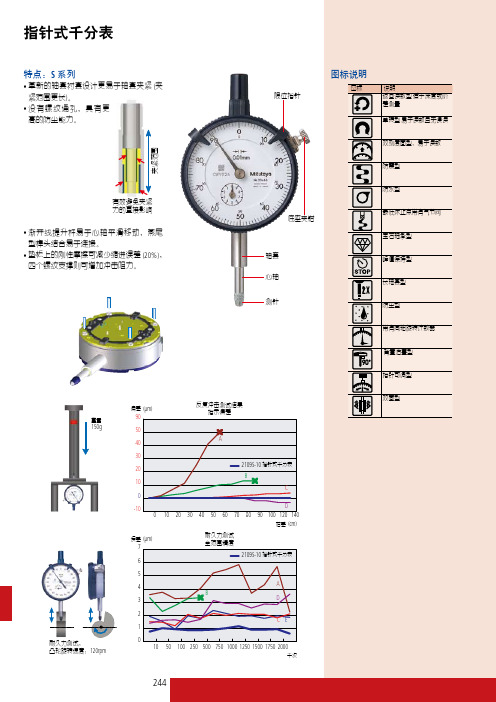
特种指针式千分表
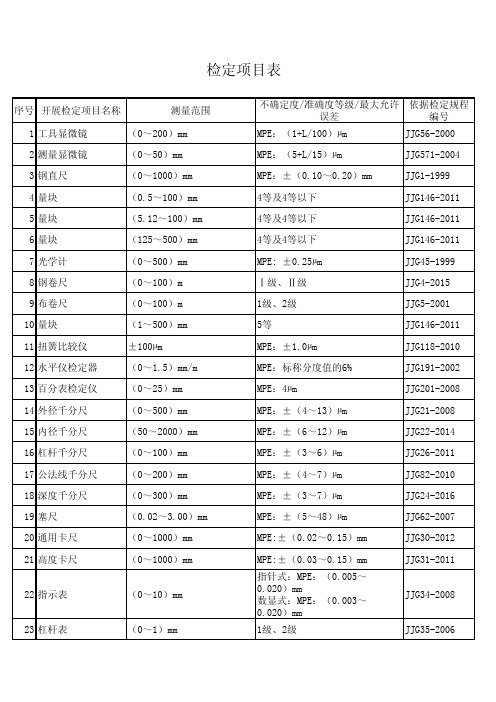
检定项目表
II级
JJG 351-2017
A级,B级,C级
JJG229-2010
MPE:±(0.30+0.006︱t︱)℃ JJG229-2010
0.5级及以下
JJG 74-2005
0.5级及以下
JJG 617-1996
115 机械式温湿度计 116 接地电阻表
(5~50)℃; (30PE:±(0.002~20)mL MPE:±(0.0004~1.0)mL 容量筒容积MPE:±2.0mL
JJG196-2006 JJG10-2005 JJG264-2008
MPE:±(0.02~60)μ L
MPE:±0.3 kg/m3
1级及以下
JJG646-2006 JJG42-2011 JJG139-2014
1级
1级及以下 ≤60J MPE:±1.5 % >60J MPE:±1% MPE: ±2
A级、B级
JJG476-2001 JJG455-2000 JJG145-2007 JJG817-2011 JJG621-2012
75 引伸计
(0~25)mm
0.5级及以下
JJG762-2007
76 扭矩扳子
(10~500)Nm
0.1级及以下
97 压力变送器
(-0.1~60)MPa
0.2级及以下
98 精密压力表
(0~60)MPa
0.1级及以下
99 数字压力计
(0~60)MPa
0.02级及以下
100 真空表 101 氧气表 102 一般压力表
(-0.1~0)MPa
1.6级及以下
测量上限:0.25MPa、1MPa、 1.6 MPa、2.5MPa、4MPa、 1.6级及以下 25MPa
通用测量器具
【刻度原理】
刻度:(1)套筒最小刻度间隔:1格=0.5㎜ (2)微分套筒最小刻度间隔:1格=0.01㎜
(微分套筒旋转一周,测杆轴向位移为0.5㎜,即:套筒刻度1格)
【读数方法】
首先读出微分筒边缘在固定套管主尺的毫米数和半毫米数, 然后看微分管上哪一格与固定套管上基准线对齐,并读出相应的 不足半毫米数,最后把两个读数相加就是测得的实际尺寸。
1.外径千分尺
外径千分尺利用螺旋传动原理,将角位移变成直线位移来进 行长度测量,精度可达0.001mm,主要用于测量工件的外径、长 度、厚度等外尺寸。 外径千分尺的量程为25mm。
【工作原理】
通过螺旋传动,将被测尺寸转换为丝杆的轴向位移和 微分套筒的圆周位移,从套筒刻度和微分套筒刻度上读取
测量头和测杆测量面间的距离。
1.游标卡尺
游标卡尺是比较精密的量具,主要用于测量工件的外径、 内径尺寸,利用游标和尺身相互配合进行测量和读数。
【刻线原理】
精度为0.05 mm游标卡尺刻线原理:主尺上每一格的长 度为1 mm,副尺总长度为39 mm,并等分为20格,每格长度 为 39/20=1.95 mm , 则 主 尺 2 格 和 副 尺 1 格 长 度 之 差 为 0.05 mm,所以其精度为0.05 mm。
【常用表类量具的维修保养】
(1)使用时提压测量杆的次数不要过多,距离不要过大。
(2)不允许测量表面粗糙或有明显凹凸的工作表面。
(3)应避免剧烈震动和碰撞。 (4)在遇到测量杆移动不灵活或发生阻滞时,不允许用强力推 压测量头,应送交维修人员进行检查修理。 (5)不应把精密量具放置在机床的滑动部位。
3.2.5 角度器具
角尺
直尺
(3)测量140°-230°之间的角度
土工合成材料
试验前准备
试样的裁取: 当我们取得样品并经过调湿后,便可按照所需测试项目在 样品上裁取试样。每一项目的试样要裁取多个。由于土工 合成材料大部分是片状的,所以具有方向性,一般进行两 种特例的特性测试,即纵向和横向,亦称顺机向 (经向)和 横机向 (纬向)。因此在裁剪试样时就要区别纵向和横向, 并且要注意,纵向试样 (测定纵向特性的试) 在样品上布置 时,应将每个试样处往不同的纵向位置,使每个试样纵向 纤维各不相同;对于横向试样 (测定横向特性的试样),应 将每个试样处于不相同的横向位置,使每个试样的横向纤 维各不相同,见图15-1。更好的裁取试样的方法,见图152。
