UG测量刀长专题-2
UG加工各参数详解(UG公司内部解释)
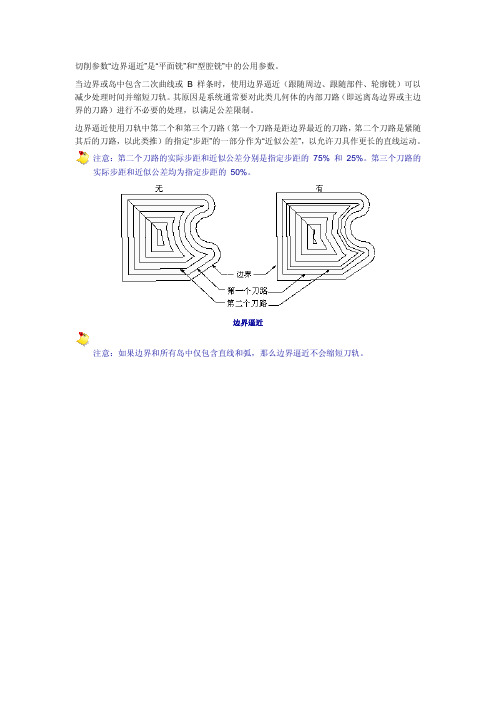
参考刀具部分中显示相应的状态:例如,参考刀具:无。单击: o 编辑可更改当前的参考刀具。 o 选择可以获得有关当前参考刀具的信息、选择现有的刀具或创建新的刀具作为 参考刀具。 o 显示可以查看所使用的参考刀具。
如果未打开启用基于层的 IPW 首选项,您将在生成刀轨时看到一条警告信息。选择否, 打开该首选项然后继续。如果所需的用于参考操作的基于层的 IPW 信息是在一个较早的 会话中生成并保存的,那么当前操作将使用已存储的 IPW。否则,您将得到一条出错消息,
提示您重新生成参考操作。
基于层的 IPW 适用于拐角和壁上的阶梯面。该选项并不考虑切削层模式中由相邻刀路留 下的毛坯。它忽略切削区域内的刀痕,并认为其已完全移除。
3. 在型腔铣操作中,转至空间范围部分(在切削参数对话框上),选择使用基于层的 IPW 选项。
参考刀具选择不可用。软件自动选择所有符合条件的型腔铣/深度加工操作作为参考操 作。
系统将对参考操作留下的毛坯进行计算,并将本次操作的刀轨限制在该体积之内。
注意:如果参考操作更改了,则软件将基于层的操作标记为过期。
• 必须选择一个直径大于当前操作所用刀具的刀具。 • 如果参考刀具的半径与部件拐角的半径之差很小,则所要去除的材料的厚度可能会
因过小而检测不到。您可以指定一个更小的加工公差,或选择一个更大的参考刀具, 以获得更佳效果。如果使用较小的加工公差,则软件将能够检测到更少量的剩余材 料,但这可能需要更长的处理时间。选择较大的参考刀具可能是上策。 重叠距离 重叠距离将待加工区域的宽度沿切面延伸指定的距离。 按照参考刀具的直径沿切面定义的区域宽度。只有当您为参考刀具指定了偏置时,重叠距离才可 用。
五轴编程UG教程
1刀轴远离直线(zhíxiàn)-案例1
分层切削(qiēxi āo)
第九页, 共61页。
词语: 如果 拼音: rúguǒ
1刀轴远离(yuǎn l í ) 直线-案例1 解释: 连词。表示假设。《前汉书平话》卷上: “如果不利,截旗营前,以定胜败验之。”《儒林外史》第十六回: “如果文
象
利用网格曲面作为 驱动面能够获得光
顺的刀路
构建网格曲面
面的质量 决定刀轨 的质量
第十九页, 共61页。
词语:指定 拼音:zhǐdìng 解释:确定;认定。唐刘肃《大唐新语·公直》:“銛谬膺驳正,敢废司存,请傍移礼官,以求指定。”宋司马光《起请科场札 子》:“伏乞以臣所奏,及礼部等官所议,榜国子监门,及编下诸州,有州学处榜州学门,令举人限一月内投状,指定何法为善,
旋转刀轨, 获得(huòdé)各个槽的加工程序, 两个刀轨要接起, 否则会有残料
第二十四页, 共61页。
2刀轴插补-案例(àn l ì ) 3
第二十五页, 共61页。
3刀轴侧刃驱动(qū dònɡ)1
部件几何引导刀尖运 动, 驱动面引导刀具
侧刃运动
部件(bù jiàn)选 择底面
驱动(qū dònɡ)面 为周边
