1473567-3中文资料
5347中文资料
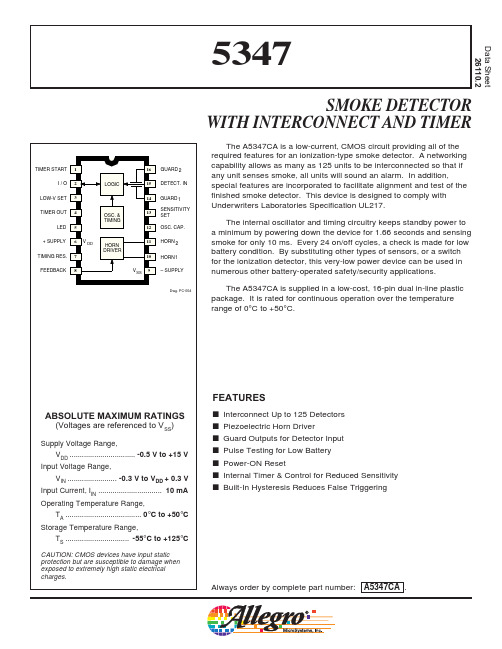
SMOKE DETECTORWITH INTERCONNECT AND TIMERAlways order by complete part number:A5347CA .5347FEATURESs Interconnect Up to 125 Detectors s Piezoelectric Horn Drivers Guard Outputs for Detector Input s Pulse Testing for Low Battery s Power-ON Resets Internal Timer & Control for Reduced Sensitivity s Built-In Hysteresis Reduces False TriggeringData Sheet26110.2The A5347CA is a low-current, CMOS circuit providing all of the required features for an ionization-type smoke detector. A networking capability allows as many as 125 units to be interconnected so that if any unit senses smoke, all units will sound an alarm. In addition,special features are incorporated to facilitate alignment and test of the finished smoke detector. This device is designed to comply with Underwriters Laboratories Specification UL217.The internal oscillator and timing circuitry keeps standby power to a minimum by powering down the device for 1.66 seconds and sensing smoke for only 10 ms. Every 24 on/off cycles, a check is made for low battery condition. By substituting other types of sensors, or a switch for the ionization detector, this very-low power device can be used in numerous other battery-operated safety/security applications.The A5347CA is supplied in a low-cost, 16-pin dual in-line plastic package. It is rated for continuous operation over the temperature range of 0°C to +50°C.115 Northeast Cutoff, Box 15036Worcester, Massachusetts 01615-0036 (508) 853-50009 VIN+V569141516NOTE 1:Negative current is defined as coming out of (sourcing) the specified device pin.NOTE 2:Alarm (Smoke) Condition is defined as V15< V13; No Alarm (No Smoke) Condition as V15> V13.Continued next page . . .ELECTRICAL CHARACTERISTICS at TA= +25°C, V DD = 9.0 V, V SS = 0 V, C12= 0.1 µF,R 7= 8.2 MΩ (unless otherwise noted).5347SMOKE DETECTOR with INTERCONNECT and TIMER115 Northeast Cutoff, Box 15036Worcester, Massachusetts 01615-0036 (508) 853-5000ELECTRICAL CHARACTERISTICS continuedNOTE 1:Negative current is defined as coming out of (sourcing) the specified device pin.NOTE 2:Alarm (Smoke) Condition is defined as V 15 < V 13; No Alarm (No Smoke) Condition as V 15 > V 13.CIRCUIT DESCRIPTIONThe A5347CA is a low-current CMOS circuit providing all of the required features for an ionization-type smoke detector.Oscillator. An internal oscillator operates with a period of 1.67seconds during no-smoke conditions. Every 1.67 seconds, internal power is applied to the entire circuit and a check is made for smoke.Every 24 clock cycles (40 seconds), the LED is pulsed and a check is made for low battery by comparing V DD to an internal reference.Since very-low currents are used in the device, the oscillator capacitor at pin 12 should be a low-leakage type (PTFE, polystyrene, or polypropylene).Detector Circuitry. When smoke is detected, the resistor dividernetwork that sets the sensitivity (smoke trip point) is altered to increase the sensitivity set voltage (pin 13) by typically 130 mV with no external connections to pins 3 or 13. This provides hysteresis and reduces false triggering. An active guard is provided on both pins adjacent to the detector input (pin 15). The voltage at pins 14 and 16 will be within 100 mV of the input. This will keep surface leakage currents to aminimum and provide a method of measuring the input voltage without loading the ionization chamber. The active guard amplifier is not power strobed and thus provides constant protection from surface leakage currents. The detector input has internal diode protection against static damage.Alarm Circuitry. If smoke is detected, the oscillator period changes to 40 ms and the horn is enabled. The horn output is typically 160 ms ON, 80 ms OFF. During the OFF time, smoke is again checked and will inhibit further alarm output if smoke is not sensed.During smoke conditions the low battery alarm is inhibited and the LED is driven at a 1 Hz rate.Sensitivity Adjust. The detector sensitivity to smoke is set internally by a voltage divider connected between V DD and V SS . Thesensitivity can be externally adjusted to the individual characteristics of the ionization chamber by connecting a resistor between pin 13 and V DD , or between pin 13 and V SS .Low Battery. The low battery threshold is set internally by a voltage divider connected between V DD and V SS . The threshold can be increased by connecting a resistor between pin 3 and V DD . The threshold can be de-creased by connecting a resistor between pin 3 and V SS . The battery voltage level is checked every 40 seconds during the 10 mA,10 ms LED pulse. If an LED is not used, it should be replaced with an equivalentresistor (typically 500 Ω to 1000 Ω) such that the battery loading remains at 10 mA.Timer. An internal timer is provided that can be used in various configurations to allow for a period of reduced smoke detector sensitiv-ity (“hush”). When a high-to-low transition occurs at pin 1, the internal timer is reset,the timer mode enabled, and the circuit reset to a no alarm condition. The LED will flash at a 10 second rate. If the level of smoke is increased such that the reduced sensitivity level is reached, the device will go into the alarm condition. The timer, however, will continue to completion of the nominal 10-1/4minute period (368 clock cycles). If the timer mode is not used, pin 1 should be tied low.I/O. A connection is provided at pin 2 to allow multiple smoke detec-tors to be commoned. If any single unit detects smoke (I/O is driven high), all connected units will sound their associated horns after a nominal 3 second delay. The LED is suppressed when an alarm is signaled from an interconnected unit.Testing. On power up, all internal counters are reset. Internal test circuitry allows for low battery check by holding pins 8 and 12 low during power up, then reducing V DD and monitoring HORN 1 (pin 10).All functional tests can be accelerated by driving pin 12 with a 2 kHz square wave. The 10 ms strobe period must be maintained for proper operation of the comparator circuitry.115 Northeast Cutoff, Box 15036Worcester, Massachusetts 01615-0036 (508) 853-5000TIMING DIAGRAMS IN TYPICAL APPLICATIONNON-TIMER MODETIMER MODEV12OSC. CAPINTERNAL CLOCKLEDHORNDwg. WC-005TIMER STARTTIMER OUTV15 > V13 (NO SMOKE)V15 < V13 (SMOKE)V12OSC. CAPINTERNAL CLOCKLED SMOKE COMPARATORSMOKE CHAMBERHORNDwg. WC-003I/O OPERATIONHORN ONOFFHORN NOT SELF COMPLETING WHEN IN REMOTE ONLY ALARMINTERNAL CLOCKHORNV2 IN I/O4 CYCLES 2 CYCLES40 ms1.67 s72 CLOCK CYCLESV2 OUT I/OINTERNAL CLOCKLOCAL ALARM MODEREMOTE ALARM MODEDwg. WC-004HORN ONOFFHORN5347SMOKE DETECTOR with INTERCONNECT and TIMER115 Northeast Cutoff, Box 15036Worcester, Massachusetts 01615-0036 (508) 853-5000Dimensions in Inches (controlling dimensions)Dimensions in Millimeters(for reference only)Allegro MicroSystems, Inc. reserves the right to make, from time to time, such departures from the detail specifications as may be required to permit improvements in the design of its products.Components made under military approvals will be in accordance with the approval requirements.The information included herein is believed to be accurate and reliable. However, AllegroMicroSystems, Inc. assumes no responsibility for its use; nor for any infringements of patents or other rights of third parties which may result from its use.NOTES: 1.Lead thickness is measured at seatingplane or below.2.Lead spacing tolerance is non-cumulative.3.Exact body and lead configuration at vendor’s option within limits shown.Dwg. MA-001-16A inDwg. MA-001-16A mm。
GB 14773

了 试验方法
1 主腼内容与适用范围 本标 准 规 定了在静电喷漆区和静电喷粉区使用的手持式或 自动式静 电喷枪及其辅助装置的安全技
术条件。 本 标准 适 用于各种手持式或 自动式静电喷枪及其辅助装置的设计、制造 、使用和维护 . 本 标准 不 适用于本质安全型静 电喷枪。
2 引用标准 GB 3 8 36 .1 爆炸性环境用防爆电气设备通用要求 GB 4 2 08 外壳防护等级的分类
7.10 静电喷枪点火试验 7.10.1 本试验应在 20士5℃的环境温度下进行,并注意采取有效的防火、防爆措施。 7.10.2 静电喷漆枪点火试验所用的爆炸性气体的点火能量为 。.24m J。通常可采用下述之一种作为 试验气体(气体纯度不低于 95%):
a. 2. 80o,乙烷/空气 ,
b. 5 .2 5%士0.25 Yo ,丙烷/空气. 7.10.3 静电喷粉枪点火试验所用的爆炸性气体的点火能量为5m J。通常可采用下述之一种作为试验 气体(气体纯度不低于 95%):
静 电 喷枪 及其辅助装置的高电位部分都须按其最高工作电压的 1.5倍值进行绝缘试验,应不出现 电击穿及表面闪络现象。 7.8 短路试验
将 静 电喷 枪的高压电极触地持续 5m in,静电喷枪及其辅助装置中所用的任何限流器件都不应损 坏。 了.9 温度试验 7.9.1 在正常作业及设计规定允许的超负荷条件下使用时测得的设备外表最大温升值不得超过制造 厂标注的温升值。 7.9.2 测量表面温度时,应尽可能减少环境对温度参数的干扰.