力学性能测试(宽条拉伸试验)
4、仪器设备及材料 5、试样准备 6、试验调湿和状态调节 以上内容见教材 7、试验步骤 (1)拉伸试验机的设定 土工织物,试验前将两夹具间的隔距调至100mm±3mm;土 工格栅按本方法5.(3).③规定进行。选择试验机的负荷量程, 使断裂强度在满量程负荷的30%~90%之间。设定试验机的 拉伸速度,使试样的拉伸速率为名义夹持长度的(20%±1%) /min. 如使用绞盘夹具,在试验前应使绞盘中心间距保持最小,并 且在实验报告中注明使用了绞盘夹具。
性能测试(土工膜厚度测定)
(4)测量厚度时,要轻轻放下表侧头,待指针稳定后读 值; (5)当土工膜(片)宽大于2000mm时,每200mm测量一 点;膜(片)宽在300~2000mm时,以大致相等间距测量 10点;膜(片)宽在100~300mm时,每50mm测量一点; 膜(片)宽小于100mm时,至少测量3点。对于未裁毛边 的样品,应在离边缘50mm以外进行测量; 3、试验结果 以试样的平均厚度和厚度的最大值、最小值表示,计算到 小数点后4位,按GB8170修约到小数点后3位,准确至 0.001mm.;如果需要计算平均厚度的标准偏差σ和变异系 数Cv则按照前面规定计算。
桥梁混凝土检测方法ppt课件
▪ 半电位法 ▪ 混凝土电阻率 ▪ 动态称重法 ▪ 磁通量测缆索损失 ▪ X射线衍射法测应力 ▪ 超声相控阵 ▪ CT检测 ▪ 三维光学测量
回弹法
用回弹仪弹击混凝土表面时,由仪器重锤 回弹能量的变化,反映混凝土的弹性和塑性性 质,通过测量混凝土表面硬度来推算其抗压强 度,是混凝土结构现场检测中常用的一种非破 损试验方法。
送剂; ➢ 混凝土龄期为7-2000d; ➢ 强度范围为10-70MPa; ➢ 搅拌混凝土或泵送混凝土; ➢ 自然养护。
测试方法
采用超声回弹综合法检测混凝土强度时,应严格遵 照《超声回弹综合法检测混凝土强度技术规程》的 要求进行。
➢ 回弹值的测量及计算同回弹法,但不须测量混凝 土的碳化深度。
➢ 超声法的测量及计算同超声法的规定,但是超声 的测点应布置在同一个测区回弹值的测试面上, 测量声速的探头安装位置不宜与回弹仪的弹击点 相重叠。
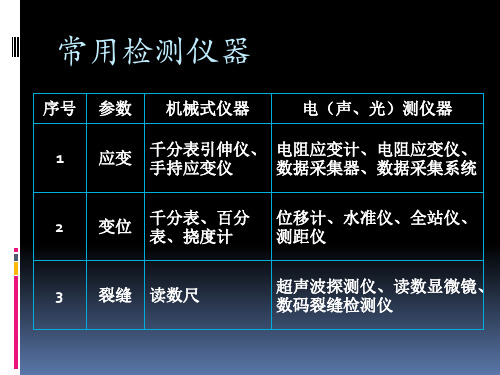
常用检测仪器
序号 参数 机械式仪器
电(声、光)测仪器
1
应变
千分表引伸仪、 电阻应变计、电阻应变仪、
手持应变仪
数据采集器、数据采集系统
2
变位
千分表、百分 表、挠度计
位移计、水准仪、全站仪、 测距仪
3 裂缝 读数尺
超声波探测仪、读数显微镜、 数码裂缝检测仪
内容
▪ 回弹法 ▪ 超声法 ▪ 超声回弹法 ▪ 钻芯取样 ▪ 拔出法 ▪ 碳化深度 ▪ 氯离子含量检测 ▪ 超声波测缺陷 ▪ 电磁感应法测保护层
回弹法的回弹值反映了混凝土的弹性性质,同时在 一定程度上也反映了混凝土的塑性性质,但它只能确切 反映混凝土表层约3cm左右厚度的状态。
特点
➢ 优点:
具有两种方法的优点 能对单一方法测得的某些参数进行补偿修正
江苏省计量检定收费标准版

0~1000mm 0~2000mm 0~3000mm (200 ×100)mm (50 ×125)mm (75 ×150)mm (50 ×13)mm
0~6mm
1.0 μm以下 (1.0 ~50.0) μm
0~180mm 0~500mm 0~250mm 0.2um 1.0um ±100分度 0o~360° 0o~360°
38 C-038 高度游标卡尺 39 C-039 齿厚卡尺 40 C-040 塞尺 41 C-041 测厚仪
42 C-042 标准厚度片 43 C-043 刮板细度计
准确度及等级
4级, 5级 低,中,高级
(0.02 ~3.0)mm 超声测厚仪 涡流测厚仪 机械式测厚仪 1/100h (0 ~150)μm 工作