第一回:“问其所 以,都是黄河沿上的州县,被河水决了,田庐房舍,尽行漂没。”可与形容词或动词组成名词性词组,仍表示 原因、情由。《庄子·天运》:“彼知矉美,而不知矉之所以美。”《史记·卫康叔世家》:“必求殷之贤人君子长者,问其所以 兴,所以亡,而务爱民。”用以,用来。《庄子·天地》:“是三者,非所以养德也。”《史记·孟尝君列传》:“若急,终无以 偿,上则为君好利不爱士民,下则有离上抵负之名,非所以厉士民彰君声也。”宋苏洵《几策·审势》:“故威与惠者,所以裁节 天下强弱之势也。”连词。表示因果关 系。用在下半句,由因及果。《荀子·哀公》:“君不此问,而问舜冠,所以不对。”北
UG刀路
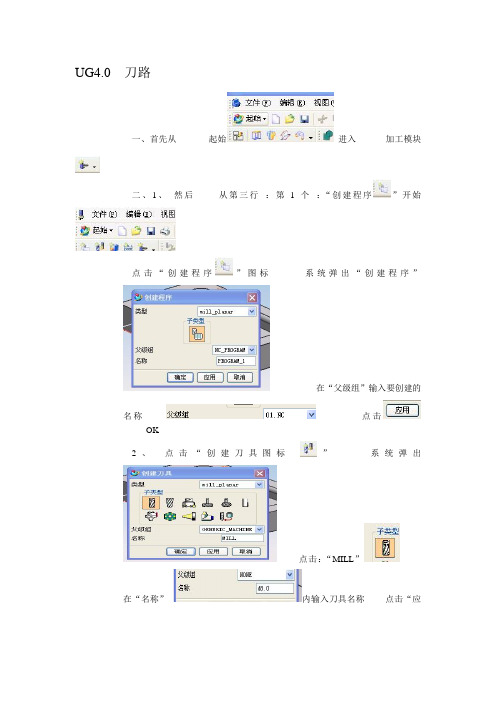
UG4.0 刀路一、首先从-----------起始进入------- 加工模块二、1、然后------从第三行:第1个:“创建程序”开始点击“创建程序”图标--------- 系统弹出“创建程序”-------------在“父级组”输入要创建的名称------------------点击--------OK2、点击“创建刀具图标”----------系统弹出-------点击:“MILL”-------在“名称”内输入刀具名称-------点击“应点击“确定”完成创建刀具.3、点击“创建几何体”-------系统弹出-------选择坐标系“MCS”-------在“父级和名称”中指定要创建的坐标系名称-------点击“应用”完成4、点击“创建操作”--------系统弹出-------在“类型”中选择加工类型----------选择“PLANAR PROFILE”---------点击“应用”-------系统弹出-------选择要加工的边------点击“选择”--------系统弹出----------在“模式”内选择“曲线/ 边”点击“确定”-------系统弹出-------在图中选择要加工的边--------选择完成点击“确定”------“确定”完成5、点击“底面”-------------------------选择加工时最后的底面----------系统弹出点击“应用”完成6、按照以下步骤进行设定7、点击中-------------------系统弹出-------把“过程显示参数”中绿色钩去掉8、最后点击“生成”刀路创建完成.因加工模式不一样所以所设的参数也不一样.。
UG数控技术-(2)

3.机床坐标系
数控铣床以及铣削加工中心的3 个移动轴的方向就是3 个导轨的 方向,因此是固定的,它们与UG加工环境中的MCS的3个坐标轴 的方向一对应。机床上有一个机械原点,它的位置在机床制造时已 决定好了,用户不可改变,可认为是机床上的绝对坐标系的原点, 它是在机床上决定对刀点位置的参考。可以认为对刀点就是机床上 的加工坐标系的原点。
4.铣加工刀具
⑴.刀具参考点(Tool Reference Point ) 我们知道,数控铣床上的刀具受NC 程序的控制沿NC 程序的刀
轨移动实现对工件的切削,那么,到底刀具上哪一点沿刀轨移动 或者说刀轨到底是刀具上的哪一点的轨迹呢?答案是刀具的“参 考点” UG 规定不管什么形式的铣刀,其刀 具参考点都在刀具底部的中心位置处 (见右图),那么使用UG CAM 生成的 刀轨就是刀具上这一点的运动轨迹
进给量和主轴转速是操作的重要参数。在操作对话框中单击“Feed Rates” 按钮弹出进给量和切削速度( Feeds and Speeds )对话框(见下图) ,通 过这个对话框可以由人工或由系统自动决定切削进给量和切削速度.
