西门子SINUMERIK840D数控系统在不落轮镟床的应用
西门子840D龙门轴功能在数控机床中的应用

西门子840D龙门轴功能在数控机床中的应用张玉萍;辛世界;郭超;王宁【摘要】同步控制在工业生产中得到越来越广泛的应用.本文以840D的龙门轴功能为例,介绍了龙门轴在数控机床中的应用.文中详细描述了龙门轴的定义,回参考点的方法以及如何完成同步过程.使用龙门轴功能来实现同步运动,提高了控制系统的精度和可靠性.【期刊名称】《制造业自动化》【年(卷),期】2013(035)001【总页数】3页(P125-127)【关键词】同步控制;数控机床;龙门轴【作者】张玉萍;辛世界;郭超;王宁【作者单位】山东理工大学机械工程学院,淄博255049【正文语种】中文【中图分类】TP30 引言随着工业的快速发展,人们对产品的各种机械性能的要求逐渐提高。
在许多场合,一台电机的控制己经不能满足现代化高科技发展的要求,双机驱动同步轴控制的方案已经得到越来越广泛的应用。
许多常用的数控系统提供了同步轴控制功能,如龙门轴功能和主从控制功能。
本文以西门子840D的龙门轴功能为例,介绍龙门结构在数控机床中的应用。
1 龙门轴功能简介西门子840D的GANTRY轴功能适用于机械上刚性连接的双边驱动的运动部件。
它要求组成龙门轴的几个进给轴之间在机械上存在严格的联系,并且NC系统内部对各进给轴的位置和速度进行严格监控,防止对机械、驱动部分或零件进行损坏。
使用“龙门轴”功能,最多可以同时实现三对进给轴无机械偏差的运动。
一个龙门轴组中至少包含两个轴:主动轴和从动轴,其中一个龙门轴组只能有一个主动轴,最多两个从动轴。
它们之间相互独立,每个单元都有自己的位置检测系统,系统会随时监控主从动轴之间的位置差值,当差值达到一定值后,系统会输出报警信号,并自动停下龙门轴组的所有轴,防止损坏机床。
从编程角度来看,主动轴可以像一般NC轴一样进行编程操作,从动轴可以认为是不存在的,也不能对其进行编程[1],它的运动与主动轴同步。
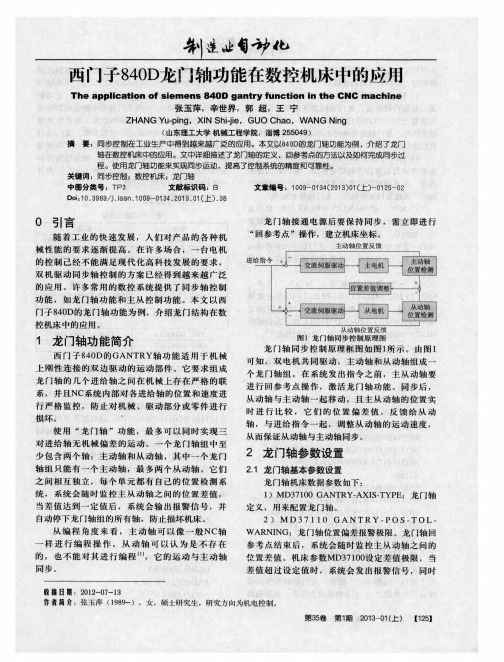
龙门轴接通电源后要保持同步,需立即进行“回参考点”操作,建立机床坐标。
SINUMERIK840D数据系_省略_轧MK84125轧辊磨床中的应用
SIN UM ERIK840D数据系统在安钢热连轧M K84125轧辊磨床中的应用张 方 李 科(安阳钢铁集团有限公司) 摘 要 通过M K84125轧辊磨床在安钢1780mm热连轧生产线的成功投用,介绍了SIN U M ERIK840D数控系统在此磨床中的作用。
分别从硬件的配置、软件的设计和NC的配置等几方面作了详细地阐述。
经过近一年的使用,此磨床的控制精度和使用效率均达到了预期效果,完全满足生产需要。
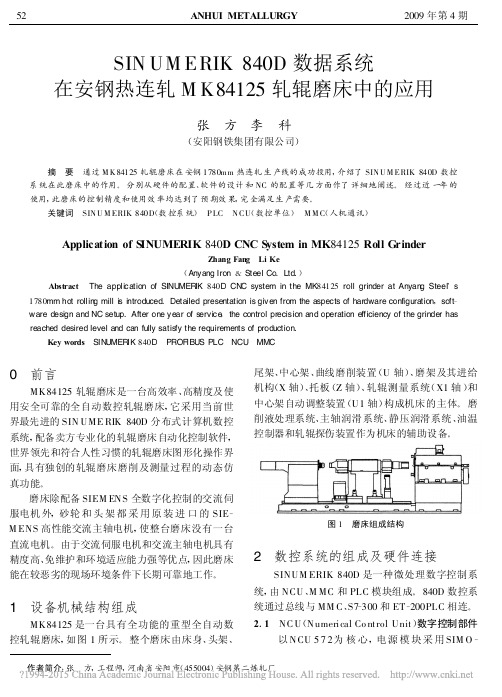
关键词 SIN U M ERIK840D(数控系统) P LC N CU(数控单位) M M C(人机通讯)Application of S INUMERIK840D CNC S ystem in MK84125Roll GrinderZhang Fang Li Ke(Anyang Iron&Steel Co.Ltd.) Abstract The appl ication of SINU MER IK840D CN C system in the MK84125roll grinder at Anyan g Steel's 1780mm hot roll in g mill is introduced.Detailed presentation is given from the aspects of hardware configuration,soft-ware design and NC setup.After one year of s ervice,the control precision and operation efficiency of the grinder has reached desired level and can fully satis fy the requirements of production. Key words SIN U MER IK840D PROF IBU S PLC NCU MM C0 前言 MK84125轧辊磨床是一台高效率、高精度及使用安全可靠的全自动数控轧辊磨床,它采用当前世界最先进的SIN UME RIK840D分布式计算机数控系统,配备卖方专业化的轧辊磨床自动化控制软件,世界领先和符合人性习惯的轧辊磨床图形化操作界面,具有独创的轧辊磨床磨削及测量过程的动态仿真功能。
西门子数控系统结构及应用(SINUMERIK 840D sl)最新版教学课件第1章

1.1西门子数控系统介绍
西门子数控产品的研发与应用始于1960年,经过60多年的积累、 创新与不断改进,时至今日,已发展成为覆盖低、中、高端,功能全 面并能够支持未来智能化制造应用的优良数控产品。西门子数控产品 的发展轨迹主要包括:
◆1960-1964,西门子的工业数控系统在市场上出现。这一代的西 门子数控系统以继电器控制为基础,主要以模拟量控制和绝对编码器 为基础。在1964年,西门子为其数控系统注册了 SINUMERIK的数控品 牌并沿用至今;
第一章 SINUMERIK 840D sl系统概述
亚龙YL-559型西门子840Dsl铣床实训设备
1.1 西门子数控系统介绍 1.2 SINUMERIK 840D sl常用调试软件介绍 1.3 STEP7 V5.5软件的安装 1.4 SINUMERIK 840D sl Toolbox软件的安装 1.5 Access MyMachine软件的安装
图1-1 SINUMERIK 550数控系统
图1-1 SINUMERIK 550数控系统
图1-2 SINUMERIK 3数控系统
图1-2 SINUMERIK 3数控系统
◆1982-1983,西门子推出SINUMERIK 3数控系统,如图1-2所示; ◆1984-1994,西门子推出SINUMERIK 840C数控系统,如图1-3所示,西门子从此 时起开始开放NC数控自定义功能,公布PC和HMI开放式软件包。此时的西门子敏锐地 掌握了数控机床业界的显著趋势,即开放性的要求。基于系统的开放性,西门子显 著地扩大了其OEM机床制造商定制他们的设备的可能性;
图 1-8 SINUMERIK840D sl数控系统
SINUMERIK 840D sl系列数控系统目前包括SINUMERIK 840D sl BASIC,SINUMERIK 840D sl两个型号。其主要性能特点包括:
西门子840D数控系统双通道功能

目录西门子840D数控系统双通道功能在数控磨床上的应用. 2一、系统配置 (2)二、系统设置 (2)三、相关知识 (5)(一)西门子840D系统的组成 (5)(二)系统的连接与调试 (6)(三)调试 (7)(四)开机与启动 (7)(五)数据备份 (8)(六)西门子840D数控系统常用维修方法 (10)西门子840D数控系统双通道功能在数控磨床上的应用某公司新试制一台数控磨床,机床具有有先进的自动上下料功能,其数控轴达11个之多:砂轮主轴;工件主轴;砂轮径向进给轴;砂轮切向位移轴;砂轮上下位移轴;安装角调整轴;冷却喷嘴位移轴;尾架上下位移轴;对刀测头上下位移轴;机械手上下位移轴;机械手转位轴。