一年
一年 一年 一年 一年 一年 一年
检测依据 JJG 35-2006
JJG 379-2009
JJG 201-2008 JJG 201-2008 JJG 201-2008 JJG 201-2008 JJF 1254-2010 技术说明书
一年
JJG 21-2008
一年 一年
一年
JJF 1207-2008 JJF 1207-2008
一年
JJF 1189-2008
一年
JJF 1109-2003
一年
JJF 1254-2010
一年
JJG 396-2002
一年
JJF 1093-2002
一年
JJG 429-2000
备注
总序号 分类序号
计量器具名称
9
C-009 电动轮廓仪
10 C-010 气动量仪 11 C-011 样板
12 C-012 测长机
指示表(指针式、数显式)检定规程

指示表(指针式、数显式)检定规程1 范围本规程适用于分度值或分辨力为0.01mm、0.001mm量程不大于10mm的指针式、数显式指示表的首次检定、后续检定和使用中检验。
2 引用文献本规程引用下列文献JJF 1001-1998 通用计量术语及定义JJF 1059-1999 测量不确定度评定与表示GB/T 18761-2002电子数显指示表GB/T1219-2000几何量技术规范长度测量器具:指示表设计及计量技术要求使用本规程时,应注意使用上述引用文献的现行有效版本。
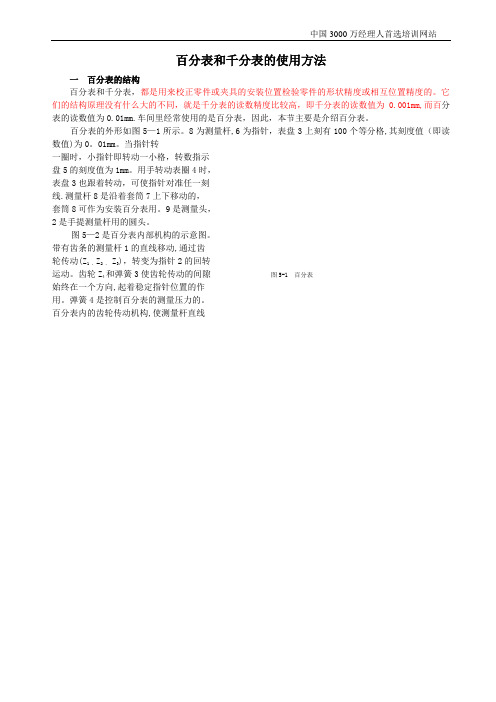
3概述指针式指示表是利用齿条齿轮或杠杆齿轮转动,将测杆的直线位移变为指针的角位移的计量器具。
数显式指示表是利用容栅或光栅技术,将测杆直线位移以数字显示的计量器具。
主要用于测量制件的尺寸和形状、位置误差等。
常见外型结构见图1~3。
1――表体;2――表圈;3――转数指针;4――表盘;5――指针;6――装夹套筒;7――测杆;8――测头;图1 指针式指示表(分度值为0.01mm)1――表体;2――表圈;3――表盘;4――转数指针;5――指针;6――装夹套筒;7――测杆;8――测头;9――耳环图2 指针式指示表(分度值为0.001mm)1――表体;2――显示屏;3――功能键;4――装夹套筒;5――测杆;6――测头图3 数显式指示表4 计量性能要求4.1 指针与分度盘相互位置4.1.1测杆在自由位置时,调整分度盘零刻线和测杆轴线重合,指针应处于零刻线逆时针方向的30°~90°范围内。
4.1.2指针末端与表盘刻线方向应一致,应无目力可见的偏斜。
4.1.3指针末端与分度盘表面间的间隙应不大于0.7mm。
4.1.4指针长度应保证指针末端盖住短标尺标记长度的30%~80%之间。
4.2 指针末端宽度和标尺标记宽度4.2.1指针末端宽度应不大于标尺间距的20%,且与标尺标记宽度应尽量一致。
4.2.2标尺标记宽度应符合表1的规定表1标尺标记宽度单位 mm4.3 装夹套筒直径直径应为Φ80-0.015 mm 。
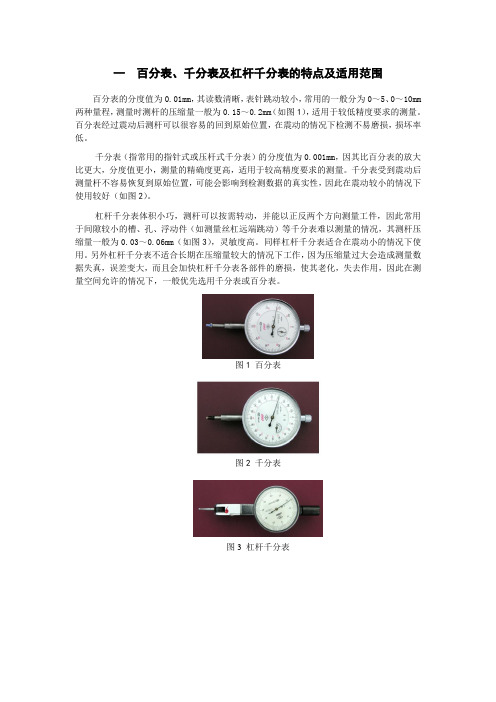
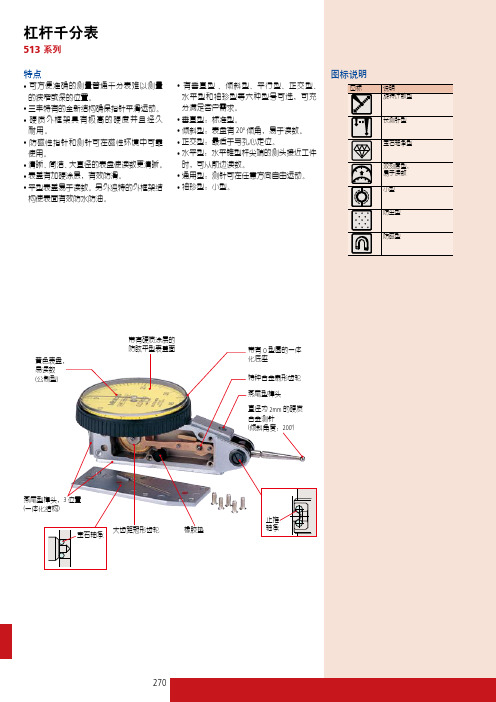
百分表、千分表及杠杆千分表的特点及适用范围
一百分表、千分表及杠杆千分表的特点及适用范围
百分表的分度值为0.01mm,其读数清晰,表针跳动较小,常用的一般分为0~5、0~10mm 两种量程,测量时测杆的压缩量一般为0.15~0.2mm(如图1),适用于较低精度要求的测量。
百分表经过震动后测杆可以很容易的回到原始位置,在震动的情况下检测不易磨损,损坏率低。
千分表(指常用的指针式或压杆式千分表)的分度值为0.001mm,因其比百分表的放大比更大,分度值更小,测量的精确度更高,适用于较高精度要求的测量。
千分表受到震动后测量杆不容易恢复到原始位置,可能会影响到检测数据的真实性,因此在震动较小的情况下使用较好(如图2)。
杠杆千分表体积小巧,测杆可以按需转动,并能以正反两个方向测量工件,因此常用于间隙较小的槽、孔、浮动件(如测量丝杠远端跳动)等千分表难以测量的情况,其测杆压缩量一般为0.03~0.06mm(如图3),灵敏度高。