按不同的刀具运动阶段,UG CAM 将刀轨分段设置不同的进给速度。 关于各种进给速度的名称及其对应 的运动阶段参见下图。
在操作导航工具中的程序节点图符以及操作的图符前面会出现各种状态标 记.这些标记标明程序节点以及操作的当前状态, 见下表。
2.6 数控编程的步骤
NX10.0测量零件尺寸教程.
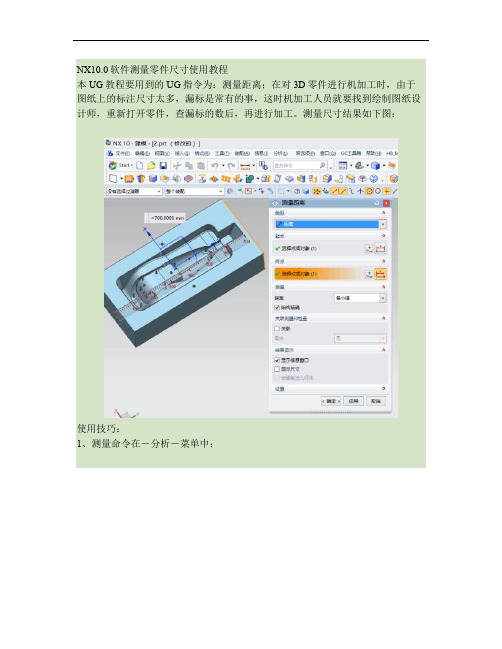
NX10.0软件测量零件尺寸使用教程
本UG教程要用到的UG指令为:测量距离;在对3D零件进行机加工时,由于图纸上的标注尺寸太多,漏标是常有的事,这时机加工人员就要找到绘制图纸设计师,重新打开零件,查漏标的数后,再进行加工。
测量尺寸结果如下图:
使用技巧:
1、测量命令在-分析-菜单中;
2、测量的下拉菜单中,可测量的尺寸种类很多,如距离、半径、直径等;
3、测量两面之间的距离,按下图进行选面,在测量时要注意配合使用选择工具条;
4、为便于测量其所有的数据,可以打开显示信息窗口;
5、测量直径,选图上圆孔,可以测得直径是12mm;
6、测量曲线长度,所测线是直线,用测量长度最方便,如下图对三条线进行测量后的数据,其长度显示在信息窗口内。
7、测量半径,对于下图的小圆柱,需用测量半径,查得数据约
2.1mm;
8、本讲解的是日常工作技巧,实用性很强,要用心才能掌握。
UG编程在CNC加工中的快速刀具路径生成技巧
UG编程在CNC加工中的快速刀具路径生成技巧在现代制造业中,计算机数控(CNC)机床的应用越来越广泛。
作为一种自动化加工方式,CNC加工具有高精度、高效率的特点,大大提高了生产效率和产品质量。
在CNC加工中,刀具路径的生成对于加工结果至关重要。
本文将介绍UG编程中的快速刀具路径生成技巧,帮助读者更好地利用UG软件进行CNC加工。
一、坐标系的选择与设定在进行CNC加工之前,首先需要选择合适的坐标系。
常见的坐标系包括机床坐标系、工件坐标系和刀具坐标系。
机床坐标系是机床加工过程中用于定位和运动的基准坐标系,工件坐标系是将工件与机床坐标系进行关联的坐标系,刀具坐标系是刀具在加工过程中的参考坐标系。
在UG编程中,可以通过快捷键或者菜单进行坐标系的选择和设定。
选择合适的坐标系可以简化编程过程,并且确保刀具路径的生成和工件的加工精度。
二、CAD模型的导入与编辑在CNC加工过程中,通常需要将工件的CAD模型导入到UG软件中进行后续操作。
UG软件支持多种文件格式的导入,可以根据实际需要选择合适的文件格式。
导入CAD模型后,可以对其进行编辑,如调整尺寸、添加特征、修补模型等。
在编辑CAD模型时,需要注意保持模型的完整性和准确性。
避免出现缺陷和错误,以免影响后续的刀具路径生成和加工过程。
三、刀具路径生成的基本原理刀具路径生成是CNC加工中的核心过程,它决定了加工效率和加工质量。
UG软件通过算法和规则来生成刀具路径,以确保刀具能够按照预定的轨迹进行加工。
在刀具路径生成过程中,需要考虑多个因素,如加工精度要求、切削力和切削液的情况、刀具磨损和工件的形状等。
通过合理设置参数和选择算法,可以生成满足需求的刀具路径。
四、快速刀具路径生成技巧1. 合理选择刀具路径类型:UG软件提供了多种刀具路径类型,如等间距切削、连续切削、螺旋切削等。
在选择刀具路径类型时,需要根据具体的加工要求进行合理选择。
例如,对于平面加工,可以选择等间距切削;对于曲面加工,可以选择螺旋切削。
刀具长度自动测量功能
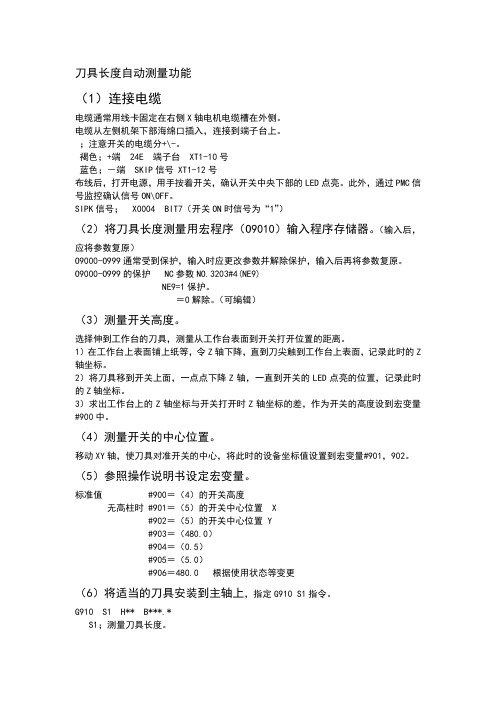
刀具长度自动测量功能(1)连接电缆电缆通常用线卡固定在右侧X轴电机电缆槽在外侧。
电缆从左侧机架下部海绵口插入,连接到端子台上。
;注意开关的电缆分+\-。
褐色;+端 24E 端子台 XT1-10号蓝色;-端 SKIP信号 XT1-12号布线后,打开电源,用手按着开关,确认开关中央下部的LED点亮。
此外,通过PMC信号监控确认信号ON\OFF。
