1-往复式压缩机在线监测1012
往复式压缩机状态监测传感器测点布置方案

2 0 2 0年4月第8 第45 0期内蒙古科技与经济Inner Mongolia Science Technology & EconomyApril 2 0 2 0No. 8 Total No. 45 0後及式压循机献态曲测传感器测K 唏置方棗王慧(内蒙古机电职业技术学院,内和浩特o 1 0 0 1 0)摘要:通过对彳主复式压缩机的的结构特H 和工作方式的分析,建立了彳主复式压缩机的故障树,针 对彳主复 的特H 及 的部位,制定了监 H 布置和信号采集方案&关键词:信号;监测;传感器中图分类号:TH457 文献标识码:A 文章编号:100 7—6921(20 2 0 )08—0090—02往复式压缩机的常见故障及故障易出现的部原因不尽相同,典型的机械故障 ,十字 活塞杆 , ,电机故障 &针对上常见故障和二合一往复式压缩机运行 ,对轮、气缸、曲轴箱% 进行重点监测,以此压缩机为例,分析监测故障的测 置,传感器 示意图如图1所示:一般对气缸、曲轴箱、活塞杆和气阀进行监测,下面以三缸往复式压缩机为例给 出传感器布置方案&温度传感器3缸图1往复式压缩机传感器示意图2键相监测探头位置通过传感器 示意图,可以明确主要通1下几个方法来达到往复式压缩机 监测的目的&1键相信号监测相信号监测飞轮的旋转,将参考气缸的活塞盘车到上死 在飞轮上做标记,每次飞轮转到置时,相应的传感器会产生一个 ,飞轮每转一圈,就会发出一个 ,产生的时间正好表明了轴在每转周的位置&因此通过对 '的计数,可以测 的转速;通 的振动 比较,可以确定振动的相 , 的动平衡分析 备的故障分析 方面。
键相置照片如图2所示&图3活塞杆监测探头位置2活塞杆沉降量监测往复式压缩机气 起支撑活 的 是撑环,若支撑环磨重 活塞环 ,严重的 活发生干磨,产生拉 重事,活塞杆 超过一定报警值 明支撑环发生了一定的磨损,需停机检修 &活塞杆位置监测模块用于监测活塞杆相对于气心的位置。
BH5000网络化实时监测系统技术应用

BH5000网络化实时监测系统技术应用通过应用BH5000网络化实时监测系统分析,在机组运行中通过状态监测判断、分析生产故障的部位和原因,掌握设备运行状况,从而为达到预测、预报、预知检修提供了有力的理论依据及技术支持。
文章通过应用实例介绍了BH5000在其应用过程中其发挥的作用。
标签:往复压缩机;状态监测;频谱;活塞杆沉降;温度引言随着我厂装备的大型化以及企业生产自动化程度的不断提高,维修在现代化企业中的地位日益提高,同时,安全生产、环境保护、节能减排等也成为企业的关注点。
往复式压缩机是石油、化工生产流程中的重要的设备,其运转关系到整个生产流程运转状况。
如果运行中的压缩机出现非计划停车,将导致一系列问题:影响工艺流程、造成巨大生产损失、增加额外的维修费用、影响人员、环境及设备安全,研究表明80%的非计划停车是由于气阀、活塞/活塞杆、填料、活塞杆/支撑环故障引起。
为此2009年底我厂在干式气柜装置K203往复压缩机上安装并投用了由北京博华信智科技发展有限公司与北京化工大学共同研发的BH5000网络化实时监测系统。
1 BH5000系统简介BH5000网络化实时监测系统是针对往复式压缩机进行远程监测是实施状态监测与诊断的平台,该系统采用了多种先进技术,可以针对企业用户不同网络的特点,形成了一套基于Internet的设备实时在线监测诊断系统,通过在线监测可以提前发现诊断设备故障,防患于未然,将非计划停车转为计划停车,保证设备长周期、安全稳定运行,保证生产流程的正常运行。
因此,对往复压缩机进行综合监测可以在早期确认设备故障根源、延长压缩机的运行周期、避免非计划停机、提高压缩机的可靠性、降低运行成本、提高产量、增加潜在的利润、增加人员及设备的安全性。
2 BH5000安装及功能介绍(1)键相信号-电涡流传感器;用途:提供信号采集触发,用于故障诊断参考。
(2)阀门温度-热电阻;用途:测量进/排气阀温度,监测气阀故障。
关于往复压缩机在线监测的应用

中图分类号 : T E 9 6 4、
文献标识码: A
文章编号: 1 0 0 7 . 3 9 7 3 ( 2 0 1 3 ) 0 0 9 . 0 2 3 . 0 3
l 前 言
较 为 一 的特 征 参 数 ( 如振动、 温度、 压 力 等) 来 检 查 设 备状 态 ,
随着中国石化行业的造勃发展, 为提高 闺际竞争能力 ,
连续生产 , 提i 岛企业经济效益 。因此 , 状态检 测应允而生 。 状态 : I j I 测 也称 为简易诊断,一般足通过测定 设备的某
定 故 障 的性 质 、 类 别、 程度、 原 、 部位 , 指 … 故 障 发 生 和 发 展
的趋势及 后果 , 这样可以有效地 延 K机械 的使用寿命 , 增进
态 。并 目, 根据故障诊断的结果, 提 …控 制 故 障 继 续 发 展 和 消
J 【 J 现故 障时所造成的后果及影响也明显增火,不仅仅是 巨额 除故障的对策或措施( 调整、 维修、 治理) ; 对设备管理和维修提 的经济 损失, 有 时还会还会造 成严重事故 , 产 生不 良的社会影 供 依 据 。
低 生产 成 本 , 提高经济效益 , 石 化 生 产 模 正 大 型化 、 集 约
j { 根据特征参数值 极 限值之 间的关系米决定设备的状态 。
如 果 对 砹得 进行 定期 或 连 续 的状 态 临测 ,便 可 获 得 有 关
化和一 体化 发展 。设备的结构复杂化,功能完善化 以及 自动 设薪状态变化的趋势规律 ,据此可预测和预报设备的将来状 化程度 越来越高 已成为石化生产发展的趋势。但足,当设
振 值
3 . 6 l 3 . 1 {5 . 6
—
压缩机CE认证EN1012标准

压缩机CE认证EN1012标准
压缩机是一种将低压气体提升为高压气体的从动的流体机械,是制冷系统的心脏。
它从吸气管吸入低温低压的制冷剂气体,通过电机运转带动活塞对其进行压缩后,向排气管排出高温高压的制冷剂气体,为制冷循环提供动力。
压缩机由于构造比较复杂,在办理CE认证的过程中需求满意欧盟多个指令的要求,机械安全(MD)指令,低电压(LVD)指令,电磁兼容(EMC)指令,压力设备(PED)指令。
压缩机CE认证标准:EN1012
EN 1012-1 压缩机和真空泵.安全性要求.第1部分:压缩机
EN 1012-2 压缩机和真空泵.安全性要求.第2部分:真空泵
本标准适用于工作压力大于0.5 bar且设计用于压缩空气、氮气或惰性气体的压
缩机和压缩机组。
本标准涉及与压缩机和压缩机组的设计、安装、操作、维护、拆卸和处置有关的所有重大危险、危险情况和事件,这些危害、危险情况和事件在制造商可合理预见的情况下使用。
办理压缩机CE认证流程:
1、项目申请——向检测机构监管递交CE认证申请。
2、资料准备——根据CE认证要求,企业准备好相关的认证文件。
3、产品测试——企业将待测样品寄到实验室进行测试。
4、编制报告——认证工程师根据合格的检测数据,编写报告。
5、递交审核——工程师将完整的报告进行审核。
6、签发证书——报告审核无误后,颁发CE认证证书。
常用振动状态监测标准

