1.1Notch-depth standards,rounded to the nearest 0.001in.,shall be 22%of the wall thickness.The notch-depth tolerance shall be plus and minus 0.0005in.Alternatively,atTABLE 1Dimensions,Weights,and Tolerances in Diameter and Wall Thickness for Nominal or Standard Copper Water Tube Sizes(All tolerances are plus and minus except as otherwise indicated)Nominal or Standard Size,in.Outside Diameter,in.Average Outside Diameter A Tolerance,in.Wall Thickness and Tolerances,in.Theoretical Weight,lb/ft Type KType LType MAnnealed Drawn Wall Thickness Toler-ance B Wall Thickness Toler-ance B Wall ThicknessToler-ance BType K Type L Type M1⁄40.3750.0020.0010.0350.00350.0300.003CC0.1450.126C3⁄80.5000.00250.0010.0490.0050.0350.0040.0250.0020.2690.1980.1451⁄20.6250.00250.0010.0490.0050.0400.0040.0280.0030.3440.2850.2045⁄80.7500.00250.0010.0490.0050.0420.004CC0.4180.362C3⁄40.8750.0030.0010.0650.0060.0450.0040.0320.0030.6410.4550.3281 1.1250.00350.00150.0650.0060.0500.0050.0350.0040.8390.6550.46511⁄4 1.3750.0040.00150.0650.0060.0550.0060.0420.004 1.040.8840.68211⁄2 1.6250.00450.0020.0720.0070.0600.0060.0490.005 1.36 1.140.9402 2.1250.0050.0020.0830.0080.0700.0070.0580.006 2.06 1.75 1.4621⁄2 2.6250.0050.0020.0950.0100.0800.0080.0650.006 2.93 2.48 2.033 3.1250.0050.0020.1090.0110.0900.0090.0720.007 4.00 3.33 2.6831⁄2 3.6250.0050.0020.1200.0120.1000.0100.0830.008 5.12 4.29 3.584 4.1250.0050.0020.1340.0130.1100.0110.0950.010 6.51 5.38 4.665 5.1250.0050.0020.1600.0160.1250.0120.1090.0119.677.61 6.666 6.1250.0050.0020.1920.0190.1400.0140.1220.01213.910.28.9288.1250.006+0.0020.2710.0270.2000.0200.1700.01725.919.316.5−0.0041010.1250.008+0.0020.3380.0340.2500.0250.2120.02140.330.125.6−0.0061212.1250.008+0.0020.4050.0400.2800.0280.2540.02557.840.436.7−0.006A The average outside diameter of a tube is the average of the maximum and minimum outside diameter,as determined at any one cross section of the tube.BMaximum deviation at any one point.CIndicates that the material is not generally available or that no tolerance has been established.TABLE 2Chemical Composition—Weight %--`,,``,,,,`,,```,,```,`,```````-`-`,,`,,`,`,,`---the option of the manufacturer using speed insensitive eddy-current units that are equipped to select a fraction of the maximum unbalance signal,the following percent maximum unbalance signals shall be used:Nominal or StandardTube Size,in.Unbalance Signal Magnitude,max %Up to 3⁄8,incl 0.21⁄2to 2,incl 0.3Over 2to 3,incl0.410.1.2Tubes that do not actuate the signalling device of the eddy-current testers shall be considered as conforming to the requirements of this test.Tubes with discontinuities indicated by the testing unit shall,at the option of the manufacturer,be reexamined or retested to determine whether the discontinuity is cause for rejection.Signals that are found to have been caused by minor mechanical damage,soil or moisture,shall not be cause for rejection of the tubes provided the tube dimen-sions are still within prescribed limits and the tube is suitable for its intended application.10.2Tube made to this specification shall be capable of withstanding the pressure test of 10.2.1or 10.2.2.On subse-quent testing by the purchaser,failure to meet the requirements of 10.2.1or 10.2.2are grounds for rejection of the material by the purchaser.10.2.1The tube shall stand,without showing evidence of leakage,an internal hydrostatic pressure sufficient to subject the material to a fiber stress of 6000psi,calculated from the following equation for thin hollow cylinders under tension:P 52St /~D 20.8t !