鉴于单方式组、单通道普通控制方式下,不能够让同一通道的轴组去同时执行两套不同的零件程序,采用数控系统的双通道控制功能,将有关自动上下料功能的轴单独分离出来,放入另一个通道。
这样,两个通道可以同时分别执行不同的零件程序,使工件加工和上下料等动作,互不干涉的同时执行。
鉴于西门子840D系统能够完成多通道控制的同时还具有以下主要特点:在NC编程上运用用户变量,系统变量,间接编程,算术三角函数,比较或逻辑运算,程序跳转,程序调用,宏调用等,给机床的设计带来了极大的自由度;使用配置工具或利用Windows 技术改变人机界面使操作界面适合于不同的控制任务。
系统选用西门子840D系统。
一、系统配置系统配置二、系统设置1、双通道的设置注意:双通道是选件功能,若需开通此功能,需要和西门子公司相关部门联系。
通道:简单的理解就是两个插补器,双通道意味着系统可以同时执行两个程序,互不影响(当然也可以协调同步运行)。
例如,对于双刀架车床就需要使用双通道。
方式组:方式组中的“方式”指的是操作方式,即JOG,MDA,AUTO等方式,所以方式组就是以操作方式划分的小组。
如果是一个双方式组的系统意味着在这个系统上可以同时出现两种操作方式。
一个系统可以有若干个方式组,每个方式组可以有若干个通道,在一个方式组中的通道必然处于同一种操作方式下。
西门子840D数控系统在龙门镗铣床中的应用
西门子840D数控系统在龙门镗铣床中的应用
一、引言当数控龙门镗铣床的位置环增益(Kv)因各种原因无法提高时,在高速加工、圆弧插补时,会产生一个较大的跟随误差和圆度误差,影响工件的加工精度。
在不增加位置环增益(Kv)的情况下,为减少加工误差,我们使用了西门子跟随误差补偿功能,又称前馈控制,提高机床加工精度。
本文主要讲述速度前馈控制。
二、工作原理西门子系统的跟随误差(Following Error)一般是指位置环的位置编程值和实际值之间的差值,它反映了机床动态跟随精度和静态定位精度。
跟随误差和位置环增益之间关系式如下:
E=V/Kv
式中: E –跟随误差
V –运动速度
Kv –位置环增益
由上式可见,当位置环增益(Kv)确定后,跟随误差与运动速度成正比,即速度越大误差越大。
数控龙门镗铣床由于受机床传动刚性、固有频率等因素的影响,其位置环增益(Kv)无法达到较高值,因此当高速加工时会产生较大的跟随误差,降低机床加工精度。
在不增加位置环增益的情况下,为减小上述误差,西门子提供了跟随误差补偿功能(Fllowing error compensation),又称前馈控制(Feedforward control),通过该功能可将跟随误差降到接近于零,达到提高位置环增益同样的效果。
西门子前馈控制有两种,一种是扭矩前馈控制,一种是速度前馈控制,大部份是采用速度前馈控制,本文主要阐述速度前馈的调试及优化。
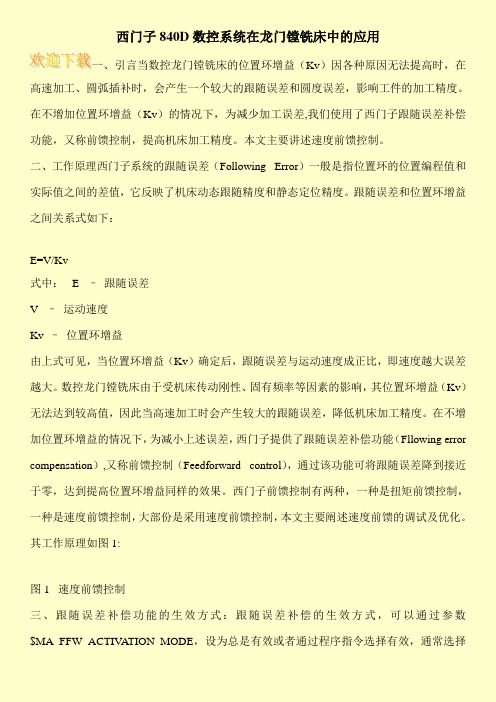
其工作原理如图1:
图1 速度前馈控制
三、跟随误差补偿功能的生效方式:跟随误差补偿的生效方式,可以通过参数$MA_FFW_ACTIV ATION_MODE,设为总是有效或者通过程序指令选择有效,通常选择。
西门子SINUMERIK 840D在五轴加工中的应用

西门子SINUMERIK 840D在五轴加工中的应用西门子自动化工程有限公司作者:Dirk Rabeneck西门子SINUMERIK 840D系统为五轴加工提供了独一无二的性能和功能,尤其对于加工飞机上非常复杂的结构件和发动机部件,为客户带来诸多好处。
在航空工业领域,关键的零件生产都需要对材料进行大面积的加工去除。
就飞机结构件的五轴加工来说,大约90%的材料要通过加工,材料去除率非常高,只能通过高效、高速、高精度机床来完成。
通过铣削完成的高质量发动机部件,例如叶盘的数量日益增加。
相比加工性能,好的尺寸精度和表面质量更为重要。
通过五轴铣削可以获得非常高的加工效率,是很先进的金属切削方法。
在五轴加工中心上使用的系统必须综合具有特殊编程、运动控制和补偿等功能,另外还要有高性能的硬件。
这些功能能够简化用户加工过程,在整个加工过程中有效地指导用户进行操作,并且在在特殊的加工任务中可以优化运动控制。
考虑到机床速度和加速度对加工表面的影响,我们可以通过特殊控制和驱动功能来提高速度和加速度值。
1.五轴加工功能事实上,通过数控系统来控制五轴机床的运动是非常必要的。
尽管在一些案例中,需要旋转工作台,而在另外一些案例中,需要旋转主轴头。
但这些基本原理的差异对于SINUMERIK 840D完全不是问题,这要归功于它集成的五轴转换功能(TRAORI)。
这意味着相对于机床坐标系下的编程来说,在工件坐标系下编程成为可能,甚至非常复杂的工件可以在不同运动特性的机床上加工制造,不需要特殊的后置处理器。
必须的补偿已经在控制系统内部计算,这确保机床可以在给定的进给速度下运行,机床的机械结构是唯一的影响因素。
另外,只有具有这个五轴转换功能,刀具在折断或出现问题时,才可以安全退回。
2.五轴加工中心的校准通常情况下,一台五轴机床的校准需要花费很多时间和金钱。
SINUMERIK 840D集成了一个新的测量功能,这个功能只需要按下按钮,不需要附加任何设备或软件。
【doc】840D系统在数控双面卧式铣镗床上的应用

840D系统在数控双面卧式铣镗床上的应用840D系统在数控双面卧式铣镗床上的应用林颖嫔(芜湖日升重型机床有限公司,安徽芜湖241000)摘要:介绍了西门子840D系统在数控双面卧式铣镗床上的应用,并具体说明了840D数控系统的双通道,双工作组的控制功能和补偿功能的实现.关键词:840D数控系统双通道双工作组补偿中图分类号:TG659文献标识码:BApplicationofSINUMERIK840DontheCNCopposite-facehorizontalmilling-boringmachineLINYingpin(WuhuRishengHeavyDutyMachineToolsCo.,Ltd.,Wuhu241000,CHN)Abstract:ThispaperintroducestheapplicationofSINUMERIK840DontheCNCopposite-f acehorizontalmilling-bonngmachine,andexplainsthecontrolfunctionofdoublechannels-doublemodegroupstha tisusedandtherealizationofthecompensationfunctions.Keywords:SINUMERIK840D;DoubleChannels;DoubleModeGroups;Compensation 1项目简介1.1项目背景2008年我公司承接了沈阳北方重工的两台数控双面卧式铣镗床.此机床为对称结构:左右各一台数控铣镗床,中间为数控工作台,两边可分别编程加工.该机床广泛应用于能源,交通,矿山和石化等行业,配置要求较高,设计部门相当重视此项目.因此,我们在数控系统的选择上较为慎重.