同样杠杆千分表适合在震动小的情况下使用。
另外杠杆千分表不适合长期在压缩量较大的情况下工作,因为压缩量过大会造成测量数据失真,误差变大,而且会加快杠杆千分表各部件的磨损,使其老化,失去作用,因此在测量空间允许的情况下,一般优先选用千分表或百分表。
图1 百分表
图2 千分表
图3 杠杆千分表
二测量前提说明
1. 本说明所有图示均以数控加工中心为例;
2. 在检测前应保证测量所用仪器可以正常使用;
3. 在检测前应保证测量所用工具以及被测部分的清洁;
4. 在测量过程中移动各轴时,进给速度不能过大,一般为1.8m/min左右;
5. 本说明所指方向(即前、后、左、右)均为人站立在机床正面,面对机床时(如图4)。
图4。
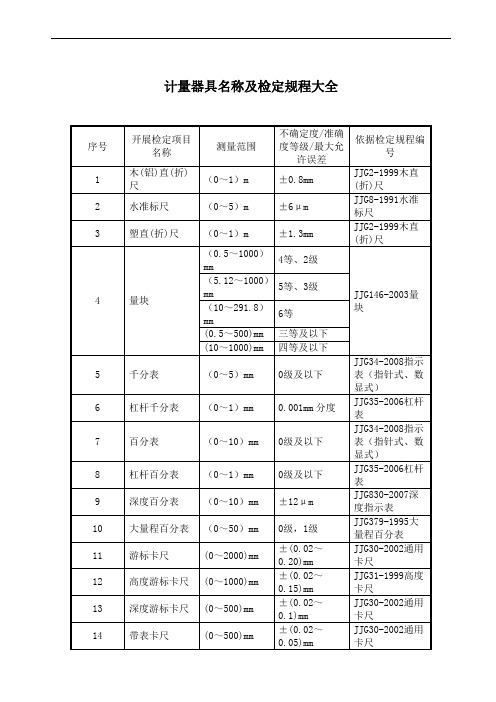
计量器具名称及检定规程大全
平行度允差:≤1μm;平面度允差≤0.1μm
JJG28-2000平晶
62
接触式干涉仪
(0~150)mm
±(0.03+1.5ni△λ/λ)μm
JJG101-2004接触式干涉仪
63
齿轮双面啮合综合检查仪
(1~10)mm
±0.0051mm
JJG94-1981齿轮双面啮合综合检查仪
机械天平
(0~1)t
Ⅰ3级及以下e≥0.01mg
JJG98-2006机械天平
(0~1)t
Ⅰ级及以下e≥0.02mg
(1~500)mg
Ⅰ3级及以下
112
电子天平
(1~500)mg
Ⅰ级及以下
JJG1036-2008电子天平
(0~150)kg
Ⅰ级及以下e≥0.01mg
113
扭力天平
(0~100)g
57
摩托车轮偏检测仪
(0~20)mm
±0.2mm
JJG910-1966摩托车轮偏检测仪
58
钢直尺
(0~2000)mm
MPE:±0.35mm
JJG1-1999钢直尺
59
刀口形直尺
300mm
0级、1级
JJG63-2007刀口形直尺
60
平面平晶
Φ(30~150)mm
1、2级
JJG28-2000平晶
61
平行平晶
经0~360°纬-45°~225°
1级及以下
JJG100-2003全站型电子速测仪
79
水准仪
DS05及以下
JJG425-2003水准仪
80
钢卷尺
(0~100)m
第三讲-常用量具量仪测量方法讲述
百分表的使用
检验工件的偏心度时,如果偏心距较 小,可按图5所示方法测量偏心距,把 被测轴装在两顶尖之间,使百分表的 测量头接触在偏心部位上(最高点) ,用手转动轴,百分表上指示出的最 大数字和最小数字(最低点)之差的 二分之一就等于偏心距的实际尺寸。 偏心套的偏心距也可用上述方法来测 量,但必须将偏心套装在心轴上进行 测量。
2. 方尺和90°角尺
方尺
90°角尺
宽座90°角尺
90°平尺
九、数显量具
1. 组成与分类
电子数显游标卡尺
电子数显千分尺
电子数显百分表
一、使用: 百分表分度值为0.01mm, 千分表分度值为0.001mm, 表盘对称刻度,测量面与 测头,使用时须水平(配 合高度尺归零时不适用)
二、注意事项: 1.检查测头是否松动 2.测量杆的灵活性 3.夹持架是否可靠
杠杆百分表/千分表使用方法
杠杆百分表的分度值为0.01mm,测量范围不大于1mm,它的 表盘是对称刻度的。 测量面和测头,使用时须在水平状态,在特殊情况下,也应该 在25°以下。 使用前,应检查球形测头,如果球形测头已被磨出平面,不应 再继续使用。 杠杆百分表测杆能在正反方向上进行工作。根据测量方向的要 求,应把换向器30搬到需要的位置上。 搬运测杆,可使测杆相对百分表表体转动一个角度。根据测量 需要,应搬测杆,使测量杆的轴线与被测零件尺寸变化方向垂直。
装配钳工工艺与技能训练
第3讲 常用量具、量仪及测量方法
主要内容
1.游标量具 2. 千分尺 3. 百分表
一.游标量具
1.游标卡尺
游标卡尺: 游标卡尺是一种 常用量具。它能直接测量零 件的外径、内径、长度
宽度、深度和孔距等。