SIPK信号; X0004 BIT7(开关ON时信号为“1”)(2)将刀具长度测量用宏程序(O9010)输入程序存储器。
(输入后,应将参数复原)O9000-O999通常受到保护,输入时应更改参数并解除保护,输入后再将参数复原。
O9000-O999的保护 NC参数NO.3203#4(NE9)NE9=1保护。
=0解除。
(可编辑)(3)测量开关高度。
选择伸到工作台的刀具,测量从工作台表面到开关打开位置的距离。
1)在工作台上表面铺上纸等,令Z轴下降,直到刀尖触到工作台上表面,记录此时的Z 轴坐标。
2)将刀具移到开关上面,一点点下降Z轴,一直到开关的LED点亮的位置,记录此时的Z轴坐标。
3)求出工作台上的Z轴坐标与开关打开时Z轴坐标的差,作为开关的高度设到宏变量#900中。
(4)测量开关的中心位置。
移动XY轴,使刀具对准开关的中心,将此时的设备坐标值设置到宏变量#901,902。
(5)参照操作说明书设定宏变量。
标准值 #900=(4)的开关高度无高柱时 #901=(5)的开关中心位置 X#902=(5)的开关中心位置 Y#903=(480.0)#904=(0.5)#905=(5.0)#906=480.0 根据使用状态等变更(6)将适当的刀具安装到主轴上,指定G910 S1指令。
G910 S1 H** B***.*S1;测量刀具长度。
H;补偿号(测量结果输入到这里)B;临时的刀具长度(根据主轴锥形的规线用量尺等测量到刀尖的距离)开始先用TRVS LOW,然后在将单程序段置于ON下慢慢测量。
UG车床编程刀具参数

R0.8左手外圆刀
车加工刀具左右手
1、车加工左右手刀又称正反刀。(外圆、内孔刀相反) 2、车加工除了钻头,都有正反刀之分。 3、正刀用于向正方向车削用,反刀用于反方向车削用。 4、何为正反方向:主切削刃朝向卡盘端为正刀(右手
刀),主切削刃背离卡盘端为反刀(左手刀) 5、在车刀创建中,确定其左右手很重要。
这样就告知软件,您将定义实体车刀,并使刀具安装和 刀尖联接点选项可用。
将刀具导出至库中。
标准车刀选项
更多页面 机床控制 手工换刀 添加一个停止操作,以允许手工换刀。 文本 指定换刀的文本。 限制 最小镗孔直径 这是镗杆可以安全切削,并且不会影响镗杆 背面的最小直径镗孔。 最大刀具范围 这是刀具及其夹持器可以在部件中遍历的最 大距离。具体距离取决于部件几何形状和刀 具夹持器。此参数的目的在于防止刀具夹持
器与部件发生碰撞。
标准车刀选项
最大深度 此参数描述刀具在每次切削时可插入槽的 最大深度。具体深度取决于刀片的几何形状。 注意开槽工序中最大深度和层深度之间的关系。 仿真 X 向安装,Y 向安装 相对于转塔/刀头定位刀具以用于机床仿真。 这些值是从刀具跟踪点到转塔/刀头参考点的 指定距离。 工作坐标系 MCS 主轴组 编辑刀具时,从列表中选择适当的“MCS 主 轴”,以决定 WCS 方位
UG车削编程刀具确定,车削产品图纸多数比铣加工相 对简单,工序过程也相对比较简单,车削所用刀具种 类不多。对车削编程新手而言,刀具参数的设定很重 要。
刀具测量仪操作规程

刀具测量仪操作规程1. 引言刀具测量仪是一种常用的工具,在机械加工行业中用于测量和检验刀具的尺寸、质量和性能。
准确使用刀具测量仪对于保证加工质量和延长刀具使用寿命具有重要意义。
本文档旨在提供刀具测量仪的操作规程,帮助操作人员正确使用刀具测量仪。
2. 刀具测量仪的准备工作在使用刀具测量仪之前,需要进行一些准备工作:•确保刀具测量仪处于正常工作状态。
检查电源连接是否正常,仪器表面是否干净,是否有损坏。
•根据实际需要将刀具测量仪放置在平坦、稳定的工作台面上,避免仪器晃动或倾斜。
•确保所测量的刀具已经清洁干净,并检查刀具表面是否有损坏,如划痕或破损。
3. 刀具测量仪的操作步骤步骤1:打开刀具测量仪按下电源开关,打开刀具测量仪。
等待仪器初始化完成,确保仪器显示屏上显示正常。