CDEP147NP-1R1M中文资料

2. 1 ± 0 .2
②
1/3
元器件交易网
POWER INDUCTORS <SMD Type: CDEP Series>
Type: CDEP147
◆ Specification
1-Low D.C.R Type
Part Name ※ CDEP147NP-ØR5M□-125 CDEP147NP-1R1M□-125 CDEP147NP-2RØM□-125 CDEP147NP-3R1M□-125 CDEP147NP-4R5M□-125 CDEP147NP-6R1M□-125 CDEP147NP-8RØM□-125 CDEP147NP-1ØØM□-125 CDEP147NP-12ØM□-125 Stamp 0R5ML 1R1ML 2R0ML 3R1ML 4R5ML 6R1ML 8R0ML 100ML 120ML Inductance [Within] 100kHz/1V 0.5μH±20% 1.1μH±20% 2.0μH±20% 3.1μH±20% 4.5μH±20% 6.1μH±20% 8.0μH±20% 10.0μH±20% 12.0μH±20% D.C.R. (mΩ) Max.(Typ.) (at 20℃) 1.18(0.98) 1.46(1.22) 2.02(1.69) 3.23(2.70) 4.97(4.14) 6.03(5.02) 7.80(6.50) 9.85(8.21) 13.31(11.1) Saturation Current (A)※1 (at 20℃) 39.6(49.5) 26.4(33.0) 19.6(24.5) 16.0(20.0) 13.6(17.0) 11.6(14.5) 10.0(12.5) 9.2(11.5) 8.0(10.0) (at100℃) 33.9(42.4) 22.8(28.5) 16.8(21.0) 13.6(17.0) 11.6(14.5) 10.0(12.5) 8.2(10.3) 7.6(9.5) 6.6(8.2) Temperature Rise current (A) ※2 23.0 21.5 20.0 17.5 16.0 12.5 11.0 10.0 8.5
LF147中文资料
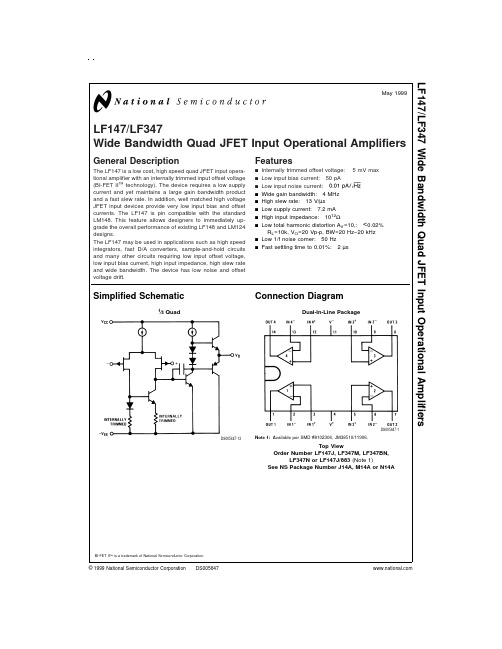
LF147/LF347Wide Bandwidth Quad JFET Input Operational AmplifiersGeneral DescriptionThe LF147is a low cost,high speed quad JFET input opera-tional amplifier with an internally trimmed input offset voltage (BI-FET II ™technology).The device requires a low supply current and yet maintains a large gain bandwidth product and a fast slew rate.In addition,well matched high voltage JFET input devices provide very low input bias and offset currents.The LF147is pin compatible with the standard LM148.This feature allows designers to immediately up-grade the overall performance of existing LF148and LM124designs.The LF147may be used in applications such as high speed integrators,fast D/A converters,sample-and-hold circuits and many other circuits requiring low input offset voltage,low input bias current,high input impedance,high slew rate and wide bandwidth.The device has low noise and offset voltage drift.Featuresn Internally trimmed offset voltage:5mV max n Low input bias current:50pA n Low input noise current:n Wide gain bandwidth:4MHz n High slew rate:13V/µs n Low supply current:7.2mA n High input impedance:1012ΩnLow total harmonic distortion A V =10,:<0.02%R L =10k,V O =20Vp-p,BW =20Hz−20kHz n Low 1/f noise corner:50Hzn Fast settling time to 0.01%:2µsSimplified SchematicConnection DiagramBI-FET II ™is a trademark of National Semiconductor Corporation.1⁄4QuadDS005647-13Dual-In-Line PackageDS005647-1Note 1:Available per SMD #8102306,JM38510/11906.Top ViewOrder Number LF147J,LF347M,LF347BN,LF347N or LF147J/883(Note 1)See NS Package Number J14A,M14A or N14AMay 1999LF147/LF347Wide Bandwidth Quad JFET Input Operational Amplifiers©1999National Semiconductor Corporation Absolute Maximum Ratings(Note2)If Military/Aerospace specified devices are required, please contact the National Semiconductor Sales Office/ Distributors for availability and specifications.LF147LF347B/LF347 Supply Voltage±22V±18V Differential Input Voltage±38V±30V Input Voltage Range±19V±15V (Note3)Output Short Circuit Continuous Continuous Duration(Note4)Power Dissipation900mW1000mW (Notes5,11)T j max150˚C150˚CθjACeramic DIP(J)Package70˚C/W Plastic DIP(N)Package75˚C/W Surface Mount Narrow(M)100˚C/WLF147LF347B/LF347 Surface Mount Wide(WM)85˚C/W Operating Temperature(Note6)(Note6) RangeStorage TemperatureRange−65˚C≤T A≤150˚CLead Temperature(Soldering,10sec.)260˚C260˚C Soldering InformationDual-In-Line PackageSoldering(10seconds)260˚C Small Outline PackageVapor Phase(60seconds)215˚CInfrared(15seconds)220˚C See AN-450“Surface Mounting Methods and Their Effecton Product Reliability”for other methods of soldering surface mount devices.ESD Tolerance(Note12)900VDC Electrical Characteristics(Note7)Symbol Parameter Conditions LF147LF347B LF347UnitsMin Typ Max Min Typ Max Min Typ Max V OS Input Offset Voltage R S=10kΩ,T A=25˚C1535510mVOver Temperature8713mV ∆V OS/∆T Average TC of Input Offset R S=10kΩ101010µV/˚C VoltageI OS Input Offset Current T j=25˚C,(Notes7,8)251002510025100pAOver Temperature2544nAI B Input Bias Current T j=25˚C,(Notes7,8)502005020050200pAOver Temperature5088nA R IN Input Resistance T j=25˚C101210121012ΩA VOL Large Signal Voltage Gain V S=±15V,T A=25˚C501005010025100V/mVV O=±10V,R L=2kΩOver Temperature252515V/mV V O Output Voltage Swing V S=±15V,R L=10kΩ±12±13.5±12±13.5±12±13.5V V CM Input Common-Mode Voltage V S=±15V±11+15±11+15±11+15V Range−12−12−12V CMRR Common-Mode Rejection Ratio R S≤10kΩ801008010070100dB PSRR Supply Voltage Rejection Ratio(Note9)801008010070100dBI S Supply Current7.2117.2117.211mA 2AC Electrical Characteristics(Note7)Symbol Parameter Conditions LF147LF347B LF347UnitsMin Typ Max Min Typ Max Min Typ Max Amplifier to Amplifier Coupling T A=25˚C,−120−120−120dBf=1Hz−20kHz(Input Referred)SR Slew Rate V S=±15V,T A=25˚C813813813V/µs GBW Gain-Bandwidth Product V S=±15V,T A=25˚C 2.24 2.24 2.24MHze n Equivalent Input Noise Voltage T A=25˚C,R S=100Ω,202020f=1000Hzi n Equivalent Input Noise Current T j=25˚C,f=1000Hz0.010.010.01Note2:Absolute Maximum Ratings indicate limits beyond which damage to the device may occur.Operating Ratings indicate conditions for which the device is func-tional,but do not guarantee specific performance limits.Note3:Unless otherwise specified the absolute maximum negative input voltage is equal to the negative power supply voltage.Note4:Any of the amplifier outputs can be shorted to ground indefinitely,however,more than one should not be simultaneously shorted as the maximum junction temperature will be exceeded.Note5:For operating at elevated temperature,these devices must be derated based on a thermal resistance ofθjA.Note6:The LF147is available in the military temperature range−55˚C≤T A≤125˚C,while the LF347B and the LF347are available in the commercial temperature range0˚C≤T A≤70˚C.Junction temperature can rise to T j max=150˚C.Note7:Unless otherwise specified the specifications apply over the full temperature range and for V S=±20V for the LF147and for V S=±15V for the LF347B/LF347.V OS,I B,and I OS are measured at V CM=0.Note8:The input bias currents are junction leakage currents which approximately double for every10˚C increase in the junction temperature,T j.Due to limited pro-duction test time,the input bias currents measured are correlated to junction temperature.In normal operation the junction temperature rises above the ambient tem-perature as a result of internal power dissipation,P D.T j=T A+θjA P D whereθjA is the thermal resistance from junction to e of a heat sink is recommendedif input bias current is to be kept to a minimum.Note9:Supply voltage rejection ratio is measured for both supply magnitudes increasing or decreasing simultaneously in accordance with common practice fromV S=±5V to±15V for the LF347and LF347B and from V S=±20V to±5V for the LF147.Note10:Refer to RETS147X for LF147D and LF147J military specifications.Note11:Max.Power Dissipation is defined by the package characteristics.Operating the part near the Max.Power Dissipation may cause the part to operate out-side guaranteed limits.Note12:Human body model,1.5kΩin series with100pF.3Typical Performance CharacteristicsInput Bias CurrentDS005647-14Input Bias CurrentDS005647-15Supply CurrentDS005647-16Positive Common-Mode Input Voltage Limit DS005647-17Negative Common-Mode Input Voltage LimitDS005647-18Positive Current LimitDS005647-19Negative Current Limit DS005647-20Output Voltage Swing DS005647-21Output Voltage SwingDS005647-22 4Typical Performance Characteristics(Continued)Gain BandwidthDS005647-23Bode PlotDS005647-24Slew RateDS005647-25Distortion vs FrequencyDS005647-26Undistorted Output VoltageSwingDS005647-27Open Loop FrequencyResponseDS005647-28Common-Mode RejectionRatioDS005647-29Power Supply RejectionRatioDS005647-30Equivalent Input NoiseVoltageDS005647-31 5Typical Performance Characteristics(Continued)Open Loop Voltage GainDS005647-32Output ImpedanceDS005647-33Inverter Settling TimeDS005647-34 6Pulse Response RL=2kΩ,CL=10pFApplication HintsThe LF147is an