钳工常用的游标卡尺的
千分表检定仪操作方法
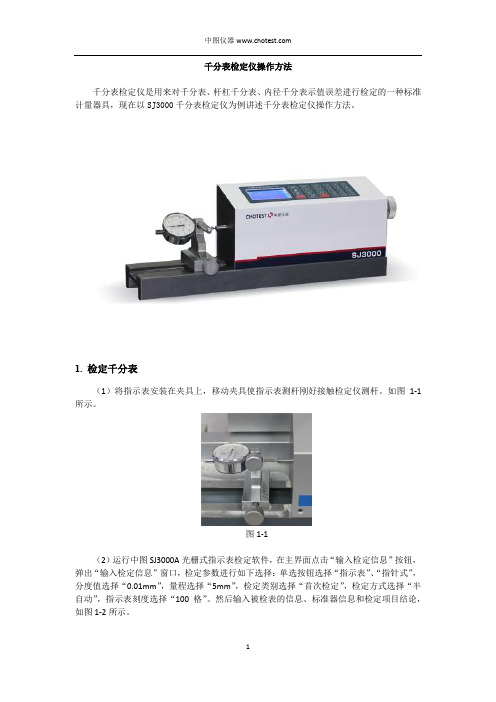
千分表检定仪操作方法千分表检定仪是用来对千分表、杆杠千分表、内径千分表示值误差进行检定的一种标准计量器具,现在以SJ3000千分表检定仪为例讲述千分表检定仪操作方法。
1. 检定千分表(1)将指示表安装在夹具上,移动夹具使指示表测杆刚好接触检定仪测杆。
如图1-1所示。
图1-1(2)运行中图SJ3000A光栅式指示表检定软件,在主界面点击“输入检定信息”按钮,弹出“输入检定信息”窗口,检定参数进行如下选择:单选按钮选择“指示表”、“指针式”,分度值选择“0.01mm”,量程选择“5mm”,检定类别选择“首次检定”,检定方式选择“半自动”,指示表刻度选择“100格”。
然后输入被检表的信息、标准器信息和检定项目结论,如图1-2所示。
图1-2(3)点击“确定”,返回到主界面。
转动手轮使指示表指针准确对零。
点击“开始检定”按钮,等待仪器“嘀”一声后,转动手轮移动测杆到第一个检定点,等待仪器“嘀”一声,软件自动采样光栅标准值后,再转动手轮到下一个检定点……如此对每个检定点进行采样。
检定完成后,软件自动计算示值误差,并保存数据,“检定提示”栏会显示检定结果。
如图1-3所示。
图1-3(4)点击“查看本次记录”按钮,可以查看检定记录,如图1-4所示。
图1-42. 检定杠杆表(1)转动手轮使测杆移动到合适的位置。
(2)将杠杆表安装在夹具上,调整杠杆表的测杆轴线与其表体对称平面垂直,调整夹具使杠杆表测杆刚好接触检定仪测杆,使检定仪测杆轴线位于杠杆表测杆转动平面内。
如图2-1所示。
图2-1(3)运行中图SJ3000A光栅式指示表检定软件,在主界面点击“输入检定信息”按钮,弹出“输入检定信息”窗口,检定参数进行如下选择:单选按钮选择“杠杆表”、“指针式”,分度值选择“0.01mm”,量程选择“0.8mm”,检定类别选择“首次检定”,杠杆表选项选择“不带附件普通表”,检定方式选择“半自动”,指示表刻度选择“80格”。
然后输入被检表的信息、标准器信息和检定项目结论,如图2-2所示。
指针式千分表
1124F 1013F
1109F
尺寸
ISO/JIS 型
£Î
£x
£{°x
Óä
注 1:英制型千分表 (ANSI/AGD 型) 和公制型千分表 (ISO/JIS 型) 在尺寸上略有不同。
注 2:英制型千分表 (ANSI/AGD 型) 带有 3/8" 外径的 轴套和用于安装测针的 #4-48UNF 螺纹。
Óä ©ÎÈ
±.0005" 20-0-20 1.4N 以下 4 4 — — —
1910F-72 1910FB-72 .006" / .0079"
±.0001" 3-0-3 1.4N 以下 4 4 — — —
1961*
—
.04" / .05"
±.001" 20-0-20 1.4N 以下 4 — — — —
* 背置活塞型 (参见 262 页)
±.001"
.25" (.1")
±.001"
.075" (.03") ±.0005"
.075" (.03") ±.0005"
.1" (.04")
±.0005"
.1" (.04")
±.0005"
.125" (.05") ±.0005"
.125" (.05") ±.0005"
.05" (.02")
±.00025"
宝石轴承型
ISO/JIS 型
—
4 ———— 4 — 4 —— 4 4——— 4 —— 4 — 4—4 4— 4 4—4— 4 ————
杠杆百分表和千分表使用方法

1、千分表应固定在可靠的表架上,测量前必须检查千分表是否夹牢,并多次提拉千分表测量杆与工件接触,观察其重复指示值是否相 同。 2、测量时,不准用工件撞击测头,以免影响测量精度或撞坏千分表。为保持一定的起始测量力,测头与工件接触时,测量杆应有0.3~0.5mm的压缩量。 3、测量杆上不要加油,以免油污进入表内,影响千分表的灵敏度。 4、千分表测量杆与被测工件表面必须垂直,否则会产生误差。 5、杠杆千分表的测量杆轴线与被测工件表面的夹角愈小,误差就愈小。如果由于测量需要,α角无法调小时(当α>15°),其测量结果应进行修正。从 图1可知,当平面上升距离为α时,杠杆千分表摆动的距离为b,也就是杠杆千分表的读数为b,因为b>α,所以指示读数增大。