步骤2:选择测量模式根据需要选择合适的测量模式。
刀具测量仪通常支持直径测量、长度测量、刀具倒角测量等多种模式。
根据测量对象,选择相应模式。
步骤3:放置刀具将待测刀具放置在刀具测量仪工作台上。
确保刀具与测量仪接触牢固,并处于水平状态。
对于需要测量刀具直径的情况,将刀具缓慢滚动,确保刀具直径在整个滚动过程中能够被准确测量。
步骤4:进行测量根据选择的测量模式,按下相应的测量按钮开始测量。
根据仪器显示屏上的提示信息,调整刀具测量仪的各项参数,以确保准确测量。
步骤5:记录测量结果测量完成后,根据仪器显示屏上的测量结果,记录下刀具的尺寸、质量或其他所需的测量数据。
确保记录准确无误,并便于后续的分析和判断。
步骤6:清理刀具测量仪在使用刀具测量仪结束后,及时进行清理工作。
使用干净的软布擦拭仪器表面,确保仪器干净整洁。
将测量过程中使用的工具和刀具放回原位,并进行妥善保管。
4. 安全注意事项在使用刀具测量仪时,需要注意以下安全事项:•避免触摸测量仪的移动零部件,以免造成手指受伤。
•在测量过程中,避免强烈碰撞或拉扯测量仪,以免损坏仪器或造成意外。
•在使用电源时要注意电源插座的安全性,确保电源连接牢固可靠。
UG编程-刀具的选择

空刀过多
空刀是指刀具在加工时没有切削到工件,当空刀过多时则浪费时间。产生空刀的原 因多是加工方式选择不当、加工参数设置不当、已加工的部位所剩的余量不明确和 大面积进行加工,其中选择大面积的范围进行加工最容易产生空刀。 为避免产生过 多的空刀,在编程前应详细分析加工模型,确定多个加工区域。编程总脉络是开粗 用铣腔型刀路,半精加工或精加工平面用平面铣刀路,陡峭的区域用等高轮廓铣刀 路,平缓区域用固定轴轮廓铣刀路。 如图1-13所示的模型,半精加工时不能选择所 有的曲面进行等高轮廓铣加工,否则将产生过多空刀。
注意:一般模具在加工完成之前需要进行后处理,如回火、淬火和调质等,则需要留 0.5~1.5mm的余量进行后处理。
关天撞刀/弹刀
撞刀是指刀具的切削量过大,除了切削刃外,刀杆也撞到了工件。造成撞刀的原因主要是 安全高度设置不合理或根本没设置安全高度、选择的加工方式不当、刀具使用不当和二次 开粗时余量的设置比第一次开粗设置的余量小等。 下面以图表的方式讲述撞刀的原因及 其解决方法,如表1-4所示。
注:(1)以上的飞刀参数只能作为参考,因为不同的飞刀材料其参数值也不相同,不 同的刀具厂生产的飞刀其长度也略有不同。另外,刀具的参数值也因数控铣床或加工中 心的性能和加工材料的不同而不同,所以刀具的参数一定要根据工厂的实际情况而设定。 (2)飞刀的刚性好,吃刀量大,最适合模胚的开粗。另外Байду номын сангаас飞刀光陡峭面的质量也非 常好。 (3)飞刀主要是镶刀粒的,没有侧刃,如图1-2所示。
图1-9平面铣加工
图1-10补加刀路
多余的加工
多余的加工是指对于刀具加工不到的地方或电火花加工的部位进行加工,它多发生 在精加工或半精加工。 有些模具的重要部位或者普通数控加工不能加工的部位都需 要进行电火花加工,所以在开粗或半精加工完成后,这些部位就无须再使用刀具进 行精加工,否则就是浪费时间或者造成过切。如图1-11和图1-12所示的模具部位就 无须进行精加工。
UG刀具参数

UG刀具参数CAM编程过程中的参数选项CAM编程过程中的参数选项CAM编程过程中的参数选项第五章第三节:CAM编程过程中的参数选项回顾:在前一讲中,以鼠标为例练习了曲面粗加工、精加工的刀路编制方法,通过仿真加工(Verify)建立了CAM的感性认识,同时还演示了Post/后处理及最终获得的NC程序新课要点:刀路编制过程中所涉及的参数选项的含义及作用编程中相关参数的合理选用本讲中突出了对专业学科知识的综合运用,涉及一些专业术语和概念,要注意领会和吸收参数选项的含义及作用以鼠标实例刀路编制过程中所涉及的参数选项为对象进行介绍GET FILE——鼠标CAD文件MAINMENU——T oolpaths——SurfaceSurface曲面加工方式下的选项:Rough:粗加工,以尽量快地去除多余的金属为目的Finish:精加工,以保证加工质量为目的Drive/Check:干涉检查,是为避免加工过程中过切等现象造成废品而设的检查项目,被加工面本身也是Check面。