op amp with an internally trimmed input off-set voltage and JFET input devices(BI-FET II).These JFETshave large reverse breakdown voltages from gate to sourceand drain eliminating the need for clamps across the inputs.Therefore,large differential input voltages can easily be ac-commodated without a large increase in input current.Themaximum differential input voltage is independent of the sup-ply voltages.However,neither of the input voltages shouldbe allowed to exceed the negative supply as this will causelarge currents to flow which can result in a destroyed unit.Exceeding the negative common-mode limit on either inputwill force the output to a high state,potentially causing a re-versal of phase to the output.Exceeding the negativecommon-mode limit on both inputs will force the amplifieroutput to a high state.In neither case does a latch occursince raising the input back within the common-mode rangeagain puts the input stage and thus the amplifier in a normaloperating mode.Small Signal InvertingDS005647-4Small Signal Non-InvertingDS005647-5Large Signal InvertingDS005647-6Large Signal Non-InvertingDS005647-7Current Limit(R L=100Ω)DS005647-87Application Hints(Continued)Exceeding the positive common-mode limit on a single input will not change the phase of the output;however,if both in-puts exceed the limit,the output of the amplifier will be forced to a high state.The amplifiers will operate with a common-mode input volt-age equal to the positive supply;however,the gain band-width and slew rate may be decreased in this condition. When the negative common-mode voltage swings to within 3V of the negative supply,an increase in input offset voltage may occur.Each amplifier is individually biased by a zener reference which allows normal circuit operation on±4.5V power sup-plies.Supply voltages less than these may result in lower gain bandwidth and slew rate.The LF147will drive a2kΩload resistance to±10V over the full temperature range.If the amplifier is forced to drive heavier load currents,however,an increase in input offset voltage may occur on the negative voltage swing and finally reach an active current limit on both positive and negative swings.Precautions should be taken to ensure that the power supply for the integrated circuit never becomes reversed in polarity or that the unit is not inadvertently installed backwards in a socket as an unlimited current surge through the resulting forward diode within the IC could cause fusing of the internal conductors and result in a destroyed unit.As with most amplifiers,care should be taken with lead dress,component placement and supply decoupling in order to ensure stability.For example,resistors from the output to an input should be placed with the body close to the input to minimize“pick-up”and maximize the frequency of the feed-back pole by minimizing the capacitance from the input to ground.A feedback pole is created when the feedback around any amplifier is resistive.The parallel resistance and capacitance from the input of the device(usually the inverting input)to AC ground set the frequency of the pole.In many instances the frequency of this pole is much greater than the expected3 dB frequency of the closed loop gain and consequently there is negligible effect on stability margin.However,if the feed-back pole is less than approximately6times the expected3 dB frequency a lead capacitor should be placed from the out-put to the input of the op amp.The value of the added ca-pacitor should be such that the RC time constant of this ca-pacitor and the resistance it parallels is greater than or equal to the original feedback pole time constant.Detailed SchematicDS005647-9 8Typical ApplicationsDigitally Selectable Precision AttenuatorDS005647-10All resistors1%tolerance•Accuracy of better than0.4%with standard1%value resistors•No offset adjustment necessary•Expandable to any number of stages•Very high input impedanceA1A2A3V OAttenuation0000001−1dB010−2dB011−3dB100−4dB101−5dB110−6dB111−7dB9Typical Applications(Continued)Long Time Integrator with Reset,Hold and Starting Threshold AdjustmentDS005647-11•V OUT starts from zero and is equal to the integral of the input voltage with respect to the threshold voltage:•Output starts when V IN≥V TH•Switch S1permits stopping and holding any output value•Switch S2resets system to zero10Typical Applications(Continued)Universal State Variable FilterDS005647-12For circuit shown:f o=3kHz,f NOTCH=9.5kHzQ=3.4Passband gain:Highpass—0.1Bandpass—1Lowpass—1Notch—10•f o xQ≤200kHz•10V peak sinusoidal output swing without slew limiting to200kHz•See LM148data sheet for design equations11Physical Dimensions inches(millimeters)unless otherwise notedCeramic Dual-In-Line Package(J)Order Number LF147J or LF147J/883NS Package Number J14AS.O.Package(M)Order Number LF347MNS Package Number M14A 12Physical Dimensions inches(millimeters)unless otherwise noted(Continued)LIFE SUPPORT POLICYNATIONAL’S PRODUCTS ARE NOT AUTHORIZED FOR USE AS CRITICAL COMPONENTS IN LIFE SUPPORT DEVICES OR SYSTEMS WITHOUT THE EXPRESS WRITTEN APPROVAL OF THE PRESIDENT AND GENERAL COUNSEL OF NATIONAL SEMICONDUCTOR CORPORATION.As used herein:1.Life support devices or systems are devices orsystems which,(a)are intended for surgical implantinto the body,or(b)support or sustain life,andwhose failure to perform when properly used inaccordance with instructions for use provided in thelabeling,can be reasonably expected to result in asignificant injury to the user.2.A critical component is any component of a lifesupport device or system whose failure to performcan be reasonably expected to cause the failure ofthe life support device or system,or to affect itssafety or effectiveness.National SemiconductorCorporationAmericasTel:1-800-272-9959Fax:1-800-737-7018Email:support@National SemiconductorEuropeFax:+49(0)180-5308586Email:europe.support@Deutsch Tel:+49(0)180-5308585English Tel:+49(0)180-5327832Français Tel:+49(0)180-5329358Italiano Tel:+49(0)180-5341680National SemiconductorAsia Pacific CustomerResponse GroupTel:65-2544466Fax:65-2504466Email:sea.support@National SemiconductorJapan Ltd.Tel:81-3-5639-7560Fax:81-3-5639-7507 Molded Dual-In-Line Package(N)Order Number LF347BN or LF347NNS Package Number N14ALF147/LF347WideBandwidthQuadJFETInputOperationalAmplifiers National does not assume any responsibility for use of any circuitry described,no circuit patent licenses are implied and National reserves the right at any time without notice to change said circuitry and specifications.。
中文版ISO14731-2006

3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .识知术技 .6 3 ......................................................................................................................................... 责职 3 ......................................................................................................................................... 务任 3 ......................................................................................................................................... 般一 .3 .5 .2 .5 .1 .5
.91 .B .81 .B .71 .B .61 .B .51 .B .41 .B .31 .B .21 .B .11 .B .01 .B .9 .B .8 .B .7 .B .6 .B .5 .B .4 .B .3 .B .2 .B .1 .B
34713资料

NTA MSDS,氨三乙酸MSDS