常用振动状态监测标准(机动设备处设备监测诊断中心提供参考)我公司所使用的转动设备的制造厂,主要分布在中国、美国、英国、德国、日本、瑞士、意大利等国家,因此针对制造厂国别不同采用的振动监测标准类别较多,因此在技术谈判时有关人员尽量合理选择主流标准,因此目前大型旋转机械转子的相对轴振动程度判别,主要应用美国石油学会的API标准。
多数机泵轴承座部位的绝对振动测量,参考标准比较多,但各国和我国及各部所制定的转动机械绝对振动测量标准,基本都是参照ISO国际标准制定的,因此我们重点介绍美国石油学会的API振动标准和ISO国际振动标准。
另外对于低转速设备、压力管线也介绍些实用的标准供参考。
由于知识产权和资料来源等问题,我们这里有些标准仅提供目录,最常用的标准这里只提供标准中的关于振动幅值判定的数值、表格或计算公式。
1、机泵轴承座部位的绝对振动标准1.1 用于在机泵轴承座部位,采用压电式加速度传感器,电动式速度传感器等,测量绝对振动速度值的判别标准:ISO2372-(GB6075) (国际标准)相当于我国的国家标准:GB6075-85,标准中10HZ~1000HZ指的是所应用的仪器基本频响范围和机器振动的频率范围,对于转速低于10转/秒的设备如果采用本标准,需要考虑低频范围的补偿问题,进行低频补偿需要测振仪器和传感器系统的频响特性曲线。
对于测量转速低于600转/分的机器,最好使用低频特性好的仪器,并配合低频传感器。
使用该标准时,也要注意合理地选择监测点,见本篇的第二章的节2.1.2振动诊断技术的实施过程测点选择相关内容。
表1-1 ISO2372标准振动评价分类表说明:第一类:指在正常工作条件下与整机连成一体的发动机和机器(15千瓦以下电动机产品是这类机器典型的例子)。
第二类:没有专用基础的中等尺寸规格的机器(输出功率为15~75千瓦的电动机产品是这类机器典型的例子),或是刚性固定在专用基础上的发动机和其它机器(功率300千瓦以下的)。
1-往复式压缩机在线监测1012

往复式压缩机在线监测系统技术方案上海东昊测试技术有限公司2009-10一. 系统简介往复压缩机是石化行业的关键设备,由于往复压缩机结构复杂、运动部件多,而导致其故障率高,尽管往复压缩机都有备机,但从降低维修费用、保证平稳生产和提高企业的设备管理水平考虑,对往复压缩机实行有效的状态监测和故障诊断是非常必要的。
本监测系统的设计充分考虑了往复压缩机的工作特点,通过对气缸压力、活塞杆沉降、气缸/十字头振动、气阀温度、轴承温度以及曲轴箱振动等参数进行监测,并将监测数据通过网络实时存储到服务器,任何有权限的客户端都可通过Internent查看数据,可方便地了解设备的运行状态、进行故障分析,对运行或检修提供依据。
二.测试方案1 方案说明根据往复压缩机的结构特点、常见故障及故障原因,在气缸体布置压力传感器;在十字头滑道箱壁、曲轴箱体布置振动加速度传感器;活塞杆箱体布置位移传感器;吸气阀、排气阀、主轴轴承上布置铂电阻温度传感器;在转轴上安装一键相位传感器,通过这些传感器,系统可以实时监测压缩机的重要部件的各项参数(如气缸压力、活塞杆沉降、曲轴箱振动、气缸/十字头振动等),并将获取的数据进行处理分析,得到实际P-V图、气缸的进气/排气压力、活塞杆的负荷曲线、压缩机的性能等数据图表。
这些数据用于分析气阀、活塞环、支承环、填料、十字头、活塞以及各轴承的工作情况,为机组的安全运行和适时检修提供可靠的依据。
2.监测参数a.压力:压缩缸的吸气压力、排气压力及缸内压力变化;b.温度:吸气阀、排气阀温度、轴瓦温度等;c.振动:十字头滑道振动、曲轴箱振动等;d.键相:测量键相信号以确定各信号与活塞位置之间的关系;e.活塞杆沉降:测量活塞杆的沉降量。
3.测试方案框图:互互互互互互互图1 往复压缩机组监测系统说明:DH5970采集箱(防爆型)安装于设备现场,将振动、温度、压力、键相等信号传送到控制室本地计算机,操作人员可在本地机浏览、分析设备运行状态,同时可通过网络(或电话线拨号上网)远传,任何有权限客户均可方便地了解设备运行状态、分析故障原因,为设备的运行或检修提供指导。
合成氨专门检查表

附件2
合成氨工艺自动化控制监控参数
一、主要安全设计措施
1、设立安全联锁停车系统或具有安全联锁停车功能的其他系统,保证操作人员及生产过程设备的运行安全。
2、在可能出现泄漏可燃气体及有毒气体的区域,设置可燃气体及有毒气体报警仪,火灾报警器,并将信号引至控制室。
3、所有用电设备及仪表按火灾爆炸危险区域划分图及相关规范选型。
4、液氨储罐应设液位计、温度计、压力表、安全阀,并设置高、低、高高液位报警。
5、必须设置液氨泄漏紧急处理装置,如水喷淋装置等。
6、重要地点设置电视监视系统。
7、各装置区应严格遵循规范设计静电接地和避雷设施系统,系统包括电气系统接地、设备接地、静电接地和防雷保护接地。
8、工艺系统以及重要设备均设立安全阀、爆破板等防爆泄压系统。
有些可燃性物料的管路系统设立阻火器、水封等阻火设施。
二、重点监控的工艺参数及安全监控基本要求
三、其他需监控的工艺参数。
中国机械工程学会设备与维修工程分会第七届委员会工作报告