杠杆百分表平行度的检查图解
杠杆百分表直线度检测
用杠杆百分表检验键槽的直线度时,如图3所示。在键槽上插入检验块,将工件放在V形铁上,百分表的测头触及检验块表面进行调整,使检验块表面与轴心线 平行。调整好平行度后,将测头接触A端平面,调整指针至零位,将表座慢慢向B端移动,在全程上检验。百分表在全程上读数的最大代数差值,就是水平面内的分表直线度检测图解
主轴轴向窜动和轴肩支承面跳动检验
检验车床主轴轴向窜动量时,在主轴锥孔内插入一根短锥检验棒,在检验棒中心孔放一颗钢珠,将千分表固定在车床上,使千分表平测头顶在钢珠上(图4位置 A),沿主轴轴线加一力F,旋转主轴进行检验,千分表读数的最大差值,就是主轴轴向窜动的误差。
车床主轴轴肩支承面跳动的检验
齿向准确度检验
齿向准确度检验,如图 7 所示。将锥齿轮套入测量心轴,心轴装夹于分度头上,校正分度头主轴使其处于准确的水平位置,然后在游标高度尺上装一杠杆百分 表,用百分表找出测量心轴上母线的最高点,并调整零位,将游标高度尺连同百分表降下一个心轴半径尺寸,此时百分表的测头零位正好处在锥齿轮的中心位置上。 再用调好零位的百分表去测量齿轮处于水平方向的某一个齿面,使该齿大小端的齿面最高点都处在百分表的零位上。此时,该齿面的延伸线与齿轮轴线重合。以后, 只须摇动分度盘依次进行分齿,并测量大小端读数是否一致,若读数一致,说明该齿侧方向齿向精度是合格的,否则,该项精度有误差。一侧齿测量完毕后,将百分 表测头改成反方向,用同样的方法测量轮齿另一侧的齿向精度。
千分表的使用方法图解

千分表的使用方法图解千分表跟百分表一样,都是属于长度测量工具,不过它的精度要比百分表高,精度可达到0.001mm,目前千分表已经被广泛应用于测量工件的几何形状误差及位置误差等。
一、千分表概述千分表是通过齿轮或杠杆将一般的直线位移(直线运动)转换成指针的旋转运动,然后在刻度盘上进行读数的长度测量仪器。
二、千分表的结构千分表的结构如下:1——主指针;2——转数指示盘;3——防尘帽;4——表盘;5——转数指针;6——表圈;7——套筒;8——量杆;9——测头;三、千分表的种类1、表盘千分表1)刻度为0.01mm的千分表测量轴移动1mm相当于长轴转动一圈,测量范围有5mm、10mm不等。
2)刻度为0.001mm的千分表测量轴移动0.2mm相当于长轴转动一圈,测量范围有1mm、2mm、5mm不等。
2、杠杆式千分表杠杆式千分表中,一般有按照0.01mm分度,测量范围为0.5mm、0.8mm的千分表以及按照0.002mm分度,测量范围为0.2mm、0.28mm的千分表。
3、电子数显千分表。
4、数显测厚千分表。
5、数显内径千分表。
四、正确使用千分表的方法1、将表固定在表座或表架上,稳定可靠。
装夹指示表时,夹紧力不能过大,以免套筒变形卡住测杆。
2、调整表的测杆轴线垂直于被测平面,对圆柱形工件,测杆的轴线要垂直于工件的轴线,否则会产生很大的误差并损坏指示表。
3、测量前调零位。
绝对测量用平板做零位基准,比较测量用对比物(量块)做零位基准。
调零位时,先使测头与基准面接触,压测头使大指针旋转大于一圈,转动刻度盘使0线与大指针对齐,然后把测杆上端提起1-2mm再放手使其落下,反复2-3次后检查指针是否仍与0线对齐,如不齐则重调。
4、测量时,用手轻轻抬起测杆,将工件放入测头下测量,不可把工件强行推入测头下。
显著凹凸的工件不用指示表测量。
5、不要使测量杆突然撞落到工件上,也不可强烈震动、敲打指示表。
6、测量时注意表的测量范围,不要使测头位移超出量程,以免过度伸长弹簧,损坏指示表。
千分表的使用方法
百分表和千分表的使用方法一百分表的结构百分表和千分表,都是用来校正零件或夹具的安装位置检验零件的形状精度或相互位置精度的。