LiShui Brandt Chemcial Co.,LtdAdd:No.121JinLong Road QiLi,Jinyun,Lishui,ZhejiangTel:0086-0578-*******Fax:0086-0578-*******P.C.:321400 ======================================================================NTA-3Na MSDSThe first part:Chemical NameProduct Name:Nitrilotriacetic acidSynonyms:TriglycineEINECS:205-355-7CAS No.:139-13-9Formula:C6H9NO6Molecular Weight:191.14g/molThe second part:Composition/informationIngredient name:Nitrilotriacetic acidIngredients:≥99.0%The third part:HazardsRisk category:1.2Relevant identified uses of the substance or mixture and uses advised againstIdentified uses:Laboratory chemicals,Manufacture of substances SECTION2:Hazards identification2.1Classification of the substance or mixtureClassification according to Regulation(EC)No1272/2008Acute toxicity,Oral(Category4),H302Eye irritation(Category2),H319Carcinogenicity(Category2),H351For the full text of the H-Statements mentioned in this Section,see Section16.Classification according to EU Directives67/548/EEC or1999/45/ECR40Xn Harmful R22Xi Irritant R36Hazard statement(s):H302Harmful if swallowed.H319Causes serious eye irritation. H351Suspected of causing cancer.Precautionary statement(s):P281Use personal protective equipment as required.P305+P351+P338IF IN EYES:Rinse cautiously with water for several minutes.Removecontact lenses,if present and easy to do.Continue rinsing.Supplemental Hazard:noneThe fourth part:First aid measuresIn case of skin contact:Wash off with soap and plenty of water.Consult a physician.In case of eye contact:Rinse thoroughly with plenty of water for at least15minutes and consult a physicianIf swallowed:Never give anything by mouth to an unconscious person.Rinse mouth with water.Consult a physician.If inhaled:If breathed in,move person into fresh air.If not breathing,give artificial respiration.Consult a physician.The fifth part:Firefighting measuresHazardous combustionproducts:Carbon monoxide,carbon dioxide,nitrogen oxides.Extinguishing media:Use water spray,alcohol-resistant foam,dry chemical or carbon dioxide. Advice for firefighters:Wear self contained breathing apparatus for fire fighting if necessary.The sixth part:Accidental release measuresEmergency treatment:Use of personal protective equipment.Avoid dust formation.Avoid breathing vapors,fumes or gases.Ensure adequate ventilation.Evacuation to a safe area.Avoid breathing dust.The Seventh part:Handling and storageHandling Precautions:Avoid contact with skin and eyes.Avoid formation of dust and aerosols. Provide appropriate exhaust ventilation at places where dust is formed.Conditions for safe storage:Store in cool place.Keep container tightly closed in a dry and well-ventilated place.Specific and use(s):noneThe Eighth part:Exposure controls/personal protection Allowableconcentration:Components with workplace control parametersExposure Controls:Operate in accordance with good industrial hygiene and safety regulations.Before breaks and at the end of the work of their hands.Eye protection:Wear protective chemical safety glasses. Body protection:Wear protective overalls on infiltration.Respiratory protection:When the dust in the air concentrations exceeding have to wear self-absorption filter respirators.Emergency rescue or evacuation,air respirator should be worn.Other protection:Shower and change clothes after work.Attention to personal hygiene.The Ninth part:Physical and chemical propertiesThe main ingredients:Pure productAppearance:white crystalline powder.pH:noneMelting freezing point:246℃(decomposition)Boiling point andboiling range:noneFlash point:noneThe Tenth part:Stability and reactivityReactivity:noneChemical stability:nonePossibility of hazardous reactions:noneConditions to avoid:noneIncompatiblematerials:Strong oxidizing agents,Strong bases Hazardousdecompositionproducts:noneThe Eleventh part:Toxicological informationAcute toxicity:LD50Oral-rat-male and female-1470mg/kg (OECD Test Guideline401)Skin corrosion/irritation:Skin-rabbitResult:No skin irritation-24h (OECD Test Guideline404)Serious eye damage/eye irritation:Eyes-rabbitResult:Irritating to eyes.-24h (OECD Test Guideline405)Respiratory or skin sensitisation:guinea pigResult:Does not cause skin sensitisation. (OECD Test Guideline406)Germ cell mutagenicity:Mutagenicity(micronucleus test) mouse-maleResult:negativeCarcinogenicity:This product is or contains a component that has been reported to be possibly carcinogenic based on itsIARC,ACGIH,NTP,or EPA classification.The National Cancer Institute(NCI)has found clear evidence forcarcinogenicity.Found positive for carcinogenicity in EPA Genetox program.Limited evidence of carcinogenicity in animal studiesIARC:2B-Group2B:Possibly carcinogenic to humans(Trisodium nitrilotriacetate)Reproductive toxicity none Specific target organ toxicity-single exposure:none Specific target organ toxicity-repeatedexposure:none Aspiration hazard:noneAdditional Information:Repeated dose toxicity-rat-male-Oral-No observed adverse effect level-9mg/kgRTECS:MB8400000The Twelfth part:Ecological informationToxicity:Toxicity to fish flow-through test LC50-Pimephales promelas(fathead minnow)-127mg/l-96hToxicity to daphnia and other aquatic invertebratesstatic test EC50-Daphnia magna(Water flea)-560-1.000mg/l-48h Toxicity to algae static test EC50-Desmodesmus subspicatus (Scenedesmus subspicatus)->100mg/l-72hPersistence and degradability:Biodegradability aerobic-Exposure time28d Result:96%-Readily biodegradable. (OECD Test Guideline302B)Bioaccumulative potential:none Mobility in soil:noneResults of PBT and vPvB assessment:PBT/vPvB assessment not available as chemical safety assessment not required/not conductedOther adverse effects:noneThe Thirteenth part:Disposal considerationsWaste treatment methods:Offer surplus and non-recyclable solutions to a licensed disposal company.Dissolve or mix the material with a combustible solvent and burn in a chemical incinerator equipped with an afterburner and scrubber.Contaminated packaging dispose of as unusedThe Fourteenth part:Transport informationUN number:ADR/RID:-IMDG:-IATA:-UN proper shipping name:ADR/RID:Not dangerous goods IMDG:Not dangerous goods IATA:Not dangerous goodsTransport hazardclass(es):ADR/RID:-IMDG:-IATA:-Packaging group ADR/RID:-IMDG:-IATA:-Environmental hazards:ADR/RID:no IMDG Marine pollutant:no IATA:no Special precautions foruser:noneThe Fifteenth part:Regulatory informationRegulatory Information:For this product a chemical safety assessment was not carried out SECTION15:Regulatory informationThis safety datasheet complies with the requirements of Regulation(EC) No.1907/2006.。
DIN_EN_ISO_14732_2013-12
December 2013English price group 12No part of this translation may be reproduced without prior permission of DIN Deutsches Institut für Normung e. V., Berlin. Beuth Verlag GmbH, 10772 Berlin, Germany,©DIN EN ISO 14732:2013-122 A comma is used as the decimal marker.National forewordThis document (EN ISO 14732:2013) has been prepared by Technical Committee ISO/TC 44 “Welding and allied processes”, Subcommittee SC 11 “Qualification requirements for welding and allied processes personnel” (Secretariat: SUTN, Slovakia) in collaboration with CEN/TC 121 “Welding and allied processes”, Subcommittee SC 4 “Quality management in the field of welding” (Secretariat: DIN, Germany).The responsible German body involved in its preparation was the Normenausschuss Schweißtechnik (Welding Standards Committee), Working Committee NA 092-00-02 AA Qualifizierung von Personal für das Schweißen und verwandte Verfahren (DVS AG Q 5).The DIN Standards corresponding to the International Standards referred to in this document are as follows:ISO 3834-2 ISO 3834-3 ISO 4063 ISO 6947 ISO 9606-1 ISO 9606-2 ISO 9606-3 ISO 9606-4 ISO 9606-5 ISO 10447 ISO 14555 ISO 14731 ISO 15609-1 ISO 15609-3 ISO 15609-4 ISO 15609-5 ISO 15613 ISO 15614-1 ISO 15614-2 ISO 15614-5 ISO 15614-6 ISO 15614-7 ISO 15614-8 ISO 15614-11 ISO 15614-13 ISO 15614-14 ISO/TR 25901 DIN EN ISO 3834-2DIN EN ISO 3834-3DIN EN ISO 4063DIN EN ISO 6947DIN EN ISO 9606-1DIN EN ISO 9606-2DIN EN ISO 9606-3DIN EN ISO 9606-4DIN EN ISO 9606-5DIN EN ISO 10447DIN EN ISO 14555DIN EN ISO 14731DIN EN ISO 15609-1DIN EN ISO 15609-3DIN EN ISO 15609-4DIN EN ISO 15609-5DIN EN ISO 15613DIN EN ISO 15614-1DIN EN ISO 15614-2DIN EN ISO 15614-5DIN EN ISO 15614-6DIN EN ISO 15614-7DIN EN ISO 15614-8DIN EN ISO 15614-11DIN EN ISO 15614-13DIN EN ISO 15614-14DIN-Fachbericht ISO/TR 25901DIN EN ISO 14732:2013-123AmendmentsThis standard differs from DIN EN 1418:1998-01 as follows: a) the title of the standard has been modified; b) the Introduction has been editorially revised;c) Clause 1 “Scope” has been extended to include stud welding operators and setters; d) Clause 2 “Normative