国天车在线监控技术方案空 白;②到青 岛炼化厂 和大连橡塑厂 进行技术宣讲 , 在青岛炼化 厂 , 中原乙烯公 司造粒机上安装 了在
线监测系统 ,在大连橡塑厂成功实施 了设备在线监测 的 O E M; ③在胜利油 田油气 集输 公司往复式压缩 机安装在线监控 系统 ,
并 在 中石 化 、 中石 油 系 统 推 广 。 四、 加 强 学会 的组 织 建 设 , 是 做 好 学 会 工 作 的 有 力 保证 ( 1 ) 坚 持 民 主 办会 。 自 2 0 0 8 年 1 2月 成 立 第 七届 委 员 会 以
一
、
开展学术活动 , 搭建学术交流平 台
学术交流是学会工作 的重要 内容 , 是会员之 间、 科技 工作者
之间进行学术探讨 、 经验交流 、 知识传播 、 信息沟通 的平 台。 我分 会 每年举办有主题 的学术会议 , 收集论文 , 进行审核和出版论 文 集, 同时评选优秀论文 , 在大会上进行宣读 。 通过论文交流 , 对设 备管理及维修工作发展起到指导作用 ,受到高等 院校 、研究机
会 加 大 了技 术 培 训 的力 度 , 收到很好的效果。
2 0 0 8 年1 2月成立 以来 , 在中国机 械工程学会 的领导下 , 在全体
委员、 各学术 ( 专业 ) 委员会 委员 、 广 大会 员 的 共 同努 力 下 , 在 省
市 区和地方设备维修学会 的有力支持下 ,学会工作 开展得有声 有色 , 较好地完成了第七届委员会的工作计 划。
二、 积极 开展 国 际交 流 。 促 进 设 备 工 程 学 科 发 展
通 过开展 国际交 流 ,为世界设备 工程打 造一个 沟通交流
的平台 , 促进设 备技术改造 、 监 测诊断技 术 、 润滑与 液压技术 、 现代化设 备管理 , 使企业竞争 力不 断提升 。 参 与主办的 国际交
EN1012-1空气压缩机结构检查表-机械CE认证

EN1012-1空⽓压缩机结构检查表-机械CE认证EN 60204-1 5.4.4 Start/restart启动和重启X X EN ISO 13849-1 5.4.5 External influenceson electrical equipment对电⽓设备的外部影响X5.4.6 Pneumatic and/or hydraulic control systems⽓压或液压控制系统5.4.6.2 Conditioning条件X X ISO 8573-2 ISO 8573-3 ISO 8573-45.4.7 Pressure or fluidlevel drops压⼒或液位下降X5.5 Thermal safety热安全X X X EN ISO 13732-1 EN ISO 13732-35.6 Noise噪⾳X X 6.2EN ISO 21515.7 Materials and substances processed, used or exhausted材料和物质的处理、使⽤和排放5.7.1 Micro-organisms,biological andmicrobiologicalsubstances微⽣物及物质X X5.7.2 Breathing difficulties呼吸困难X X EN 12021 5.8 Fire and explosion⽕灾和爆炸5.8.1 Electrostaticphenomena静电现象X X5.8.2 Oil-flooded rotaryair compressor units油浸式旋转式压缩机X X5.8.3 Oil-lubricatedreciprocating air compressorunits油润滑往复式压缩机X X5.8.4 Oil lubricatedreciprocating compressorunits operating above 50bar油润滑往复式压缩机组,⼯作压⼒超过50barX X5.8.5 Compressor unitsdriven by combustionengines内燃机驱动压缩机X5.9 Ergonomic principles⼈体功效学5.9.1 General⼀般要求X X EN 614-1EN 13861EN 61310-3 EN 13850IEC 60417-DB-Safety requirements 安全要求Visual check⾁眼检查Functionalcheck功能检查Measurement测量Reference toclauses of thisstandard or toother standards参考标准12M 5.9.2 Manual handling of compressor units 压缩机组的⼿动搬运X EN ISO 12100-2EN 1005-25.9.3 Portable and skid-mounted compressor units移动式和带滑轮的压缩机XX5.10 Breaking down of machinery parts and other functional disorders 机械部件的破裂和其他功能混乱5.10.1 Break-up during operation ⼯作中破裂 X X X6.1EN 13445-65.10.3 Liquid shock 液体冲击X X 5.10.4 Coolant system 冷却系统X X 5.11 Pressure relief –fragmentation 泄压破碎5.11.1 General⼀般要求XEN ISO 13849-1EN ISO 12100-25.11.2 Design specifications of pressure relief devices 泄压装置的设计规格XEN ISO 4126-15.11.3 Turbo compressor units涡轮压缩机组X X5.11.4 Multi stagecompressor units 多笼式压缩机组X X5.11.5 Application ofpressure relief devices at thecooling medium side 泄压装置在冷却媒介侧的应⽤5.12 Information and warning devices 信息及警告装置Safety requirements 安全要求Visual check ⾁眼检查Functional check 功能检查Measurement 测量Reference to clauses of thisstandard or toother standards 参考标准。
HydroCOM手册资料10-服务和配置软件使用手册

HydroCOM 服务和配置软件HSS 4.1使用手册06/A版本让压缩机的控制与监测工作变得容易1简介 (3)2安装 (4)2.1最低系统要求 (4)2.2安装 (4)3HSS用户界面 (5)3.1菜单栏 (5)3.1.1文件 (5)3.1.2设置 (6)3.1.3历史 (6)3.1.4帮助 (7)3.2 状态栏 (7)3.3 任务栏 (7)4分析 (8)4.1任务栏 (8)4.2连线 (9)4.3下载参数—从CIU下载设置 (9)4.4察看CIU (9)4.5察看Actuator (10)4.6察看FTIM (12)4.7察看FTIM的详细内容 (13)4.8将CSV文件以Excel格式输出 (15)4.9打印 (17)4.10历史记录功能 (18)5服务 (22)5.1传感器校准 (22)5.1.1油压 (22)5.1.2活塞杆沉降 (25)5.1.3指示压力 (26)5.2设置参数—上传至CIU (27)5.3CIU时间和运行时间 (28)1 简介HSS是HydroCOM系统的服务和设置专用软件,用于下列产品的数据和状态的显示、服务和设置:§HydroCOM 气量无级调节系统§RecipCOM 往复式压缩机状态在线监测§ROD-Position Analyzer 活塞杆位置分析系统软件有三个权限等级:§分析级§服务级§设置级分析级是主要用于数据和状态的显示。
这个级别的用户权限不会导致系统故障。
服务级只授权给为系统进行服务和维修的用户。
该级别除了必要的分析功能之外,还可以进行校准传感器和上传配置文件给CIU的工作。
警告!如果将错误的文件上传至CIU,有可能会导致压缩机停机和设备损坏。
设置级权限只开放给贺尔碧格服务工程师或是客户的专门技术人员。
该级别除了拥有分析级和服务级的所有功能之外,还可以对系统进行设置。
警告!错误的设置将造成系统错误,从而导致压缩机停机并对设备造成损害。
往复压缩机活塞杆下沉检测