为满足本机床的双通道,双工作组的控制方式,比较了多家品牌后,最终选择了西门子的高端数控方案:由SINUMERIK840D, SIMODRIVE611D数字驱动系统和SIMATICS7可编程控制器构成全数字控制系统.1.2项目工艺介绍本机床根据技术协议要求,被命名为TK6813x2.相当于左右各一台TK6813,即镗杆直径为130mm的数控卧式铣镗床,中间有一台数控回转工作台.右边的部分定义为主机部分,设为第一通道第一工作组;左边的部分为辅机部分,设为第二通道第二工作组:各有3个进给轴(,Y1,Z1/W2,Y2,Z2)和一个主轴(SP1/SP2),主轴选用ANA模块连接变频器控制的模拟主轴.数控系统安装在主机的操作台上,可控制机床所有的动作.在辅机的操作台上安装有辅机的手动操作站,方便操作人员对刀使用.中间的回转工作台有直线和旋转2个轴,默认为第一通道使用,第二通道可由程序指令调用.主机和辅机可相对独立编程也可互相配合加工,这样的结构满足宽度或孔距>2000mm的大型工件的加工要求,既节省了加工时间,也节省了人力;再与立铣头或平旋盘等附件配合使用,更能扩大加表1左,右主轴直径/mm130左,右主轴锥孔锥度公制80#左,右主轴最大轴向行程/inm10o0左,右主轴转速度范围/(r/min)3~700平旋盘转速范围/(r/min)3~122左,右主轴箱垂直行程/mm2O0o左,右滑座纵向行程/mm6oo左,右主轴箱垂直进给速度/(mm/min)2—30o0左,右主轴轴向进给速度/(mnvZmin)1~20o0工作台面尺寸(长X宽)/mm2Oo0x2500工作台横向移动行程/lllm4Oo0工作台横向移动进给速度范围/(ram/rain)2.5一lO5 工作台最大承重/t30机床外形尺寸(长×宽X高)/ram9400x8540x5o02 机床主机重量/t80豢等1…牛幂朋工工艺范围.1.3机床参数和系统配置机床主要技术参数见表1,数控系统配置见表2.表2OP0106FC5203—0AF01—0AAONCU572.56FC5357-0BB25一OAAO840DEsystemSW.12axis6FC5250-0BY30-0AH0系统主要PCU5O.36FC5210—0DF31—2AAO配置MCP483C6FC5203—0AF22一OAA2 HandWheelinterfaee6n(20o6一lBAO2840DENCU6FC5247—0AAo0一OAA3IM361模块6Es7361—3CA0l一0AAOPLC主要32点输入模块6Es7321—1BI.oo—OAAo配置32点输出模块6ES7322-1B|J00—0AAO电源模块55kW6SN1145—1BAO1一ODA1W1,轴功率模块6SN1123—1AAoo—OEA2y1,,2轴功率模块6SN1123—1AA00—0DA2驱动主要z1,Z2轴功率模块6SN1123—1AAo0一ODA2 配置,B轴功率模块6SN1123—1AAoo一0DA2611D控制单元6SN1118—0DM33—0AA2主轴变频器三菱FR—A70022KW主轴模拟轴模块6SN1115—0BA11一OAA1W1,W2轴伺服电动机1I'6105—8SF71—1AG0n,轴伺服电动机1FK7105—5AC7l一1AHO主要电动机配置z1,z2轴伺服电动机1FK7103—5AF71一lAGO X,B轴伺服电动机1108—8AC71—1AGo主轴变频电动机YBIyI'18OL一5O一22—4,轴光栅尺HEIDENHAINLF183C第二测量y1,,2轴光栅尺HEIDENHAINLFI83C系统轴光栅尺HEIDENHAINLF183CB轴圆光栅HEIDENHAINR0N285塾兰2012年第1期第一通道第二通道CNCSar数控专栏2TK6813x2的系统构成和软件实现的功能2.1TK6813x2的系统构成网络(图1)2.2参数设定针对本机床双通道双工作组的结构调试,对系统的参数做了如下设置:(1)通用参数设定MD10000:W1,Y1,Z1,W2,Y2,Z2,X,B,SP1,SP2(定义轴名称) MD10010[0]:1(第一通道对应第一方式组)MD10010[1]:2(第二通道对应第二方式组)MD19100:10(轴数)MD19200:2(通道数)MD19220:2(方式组数)(2)通道参数设定MD20050[1]:1,2,3(定义几何轴号)r~t)2oo5oE2]:1,2,3MD20060[1]:,Y,Z(定义几何轴名称)MD20060[2]:,Y,ZMD20070[1]:7,2,3,1,8,9(定义通道轴号)MD2007012]:7,5,6,4,8,10MD20080[1]:,Y1,Z1,W1,B,5P1(定义通道轴名称)MD20080[2]:X,I'2,Z2,W2,B,SP2MD20090[1]:1(定义主轴号)iD20090[2]:2MD29000[1]:1(定义通道中的主轴数)MD29000[2]:1(3)主轴选择由于客户对主轴没有定位的要求,在权衡性价比后,我们选择了变频器驱动的模拟主轴,并选择用An—alogaxis模块,可以带2个模拟主轴.变频器则是选用三菱FR—A700系列变频器.为满足2~700r/min 的转速,主轴采用了机械齿轮两档变速,第一档为2—120r/min,第二档为120—700r/rain.(4)PLC程序除了调用系统标准的程序块和数据块外,在主程Ⅳ1nZ1W'2I"2Z'2X/3ANA图1系统构成网络序中对双通道分别做了设置和处理.还针对本机床的需要编写了如下程序块:FC40为轴使能,限位,夹紧放松;FC41为液压泵站控制;FC42为主按钮站控制;FC43为主轴拉刀,松刀控制,平旋盘,角铣头信号处理;FC44为主轴点动控制;FC45为主机手持单元;FC46为辅机手持单元,辅机面板;FC48为润滑控制;FC47:报警信号处理;FC50为急停,按时序上电,抱闸打开;FC60为主轴换向控制;FC61为主机主轴换档控制;FC62为辅机主轴换档控制.(5)轴优化由于机械结构不同,润滑效果差异等现场因素,每个轴所带的负载都会不一样,系统可以对每个轴进行优化,优化后对驱动参数做出相应的调整使电动机的特性为最佳状态.西门子840D系统的优化可以直接在系统上操作,无需连接计算机调整,这也是840D系统的一大优点.3难点分析对于机床设备来说,加工精度是最为重要的检收指标.由于机床丝杠在制造,安装和调整等方面的因素,以及磨损等原因,造成机械传动上的误差,为提高机床的加工精度,西门子840D数控系统提供了多种补偿功能,供机床精度调整时选用.我公司此台双面落地式铣镗床主要用到了840D系统的反向间隙补偿,螺距误差补偿和垂度补偿.(1)反向间隙补偿反向间隙主要是由机械传动部分之间的装配间隙引起,在机床轴运行方向发生改变时出现的误差,此项补偿只需在轴参数中修改即可.为了测量的精确,可利用激光干涉仪测反向间隙.由于此机床的8个轴中有6个轴带第二i贝0量系统,因此我们在修改参数时对于有第二测量系统的轴修改轴参数32450[1],而没有第二测量系统的轴则将反向间隙值写入32450[0].(2)螺距误差补偿用于补偿丝杆的螺距误差或是第二测量系统的误差.此项补偿也可用激光干涉仪测得.