references” has been updated;e) Clause 3 “Terms and definitions” has been brought in line with ISO/TR 25901; f) process numbers have been updated in accordance with ISO 4063;g) Subclause 5.3 “Revalidation of qualification” has been extended by another method, 5.3 c); h) the period of validity of the certificate has been modified. Previous editions DIN EN 1418: 1998-01National Annex NA(informative)BibliographyDIN EN ISO 3834-2, Quality requirements for fusion welding of metallic materials — Part 2: Comprehensive quality requirementsDIN EN ISO 3834-3, Quality requirements for fusion welding of metallic materials — Part 3: Standard quality requirementsDIN EN ISO 4063, Welding and allied processes — Nomenclature of processes and reference numbers DIN EN ISO 6947, Welding and allied processes — Welding positionsDIN EN ISO 9606-1, Qualification testing of welders — Fusion welding — Part 1: SteelsDIN EN ISO 9606-2, Qualification testing of welders — Fusion welding — Part 2: Aluminium and aluminium alloysDIN EN ISO 9606-3, Qualification testing of welders — Fusion welding — Part 3: Copper and copper alloys DIN EN ISO 9606-4, Qualification testing of welders — Fusion welding — Part 4: Nickel and nickel alloysDIN EN ISO 9606-5, Qualification testing of welders — Fusion welding — Part 5: Titanium and titanium alloys, zirconium and zirconium alloysDIN EN ISO 10447, Resistance welding — Peel and chisel testing of resistance spot and projection welds DIN EN ISO 14555, Welding — Arc stud welding of metallic materials DIN EN ISO 14731, Welding coordination — Tasks and responsibilitiesDIN EN ISO 14732:2013-124DIN EN ISO 15609-1, Specification and qualification of welding procedures for metallic materials — Welding procedure specification — Part 1: Arc weldingDIN EN ISO 15609-3, Specification and qualification of welding procedures for metallic materials — Welding procedure specification — Part 3: Electron beam weldingDIN EN ISO 15609-4, Specification and qualification of welding procedures for metallic materials — Welding procedure specification — Part 4: Laser beam weldingDIN EN ISO 15609-5, Specification and qualification of welding procedures for metallic materials — Welding procedure specification — Part 5: Resistance weldingDIN EN ISO 15613, Specification and qualification of welding procedures for metallic materials — Qualification based on pre-production welding testDIN EN ISO 15614-1, Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 1: Arc and gas welding of steels and arc welding of nickel and nickel alloysDIN EN ISO 15614-2, Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 2: Arc welding of aluminium and its alloysDIN EN ISO 15614-5, Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 5: Arc welding of titanium, zirconium and their alloysDIN EN ISO 15614-6, Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 6: Arc and gas welding of copper and its alloysDIN EN ISO 15614-7, Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 7: Overlay weldingDIN EN ISO 15614-8, Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 8: Welding of tubes to tube-plate jointsDIN EN ISO 15614-11, Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 11: Electron and laser beam weldingDIN EN ISO 15614-13, Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 13: Upset (resistance butt) and flash weldingDIN EN ISO 15614-14, Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 14: Laser-arc hybrid welding of steels, nickel and nickel alloys DIN Fachbericht ISO/TR 25901, Welding and related processes — VocabularyEUROPEAN STANDARD NORME EUROPÉENNE EUROPÄISCHE NORM EN ISO 14732 August2013ICS 03.100.30; 25.160.01Supersedes EN 1418:1997English VersionWelding personnel - Qualification testing of welding operatorsand weld setters for mechanized and automatic welding ofmetallic materials (ISO 14732:2013)Personnel en soudage - Épreuve de qualification des opérateurs soudeurs et des régleurs en soudage pour le soudage mécanisé et le soudage automatique des matériaux métalliques (ISO 14732:2013) Schweißpersonal - Prüfung von Bedienern und Einrichtern zum mechanischen und automatischen Schweißen von metallischen Werkstoffen (ISO 14732:2013)This European Standard was approved by CEN on 7 March 2013.CEN members are bound to comply with the CEN/CENELEC Internal Regulations which stipulate the conditions for giving this European Standard the status of a national standard without any alteration. Up-to-date lists and bibliographical references concerning such national standards may be obtained on application to the CEN-CENELEC Management Centre or to any CEN member.This European Standard exists in three official versions (English, French, German). A version in any other language made by translation under the responsibility of a CEN member into its own language and notified to the CEN-CENELEC Management Centre has the same status as the official versions.CEN members are the national standards bodies of Austria, Belgium, Bulgaria, Croatia, Cyprus, Czech Republic, Denmark, Estonia, Finland, Former Yugoslav Republic of Macedonia, France, Germany, Greece, Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, Netherlands, Norway, Poland, Portugal, Romania, Slovakia, Slovenia, Spain, Sweden, Switzerland, Turkey and United Kingdom.EUROPEAN COMMITTEE FOR STANDARDIZATIONC O M I TÉE U R O PÉE NDE N O R M A LI S A T I O NEUR OPÄIS C HES KOM ITEE FÜR NOR M UNGCEN-CENELEC Management Centre: Avenue Marnix 17, B-1000 Brussels© 2013 CEN All rights of exploitation in any form and by any means reservedworldwide for CEN national Members.Ref. No. EN ISO 14732:2013: EDIN EN ISO 14732:2013-12EN ISO14732:2013(E)ContentsPage Foreword (3)Introduction (4)1 Scope (5)2 Normative references (5)3 Terms and definitions (6)4 Qualification (7)4.1 Methods of qualification (7)4.2 Essential variables and the range of qualification (8)5 Period of validity (9)5.1 Initial qualification (9)5.2 Confirmation of validity (9)5.3 Revalidation of qualification (9)5.4 Revocation of qualification (9)6 Certificate (10)7 Documentation (10)Annex A (normative) Functional knowledge appropriate to the welding unit (11)Annex B (informative) Knowledge of welding technology (12)Annex C (informative) Qualification test certificate for welding operators or weld setters (16)Bibliography (18)This document (EN ISO 14732:2013) has been prepared by Technical Committee ISO/TC 44 and allied processes in collaboration with Technical Committee CEN/TC 121 “Welding” the secretariat of which is held by DIN.This European Standard shall be given the status of a national standard, either by publication of an identical text or by endorsement, at the latest by February 2014, and conflicting national standards shall be withdrawn at the latest by February 2014.Attention is drawn to the possibility that some of the elements of this document may be the subject of patent rights. CEN [and/or CENELEC] shall not be held responsible for identifying any or all such patent rights. This document supersedes EN 1418:1997.According to the CEN-CENELEC Internal Regulations, the national standards organizations of the following countries are bound to implement this European Standard: Austria, Belgium, Bulgaria, Croatia, Cyprus, Czech Republic, Denmark, Estonia, Finland, Former Yugoslav Republic of Macedonia, France, Germany, Greece, Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, Netherlands, Norway, Poland, Portugal, Romania, Slovakia, Slovenia, Spain, Sweden, Switzerland, Turkey and the United Kingdom.Endorsement noticeThe text of ISO 14732:2013 has been approved by CEN as EN ISO 14732:2013 without any modification.Foreword ”“Welding DIN EN ISO 14732:2013-12EN ISO 14732:2013 (E)IntroductionThis International Standard is intended to provide the basis for the mutual recognition by examining bodies of qualification related to the competence of welding operators and weld setters in the various fields of application. Tests shall by carried out in accordance