往复式压缩机活塞杆沉降的监测作者:佚名文章来源:网上搜集点击数:119 更新时间:2008-8-15 21:44:07摘要:活塞杆沉降监测是往复式机械状态监测使用最广泛的技术手段之一,本文介绍活塞杆沉降监测的基本原理以及实际应用中的注意事项,对其它常用的往复式机械状态监测手段也做了简要介绍。
关键词:往复式机械状态监测;活塞杆沉降;在线监测系统中图分类号:TH45 文献标识码:B一、往复式机械状态监测系统简介常用往复式机械状态监测的主要技术手段如一下。
1.振动监测(1)使用一对成90°夹角的电涡流传感器测量曲轴的振动;(2)使用速度传感器或内含积分电路的加速度传感器测量曲轴箱的壳体振动;(3)使用加速度传感器测量十字头滑道部位的壳体振动。
2.活塞杆沉降或位置监测(1)使用一个安装在填料函端部的电涡流传感器监测活塞杆沉降;(2)对于汽缸直径较小、压力较高的机组采用一对安装在填料函端部互为90°的电涡流传感器监测活塞杆位置。
3.温度监测使用热电阻或热电偶测量主轴瓦、十字头滑道、填料函和出入口阀温度等参数。
4.汽缸压力和P-V图监测使用压力传感器测量汽缸压力并提供P-V图供故障诊断使用。
完整的传感器配置如图1所示二、活塞杆沉降监测的基本原理卧式往复压缩机一般会在活塞上安装导向环以减小活塞环的磨损并避免活塞与汽缸的直接接触从而损坏缸套,因此需要在机组运行时监测导向环的磨损量,以便及早采取防范措施。
过去检查导向环厚度的方法是停机测量,目前这种方法已被活塞杆沉降监测系统所代替。
活塞杆沉降监测系统由机组监测保护表模块、键相传感器和安装在每个汽缸处的电涡流传感器组成。
以下以现场应用较多的本特利3300/81六通道杆沉降监测保护表模块为例,其他厂家的产品基本原理相同。
1.杆沉降值的计算导向环磨损后活塞杆会下沉,这将导致传感器与活塞杆的间隙发生变化并引起间隙电压的变化,传感器测得的杆沉降值与导向环的磨损量成正比。
往复式压缩机运行状态评估及故障诊断方法研究
往复式压缩机运行状态评估及故障诊断方法研究摘要:近年来,我国的工业化进程有了很大进展,对往复式压缩机的应用也在不断增加。
就目前往复式压缩机的应用状况而言,由于其自身属性零部件过多的原因,在运行中容易出现多个故障,因此有必要引入不同的往复式压缩机故障诊断方案。
本文就往复式压缩机运行状态评估及故障诊断方法进行研究,以供参考。
关键词:化工设备;往复式压缩机;状态评估;故障诊断引言往复压缩机是容积式压缩机的一种,主要借助活塞杆或隔膜在气缸内的往复运动以实现气体的吸进、压缩及排出,是石油、化肥、天然气运输等领域最常用的关键设备之一,其运行状态是否良好直接影响到后续装置以及企业的安全稳定生产。
往复式压缩机结构、工况较为复杂,易损零件较多,出现故障的几率较大,是行业内默认的可靠性较差的设备,一旦发生故障,轻型结果是影响企业的生产效率,造成一定的经济损失,严重型甚至会造成人员伤亡等重大安全事故。
因此保障压缩机安全运行已成为学者及企业人员重要的研究课题。
1往复式压缩机工作原理往复式压缩机的工作原理是由外部电机驱动机箱内的曲轴旋转,带动连杆动作,连杆拉动活塞做往复运动,气缸容积会随着设备的运行而不断变化,这种变化具有规律性。
当活塞从气缸顶部缸盖处开始运动时,气缸内的容积是一个逐步增大的过程,这时外部气体打开进气阀片,新气体进入气缸内,当气缸容积增大到一定程度时,进气阀便关闭,完成进气过程。
当活塞向缸盖处挤压运动时,气缸内容积是一个逐步缩小的过程,气缸内气体被活塞压缩,气体压力升高,当压力升高到一定程度时,排气阀会自动打开将气体排出。
当活塞运动极限时,促进排气阀关闭,这种循环往复的运动,实现了重复“吸气—压缩—排气”的过程。
2往复式压缩机故障诊断技术现状分析往复式压缩机的发展由来已久,其形成过程可以分成四个时期。
往复压缩机的历史最早时期可以追溯到19世纪。
那时,我国的技术系统尚不完善,技术还处在起步阶段。
通常情况下,都采用事后处理的方式进行对压缩机设备的维修和处理。
006往复压缩机常见故障监测诊断技术应用与发展趋势_赵子龙

往复压缩机常见故障监测诊断技术应用与发展趋势赵子龙,季卫星,宋静国(大庆石化公司炼油厂,黑龙江大庆163711)[摘要]:往复压缩机是很多过程工业中的关键设备,越来越多的往复压缩机安装了在线监测系统。
分析了往复压缩机的常见典型故障并总结了其主要的诊断方法;结合3种典型的故障案例说明在线监测诊断技术在实际现场应用的重要意义;最后就往复压缩机故障诊断技术的发展趋势给出了一些见解。
[关键词]:往复压缩机;在线监测;故障诊断中图分类号:TH457文献标志码:B文章编号:1006-2971(2015)03-0057-04Application and Developing Trend of Monitoring and Diagnosis Technique for Common Faults in Reciprocating CompressorZHAO Zi-long,JI Wei-xing,SONG Jing-guo(Daqing Petrochemical Corporation Refinery Plant,Daqing163711,China)Abstract:Reciprocating compressor is the key equipment for many process industries and more and more reciprocating compressors installed with online monitoring system.This paper analyzed the common typical faults occurred in reciprocating compressor and sum-marized the main diagnosis method.Then the important meanings of the application of online monitoring diagnosis technique in prac-tical site were stated combined with three types of typical fault cases.Finally,some advices aimed at the developing trend of faults diagnosis technique for reciprocating compressor are pointed out.Key words:reciprocating compressor;online monitoring;fault diagnosis1往复压缩机常见故障往复压缩机是一种容积式压缩机,具有压力适用范围广、压缩效率高、工作压力稳定等特点,在生产中应用广泛。
往复压缩机在线监测系统

(4)传感器损坏
沉 降 传 感 器 损 坏
(5)人为原因造成传感器安装错误
主要包括:
1、吸、排气阀温度传感器检修后没有按照规定的要 求安装,例如:没有将传感器安装在规定的位置,安 装在了气缸外壁上;不同吸、排气阀传感器没有按照 组态次序安装,将吸气阀温度传感器安装在了排气阀 上等等。
2、活塞杆沉降、偏磨传感器检修后没有安装,或者安 装时没有正确调整间隙电压,造成沉降与偏摆信号产生 突变。
指标
最大采集点数及谱线数
输入信号类型 输入阻抗 输入范围 滤波特性 电源 功耗 环境温度 环境湿度 通道数
100KS/s 16bit
性能参数
连续采集
电压、电流 1MΩ ±10V,±5V,4-20mA 低通、高通、带通 220V AC 50Hz 20W -30℃ 70℃ 90% 无冷凝 64+8(键相)
•撞击监测:可诊 断十字头松动问 题
•压力监测: (监测气阀进出 口压力) 可诊断气阀故障;
•电流监测:可诊 断压缩机热效率 故障;
4.5单值棒图界面
在单值棒图界面, 可以清晰地监测往 复压缩机各个参数 相对于“报警线” 的情况,从而全面 的判断机器的运行 状况。
4.6综合监测界面
综合性能分析监 测包括: •振动监测图 •P-a、P-V示功图 •活塞杆沉降图
沉降及裂纹
Ø 连杆:裂纹、螺栓松动
Ø 十字头:磨损、螺栓松动
Ø 轴承损坏
Ø 吸气阀:咬住、流通面积小、漏气 Ø 排气阀:咬住、流通面积小、漏气 Ø 活塞环泄漏咬住 Ø 吸气管流通面积小 Ø 排气管流通面积小
Ø 十字头磨损、十字头松动 Ø 气阀漏气 Ø 活塞环磨损 Ø 活塞杆磨损 Ø 水套状态 Ø 中间冷却器状态
往复压缩机在线状态监测技术的应用