但西门子840D数控系统的螺距误差补偿数据不是用机床数据描述,而是以参数变量通过零件程序形式或通用启动文件(一INI文件)形式来表达,需先将补偿点数写入参数38000[0]或38000[1],再备份所有数据,并将备份完的数据回装后生成补偿表.补偿表以第一轴(W1)为例,描述如下:$AA—ENC—COMP[1,0,AX1]=一0.0502;写入第一点的补偿值$AA—ENC—COMP[1,1,AX1]=一0.038;写入第二点的补偿$AAENC—COMP[1,2,AX1]=一0.0266;写入第三点的补偿值$AA—ENC_COMP~】,3,AX1]:一0.0114;写入第四点的补偿值$AA—ENC—COMP[1,4,AX1]:0.0116;写入第五点的补偿值$AA—ENC—COMPSTEP[1,AX1]=2oo;两点间的距离$AA—ENC—COMP~MIN[1,AXI]=一80o;负向最远点的坐标值$AA—ENC—COMP—MAX[1,AX1]=0;正向最远点的坐标值M17(3)垂度补偿由于镗铣头的重量或镗杆自身的重量,造成相关轴的位置相对于移动部件产生倾斜,即一个轴(基准轴)由于自身的重量造成下垂,相对于另一个轴(补偿轴)的绝对位置产生了变化.本台机床的主机和辅机部分的镗杆伸出时并没有明显的下垂,因此并没有做垂度补偿,而是把垂度补偿作为双向的测量系统误差补偿来提高工作台回转轴的精度.(4)双向补偿由于工作台旋转时机械传动上的误差在正反方向上不一致,使激光干涉仪测量出来的正向与反向误差不稳定且相差较大;根据840D资料的描述,机床的一个轴,在同一补偿表中,既可以定义为基准轴,又可以定义为补偿轴.当基准轴和补偿轴同为一个轴时,可以利用下垂补偿功能对该轴进行螺距误差或测量系统误差补偿.从补偿变量参数$AN—CEC—DIRECTION[t]的描述中可以看出,由于下垂补偿功能补偿值具有方向性,所以下垂补偿功能在用于螺距误差或测量系统误差时,可以理解为在坐标轴两个方向上可以分别给予补偿.一个表应用于补偿轴的运行正方向,另一个表应用于补偿同一轴的运行负方向.以下是工作台旋转轴的补偿表:正向补偿文件:$AN—CEC[1,0]=0.000$AN—CEC[1,1]=一0.0o3$AN—CEC[1,2]:一0.0038$AN—CEC[1,3]=一0.oo5$AN—CEC[1,4]:一0.0o5$AN—CEC[1,5]:一0.oo58$AN—CEC[1,6]=一0.0033$AN~CEC[1,7]=0$AN~CEC[1,8]=0.0033$AN~CEC[1,9]:0.0033$AN—CEC[1,10]=0.oo17$AN—CEC[1,l1]=一0.0044$AN—CEC[1,12J=-0.oo8 $AN—CEC—INPUT_AXIS[1]=(B) $AN—CEC—OUTPUT_AXIS[1]=(B) $AN—CEC_s_rEP[1]=30 $AN—CEC—MIN[1]=O $AN—CEC—MAX[1]=360$AN—CEC—DIRECTION[1]:1;以上定义补偿插补点的补偿值;定义基准轴;定义补偿轴;定义补偿步距;定义补偿起点;定义补偿终点;定义补偿方向,正向补偿酱-uI畀;lM生效,负向无补偿$AN—CEC—MUBY—TABLE[1]=O;定义补偿相乘表$AN—CEC—IS—MODULO[1]=1;定义补偿表模功能负向补偿文件:$AN—CEC[O,0]=0$AN—CEC[0,1]=0$AN—CECf0.2]=一0.0025$AN—CEC~O,3]=0.001$AN—CEC[0,4]=0.0033$AN—CEC~O,5]=0.007$AN—CEC【0,6]=0.0075$AN—CEC[0,7]=0.012$AN_CEC[O,8]=0.0125$AN—CEC[0,9]=0.003$AN—CEC[0,10]=0.0025$AN—CEC[0,11]=0.003$AN—CEC[0,12]=0.007;以上定义补偿插补点的补偿值$AN—CEC—INPUT_AXIS[o]=(B);定义基准轴$AN—CEC—OUTPUT—AXIS[O]=(B);定义补偿轴$AN—CEC—STEP[O]=30;定义补偿步距$AN—CEC—MIN10]:O;定义补偿起点$AN—CEC—MAX[0]=一360;定义补偿终点$AN—CEC—DIRECTION[0]=一1;定义补偿方向,负向补偿cNcinar数控专栏生效,正向无补偿$AN—CEC—MULT—BY—TABLE[0]=0定义补偿相乘表$AN—CEC_IS—MODULO[O]=1;定义补偿表模功能M174项目运行,应用体会这2台机床于2009年底先后调试结束并分别在北方重工的2个车间投入使用,一直运行良好,受到客户好评,也为我公司在北方开辟了市场,树立了良好的品牌效应.通过这2台机床的生产调试,使我对西门子840D数控系统有了更深的认识,其强大的功能,高度的集成化和程序的开放性使我们在应用时更加灵活方便,而且产品的稳定性很好.参考文献[1]SINUMERIK810D/840D简明调试指南[z].[2]李健伟,郑奔,刘祖刚.SIEMENS840D绕度补偿功能及应用[J].设备管理与维修,2009(2).(编辑吕伯城)(收稿日期:2011—02—1o)文章编号:i20I47如果您想发表对本交的看法,请将文章编号填入读者意见调查表中的相应位置.书讯?现代夹具设计手册朱耀样,浦林样主编邮购价:166.O0元本手册全面总结了我国半个世纪来的工业化过程中机械制造业内设计制造各类夹具的丰富经验,绝大部分资料都通过生产实践的考验,包括从国外引进后消化,吸收和改进的内容,也包含作者以往亲历的研发项目的成果.本手册内容主要包括:夹具总论;夹具功能部件的典型结构;夹具设计计算;专用夹具常用零件及其标准或规范;气动,液压,电力,电磁,真空夹具传动系统及其元件和夹具案例;机床专用夹具设计方法;机床专用夹具设计及典型图例;可调夹具和成组夹具;组合夹具,数控机床,加工中心,柔性制造系统用夹具;检验夹具;焊接夹具;计算机辅助夹具设计等.主要适用于各种机床夹具,焊接夹具,检验夹具等的设计,制作,使用人员,管理人员,相关专业在校师生.ISO9001:2008质量管理体系文件柴邦衡刘晓论着,2009年9月出版邮购价:28.80元本书详细并举例阐述了编写ISO9001:2008质量管理体系文件的有关问题.全书共分5章.第1章论述了质量管理体系文件的编制原则,注意事项以及如何按2008版新标准来编制质量体系文件.第2章突出了质量手册难点释疑,特别是对顾客满意度的理解和评价,并给出了两个典型案例.第3章阐明了质量管理体系程序的编制要点和难点,并给出了常用的17个程序案例.第4章介绍了作业文件编制要点和"常见病",同时给出了能支撑程序文件的6个作业文件案例.第5章着重阐述了质量计划的编制要点和工具技术以及ISO9001:2008标准要求的质量记录的特点.本书可供各类组织的质量管理人员,质量管理体系内外部审核人员,培训教员,咨询人员以及大专院校相关专业师生参考.机械绘图与识图技巧和范例孟冠军,王静编着邮购价格:39元本书根据国内高等学校工程图学教育的发展现状,吸取近年来图学教育改革和教学实践的成功经验撰写而成.全书分为7章,内容包括:点,线,面的投影;立体,截交线和相贯线;组合体;机件的表达方法;标准件和常用件;零件图;装配图.本书通过大量的实例,采用视图与立体图对照的方法,从识图的基本方法人手,分析了识图的过程与技巧,有助于提高读者的识图和解题能力.模具制造实用工艺技术马伯龙主编邮购价格:51元本书系统地介绍了模具制造实用工艺技术.内容包括:模具制造工艺基础,模具制造的机械加工技术,模具的特种加工技术,模具的少,无切屑成形技术,模具的现代制造技术,模具的热处理工艺技术,模具制造工艺文件的编制,模具典型零件的加工工艺及操作要点,以及模具的装配工艺及操作要点等.本书以培养和造就企业所需的"实用型"中,高级模具制造人才作为取材的依据,内容系统,实用.来款请寄:北京市朝阳区望京路4号,机床杂志社收,邮编:100102.等s?。