Rough粗加工方式下的选项Parallel:平行式Radial:辐射式Project:投影式Floeline:曲面流线式Contour:等高同廓式Pocket:挖槽式Plunge:钻削式Pocket挖槽式粗加工方式的对话框中的参数选项:分三个标签:Tool parameters:刀具参数Surface parameters:曲面参数Rough Pocket parameters:挖槽粗加工参数Tool parameters:刀具参数Left ‘click’ on tool to select:左击选中已有的刀具Right ‘click’ to edit or define new tool:右击编辑或定义新刀首先在编刀路中要确定加工所用的刀具刀具的选用问题是CAM环节的一个核心问题(后面将专门讲)没有刀,不能加工不同的刀,使用的切削用量不同不同的加工对象,要用不同的刀,有时与加工区的几何性质都有关系刀具的选用,还与切削力、刀杆强度等因素有关一般,粗加工的切削力大,要用直径大一点的刀添加或选用刀具的方法在空白区用右键打开随动菜单:Get tool from library:从刀库中选刀Create new tool:创建新刀Get operations from library:从已有的操作库中选用Job setup:工作设定本例使用Get tool from library,并选用8mm Flat Endmill平铣刀切削用量在选用刀具时,与刀具对应的切削用量的默认值(可通过对刀具的编辑进行修改,以后专门会讲)会自动填入到参数框中,最简单的办法是接受这些默认值,直接OK,但通常这些默认参数不是很理想,要进行修改。
ug数控刀

1.2.3数控刀具介绍以及使用1.刀具的介绍数控加工刀具必须适应数控机床高速、高效和自动化程度高的特点,一般包括通用刀具、通用连接刀柄及少量专用刀柄。
刀柄要连接刀具并装在机床动力头上,因此已逐渐标准化和系列化。
数控刀具的分类有多种方法。
根据刀具结构可分为:①整体式;②镶嵌式,镶嵌式刀具采用焊接或机夹式连接,机夹式又可分为不转位和可转位两种;③特殊型式,如复合式刀具、减震式刀具等。
根据制造刀具所用的材料可分为:①高速钢刀具;②硬质合金刀具;③金刚石刀具;④其他材料刀具,如立方氮化硼刀具、陶瓷刀具等。
为了适应数控机床对刀具耐用、稳定、易调、可换等的要求,近几年机夹式可转位刀具得到了广泛的应用,在使用数量上达到整个数控刀具的30%~40%,金属切除量占总数的80%~90%。
数控铣刀从形状上主要分为平底刀(端铣刀)、圆鼻刀和球刀,如图1-5所示,从刀具使用性能上分为白钢刀、飞刀和合金刀。
在工厂实际加工中,最常用的刀具有D63R6,D50R5,D35R5,D32R5,D30R5,D25R5,D20R0.8,D17R0.8,D13R0.8,D12,D10,D8,D6,D4,R5,R3,R2.5,R2,R1.5,R1和R0.5等。
球刀圆鼻刀平底刀图1-5 数控铣刀(1)平底刀:主要用于粗加工、平面精加工、外形精加工和清角加工。
其缺点是刀尖容易磨损,影响加工精度。
(2)圆鼻刀:主要用于模胚的粗加工、平面精加工和侧面精加工,特别适用于材料硬度高的模具开粗加工。
(3)球刀:主要用于非平面的半精加工和精加工。
①白钢刀(即高速钢刀具)因其通体银白色而得名,主要用于直壁加工。
白钢刀价格便宜,但切削寿命短、吃刀量小、进给速度低、加工效率低,在数控加工中较少使用。
②飞刀(即镶嵌式刀具)主要为机夹式可转位刀具,这种刀具刚性好、切削速度高,在数控加工中应用非常广泛,用于模胚的开粗、平面和曲面粗精加工效果均很好。