[ 2 】 韩清凯 等. 大型旋转机械 振动现场测试 与故障特征 分析『 J ] . 振动 、
测试与诊断, 2 0 0 3( 1 ) , 1 0 ~ 1 2 .
信息 网络化 的远程故 障诊 断能 有效评 价设备 的实 际动
态性 能和最佳 的运动参数 ,有效评 价设备 的维修质 量及 性 能 ,保 障设备安全 运行 ,形 成 了设 备管理新 的模式 ,提 高
在气 阀表面吸附热 电阻传感 器( P T 1 0 0 1 ,测量 吸 、排气
阀温度 ,可对气 阀泄漏 、阀片断裂等故 障进行有效监测 。
( 4 1 汽缸压力和P - V 图监测 使用动态压力传 感器监测汽缸压力变化 ,并提供P — V 图 f 示功 图) 供 故障诊断使用 。监测汽缸 压力是诊 断气阀泄漏 、 气阀卡塞 、活塞环损坏 、缸套磨损 等故障 的最有效 的方法
力大于等于吸气 阀弹簧力的作用时打开 ,气体不断被吸人 。 ③压缩 阶段( 1 8 0 。 3 0 0 。) 。活塞 反 向运行 ,工作室 内
压力 ̄) J i J ,气体被压缩 ,所有气 阀处于关闭状态。 ④排气阶段( 3 0 0 o~ 3 6 0  ̄) 。当工作室内的压力大于排出管 的压力与气 阀弹簧合力时 ,排出口活门打开,气体被排出。 根据经验 ,在往复式 压缩机 的 l r 作过程 中 ,气 阀在 一
Ⅲ }
一
|
K
%
≯ 。
。
。 k
|
| | 。 H
文章 编 号 :1 6 7 1 — 0 7 1 1( 2 0 1 3 )0 2 — 0 0 5 9 — 0 3
往 复压 缩 机 在 线状 态 监 测 技 术 的应 用
EN1012-压缩机和真空泵的CE 认证

EN1012-压缩机和真空泵的CE 认证对于压缩机和真空泵这类的产品做CE 认证,需要根据这类产品的特性而设计CE 认证方案,而不是简单的MD 机械指令就行。
欧盟对于压缩机和真空泵有相应的标准,即EN1012,具体如下:EN 1012-1-1996 压缩机和真空泵.安全要求.第 1 部分:压缩机-Compressors and vacuum pumps. Safety requirements. Compressors 描述:Compressors, Vacuum pumps, Fluid equipment, Safety measures, Accident prevention, Oxygen, Acetylene, Safety engineering, Electrical safety, Equipment safety, Noise (environmental), Occupational safety, Fire safety, Hazards, Failure (mechanical), Verification EN 1012-2-1996 压缩机和真空泵.安全要求.第 2 部分:真空泵-Compressors and vacuum pumps. Safety requirements. Vacuum pumps 描述:Compressors, Vacuum pumps, Fluid equipment, Safety measures, Accident prevention, Pumps, Safety engineering, Electrical safety, Equipment safety, Noise (environmental),Occupational safety, Hazards, Radiation hazards, Failure (mechanical), Verification, D另外对于压缩机CE 认证和真空泵CE 认证,所涉及的标准还包括机械的一般要求EN12100 和电器安全的一般要求EN60204。
往复式压缩机用活塞杆下沉监测装置浅析
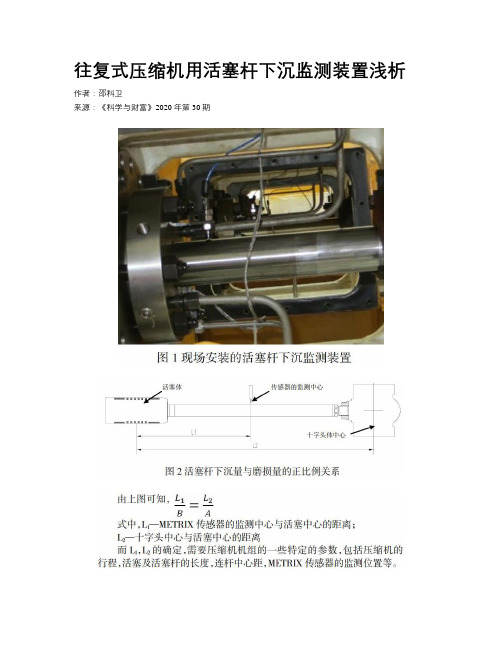
往复式压缩机用活塞杆下沉监测装置浅析作者:邵科卫来源:《科学与财富》2020年第30期摘要:本文对一种往复式压缩机用活塞杆下沉监测装置的基本原理和使用过程中的注意事项进行了简要介绍,为往复式压缩机的设计和改造升级提供技术参考,并可以为企业的设备检维修周期和更换备件提供技术依据,保证压缩机长期安全运行,进而提高社会经济效益。
关键词:往复式压缩机;活塞杆下沉监测;在线监测系统1概述现代化工厂设备繁多,工艺复杂,人员配置精炼,任何关键设备的非正常停机,都会造成极大的影响和经济损失。
能有效获取设备早期故障信号,对潜在风险诊断评估,从而迅速采取有效措施,是设备理想的运行状态。
压缩机在恶劣工况下(如杂质含量高,或含有腐蚀性气体的介质)运行时,活塞部件(支承环,活塞环)的使用寿命都非常短,一般4000小时左右,主要因为运行工况恶劣,造成密封件的使用寿命非常不稳定。
而对于常规普通工况,压缩机在运行一定周期后,支承环与活塞环也会出现一定程度的磨损,造成活塞下沉,进而导致活塞杆随活塞一起下沉。
为了避免当密封环过度磨损,引起活塞杆下沉超过允许值时,活塞与气缸直径接触造成危害,固需监测装置对活塞杆的下沉量(位移)进行监测,以便当活塞杆下沉量超出许用值时提供报警信号或联锁停机,为企业的设备检维修周期和更换备件提供技术依据,保证压缩机长期安全运行,进而提高社会经济效益。
2基本原理本文介绍的活塞杆下沉监测装置是美国METRIX的电涡流位移传感器,它是一种非接触式的电磁探头,通过监测探头与活塞杆监测面的位移变化,监测出活塞杆的下沉量。
METRIX 电涡流位移变送器是采用电涡流探头+延长电缆+前置变送器组成,输出标准的4-20mA信号,防爆等级为iaIICT4,前置变送器放置在现场防爆接线箱内,接线箱放置在压缩机附近,再从接线箱接线至DCS,用来显示和报警。
在填料盒法兰上面安装1个METRIX的电涡流位移传感器用于监测活塞杆的下沉量,如图1所示。
海洋石油往复压缩机在线监测智能预警诊断技术研究
路、机身、底座等 [2]。海洋石油往复压缩机发生故障
断 的 特 征 参 数 ;时 全 局 等 [8]提 出 振 动 信 号 可 以 获
心部分。根据往复 机 离 线 监 测 数 据 统 计,海 洋 石 油
的 敏 感 特 征 ,可 为 往 复 式 压 缩 机 小 头 瓦 磨 损 故 障
缸、活塞组件、气 阀 等;(
3)附 属 机 构,包 括 油 路、气
主要集中在传递机 构 和 工 作 机 构,是 整 个 机 组 的 核
往复压缩机常见故障形式及故障占比分布如图 1 所
示。由图 1 中可以看出,气阀、活塞环、填料、支撑环
等部件故障是占比相对较高故障形式。
以将位移峰峰值作为活塞杆断裂故障 的 报 警 或 诊
得小头瓦与十字头销间接触碰撞力造 成 磨 损 故 障
部分以内燃机驱动,压缩机多以两缸、四缸压缩机组
较多。往复压 缩 机 主 要 由 3 部 分 组 成:(
1)传 递 结
超声监测 不 便 用 于 海 洋 石 油 复 杂 的 工 作 环 境。 因
此,离线监测形式不 能 完 全 满 足 转 化 成 在 线 监 测 使
用,但部分监测形式可以借鉴。
目前 国 内 外 关 于 往 复 压 缩 机 在 线 监 测 技 术 的
r
e
f
o
r
e,
yandt
ye
t
hec
ommonf
au
l
t
so
fo
f
f
sho
r
eo
i
la
r
es
o
r
t
edou
tandanon
l
i
ne mon
013往复式压缩机健康能效监测评估与节能研究_吴广强