(1)where:P =hydrostatic pressure,psi;t =wall thickness,in.;D =outside diameter of the tube,in.;and S =allowable stress of the material,psi.10.2.2The tube shall stand an internal air pressure of 60psig for 5s without showing evidence of leakage.The test method used shall permit easy visual detection of any leakage,such as by having the tube under water or by the pressure differential method.11.Dimensions,Mass,and Permissible Variation11.1For the purpose of determining conformance with the dimensional requirements prescribed in this specification,any measured value outside the specified limiting values for any dimensions shall make the tube subject to rejection at the option of the purchaser.11.2Standard Dimensions,Wall Thickness,and Diameter Tolerances —The standard dimensions,wall thickness,and diameter tolerances shall be in accordance with Table 1.11.3Mass —For purposes of calculating weights,cross sec-tions,and so forth,the density of the copper shall be taken as 0.323lb/in.3The theoretical weight per foot is given in Table 1.11.4Roundness —For drawn unannealed tube in straight lengths,the roundness tolerance shall be as prescribed in Table 4.The deviation from roundness is measured as the difference between major and minor diameters as determined at any one cross section of the tube.No roundness tolerance has been established for annealed tube in straight lengths or for tubes furnished in coils.11.5Lengths and Tolerances :11.5.1Standard Lengths and Tolerances —The standard lengths and tolerances shall be as specified in Table 5.11.5.2Tube supplied in other than standard lengths and tolerances shall be in accordance with requirements established by agreement between the manufacturer or supplier and the purchaser.11.6Squareness of Cut —For tube in straight lengths,the departure from squareness of the end of any tube shall not exceed more than 0.010in.for tube up to and including 1⁄2-in.standard size;and not more than 0.016in./in.of outside diameter for tube larger than 1⁄2-in.standard size.12.Workmanship,Finish,and Appearance12.1The material shall be clean,free of dirt and defects of a nature that interfere with normal commercial applications.13.Sampling13.1Sample pieces shall be selected for test purposes from each lot of 5000lbs or fraction thereof,of each size and type,in accordance with the schedule of Table 6.14.Number of Tests and Retests14.1Chemical Analysis —Samples for chemical analysis shall be taken in accordance with Practice E255.Drillings,millings,and so forth shall be taken in approximately equal weight from each of the sample pieces selected in accordance with 13.1and combined into one composite sample.The minimum weight of the composite sample that is to be divided into three equal parts shall be 150g.14.1.1Instead of sampling in accordance with Practice E255,the manufacturer shall have the option of determining conformance to chemical composition as follows:Conform-ance shall be determined by the manufacturer by analyzing samples taken at the time the castings are poured or samples taken from the semifinished product.If the manufacturer determines the chemical composition of the material during the course of manufacture,he shall not be required to sample andTABLE 3Mechanical Property RequirementsTemper DesignationForm Rockwell Hardness A Tensile Strength,min,ksi BAverage Grain Size,mm Standard Former Scale Value O60annealed coilsF 50max 300.040min O50annealed straight lengths F 55max 300.025minH58drawndrawn30T30min36...ARockwell hardness tests shall be made on the inside surfaces of the tube.When suitable equipment is not available for determining the specified Rockwell hardness,other Rockwell scales and values shall be specified subject to agreement between the purchaser and the supplier.Bksi =1000psi.--`,,``,,,,`,,```,,```,`,```````-`-`,,`,,`,`,,`---analyze the finished product.The number of samples taken for determination of chemical composition shall be as follows:14.1.1.1When samples are taken at the time the castings are poured,at least one sample shall be taken for each group of castings poured simultaneously from the same source of molten metal.14.1.1.2When samples are taken from the semifinished product,a sample shall be taken to represent each 10000lbs or fraction thereof,except that not more than one sample shall be required per piece.14.1.1.3Because of the discontinuous nature of the process-ing of castings into wrought products,it is not practical to identify specific casting analysis with a specific quantity of finished material.14.1.1.4In the event that heat