③合金刀(通常指的是整体式硬质合金刀具)精度高、切削速度高,但价格昂贵,一般用于精加工。
UG测量刀长专题-1DOC

加工中如何测量最短装刀长?如图用R2的刀去爬弧面,已知刀夹直径大小为10mm,计算最小装刀长度。
步骤:1.准备工作:A.为了不把编好的程序破坏掉,首先将该文件另存一份,用另存的文件测量。
B.新建一个几何体,毛坯和部件都选实际的工件。
如果不新一个几何体,这个程序和上面的程序共用一个几何体,要等上面的程序算好后才计算该程序,这样浪费时间。
如图所示:C.将用R2加工的程序几何体改为上述的几何体,注意不要去生成,只是用它的刀路而已。
2.首先自己先估计一个长度,然后再去慢慢验证,用二分法慢慢减少与准确结果的差距。
3.将刀夹的大小装载到实际的刀上,考虑加工的余量,这里用相对法,工件上的余量不好直接偏置上去,可以间接的去考虑,把余量加到刀上,这样将刀具加大可以达到同样的目的。
如何将刀夹的大小加载到刀上?先估计一个长度,这里估计为20长,刃口长设为0,不懂的参数可以参考上面的图示,这样便于理解!4.测量会不会碰撞考虑余量,将刀夹的大小设大一点,这里设为10.2,长度随便设一个即可。
设置好后,选择添加即可,如果要修改上面的数据则将数据修改后,再点一下下面的修改命令即可。
创建好的刀具如下:首先将视图打到俯视图下!其它视图测的不准!进行模拟分析,如果有碰撞或干涉将会停下来。
若没有碰撞,就继续减小长度,看什么时候碰撞了!长度打到14时出现了干涉,通过程序中的坐标可以显示干涉的位置。
这时加大刀长,用15试试。
通过检测15没问题,14.5碰撞,最小装刀长为15左右。
将所得的数据写到程序单上,或者把程序名改为这个长度做个记号,防止下次忘了。
程序单上写,用10mm的刀夹装15长。
其它高版本还可以通过过切检查中的刀柄碰撞功能来测量:UG4.0这个功能不完善,无法测量。
模拟动画的精度对测得的刀长也有点影响,实际加工中比测得的刀长大一点比较好,这样可以排除一些偶然因素。
自动计算刀具长度

.
三 最 后 工 作
进行最后的仿真。
自动计算刀具长度
一.准备工作
1.打开VERICUT 软件 2.打开文件2单击确定打开此项目。
4.打开文件后,找出过程文件,然 后点击打开过程文件。 5.打开ch03-01-.aip
二.基本过程
1.设置刀库参数,选取加工刀具的 节点,在配置刀具栏里选取计算最 小刀具引申,并改变刀柄间隙,调 整前后位置后再进行仿真。
2.仿真结束后,出现如图所示 对话框,点击是。
3.改变文件名称并单击保存。
4.重新安装刀库文件,点 开加工刀具中的刀具管理 器 ,查看一号,七号,八
号刀具会发现数据已经改 变。
5.从新仿真,发现仿真刀具明显搜 显缩短。
6.仿真结束,项目进行保存。
LOREM IPSUM DOLOR
7.信息编辑,文件汇总,点击所有 全是。
UG编程技巧如何处理CNC加工中的刀具磨损与断刀问题

UG编程技巧如何处理CNC加工中的刀具磨损与断刀问题CNC加工是数控机床进行加工的一种方式,广泛应用于各个行业中。
在CNC加工过程中,刀具磨损与断刀是常见的问题,对加工效率和产品质量都有很大影响。
为了解决这一问题,UG编程技巧起到了关键作用。
本文将介绍如何利用UG编程技巧处理CNC加工中的刀具磨损与断刀问题。
一、刀具磨损问题的解决刀具磨损是CNC加工中常见的问题,会导致加工精度下降、表面质量差等不良后果。
UG编程技巧可以有效地解决刀具磨损问题,以下是几点具体的应对措施:1. 合理选择切削参数在UG编程中,我们可以通过合理选择切削参数,如切削速度、进给速度、切削深度等,来减少刀具磨损。
切削参数的选择应根据工件材料、刀具类型、切削环境等因素综合考虑,确保切削效果最佳。
2. 利用刀具半径补偿UG编程中的刀具半径补偿功能可以通过改变刀具路径来达到修复或调整刀具磨损的目的。