它们的结构原理没有什么大的不同,就是千分表的读数精度比较高,即千分表的读数值为0.001mm,而百分表的读数值为0.01mm.车间里经常使用的是百分表,因此,本节主要是介绍百分表。
百分表的外形如图5—1所示。
8为测量杆,6为指针,表盘3上刻有100个等分格,其刻度值(即读数值)为0。
01mm。
当指针转一圈时,小指针即转动一小格,转数指示盘5的刻度值为1mm。
用手转动表圈4时,表盘3也跟着转动,可使指针对准任一刻线.测量杆8是沿着套筒7上下移动的,套筒8可作为安装百分表用。
9是测量头,2是手提测量杆用的圆头。
图5—2是百分表内部机构的示意图。
带有齿条的测量杆1的直线移动,通过齿轮传动(Z1 、Z2 、Z3),转变为指针2的回转运动。
齿轮Z4和弹簧3使齿轮传动的间隙图5-1 百分表始终在一个方向,起着稳定指针位置的作用。
弹簧4是控制百分表的测量压力的。
百分表内的齿轮传动机构,使测量杆直线移动1mm时,指针正好回转一圈.由于百分表和千分表的测量杆是作直线移动的,可用来测量长度尺寸,所以它们也是长度测量工具。
目前,国产百分表的测量范围(即测量杆的最大移动量),有0~3mm;0~5mm; 0~10mm的三种。
读数值为0,001mm的千分表,测量范围为0~1mm。
图5—2 百分表的内部结构二百分表和千分表的使用方法由于千分表的读数精度比百分表高,所以百分表适用于尺寸精度为IT6~IT8级零件的校正和检验;千分表则适用于尺寸精度为IT5~IT7级零件的校正和检验。
百分表和千分表按其制造精度,可分为0、1和2级三种,0级精度较高.使用时,应按照零件的形状和精度要求,选用合适的百分表或千分表的精度等级和测量范围。
使用百分表和千分表时,必须注意以下几点;1 使用前,应检查测量杆活动的灵活性.即轻轻推动测量杆时,测量杆在套筒内的移动要灵活,没有任何轧卡现象,且每次放松后,指针能回复到原来的刻度位置。
常用量具的使用方法1

常用量具的使用方法一、游标卡尺1.游标卡尺是机械制造业中应用最普通的一种量具。
它的优点是结构简单,测量范围大、用途广泛,可以测量内外尺寸的长度、宽度、深度、直径及角度,但由于结构上的不完善(不符合阿贝原则),它的精度和准确度与其它类型量具相比,只能属于中等精度的量具,其原理是利用尺身(主尺)和游标上的刻线间距差及其累计值来细分读数的。
凡是利用固定在游标上的游标尺的刻度进行读数的量具都属于游标类量具,包括游标卡尺、深度游标卡尺、高度游标卡尺、齿厚游标卡尺、角度游标卡尺等。
2. 游标卡尺的正确使用游标卡尺虽不是高精度的计量器具,但使用时也应注意正确操作,以保证应有的测量精度。
⑴使用前卡尺如有不洁,要用干净的棉纱或软布将卡尺擦干净,特别是测爪的测量面。
⑵拉动尺框,滑动应灵活自如,不能有过松或过紧,更不能有晃动现象。
⑶轻推尺框,使两外测量爪的测量面合拢,两测量面接触后不得有明显的漏光,同时检查尺身与游标零位是否对齐。
(即检查零位正确与否),如不对齐,应调整或修理,如果临时需要测量,可记下零位的系统误差值,然后对测量结果进行修正。
⑷使用时,手对游框的推拉力要适当,不能过分用力,否则将会由于量爪在压力作用下产生弹性变形,使测量数据不准,更不能把游标卡尺当卡规使用,这样容易使量爪变形或过早磨损。
⑸在测量圆柱形工件的外尺寸时,卡尺的两个量爪不能歪斜,应与工件轴线相垂直的平面进行测量,在测量孔时两个量爪的刃面应当位于孔的直径上,在测量沟槽时,也应放平放直正确安置,否则测量值将比实际尺寸大。
⑹用测深尺测量深度时应将尾端平面垂直地压向工件孔的顶平面上,然后下降活动测深量爪,使之与孔底轻轻接触,这时将量爪固定并取出卡尺,然后进行读数。
⑺读数时,应把卡尺水平拿着,朝着光亮的方向,使人的视线尽可能和卡尺的刻线面垂直,以免由于视线的歪斜造成读数误差。
⑻测量时,工件和游标卡尺的温度尽可能保持接近。
⑼不能用游标卡尺当螺丝扳手用或用量具尖端当划线工具和园规用。
千分表分度值
千分表分度值