表 6 压 缩 机 气 缸 优 化 设 计 表
m
表7 压缩机气缸直径优化后指示功率计算值 kW
项 目 气缸计算直径 气缸优化直径 实际气缸直径
Ⅰ段 Ⅱ段 Ⅲ段 Ⅳ段 Ⅴ段 1.107 0.666 0.394 0.332 0.166
1.1 0.67 0.4 0.33 0.17 1.1 0.68 0.4 0.31 0.17
改造后压缩机Ⅲ段、Ⅱ段超温现象得到解决。 3.3.4 压 缩 机 指 示 功 率
往复式压缩机常用的气量调节方式有无级气 量调节装置、余隙气量调节装置等,前者投资较 大,后者余隙调节范围受到一定限制。经过综合 分析,为了节省投资,我们采用了余隙气量调节 装置,即在压缩机一段进口增加余隙气量调节装 置。Ⅰ 段 吸 气 压 力 1.15kgf/cm2、 排 气 压 力 3.55kgf/cm2 的情况下,改造后压缩机的 指 示 功 率 见 表 7。
≤40 ≤40 ≤40 ≤40 ≤40
119.27 117.91 121.48 108.17 110.34
对比表3、表4 可 看 出, 压 缩 机 的 Ⅲ 段、 Ⅱ 段温度偏高。实践表明,该型号压缩机经常发生 Ⅲ段、Ⅱ段超温现象。 3.2.3 指 示 功 率 校 核 (表 5) 3.3 压 缩 机 在 役 再 设 计 3.3.1 优 化 气 缸 设 计 (表 6)
往复式压缩机是中、小型氮肥企业应用比较 广泛的关键动力机械,其运行效率的高低对生产 成本影响较大。长期以来,企业 “消防式”、“小 车不倒尽管推”的设备管理模式,造成往复式压 缩机耗电量大、低效运行,超温、超压、打气量 低等现 象 普 遍 存 在。 压 缩 机 是 氮 肥 企 业 的 耗 电 “大户”, 约 占 装 置 总 能 耗 的 15% ~25%。 针 对 往复式压缩机开展能效可监测性研究和评估,对 于企业的节能减排、贯彻科学发展观、提高经济 效益具有重要的作用。
DPC-2803问答
DPC-2803问答⽬录第⼀章往复式压缩机的基础知识 (1)1.什么是压缩机⼯作过程? (1)2.什么是压缩⽓体的三种热过程? (2)3.什么是多级压缩? (4)4.为什么要多级压缩? (5)5.什么是⽓体压⼒?压⼒单位的表⽰⽅法? (6)6.什么是温度? (7)7.什么是⽐容? (7)8.往复式压缩机的机型代号的含义是什么? (8)9.什么是往复式压缩机的⽣产能⼒(排⽓量)? (8)10.影响往复式压缩机⽣产能⼒提⾼的因素主要有哪⼏⽅⾯? (8)11.为什么往复式压缩机⽓缸必须留有余隙? (9)12.为什么往复式压缩机各级之间要有中间冷却器? (10)13.往复式压缩机润滑的作⽤、润滑类别及润滑⽅法? (10)14.⽬前⽯化⾏业往复式压缩机设计、制造、销售的通⽤标准是什么? (11)第⼆章往复式压缩机的主要部件的结构特点 (13)1.往复式压缩机的⽓缸有哪⼏种形式? (13)2.什么情况下采⽤⽓缸套? (13)3.压缩机的⽓阀布置有哪⼏种形式? (13)4.压缩机的⽓阀的固定有哪⼏种传统形式? (13)5.⽓阀是由哪些零件组成的?各个零件有何作⽤? (13)6.阀⽚升程⼤⼩对压缩机有何影响?如何调节?⽓阀的弹簧弹⼒不⼀致有什么影响? (14)7.⽓阀的结构有哪⼏种形式? (14)8.吸⽓阀和排⽓阀有何区别?安装⽓阀时应注意什么?吸排⽓阀装反会出现什么问题? (14)9.与⾦属阁相⽐,⾮⾦属阀有什么优点? (14)10.什么⼯况下不宜使⽤⾮⾦属阀? (14)11.⾮⾦属阀在使⽤中应注意什么? (14)12.煤油测试⽓阀泄漏量为何不再普遍适⽤? (15)13.为什么过量的油润滑可能会影响⽓阀的⼯作状态和寿命? (15)14.为什么液击、杂物、粉尘等因素会直接影响到⽓阀的寿命? (15)15.⽓阀损坏的⼏率与运⾏时间有没有关系? (15)16.⽓阀中最容易损坏的部件是什么? (16)17.弹簧为什么易断裂? (16)18.阀⽚为什么会经常在最外圈发⽣断裂? (16)19.腐蚀是如何影响⽓阀寿命的? (16)20.⽓阀的中⼼螺栓上紧扭矩是否必须遵守? (16)21.活塞的结构有哪⼏种形式? (16)22.活塞杆在制造中采⽤什么⽅法来提⾼耐磨性? (17)23.活塞环和⽀撑环的作⽤有什么不同? (17)24.设计活塞环和⽀撑环时需要考虑哪些因素? (17)25.⾮⾦属⽀撑环的设计应注意哪些因素? (17)26.活塞环和⽀撑环在安装过程中有什么要求? (17)27.活塞杆填料环的作⽤是什么? (18)28.活塞的对中及活塞杆的径向跳动有何影响? (18)29.设计活塞杆填料环需要考虑哪些因素? (18)30.活塞杆填料环在安装过程中有什么要求? (18)31.活塞杆填料环的“三个间隙”及重要性? (18)32.介质变化对活塞环与填料环有哪些影响? (19)33.⼯作表⾯对活塞环和填料环有何影响? (19)34.为什么活塞环⼯作⼀段时间后,会形成偏磨? (19)35.活塞杆填料环的寿命⼀致吗?能否实现寿命的同步性? (19)36.填料盒在安装过程中有什么要求? (20)37.有油/⽆油润滑对活塞环与填料环有哪些影响? (20)38.⽆⽔填料盒的⼯作原理是什么? (20)39.⽆⽔冷却填料盒的主要优点有哪些? (21)40.填料盒⽤久以后对填料环有什么影响? (21)41.刮油环的作⽤是什么? (22)42.设计刮油环需要考虑哪些因素? (22)43.刮油环在安装过程中有什么要求? (22)44.常⽤的⾮⾦属密封材料有哪些? (22)45.为了避免重⼤安全事故,密封产品在设计使⽤中应注意哪些问题? (22) 46.