通过在编程中设置合适的刀具半径补偿值,可以保证加工后的尺寸精度和表面质量,并延长刀具使用寿命。
3. 定期更换刀具定期更换刀具是预防刀具磨损问题的有效措施。
UG编程中可以设置提醒功能,以便及时提醒操作人员更换刀具。
定期更换刀具不仅可以避免刀具磨损过度导致加工质量下降,还能提高加工效率和产品品质。
二、断刀问题的解决断刀是CNC加工中常见的故障之一。
UG编程技巧可以通过合理的编程方法来解决断刀问题,以下是几点具体的应对措施:1. 刀具路径合理分段在UG编程中,应合理设置刀具路径分段点,避免长时间连续切削导致刀具断裂。
通过合理分段,可以减少切削过程中的切削力,降低刀具断裂的概率。
2. 合理选择刀具类型根据加工要求,选择合适的刀具类型也能有效避免断刀问题。
UG 编程中可以根据加工材料、加工形式以及切削要求等因素来选择合适的刀具类型,确保加工过程中切削稳定。
3. 设置断刀检测系统UG编程中可以设置断刀检测系统,对刀具状态进行实时监测。
一旦发现刀具异常情况,如刀具断裂、磨损过度等,可以及时停机更换刀具,避免引起进一步的故障和质量问题。
自动刀具长度测量
Page 1 of 5 自动刀具长度测量Auto Tool Length Measurement 该测量仪为接触式自动刀具长度测量装置。
在非使用状态时由一个盒状装置保护起来可以通过单独的执行一个M14指令将该装置开启。
这时盒盖会自动打开测量刀尖的测量平面也会自动伸出。
通过单独的执行M18指令可将该仪器恢复至保护状态。
1.校正calibration 在初次使用该仪器或使用测量了一段时间后若发现该仪器出现了精度偏差时需要对该仪器进行校正calibration。
校正calibration的原理为使用一把已经知道长度的刀具要求尽量准确作为基准通过执行一个宏程序9601执行该程序后机床会自动得到测量所需要的补偿值并存储于MACRO中该MACRO的值在今后做刀具长度测量时还将被调用。
校正calibration的程序举例如下G65 P9601 H88 M30 测量之前先将该已知的刀具长度存储于OFFSET 88番号中或别的OFFSET番号亦可。
然后执行该校正程序。
在该程序的执行过程中可以看到刀具将有7次不断地与刀具长度测量仪的测量平面接触通Page 2 of 5 过如此多次的测量机床将得出准确的补偿值并将补偿值反馈存储于MACRO 513514515中MACRO 513测量刀具平面处的X向机械坐标值MACRO 514测量刀具平面处的Y向机械坐标值MACRO 515测量刀具平面处的Z向机械坐标值在每完成一次校正calibration后MACRO 513514515中都将被赋值在实际的使用时需要多次要求至少5次的重复执行该校正calibration程序以比较多次测量所得的MACRO 513514515数值的变化。
若多次比较每一个MACRO 513514515的数值变化在0.005mm以内则该仪器的校正准确可以开始进行刀具长度测量。
否则校正calibration需要重新进行直到偏差在正常范围以内。
注意因为该MACRO 513514515的数值在进行刀具长度测量时将被调用以使测量所得到的刀具长度值准确。
ug 刀轴的定义,具体方法

ug 刀轴的定义,具体方法
UG刀轴是一种用于模具加工和CNC加工的重要工具,其功能是控制切割刀具的方向和角度,以实现精确切削。
具体方法如下:
1. 首先,在UG软件中打开模型,选择需要进行加工的面。
2. 点击工具栏中的“刀轴”按钮,在弹出的对话框中输入刀轴的参数,包括刀轴的位置、方向和角度等。
3. 定义好刀轴后,选择需要进行切削的刀具,在刀具路径中设置好切割的深度和速度等参数。
4. 在进行加工前,需要进行模拟和验证,以保证加工的效果和精度。
5. 最后,将加工路径导出为G代码,通过CNC机床进行加工。
总之,UG刀轴的定义和应用需要结合具体的加工对象和要求进行选择和调整,同时在加工过程中需要注意安全和精度。
- 1 -。