840D sl_828D_应用_Lock MyCycles功能应用_2019

V1.0SINUMERIK 808D /828D / 840D sl内容1 免责声明_____________________________________________________________________________12 概述 _________________________________________________________________________________ 23要求 _________________________________________________________________________________ 2 4注意事项_____________________________________________________________________________ 3 5调试或使用步骤 ______________________________________________________________________ 4 6参考文献_____________________________________________________________________________ 9 7作者/联系人__________________________________________________________________________ 98 版本信息_____________________________________________________________________________ 91免责声明本使用手册及样例包目录内所包含文档、PLC程序、机床可执行程序(MPF、SPF)、电气图等均为免费,在使用前应认真阅读参考文档,使用手册及样例包提供的内容仅供参考,使用者应根据自己的机床自行调整使用,并规避可能存在的风险。
西门子840D龙门轴功能在数控机床中的应用
达 参 考 点 后 ,从 动 轴 自动 回参 考 点运 动 ,主 动 轴 跟 随从 动 轴移 动 。3 ) 当龙 门轴组 的轴 都 回到参 考
点 后 , 比较 主 动 轴 和 从 动 轴 的位 置 ,如 果 位 置 偏 差值 不 大 干MD3 7 1 0 0 设 定 的报 警 极 限 ,龙 门轴 自 动 移 动 到 同 步位 置 ;如 果 位 置 偏差 值 大 干 报警 极
DB3 1 . DBX1 0 1 . 5
Ga nt r y g r o u p i n g i s
s y n c ro h n i z e d
DB3 1 . DBX1 01 . 6 DB3 1 . DBX1 0 1 . 7
Ga nt r y l e a d i n g a x i s Ga n t r y a x i s
步 。龙 门轴 回参 考 点结 束后 ,P L C 接 口信 号DB3 1 . D B X1 0 1 . 5 变为1 ,表示 龙 门轴 已同步 。 通 过 以下P L C 程 序 和操作 可实 现主 动轴 从动 轴 不 同 步 时 ,发 出报 警 信 号 ,并 使 主 从 动 轴 回到 同
在 一 个 龙 门 轴 组 里 , M D 3 7 1 1 0、
M D3 7 1 2 0 、 M D3 71 3 0、 MD3 7l 4 0 的 设 定 值
DB3 1 . DBX1 0 1 . 4
Ga n t r y s y n c h r o n i z a t i o n r e a d y
1
向P L C 发 出接 口信 号D B 3 1 . DB X1 0 1 . 3 ;差值 小于报 警 值 时 ,接 口信 号 自动 取 消 。
西门子840D垂度补偿对机床精度调整的应用

西门子840D垂度补偿对机床精度调整的应用发布时间:2021-04-27T09:47:16.990Z 来源:《基层建设》2020年第33期作者:许鑫[导读] 摘要:机床加工零件的质量和精度,主要取决于机床的精度。
中国一重集团公司设备能源管控中心设备维修厂黑龙江齐齐哈尔 161042 摘要:机床加工零件的质量和精度,主要取决于机床的精度。
而机床的几何精度和各种误差又是影响精度的主要原因。
而其中针对于落地镗床,垂度误差又影响最为严重。
本文简要介绍垂度误差产生原因、补偿原理及基于西门子SINUMERIK 840D系统的补偿应用。
关键词:垂度误差,补偿,西门子840D1.悬垂误差产生的原因及垂度补偿的原理1.1产生原因以落地镗床为例,落地镗床的滑枕或镗杆伸出主轴箱时,由于自身的重量及材料、结构特性造成相关轴的位置相对于移动部件产生倾斜。
也就是说,一个轴(基准轴或输入轴)移动后由于自身的重量造成下垂,相对于另一个轴(补偿轴或输出轴)的绝对位置产生了变化,如图1所示。
由于滑枕或镗杆伸出的位置不同,也就造成了相应位置下垂程度的不同,这种现象可直观的反映在我们在水平的大理石方尺上所压百分表上,当滑枕或镗杆伸出在不同的位置时百分表显示的数值相对于百分表的零点是不同的。
图1:悬垂误差1.2补偿原理由于上述原因,当滑枕或镗杆伸出在不同的位置时,使得主轴箱相对于水平的大理石方尺的绝对位置发生了变化,这时就要通过垂度补偿功能使主轴箱产生微量的补偿移动,移动量是由滑枕或镗杆伸出在不同的位置时百分表所检测到的主轴箱的绝对位移来决定的。
补偿时可根据实际情况设定不同的补偿点数(最多2000个补偿点),补偿点数越多补偿效果越明显,当然所设定补偿点数只要满足加工要求即可,将滑枕或镗杆移动至补偿点位置,然后通过百分表采集当前所在位置下主轴箱的绝对位移数据,并将采集到的数据填写到事先生成的补偿表格中,再激活补偿表即可实现垂度补偿功能。
对于SIEMENS SINUMERIK 840D系统,该系统提供了多种补偿功能,用来弥补机械结构、外部环境、加工制造和安装问题引起的误差,使得各轴坐标实际位置更加趋近于给定位置,提高机床自身精度和加工精度。
西门子数控系统结构及应用(SINUMERIK 840D sl)最新版教学课件第9章

2)操作流程 在调试存档菜单下,可以建立调试存档,如图9-5所示,点击“确认”,进
入下一级界面。在建立调试存档界面可以选择进行NC数据、PLC、驱动数据 及HMI数据四大类备份工作,如图9-6所示。