为什么密封部件要进⾏开机磨合? (23)47.什么是电液⽓量调节系统?它的作⽤是什么? (23)48.电液⽓量调节系统的基本原理是什么?控制速度和精度如何? (23) 49.电液⽓量调节系统具有哪些控制特点? (24)第三章往复压缩机的故障处理 (25)1.⼀级吸⽓压⼒异常上升是什么原因(指可能的原因,下同)? (25)2.中间级吸⽓压⼒异常上升是什么原因? (25)3.⼀级排⽓压⼒异常上升是什么原⽬? (25)4.中间级排⽓压⼒异常上升是什么原因? (25)5.⼀级吸⽓压⼒异常低是什么原因? (26)6.中间级吸⽓压⼒异常低是什么原因? (26)7.⼀级排⽓压⼒异常低是什么原因? (26)8.中间级排⽓压⼒异常低是什么原因? (26)9.排⽓压⼒异常⾼是什么原因? (26)10.⼀级吸⽓温度异常升⾼是什么原因? (26)11.中间级吸⽓温度异常升⾼是什么原因? (26)12.⼀级排⽓温度异常低是什么原因? (27)13.中间级排⽓温度异常低是什么原因? (27)14.中间级排⽓温度异常⾼是什么原因? (27)15.吸、排⽓阀不良是什么原因? (27)16.⽓量显著降低是什么原因? (27)17.怎样判别各级⽓阀有故障? (28)18.为什么压缩机各级排出系统必须设置安全阀? (28)19.为什么介质为易燃易爆的压缩机在检修前和检修后(开⼯或停机时间过久)要⽤氮⽓置换? (28)20.轴⽡(承)过热是什么原因? (28)22.刮油环漏油是什么原因? (29)23.汽缸过热是什么原因? (29)24.传动机构撞击是什么原因? (30)25.⽓缸发出撞击声是什么原因? (30)26.⽓缸内发出突然冲击声是什么原因? (30)27.吸、排⽓阀发出敲击声是什么原因? (30)28.曲轴箱发出严重的敲击声是什么原因? (31)29.飞轮发出敲击声是什么原因? (31)30.曲轴裂纹或折断是什么原因? (31)3l.连杆螺栓断裂是什么原因? (31)32.活塞卡住或咬住是什么原因? (32)33.连杆⼤头⽡过热和异响是什么原因? (32)34.连杆⼩头⽡过热和异响是什么原因? (32)35.压缩机的运动部件有异⾳是什么原因? (32)36.⽓缸部分异常振动是什么原因? (33)37.机⾝异常振动是什么原因? (33)38.机体部分发⽣不正常的振动是什么原困? (33)39.管线异常振动是什么原因? (33)40.新安装的压缩机为什么发⽣基座振动? (33)第四章压缩机维护检修 (35)l.主轴颈中⼼线与曲轴颈中⼼线不平⾏度不准超过多少? (35)2.曲轴安装⽔平误差不准超过多少? (35)3.曲轴的弯曲及曲臂距差最⼤不准超过多少? (35)4.轴颈的椭圆度和锥度的安装允许值和最⼤磨损极限不准超过多少? (35) 5.轴⽡⽡背与⽡座(⽡窝)的配备有哪些要求? (35)6.轴颈与轴⽡的接触⾓及接触点应留多⼤为标准? (36)7.主轴⽡的径向间隙和侧部间隙应留多⼤为合适? (37)8.怎样检测和调整主轴⽡间隙? (37)9.怎样确定主轴⽡的轴向间隙(窜量)? (37)10.怎样使⽤和装配薄壁⽡? (38)11.连杆及连杆⽡在装配时应注意什么? (40)12.连杆⼤头⽡的检修应注意什么? (40)13.连杆⼩头⽡的检修应注意什么? (41)14.曲轴在哪些情形下应对其进⾏修理? (42)15.⼗字头销在检修中应注意什么? (42)16.⼗字头跑偏或横移是什么原因? (42)17.怎样调整和确定⼗字头滑履与机⾝滑道的间隙? (43)18.连杆螺栓的检修应注意什么? (43)19.连杆的安全使⽤期限⼀般不允许超过多长时间? (44)20.活塞杆表⾯(贴填料处)的加⼯有哪些要求? (44)21.填料漏⽓过多是什么原因? (44)22.填料发⽣异常磨损、烧伤是什么原因? (44)23.填料的装配及检修应注意什么? (45)24.如何检查活塞杆的跳动值?跳动值的标准是如何规定的? (45) 25.刮油环带油是什么原因? (45)26.从法兰盘处泄漏油是什么原困? (45)27.阀⽚与阀座的质量标准是什么? (46)28.阀⽚破损是什么原⽬? (46)29.阀簧折断是什么原困? (46)30.怎样确定活塞与⽓缸内端⾯的死点间隙? (46)31.活塞与⽓缸之间的周隙多⼤为宜? (47)32. 怎样检查活塞与⽓缸的周隙? (47)33.活塞组件总装配时应注意什么? (47)34.活塞环为什么要留⼯作开⼝间隙?怎样留⼯作开⼝间隙? (48) 35.活塞环在活塞槽⾥的侧⾯间隙应留多⼤? (48)36.活塞环为什么要倒⾓? (48)37.活塞环异常磨损、烧损是什么原因? (48)38.活塞环磨损到什么程度不能再使⽤? (49)39.为什么活塞环⼯作⼀段时间后,会磨成⼀边薄⼀边厚? (49) 40.⽓缸经过镗缸后,其增⼤值不允许超过多少? (49)41.⽓缸在安装或检修中,应注意什么? (50)42.压缩机在开车之前,为什么要盘车? (50)43.压缩机与电动机对轮同⼼度不允许超过多少? (50)44.压缩机的基础在⼯作时的振幅值规定不允许超过多少? (50) 45.压缩机的检修周期及检修项⽬是怎样规定的? (50)第五章润滑及冷却系统故障的处理 (52)1.齿轮油泵的⼯作原理、特点,旋转⽅向、安全阀的作⽤是什么? (52) 2.循环油压不⾼或突然降⾄到零是什么原因? (52)3.润滑油因温度低⽽粘度⼤怎么办? (53)4.齿轮油泵各部间隙应留多⼤? (53)5.润滑油过热是什么原因? (53)6.油压降低是什么原因? (54)7.