with this International Standard unless more severe tests are specified by the relevant application standard, when these shall be applied.The welding operator’s or weld setter’s ability and job knowledge continue to be approved only if the welding operators or weld setters are working with reasonable continuity on welding work within the extent of qualification. However, a functional knowledge test is mandatory.It is presumed that the welding operator or weld setter has received training or has industrial practice within the range of qualification.All new qualifications are to be in accordance with this International Standard from the date of issue.At the end of its period of validity, the existing and valid qualification testing of welding operators and weld setters in accordance with the requirements of a national standard may be revalidated in accordance with this International Standard. The new range of qualification will be interpreted in accordance with the requirements of this International Standard.DIN EN ISO 14732:2013-12EN ISO 14732:2013(E)1 ScopeThis International Standard specifies requirements for qualification of welding operators and also weld setters for mechanized and automatic welding.This International Standard does not apply to personnel exclusively performing loading or unloading of the automatic welding unit.This International Standard is applicable when qualification testing of welding operators and weld setters is required by the contract or by the application standard.The requirements for testing of stud welding operators and setters are given in ISO 14555. The qualification and revalidation is in accordance with this International Standard.Annex A dealing with functional knowledge forms an integral part of this International Standard. Annex B dealing with welding technical knowledge, Annex C outlining the qualification test certificate and the Bibliography are informative.2 Normative referencesThe following referenced documents are indispensable for the application of this document. For dated references only the edition cited applies. For undated references the latest edition of the referenced document (including any amendments) applies.ISO 3834-2, Quality requirements for fusion welding of metallic materials — Part 2: Comprehensive quality requirementsISO 3834-3, Quality requirements for fusion welding of metallic materials — Part 3: Standard quality requirementsISO 4063, Welding and allied processes — Nomenclature of processes and reference numbers ISO 9606-1, Qualification testing of welders — Fusion welding — Part 1: SteelsISO 9606-2, Qualification test of welders — Fusion welding — Part 2: Aluminium and aluminium alloys ISO 9606-3, Approval testing of welders — Fusion welding — Part 3: Copper and copper alloys ISO 9606-4, Approval testing of welders — Fusion welding — Part 4: Nickel and nickel alloys ISO 9606-5, Approval testing of welders — Fusion welding — Part 5: Titanium and titanium alloys, zirconium and zirconium alloysISO 14555, Welding — Arc stud welding of metallic materialsISO 15609-1, Specification and qualification of welding procedures for metallic materials — Welding procedure specification — Part 1: Arc weldingISO 15609-3, Specification and qualification of welding procedures for metallic materials — Welding procedure specification — Part 3: Electron beam weldingISO 15609-4, Specification and qualification of welding procedures for metallic materials — Welding procedure specification — Part 4: Laser beam weldingDIN EN ISO 14732:2013-12EN ISO 14732:2013 (E)ISO 15609-5, Specification and qualification of welding procedures for metallic materials — Welding procedure specification — Part 5: Resistance weldingISO 15613, Specification and qualification of welding procedures for metallic materials — Qualification based on pre-production welding testISO 15614-1, Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 1: Arc and gas welding of steels and arc welding of nickel and nickel alloysISO 15614-2, Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 2: Arc welding of aluminium and its alloysISO 15614-5, Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 5: Arc welding of titanium, zirconium and their alloysISO 15614-6, Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 6: Arc and gas welding of copper and its alloysISO 15614-7, Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 7: Overlay weldingISO 15614-8, Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 8: Welding of tubes to tube-plate jointsISO 15614-11, Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 11: Electron and laser beam weldingISO 15614-13, Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 13: Upset (resistance butt) and flash weldingISO 15614-14, Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 14: Laser-arc hybrid welding of steels, nickel and nickel alloys3 Terms and definitionsFor the purposes of this document, the following terms and definitions apply.3.1automatic weldingwelding in which all operations are performed without welding operator intervention during the processNote 1 to entry: Manual adjustment of welding variables by the welding operator during welding is not possible.3.2mechanized weldingwelding where the required welding conditions are maintained by mechanical or electronic means but may be manually varied during the process3.3pre-production welding testwelding test having the same function as a welding procedure test, but based on a non-standard test piece, representative of the production conditions3.4production testwelding test carried out in the production environment with the welding unit, on actual products or on simplified test pieces, before production or during an interruption in normal production 3.5production sample testingtesting of actual welded products sampled from a continuous productionDIN EN ISO 14732:2013-12EN ISO 14732:2013(E)3.6programmingincorporation of the approved welding procedure specification and/or the specified movements of the welding unit into a programme3.7setting-upcorrect adjustment of the welding unit before welding, if required by entering the robot programme 3.8welding operatorperson who controls or adjusts any welding parameter for mechanized or automatic welding 3.9weld setterperson who sets up welding equipment for mechanized or automatic welding3.10welding unitwelding installation including auxiliary apparatus such as jigs and fixtures, robot manipulators and rotating devices3.11welding unit operationstarting and, if necessary, stopping of the production cycle, including loading and unloading the work pieces 3.12examinerperson who has been appointed to verify compliance with the applicable standardNote 1 to entry: In certain cases, an external independent examiner can be required.3.13examining bodyorganization that has been appointed to verify compliance with the applicable standardNote 1 to entry: In certain cases, an external independent examining body can be required.3.14welding equipmentindividual apparatus used in welding, such as a power source or wire feeder4 Qualification4.1 Methods of qualificationThe qualification test for welding operators and weld setters shall follow a preliminary welding procedure specification (pWPS) or welding procedure specification (WPS) prepared in accordance with the relevant part of ISO 15609.Welding operators or weld setters shall be qualified by one of the following methods:a) qualification based on a welding procedure test in accordance with the relevant part of ISO 15614;b) qualification based on a pre-production welding test in accordance with ISO 15613;c) qualification based on a test piece in accordance with the relevant part of ISO 9606;d) qualification based on a production test or production sample test.7DIN EN ISO 14732:2013-12EN ISO 14732:2013 (E)Uncontrolled copy when printedFor arc welding processes when using methods c) or d), the testing and acceptance criteria shall be in accordance