图9-6 选择要备份的数据 选择后,点击“确认”,进行到保存路径操作。默认状态下存档文件保存在 “调试”——>“系统数据”——>“存档”——>“制造商”目录,也可以将其保 存至U盘目录下,还可以在“制造商”文件下新建目录以存储数据。
(3)建立调试存档 1)调试存档数据分类 NC 数据包含:所有机床和设置数据(驱动机床数据除外)\刀具和刀库
数据\补偿数据\循环\偏移\R参数\部件程序\工件\选件数据\全局及本地用户 数据(GUD和LUD)。
PLC 数据:此选项用于创建适用于还原PLC用户程序的调试存档。 驱动数据:此选项用于创建包含Sinamics驱动数据的归档。 HMI数据:此选项用于保存存储在HMI上的数据。包含:循环存储\文本\ 模板\应用\配置\版本数据\日志\用户视图\词典。
如U盘、移动硬盘,连接在PCU50.5侧面的USB接口上,并重新启动PCU50.5。
2)启动Service Center软件 在PC50.5进入Windows启动菜单界面之后,选择“Booting Service System” 启动Service Center。Service Center启动之后,点击还原整个硬盘选项“Disk Restore”,如图9-17所示。
图9-3 MD11230输出格式
(2)调试存档 按“菜单”——>“调试”——>“水平扩展键>”的顺序进行操作,如图94所示。
图9-4 调试存档界面
此时,按下“调试存档” 9-5所示,可以选择相应操作:
西门子840D数控系统在大型滚齿机上的应用
西门子840D数控系统在大型滚齿机上的应用许渊(471039洛阳洛阳中重设备工具公司)摘要进行了大型数控滚齿机数控系统的应用研究,应用西门子840D数控系统进行电气控制,参数可达:最大加工直径可达16m,最大加工模数达到60。
分析看出,应用数控系统,有利于扩大滚齿机的加工范围。
提高加工工件精度,有助于生产效率的提高。
关键词数控滚齿机西门子840D数控系统电气控制l 引言齿轮是工业生产中的一种重要基础零件,其加工水平和加工能力反映一个国家的工业发展水平。
而大型齿轮的加工对其加工设备的要求更高,由于这种特殊性,便使大型齿轮的加工成为一种垄断产业。
为了适应公司提出的高端战略发展要求,我公司决定制造目前世界上最大、技术性能最先进的16m数控滚齿机床。
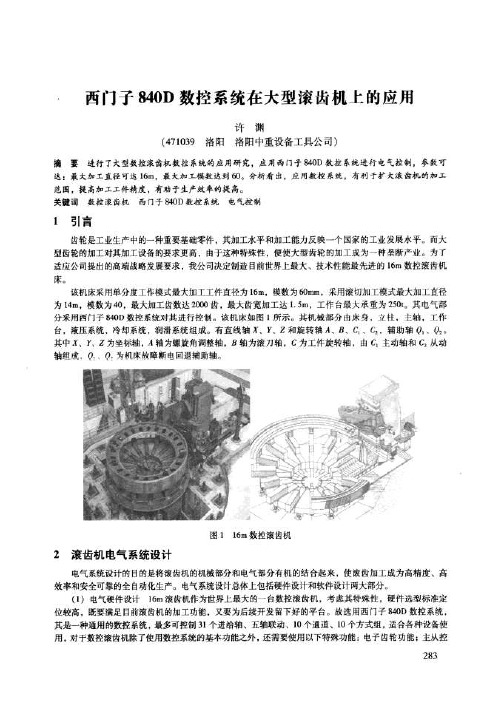
该机床采用单分度工作模式最大加工工件直径为16m,模数为60n un,采用滚切加工模式最大加工直径为14m,模数为40,最大加工齿数达2000齿,最大齿宽加工达1.5m,工作台最大承重为250t。
其电气部分采用西门子840D数控系统对其进行控制。
该机床如图1所示。
其机械部分由床身,立柱,主轴,工作台,液压系统,冷却系统,润滑系统组成。
有直线轴x、y、z和旋转轴A、曰、c。
、c:,辅助轴Q。
、Q:。
其中x、y、z为坐标轴,A轴为螺旋角调整轴,B轴为滚刀轴,c为工件旋转轴,由c。
主动轴和c2从动轴组成.p.、p.为机床故障断电回退辅助轴。
图116m数控滚齿机2滚齿机电气系统设计电气系统设计的目的是将滚齿机的机械部分和电气部分有机的结合起来,使滚齿加工成为高精度、高效率和安全可靠的全自动化生产。
电气系统设计总体上包括硬件设计和软件设计两大部分。
(1)电气硬件设计16m滚齿机作为世界上最大的一台数控滚齿机,考虑其特殊性,硬件选型标准定位较高,既要满足目前滚齿机的加工功能,又要为后续开发留下好的平台。
故选用西门子840D数控系统,其是一种通用的数控系统,最多可控制31个进给轴、五轴联动、lO个通道、10个方式组,适合各种设备使用,对于数控滚齿机除了使用数控系统的基本功能之外,还需要使用以下特殊功能:电子齿轮功能;主从控283制功能;断电回退功能等。
211210785_铁路机车检修工作中数控不落轮镟技术的应用
铁路机车检修工作中数控不落轮镟技术的应用176研究与探索Research and Exploration ·智能检测与诊断中国设备工程 2023.05 (上)~150r/min,精度要求达到同一车轴上轮径差≤0.15mm,踏面轮廓几何偏差≤0.20mm 等,如果超过这个转速范围的话就会造成最终加工质量不达标,无法完成后期的工作任务,所以,在加工的过程中要对速度的提升和降低控制得非常精准。
滚轮的切割速度要做到120m/min,如果在加工过程中发生了人工失误要及时地进行技术性方法补救,只要可以在合理的角度进行持续加工,就可以保证后续工序不会被影响,最终完成轮对的加工。
1.3 切削刀具用量对刀具的选择过程中,首先,需要选择的就是刀具的界面尺寸,根据规定和经验最常选择的就是190mm 2,同时,为保障切削的效率最大切削深度需实现≥5mm,尺寸选定后需要敲定的就是刀具硬度的选择,由于进行切削加工的过程中绝大多数的目标材料都是硬度很高的金属或者合金,如果硬度选择不达标可能造成后续加工过程中产生卷刃或者刀刃开裂的情况,许多细节问题可以造成不同程度的损坏,最终无法得出需要的零部件,对整体工序都造成无法挽回的损失。
主刀部分的切削力应该根据国家规定的数据保持在15kN,这一硬性要求是容不得半分马虎的,如果主刀的切削力达不到精准的15kN 需要工人不停地更换主刀直到达到这一数值。
1.4 测量装置测量装置在传统的数控机床中应用的十分广泛,在数控不落轮璇技术中也属于必不可少的装置。
在利用测量装置进行各种数据测量之前,要对测量装置的精准度进行测验,通过相关的专业技术将误差控制在人为可以达到的最低程度,通过这种方式可以将工作精度调整到最高程度,大大降低了因质量问题而返工的情况。
不落轮镟车轮车床是具备全自动测量装置的,所以,在利用其进行大规模测量时需要不停地进行调节,同时,在镟轮过程及时需采用轮径尺或便携式轮对外形测量仪时刻关注其测量功能上是否可以满足使用要求,如果发现问题可以通过专业方法来对其进行调整,保证可以达到要求。
应用840D的同步动作功能实现机床的特殊控制

2
同步动作的结构
同步动作如何使用由条件定义, 其求值运算以实
时方式进行, 这些动作是对实时事件的反应 。此外, 同 步动作还包含动作有效级的说明和对编程实时变量的 询问频率, 以及对启动动作的执行频率说明 。因此, 一 个动作可以一次也可以循环触发 。 同步动作由多达 5 个具有不同任务的指令单元组 成, 结构如下: IDS) ( 1 ) 识别号( ID、 围通过识别号确定。 一个同步动作的有效性范
其中: CLAMP1XP 为夹具 1 在 X 轴正向的机床坐 标位置; CLAMP1XN 为夹具 1 在 X 轴负向的机床坐标 位置; CLAMP1YP 为夹具 1 在 Y 轴正向的机床坐标位 置; CLAMP1YN 为夹具 1 在 Y 轴负向的机床坐标位 置。 将同步程序“PROG_EVENT. SPF ” 复制在标准循 环或用户循环或制造商循环下并装载激活 。 ③PLC 编程: 建立功能块如 FC100 , 并在 OB1 中调 用。FC100 如下编制:
A A I32. 0 DB10. DBX190. 0 / / 机床使能 / / 加工程序中 $ A_OUT[ 9] 对应 PLC 控制 位 DB10. DBX190. 0 = #YV1 / / 在夹具 1 工作区, 夹具 1 阀得电, 可以对 夹具 1 工作区域加工 / / 离开夹具 1 工作区, 夹具 1 夹紧 A I32. 0 A DB10. DBX190. 1 = #YV2 / / 加工程序中 $ A_OUT[ 10] 对应 PLC 控 制位 DB10. DBX190. 1 / / 在夹具 2 工作区, 夹具 2 阀得电, 可以对 夹具 2 工作区域加工 / / 离开夹具 2 工作区, 夹具 2 夹紧 ……
3
同步动作的应用举例
数控不落轮镟床主驱动和定位的研究

数控不落轮镟床主驱动和定位的研究发布时间:2022-07-27T01:27:48.832Z 来源:《科学与技术》2022年6期作者:赵志华刘兴卓[导读] 数控不落轮镟床属于轨道交通行业类专机。
不落轮智能检修镟床是轨道交通行业的一种重要装备,其是一种集机车转向架赵志华刘兴卓沈阳机床(集团)有限责任公司沈阳 110142摘要:介绍了数控不落轮镟床的主驱动和定位。
关键词:数控不落轮镟床;轮对;主驱动;定位。
一、概况数控不落轮镟床属于轨道交通行业类专机。
不落轮智能检修镟床是轨道交通行业的一种重要装备,其是一种集机车转向架轮对几何参数测量、分析、镟修加工于一体的先进设备,即可以在机车整列编组不解体、不需要进行任何拆卸的前提下就能对整个机车的所有转向架轮对进行检测、镟修加工,修正车轮廓形误差,从而达到铁路行业机车转向架轮对几何参数的要求,不仅提高检修效率,而且提高机车转向架轮对使用寿命,降低轨道交通行业维护成本。
二、数控不落轮镟床主驱动(一)轮对的主驱动国外制造不落轮智能检修镟床的厂家主要有德国赫根赛特和法国SCULFORT,我们参考他们的经验,对主驱动进行了研究和分析。
轮辐主驱动分为左右两套装置,分别对车辆左右轮进行驱动,图2.1为其结构示意图。
主电机3通一级带轮降速,再通过减速机4实现二级降速,最终驱动摩擦轮旋转,通过卡压爪对轮对的卡压达到与右各两对驱动轮2的摩擦带动车轮旋转。
主传动系统参数:AC主轴电机生产厂家:SIEMENS型号:1PH7163容量:AC 30W带轮传动齿形带轮减速机传动齿轮减速摩擦轮轮:基本直径:220mm 车轮直径:880mm(定义数)类别项目 SIEMENS系统摩擦轮转速 2-78-129轮对轮转速 0.5-19.5-32轮辐主驱动装置后端与横梁1上连接体5铰接连接,前端靠内置在立柱内的液压顶杆辅助支撑该机床,根据车轮直径大小的不同,横梁上的铰接设备可通过手动调节整个主驱动装置相对机车外轨道的高度。
西门子840D系统通道、方式组功能
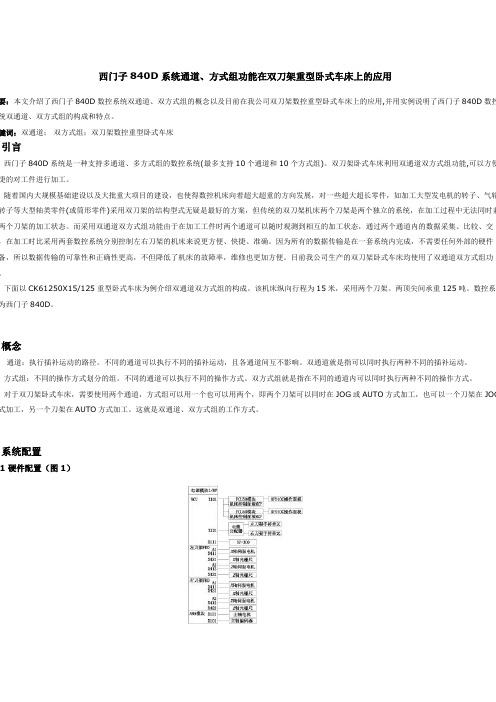
西门子840D系统通道、方式组功能在双刀架重型卧式车床上的应用要:本文介绍了西门子840D数控系统双通道、双方式组的概念以及目前在我公司双刀架数控重型卧式车床上的应用,并用实例说明了西门子840D数控统双通道、双方式组的构成和特点。
键词:双通道;双方式组;双刀架数控重型卧式车床引言西门子840D系统是一种支持多通道、多方式组的数控系统(最多支持10个通道和10个方式组)。
双刀架卧式车床利用双通道双方式组功能,可以方便捷的对工件进行加工。
随着国内大规模基础建设以及大批重大项目的建设,也使得数控机床向着超大超重的方向发展,对一些超大超长零件,如加工大型发电机的转子、气轮转子等大型轴类零件(或筒形零件)采用双刀架的结构型式无疑是最好的方案,但传统的双刀架机床两个刀架是两个独立的系统,在加工过程中无法同时兼两个刀架的加工状态。
而采用双通道双方式组功能由于在加工工件时两个通道可以随时观测到相互的加工状态,通过两个通道内的数据采集、比较、交,在加工时比采用两套数控系统分别控制左右刀架的机床来说更方便、快捷、准确。
因为所有的数据传输是在一套系统内完成,不需要任何外部的硬件备,所以数据传输的可靠性和正确性更高,不但降低了机床的故障率,维修也更加方便。
目前我公司生产的双刀架卧式车床均使用了双通道双方式组功。
下面以CK61250X15/125重型卧式车床为例介绍双通道双方式组的构成。
该机床纵向行程为15米,采用两个刀架。
两顶尖间承重125吨。
数控系为西门子840D。
概念通道:执行插补运动的路径。
不同的通道可以执行不同的插补运动,且各通道间互不影响。
双通道就是指可以同时执行两种不同的插补运动。
方式组:不同的操作方式划分的组。
不同的通道可以执行不同的操作方式。
双方式组就是指在不同的通道内可以同时执行两种不同的操作方式。
对于双刀架卧式车床,需要使用两个通道,方式组可以用一个也可以用两个,即两个刀架可以同时在JOG或AUTO方式加工,也可以一个刀架在JOG 式加工,另一个刀架在AUTO方式加工。
840D sl_828D_应用_Lock MyCycles功能应用_2019
V1.0SINUMERIK 808D /828D / 840D sl内容1 免责声明_____________________________________________________________________________12 概述 _________________________________________________________________________________ 23要求 _________________________________________________________________________________ 2 4注意事项_____________________________________________________________________________ 3 5调试或使用步骤 ______________________________________________________________________ 4 6参考文献_____________________________________________________________________________ 9 7作者/联系人__________________________________________________________________________ 98 版本信息_____________________________________________________________________________ 91免责声明本使用手册及样例包目录内所包含文档、PLC程序、机床可执行程序(MPF、SPF)、电气图等均为免费,在使用前应认真阅读参考文档,使用手册及样例包提供的内容仅供参考,使用者应根据自己的机床自行调整使用,并规避可能存在的风险。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西门子SINUMERIK840D数控系统在不落轮镟床的应用
摘要:西门子是全球最大最优秀的数控系统供应商之一,尤其是在高端数控系统市场,据不完全统计,其推出的SINUMERIK系列占据了数控系统的半壁江山。
西门子数控系统广泛应用于数控车床、铣床、磨床、冲床、加工中心,以及深孔钻床、龙门铣床、自动化生产线等。
关键词:SINUMERIK840D不落轮镟床数控系统应用