注油器的柱塞常出现哪些问题? (54)8.注油器供油不正常或不供油对压缩机有什么影响? (54)9.注油器的逆⽌阀返⽓是什么原因? (54)10.润滑油管堵塞是什么原因? (55)11.怎样正确调节注油器的供油量? (55)12.冷却⽔中带有⽓泡是什么原因? (55)13.怎样防⽌冷却⽔管系统的泄漏? (56)14.怎样防⽌冷却⽔管件及冷却⽔管的冻裂? (56)15.压缩机的出⼝⽓温过⾼是什么原因? (56)第六章压缩机的试运、验收 (58)1.压缩机起动时应注意哪些事项? (58)2.压缩机怎样试车? (58)3.压缩机在运转中必须注意哪些事项? (60)4.压缩机在试运时可能会出现哪些问题? (60)5.压缩机停车时应注意哪些事项? (63)6.怎样做好压缩机的⽇常维护? (64)7.压缩机的验收标准有哪些? (65)8.压缩机的完好标准都包括哪些内容? (66)第七章压缩机的状态监测及故障诊断 (68)1.为什么要对压缩机进⾏状态监测及故障诊断? (68)2.压缩机状态监测及故障诊断技术发展的状况如何? (68)3.压缩机状态监测分为哪⼏种? (68)4.压缩机在线监测系统主要有哪些组成? (68)5.压缩机在线系统主要有哪些功能? (68)6.⽬前状态监测设备(系统)主要具有哪些监测、分析功能? (69)第⼀章往复式压缩机的基础知识1.什么是压缩机⼯作过程?往复式压缩机都有⽓缸、活塞和⽓阀。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
往复式压缩机在线监测系统
技术方案
上海东昊测试技术有限公司
2009-10
一. 系统简介
往复压缩机是石化行业的关键设备,由于往复压缩机结构复杂、运动部件多,而导致其故障率高,尽管往复压缩机都有备机,但从降低维修费用、保证平稳生产和提高企业的设备管理水平考虑,对往复压缩机实行有效的状态监测和故障诊断是非常必要的。
本监测系统的设计充分考虑了往复压缩机的工作特点,通过对气缸压力、活塞杆沉降、气缸/十字头振动、气阀温度、轴承温度以及曲轴箱振动等参数进行监测,并将监测数据通过网络实时存储到服务器,任何有权限的客户端都可通过Internent查看数据,可方便地了解设备的运行状态、进行故障分析,对运行或检修提供依据。
二.测试方案
1 方案说明
根据往复压缩机的结构特点、常见故障及故障原因,在气缸体布置压力传感器;在十字头滑道箱壁、曲轴箱体布置振动加速度传感器;活塞杆箱体布置位移传感器;吸气阀、排气阀、主轴轴承上布置铂电阻温度传感器;在转轴上安装一键相位传感器,通过这些传感器,系统可以实时监测压缩机的重要部件的各项参数(如气缸压力、活塞杆沉降、曲轴箱振动、气缸/十字头振动等),并将获取的数据进行处理分析,得到实际P-V图、气缸的进气/排气压力、活塞杆的负荷曲线、压缩机的性能等数据图表。
这些数据用于分析气阀、活塞环、支承环、填料、十字头、活塞以及各轴承的工作情况,为机组的安全运行和适时检修提供可靠的依据。
2.监测参数
a.压力:压缩缸的吸气压力、排气压力及缸内压力变化;
b.温度:吸气阀、排气阀温度、轴瓦温度等;
c.振动:十字头滑道振动、曲轴箱振动等;
d.键相:测量键相信号以确定各信号与活塞位置之间的关系;
e.活塞杆沉降:测量活塞杆的沉降量。
3.测试方案框图:
互互互互互
互互
图1 往复压缩机组监测系统
说明:DH5970采集箱(防爆型)安装于设备现场,将振动、温度、压力、键相等信号传送到控制室本地计算机,操作人员可在本地机浏览、分析设备运行状态,同时可通过网络(或电话线拨号上网)远传,任何有权限客户均可方便地了解设备运行状态、分析故障原因,为设备的运行或检修提供指导。
4.活塞杆沉降与键相传感器安装示意图
1)活塞杆(连杆)位移传感器与键相/转速传感器安装位置
2)活塞杆位移传感器安装示意图
安装电涡流位移传感器监测活塞杆沉降、曲轴旋转角度(0-360)。
三、系统功能
1、系统特点
对各测点传感器输出的信号进行实时采集、处理,并将数字信号通过网络传输到服务器,任何授权客户端均可通过企业局域网或Internet进行浏览,实时了解设备运行状态,对故障设备实现远程诊断,从而远程指导设备的运行和检修。
2、软件功能
a.趋势图:显示温度趋势、压力趋势、活塞杆沉降趋势及振动趋势,通过
趋势图了解设备运行状态的变化,并进行超标报警;
b.示功图:根据所测量的气缸压力和转角位置,作出示功图,并与标准示
功图相比较;
c.计算活塞杆负荷:根据压缩机结构参数和工艺参数计算活塞杆负荷及变
化情况;
d.报警存储:设备运行参数超标报警时,系统保存报警前后大量的振动波
形和工艺参数,为故障分析提供数据;
e.报表输出:根据压缩机运行、备用、停机的时间,计算设备的运行率、
完好率等;对停机原因、检修质量、配件更换、故障原因等信息进行统计。
四.系统作用
企业投用该系统,可实现以下功能和作用:
1 实现对设备的连续监测,为掌握设备的运行状态和分析故障原因提供可靠的依据;
2 设备管理人员不需要到设备现场,通过网络便可了解设备的运行状态;3通过网络实现远程诊断,对于有故障的设备,分析其故障原因、指导设备的运行和检修;
4 对设备运行和检修等进行统计,提高企业的设备管理水平。
五.系统配置清单与报价
六.备用机方案
备用机与主机一起配置监测系统,机箱可共用,软件费减半,费用为:35.09-2.86-6 = 26.23 万元
两台压缩机总费用为:
35.09 + 26.23 = 61.32 万元
上海东昊测试技术有限公司。