with the relevant part of ISO 9606 for butt or fillet welds or ISO 15614-8 for tube to tube-plate welds, unless otherwise specified by an application standard.For arc welding processes using methods a), c) and d) and for method b) which refers to ISO 15614, the qualification test for overlay welding based on ISO 15614-7 shall require visual testing, surface (magnetic particle/liquid penetrant) testing and bend testing only when a qualified WPS is used by the welding operator.For other welding processes when using methods c) or d), the qualification of the weld setter and welding operator shall be in accordance with the relevant standard. Where the relevant standard does not specify testing and acceptance requirements, then as a minimum the test piece shall be visually tested and at least one macro-section shall be taken or, for butt welds, volumetric testing shall be carried out. The acceptance criteria shall be specified as for the relevant international welding procedure specification.Any method of qualification may be supplemented by a test of knowledge related to welding technology. Such a test is not mandatory. Annex B includes a recommendation for such a test.Any method of qualification shall be supplemented by a test of the functional knowledge appropriate to the welding unit, see Annex A .The essential variables and the range of qualification are specified in the appropriate subclauses of 4.2 and the period of validity in Clause 5.4.2 Essential variables and the range of qualification4.2.1 GeneralProvided that the welding operator or weld setter works according to a qualified WPS, there are no limitations on the range of qualification other than those specified in 4.2.2 and 4.2.3.4.2.2 Automatic weldingThe following changes require re-qualification:— change of the welding process (except variants within welding process 13 as defined in ISO 4063);— welding with or without arc sensor and/or joint sensor;— change from single-run-per-side technique to multi-run-per-side technique (but not vice versa );— change of type of welding unit (including change in the robot control system).— change from welding with arc sensor and/or joint sensor to welding without arc sensor and/or jointsensor (but not vice versa ).4.2.3 Mechanized weldingThe following changes require re-qualification:— change of the welding process (except variants within welding process 13 as defined in ISO 4063);— change from direct visual control to remote visual control and vice versa ;— deletion of automatic arc length control;— deletion of automatic joint tracking;— addition of welding positions other than those already qualified in accordance with ISO 9606-1;— change from single-run-per-side technique to multi-run-per-side technique (but not vice versa );8DIN EN ISO 14732:2013-12EN ISO 14732:2013(E)Uncontrolled copy when printed— deletion of backing;— deletion of consumable inserts.5 Period of validity5.1 Initial qualificationThe welding operator or weld setter qualification begins from the date of welding of the test piece(s), provided that the required testing has been carried out and the test results obtained were acceptable. Each certificate needs to be confirmed every six months, otherwise it becomes invalid.The validity of a certificate may be extended as specified in 5.3. The method chosen for the extension of qualification, 5.3 a), b) or c), shall be stated on the certificate at the time of issue.5.2 Confirmation of validityThe qualifications of a welding operator or weld setter for a process shall be confirmed every six months by the person responsible for welding activities or examiner/examining body. This confirms that the welding operator or weld setter has worked within the range of qualification and extends the validity of the qualification for a further six-month period.This subclause is applicable to all the options for revalidation given in 5.3.5.3 Revalidation of qualificationRevalidation shall be carried out by an examiner/examining body.The competence of the welding operator or weld setter shall be periodically verified by one of the following methods:a) The welding operator or weld setter shall be retested every six years.b) Every three years, two welds made during the last six months of the validity period shall be testedby radiographic or ultrasonic testing or destructive testing and the results shall be recorded. The acceptance levels for imperfections shall be as specified in the application standards. The weld tests shall reproduce the original test conditions. These tests revalidate the qualification for an additional three years.c) A qualification for any certificate shall be valid as long as it is confirmed in accordance with 5.2 andprovided all the following conditions are fulfilled:— the welding operator or weld setter is working for the same manufacturer for whom he or shequalified and who is responsible for the manufacture of the product;— that the manufacturer’s ISO 3834-2 or ISO 3834-3 quality requirements have been proven byverification;— that the manufacturer has documented that the welding operator or weld setter has producedwelds of acceptable quality based on application standards.5.4 Revocation of qualificationWhen there is a specific reason to question a welding operator’s or weld setter’s ability to make welds that meet the product standard quality requirements, the qualifications that support the welding he or she is doing shall be revoked. All other qualifications not questioned shall remain valid.9DIN EN ISO 14732:2013-12EN ISO 14732:2013 (E)Uncontrolled copy when printed6 CertificateIf the results of the test are satisfactory, the examiner or examining body shall certify that the welding operator or weld setter has successfully passed the qualification test. All relevant test conditions shall be recorded on the certificate. If the welding operator or weld setter fails any of the prescribed tests, no certificate shall be issued.The certificate shall be issued under the sole responsibility of the examiner or examining body. A suggested certificate format is provided in Annex C .The manufacturer’s pWPS or WPS shall be as shown in the relevant part of ISO 15609 and also in ISO 15614-11 or ISO 14555.Any change of the essential variables for the qualification testing beyond the permitted ranges requires a new test and a new certificate.7 DocumentationCertificates and test reports/records of welding tests and prolongations shall be kept on file.10DIN EN ISO 14732:2013-12EN ISO 14732:2013(E)Uncontrolled copy when printedAnnex A (normative)Functional knowledge appropriate to the welding unitA.1 GeneralThis annex outlines the functional knowledge appropriate to the welding unit that a welding operator or weld setter shall have in order to ensure that procedures are followed and common practices are complied with.A.2 Welding sequences/procedures in the relevant processAppreciation of welding procedure requirements and the influence of welding parameters.A.3 Joint preparation and weld representation in the relevant processa) Conformance of joint preparation to the WPS.b) Cleanness of fusion faces.A.4 Weld imperfections in the relevant processa) Identification of weld imperfections.b) Causes.c) Prevention and remedial action.A.5 Welding operator’s or weld setter’s qualificationThe welding operator or weld setter shall be aware of the range of the qualification.A.6 Process operationa) Knowledge of programming (if relevant).b) Knowledge of the control system and the signals given by this system.c) Moving system.d) Auxiliary equipment.e) Jigs and fixtures and set-up.f) Parameters and adjustments within the given procedures.g) Safety regulations and precautions.h) Start-stop procedures.11DIN EN ISO 14732:2013-12EN ISO 14732:2013 (E)Uncontrolled copy when printed。
MAX1473中文资料

XTALSEL
IFIN2
1
For pricing, delivery, and ordering information, please contact Maxim/Dallas Direct! at 1-888-629-4642, or visit Maxim’s website at .