identification or traceability is required,the purchaser shall specify the details desired.14.2Mechanical Tests —For the mechanical tests,a speci-men shall be taken from each of the sample pieces selected in accordance with 13.1.The required mechanical test shall be made on each of the specimens so selected.The value for the Rockwell hardness number of each specimen shall be estab-lished by taking the arithmetical average of at least three readings.14.3Microscopical Examination —One specimen shall be examined from each of the sample pieces selected in accor-dance with 13.1.14.4In the case of tube furnished in coils,a length sufficient for all necessary tests shall be cut from each coil selected for the purpose of tests.The remaining portion of these coils shall be included in the shipment,and the permissible variations in length of such coils shall be waived.14.5Retests :14.5.1If any test specimen shows defective machining or develops flaws,it shall be discarded and another specimen substituted.14.5.2If the results of any test for microscopical examina-tion or mechanical properties fail to meet the specified require-ments,two additional specimens shall be taken from different sample pieces and tested.The results of the tests on both of these specimens shall meet the specified requirements.Failure of more than one specimen to meet the specified requirements for a particular property shall be the cause for rejection of the entire lot.14.5.3If the chemical analysis fails to conform to the specified limits,analysis shall be made on a new composite sample prepared from additional pieces selected in accordance with 13.1.The results of this retest shall comply with the specified requirements.15.Test Methods15.1The properties enumerated in this specification shall,in case of disagreement,be determined in accordance with the ASTM methods listed in Table 7.15.2Tension Test :15.2.1Tension test specimens shall be of the full section of the tube and shall conform to the requirements of the section,Specimens for Pipe and Tube,of Test Methods E8,unless the limitations of the testing machine preclude the use of such a e test specimens conforming to type No.1of Fig.13,Tension Test Specimens for Large-Diameter Tubular Prod-ucts,of Test Methods E8when a full-section specimen cannot be tested.15.2.2Whenever different tension test results are obtained from both full-size and from machined test specimens,the results obtained from full-size test specimens shall be used to determine conformance to the requirements of this specifica-tion.15.2.3Tension test results on material covered by this specification are not seriously affected by variations in speed of testing.It is not prohibited to use a considerable range of testing speeds;however,the rate of stressing to the yield strength shall not exceed 100ksi/min.Above the yield strength,the movement per minute of the testing machine head underTABLE 4Roundness Tolerancet/D (Ratio of Wall Thickness toOutside Diameter)Roundness Tolerance %of Outside Diameter (Expressed to Nearest 0.001in.)0.01to 0.03,incl1.5Over 0.03to 0.05,incl 1.0Over 0.05to 0.10,incl0.8TABLE 5Standard Lengths and TolerancesNominal or StandardSize,in.TypeStandard Length,ftTolerance (AllPlus)Tubes Furnished in Straight LengthsUp to 8,incl K,L,M 201in.10L,M 201in.10K 181in.12M 201in.12L 181in.12K121in.Tubes Furnished in CoilsUp to 1,incl K,L 60and 1002ft 11⁄4and 11⁄2K,L 602ft 2K,L40and 451ftTABLE 6Sampling ScheduleNumber of Piecesin LotNumber of Sample Pieces to be Taken A1to 50151to 2002201to 15003Over 15000.2%of total number of pieces in the lot but not more than 10sam-ple piecesAEach sample piece shall be taken from a separate tube.TABLE 7Test MethodsTestASTM DesignationChemical Analysis E53,E62TensionE8(also see 15.2)Rockwell Hardness E18Grain sizeE2,E3,E112(also see 15.3)Expansion (pin test)B153Microscopical Examination Procedure AE3,B577(also see 15.3)Microscopical Examination Procedure BE3,B577(also see 15.3)--`,,``,,,,`,,```,,```,`,```````-`-`,,`,,`,`,,`---load shall not exceed0.5in./in.of gage