0引言
苏州轨道交通一号线天平车辆段所配备的不落轮镟床即采用了西门子SINUMERIK840D数控系统。
西门子数控系统最大的特点就是功能丰富且开放性强,本文主要描述SINUMERIK840D数控系统在不落轮镟床的应用。
1 SINUMERIK840D功能说明
SINUMERIK840D基于Windows操作系统,提供了许多创造性的特殊技术功能,通过对系统的各种模块的任意组合和功能选择而实现对整个机床的控制[1]。
SINUMERIK840D与SIMODRIVE611D数字驱动系统以及SIMATIC S7-300系列PLC一起构成全数字控制系统,其系统功能连接如图1所示。
图1 SINUMERIK840D系统功能连接图
由上图可知,SINUMERIK840D硬件主要是由三部分组成:1、数控单元(NCU)及驱动模块SIMODRIVE611D;2、操作面板(OP)与人机通讯(PCU);
3、PLC 的I/O 模块。
2SINUMERIK 840D硬件与驱动系统
2.1数控NCU单元
SINUMERIK 840D 的数控单元被称作NCU(Numerical Control unit)单元。
根据选用硬件如CPU 芯片等和功能配置的不同,NCU 分为NCU561.4,
NCU571.4,NCU572.4 NCU573.4(12 轴),NCU573.5(31 轴)等若干种。
NCU 单元中也集成SINUMERIK 840D 数控CPU 和SIMATIC PLC CPU 芯片,包括相应的数控软件和PLC 控制软件,并且带有MPI 或Profibus 接口,RS232 接口,手轮及测量接口,PCMCIA 卡插槽等。
所不同的是NCU 单元很薄,所有的驱动模块均排列在其右侧。
SINUMERIK 840D 的驱动单元
SINUMERIK 840D 配置的驱动单元一般都采用SIMODRIVE 611D模块。
它包括两部分即:电源模块(馈电模块)图 3 +驱动模块(功率模块)图4。
SIMODRIVE 611D驱动模块是一种高性能、灵活组态的系统,能够满足数控机床对驱动系统的稳定性和技术性能方面等要求,包括最高要求的动态响应、速度整定范围以及平滑运行特性[2],现应用于西门子840D数控系统的机床中,实现机床的驱动功能。
驱动系统中的馈电模块包括可控电源模块I/R以及不可控电源模块UI两种类型,其功能为提供直流母线电压、电子电源以及使能/监控信号,是确保驱动系统稳定运行的基础[3]。
图3 电源模块图4 驱动模块
该SIMODRIVE 611D系列采用模块化设计,包括输入滤波器、整流电抗器、电源模块、功率模块、控制单元以及专用的模块。
该系列驱动系统可以配置进给轴或主轴的驱动,进给轴模块用于1FT6/1FK/1FN/1FW6进给电机和1PH/1PM/2SP1主轴电机,图5,也可以配置第三方电机。
馈电模块则取决于电机规格。
使用馈电模块可将SIMODRIVE 611D系统组连接到带有接地中性点(TN 系统)的低压系统。
SIMODRIVE 611D驱动系统中的所有模块都具有统一的模块化结构,供电和通信之间的接口以及控制单元和馈电模块之间的接口都实现了标准化[4][5]。
电源电缆、信号电缆和总线电缆采取非常实用的连接方式,可以很容易地实现特定用户需求而定制的驱动系统。
图5 驱动模块与电机之间的连接关系
面板控制单元PCU
2.3.1 PCU50
面板控制单元PCU50的功能相当强大,高性能的SINUMERIK PCU50 集成有通过以太网和PROFIBUSDP/MPI 进行通讯的接口,这样其它板卡就可以使用其集成插槽。
该设备背面的USB端口可提供标准PC键盘和鼠标的“即插即用”功能。
SINUMERIK PCU50支持Windows NT 4.0 US 操作系统(英语版本)或Windows XP。
出于安全考虑,对Windows操作系统进行了如下预设置:
取消自动运行功能;
取消Windows自动升级;
取消防病毒软件的监控和报警以及自动升级;
取消从服务桌面或者从开始菜单调用Internet Explorer的快捷图标;
对于未证实的调用可以进行远程程序调用
MMC
MMC是人机通信单元的简称,PCU是MMC的更新换代产品,实际上就是一台计算机,有自己独立的CPU,还可以带硬盘,带软驱;OP单元正是这台计算机的显示器,而西门子MMC的控制软件也在这台计算机中。
我们最常用的MMC 有两种:MMCC100.2和MMC103,其中MMC100.2的CPU为486,不能带硬盘;而MMC103的CPU为奔腾,可以带硬盘,一般的,用户为SINUMERIK810D 配MMC100.2,而为SINUMERIK840D配MMC103。
2.3.3 操作员面板OP OP 单元一般包括一个10.4〞TFT显示屏和一个NC键盘。
根据用户不同的要求,西门子为用户选配不同的OP单元,如:OP030,OP031,OP032,OP032S等,其中OP031最为常用。
2.3.4 机床控制面板MCP MCP是专门为数控机床而配置的,其作用是按照给定的工作方式执行NC程序,并完成机床动作的控制,如急停控制、复位、程序控制、工作方式选择、机床功能、用户自定义功能、轴/主轴控制等。
通常数控系统HMI部分由MMC/PCU、OP以及MCP构成。
2.3.5 手持单元HHU
手持单元HHU为操作员在机床上执行各种功能提供了更大的舒适度,手持单元有双行数字显示2X16位的显示器、双通道的急停按钮、20个用户自定义键、16个用户自定义LED等、接通/断开状态钥匙开关、12位的倍率开关、电子手轮等。
西门子840D系统在镟床上的应用
在不落轮镟床中,伺服系统接受数控系统发出的位移或速度指令,经驱动器之后,通过伺服电机和机械传动机构来驱动镟床坐标轴、主轴等,带动轮对转动及刀架运动,使得刀架能都对轮对产生各种复杂的机械运动,从而加工出所要求的轮对加工曲线。
镟床上所有涉及电机驱动按照功能可以分为进给轴驱动、主轴驱动以及辅助驱动。
进给伺服以镟床刀具横向坐标Z轴及纵向左边X轴为控制对象,产生镟床的切削进给运动。
进给轴驱动有两个任务:1、快速进给;2、刀具的工进。
工进时进给轴按照系统内部的轮廓曲线运行,运行速度较低。
进给轴需要具有以下特点:宽的调速范围;高转矩;转矩、转速波动范围小;驱动及电机的物理尺寸小,也就是功率密度高;易于维护。
进给轴电机一般采用永磁同步电机、直线电机,电机控制为伺服控制,相应的电机也称为伺服电机。
主轴驱动用于带动电客车轮对旋转运动,它的主要任务为去除轮对的加工余量。
要求主轴驱动要能够长时间运行,因此要求主轴驱动具有以下特点:恒定的输出功率,以快速地去除轮对加工余量;在恒定输出功率情况下的宽调速范围;在不同的切削工况下的速度调整平滑性能。
通常主轴电机采用异步电机。
辅助电机驱动主要用于控制排屑装置、液压站、除尘设备等,通常使用的是异步电机或变频器,或直接连接到主电源,通过PLC开控制。
SINUMERIK840D系统特别适用于各种复杂零件的加工任务,它具有优于其他系统的动态品质和控制精度。
借助于HMI、CNC和PLC的开放性,用户可将其经验准确的应用于控制解决方案。
这种开放性的结构和系统的扩展特性使数控功能可以灵活、快速和经济地实现许多创新的机器运动解决方案。