千分表是一种精密测量工具,主要用于测量物体的线度和尺寸。
它通常由一个固定的刻度盘和一个移动的指针组成,指针可以通过旋转刻度盘来进行微调。
千分表的分度值是指指针旋转一格所代表的长度或尺寸单位。
在使用千分表进行测量时,正确的分度值是非常关键的,因为它决定了测量的准确性和精度。
千分表的分度值通常是0.01毫米或0.001英寸。
这意味着每次
旋转刻度盘时,指针将移动0.01毫米或0.001英寸的长度。
这个小
的分度值是千分表能够测量精度的关键。
它可以显示出微小的尺寸变化,从而使操作者获得更精确的测量结果。
在使用千分表进行测量时,如果操作者没有正确地设置分度值,就会导致测量结果出现误差。
如果分度值设置得太大,那么在旋转刻度盘时,指针将会跳过许多小的尺寸变化,从而导致测量结果不准确。
如果分度值设置得太小,那么操作者将会因为无法辨别微小的尺寸变化而错过精确的测量结果。
为了确保千分表的准确性和精度,操作者应该正确地设置分度值,并在测量前仔细检查刻度盘和指针的位置。
此外,还应该遵守正确的使用方法,包括正确的夹持测量对象、保持千分表垂直于测量对象等。
这些都是确保千分表测量结果准确和精确的关键。
- 1 -。
杠杆千分表
513-403 —
513-403T .008"
513-463 —
—
.008"
精度
.0005" .0005" .0005" .0001" .0001"
表盘 读数值 测力
0-15-0 0-15-0 0-15-0 0-4-0 0-4-0
0.3N 以下 0.2N 以下 0.3N 以下 0.3N 以下 0.3N 以下
测针, .039" DIA. 硬质合金
测针, .118" DIA. 硬质合金
轴套, .157" DIA.
旋转夹钳 (900322, 用于 .157" DIA., 3/8" DIA., 燕尾型榫头)
基本套装
杠杆千分表
英制型 固定杆 (L: 4")
测针, .079" DIA. (硬质合金)
滚花夹环
轴套, 3/8" DIA.
特殊套装:No. 513-908 (mm)
513-404E: 杠杆千分表 7014: 小型磁性台架
No. 513-907 (inch)
513-402: 杠杆千分表 7014: 小型磁性台架
513-425E
513-401E
272
513-474E 宝石测针
套装配置:公制型和公制 / 英制型 全套套装
防磁型
扳手 (102037)
513-304GE
性能参数
公制型
分度值 0.01mm
货号 基本套装 513-304GE
测量范围 全套套装 513-304GT 0.8mm
精度 8µm
英制型 分度值 .0005"
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.8N以下
宝石轴承、指针可调
±15μm
0-100
3.0N以下
双面
英制型
分度值
货号
测量范围(测量
范围/每圈行程)
精度
表盘
读数值
测力
备注
带耳后盖
平型后盖
.001"
2915S-10
2915SB-10
.5"(.1")
±.001"
0-100
1.8N以下
宝石轴承、指针可调
.001"
2918S-10
2918SB-10
.5"(.1")
±.001"
范围/每圈行程)
精度
表盘
读数值
测力
备注
带耳后盖
平型后盖
0.01mm
2048S-10
2048SB-10
10mm(1mm)
±15μm
0-100
1.4N以下
指针可调
0.01mm
2046S-80
2046SB-80
10mm(1mm)
±15μm
0-100
5.0N以下
峰值保持
0.01mm
2940S
—
10mm(1mm)
特种指针式千分表
2系列
指针可调型指针式量表
2048S-10
在心轴不动的情况下,可旋
转顶部旋钮调整指针位置。
峰值保持型指针式千分表
2046S-80
在心轴降低处,特殊机构
使指针和心轴停止运动并
使指针指向最大值。
双面型指针式千分表
2940S
心轴的位移可同时从前后
表面读出。
订货信息
公制型
分值
货号
测量范围(测量