length(or distance between grips for full-section specimens).15.3Grain Size and Microscopical Examination:15.3.1The specimen(s)shall be prepared in accordance with Guide E3.15.3.2The surface of the test specimen shall approximate a radial longitudinal section of the tube.16.Significance of Numerical Limits16.1For purposes of determining compliance with the specified limits for requirements of the properties listed in Table8,an observed value or calculated value shall be rounded as indicated in accordance with the rounding method of Practice E29.17.Inspection17.1The manufacturer shall afford the inspector represent-ing the purchaser,all reasonable facilities,without charge,to satisfy him that the tubes are being furnished in accordance with the specified requirements.18.Rejection and Rehearing18.1Material that fails to conform to the requirements of this specification is subject to rejection at the option of the purchaser.Rejection shall be reported to the manufacturer or supplier promptly and in writing.When requested by the manufacturer or supplier,a rehearing shall be granted.19.Packaging and Package Marking19.1The material shall be separated by size,composition, and temper,and prepared for shipment in such a manner as to ensure acceptance by common carrier for transportation at the lowest rate applicable and to afford protection from the normal hazards of transportation.19.2Each shipping unit shall be legibly marked with the purchase order number,metal or alloy designation,temper, size,total length or piece count,or both,and name of supplier. The specification number shall be shown,when specified. 19.3Product Identification:19.3.1The name or trademark of the manufacturer and the mark indicative of the type shall be permanently(incised) marked on each tube at intervals not greater than11⁄2ft.Tube in straight lengths shall be further identified throughout its length by means of a colored stripe,symbol,or logo not less than3⁄16in.in height,including a legend repeated at intervals not greater than3ft.The legend shall include the type of the tube,name or trademark of the manufacturer,or both,and the country of origin.The manufacturer has the option to include other information.19.3.2Colors used are:green for Type K,blue for Type L, and red for Type M.Such color marking is not applicable to tube furnished in annealed straight lengths or coils.19.3.319.4UNS Copper Designation:19.4.1Hard Drawn Tubing—On hard drawn tubing pro-duced from C10200and C12000,the UNS copper designation shall be identified at intervals not greater than3ft with color coded ink per19.3.2.19.4.2Annealed Tubing—On annealed tubing produced from C10200and C12000,the UNS copper designation shall be identified with ink or some other permanent mark that is repeated at intervals not greater than3ft.Color marking to distinguish Type K from Type L is not required.20.Keywords20.1copper tube;seamless;water tube;UNS No.C10200; UNS No.C12000;UNS No.C12200SUPPLEMENTARY REQUIREMENTSThe following supplementary requirements shall apply only when specified by the purchaser in the inquiry,contract,or order for agencies of the ernment.S1.Referenced DocumentsS1.1The following documents of the issue in effect on date of material purchase form a part of this specification to the extent referenced herein:S1.1.1ASTM Standards:ASTM B900,Specification for packaging requirements for Copper and Copper Alloy Products for ernment Purchases.S1.1.2Federal Standards:6Fed.Std.No.102Preservation,Packaging and Packing LevelsFed.Std.No.123Marking for Shipment(Civil Agencies) 6Available from Standardization Documents Order Desk,DODSSP,Bldg.4, Section D,700Robbins Ave.,Philadelphia,PA19111-5098,http:// .TABLE8Rounding UnitsProperty Rounded Unit for Observed or Calculated ValueChemical composition nearest unit in the last right-hand place offigures of Hardness the specified limitTensile strength nearest ksiExpansion nearest1%Grain size:Up to0.055mm,incl nearest multiple of0.005mmOver0.055to0.160 mm,incl nearest0.01mm--`,,``,,,,`,,```,,```,`,```````-`-`,,`,,`,`,,`---。