Functional Diagram and Typical Application Circuit appear at end of data sheet.
Pin Configurations
LNASRC
PWRDN
LNAIN
PDOUT
XTAL1
XTAL2
TOP VIEW
XTAL1 1 AVDD 2 LNAIN 3 LNASRC 4 AGND 5 LNAOUT 6 AVDD 7 MIXIN1 8 MIXIN2 9 AGND 10 IRSEL 11 MIXOUT 12 DGND 13 DVDD 14 28 XTAL2 27 PWRDN 26 PDOUT 25 DATAOUT 24 VDD5
Stresses beyond those listed under “Absolute Maximum Ratings” may cause permanent damage to the device. These are stress ratings only, and functional operation of the device at these or any other conditions beyond those indicated in the operational sections of the specifications is not implied. Exposure to absolute maximum rating conditions for extended periods may affect device reliability.
ASTM E1473-2003

Designation:E1473–03Standard Test Methods forChemical Analysis of Nickel,Cobalt,and High-Temperature Alloys1This standard is issued under thefixed designation E1473;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(e)indicates an editorial change since the last revision or reapproval.1.Scope1.1These test methods describe the chemical analysis of nickel,cobalt,and high-temperature alloys having chemical compositions within the following limits:Element Concentration Range,% Aluminum0.005to7.00Beryllium0.001to0.05Boron0.001to 1.00Calcium0.002to0.05Carbon0.001to 1.10Chromium0.10to33.00Cobalt0.10to75.00Copper0.01to35.00Iron0.01to50.00Lead0.001to0.01Magnesium0.001to0.05Manganese0.01to 3.0Molybdenum0.01to30.0Niobium(Columbium)0.01to 6.0Nickel0.10to98.0Nitrogen0.001to0.20Phosphorus0.002to0.08Sulfur0.002to0.10Silicon0.01to 5.00Tantalum0.005to 1.00Tin0.002to0.10Titanium0.01to 5.00Tungsten0.01to18.00Vanadium0.01to 3.25Zinc0.001to0.01Zirconium0.01to 2.501.2The test methods in this standard are contained in the sections indicated as follows:Sections Aluminum,Total by the8-Quinolinol Gravimetric Method(0.20to7.00%)262to69 Chromium by the Atomic Absorption Method(0.018to1.00%)2100to109 Chromium by the Peroxydisulfate Oxidation—Titration Method(0.10to33.00%)2110to118 Cobalt by the Ion-Exchange-Potentiometric Titration Method(2to75%)234to41 Cobalt by the Nitroso-R-Salt Photometric Method(0.10to5.0%)242to51 Copper by Neocuproine Photometric Method(0.010to10.00%)252to61 Iron by the Silver Reduction Titrimetric Method(1.0to50.0%)2127to134Manganese by the Metaperiodate Photometric Method(0.05to2.00%)28to17 Molybdenum by the Ion Exchange—8-Hydroxyquinoline Gravi-metric Method(1.5to30%)2119to126 Molybdenum by the Photometric Method(0.01to1.50%)288to99 Nickel by the Dimethylglyoxime Gravimetric Method(0.1to84.0%)270to77 Niobium by the Ion Exchange—Cupferron Gravimetric Method(0.5to6.0%)135to142 Silicon by the Gravimetric Method(0.05to5.00%)227to33 Sulfur by the Combustion-Iodate Titration Method(0.006to0.1%)218to26 Tantalum by the Ion Exchange—Pyrogallol SpectrophotometricMethod(0.03to1.0%)143to151 Tin by the Solvent Extraction-Atomic Absorption Method(0.002to0.10%)278to87 1.3Methods for the determination of several elements not included in these test methods can be found in Test Methods E30,E76,and E1019.1.4Some of the concentration ranges given in1.1are too broad to be covered by a single method,and therefore,these test methods contain multiple methods for some elements.The user must select the proper test method by matching the information given in the scope and interference sections of each test method with the composition of the alloy to be analyzed.1.5The values stated in SI units are to be regarded as standard.In some cases,exceptions allowed in Practice E380 are also used.1.6This standard does not purport to address all of the safety concerns,if any,associated with its use.It is the responsibility of the user of this standard to establish appro-priate safety and health practices and determine the applica-bility of regulatory limitations prior to use.Specific hazard statements are given in Section7and in special caution and warning paragraphs throughout these test methods.2.Referenced Documents2.1ASTM Standards:3D1193Specification for Reagent Water1These test methods are under the jurisdiction of ASTM Committee E01on Analytical Chemistry for Metals,Ores,and Related Material and are the direct responsibility of Subcommittee E01.08on Ni and Co and High-Temperature Alloys.Current edition approved December1,2003.Published January2004.Originally approved st previous edition approved in1998as E1473–94a(1998).2These test methods were extracted from Test Methods E354and the references to Test Methods E350,E351,E352,and E353contained therein.3For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.E29Practice for Using Significant Digits in Test Data to Determine Conformance with SpecificationsE30Test Methods for Chemical Analysis of Steel,Cast Iron,Open-Hearth Iron,and Wrought IronE50Practices for Apparatus,Reagents,and Safety Precau-tions for Chemical Analysis of MetalsE59Practice for Sampling Steel and Iron for Determination of Chemical CompositionE60Practice for Photometric and Spectrophotometric Methods for Chemical Analysis of MetalsE76Test Methods for Chemical Analysis of Nickel-Copper AlloysE173Practice for Conducting Interlaboratory Studies of Methods for Chemical Analysis of MetalsE350Test Methods for Chemical Analysis of Carbon Steel, Low-Alloy Steel,Silicon Electrical Steel,Ingot Iron,and Wrought IronE351Test Methods for Chemical Analysis of Cast Iron—All TypesE352Test Methods for Chemical Analysis of Tool Steels and Other Similar Medium-and High-Alloy SteelsE353Test Methods for Chemical Analysis of Stainless, Heat-Resisting,Maraging,and Other Similar Chromium-Nickel-Iron AlloysE354Test Methods for Chemical Analysis of High-Temperature,Electrical,Magnetic,and Other Similar Iron, Nickel,and Cobalt AlloysE380Practice for Use of the International System of Units (SI)(the Modernized Metric System)E882Guide for Accountability and Quality Control in the Chemical Analysis LaboratoryE1019Test Methods for Determination of Carbon,Sulfur, Nitrogen,and Oxygen in Steel and in Iron,Nickel,and Cobalt AlloysE1024Guide for Chemical Analysis of Metals and Metal Bearing Ores by Flame Atomic Absorption Spectropho-tometryE1097Guide for Direct Current Plasma Emission Spec-trometry Analysis2.2Other Document:ISO5725Precision of Test Methods—Determination of Repeatability and Reproducibility for Inter-Laboratory Tests43.Significance and Use3.1These test methods for the chemical analysis of metals and alloys are primarily intended as referee methods to test such materials for compliance with compositional specifica-tions,particularly those under the jurisdiction of ASTM Com-mittee B-2on Nonferrous Metals and Alloys.It is assumed that all who use these test methods will be trained analysts capable of performing common laboratory procedures skillfully and safely.It is expected that work will be performed in a properly equipped laboratory under appropriate quality control practices such as those described in Guide E882.4.Apparatus,Reagents,and Instrumental Practice4.1Apparatus—Specialized apparatus requirements are listed in the Apparatus section in each test method.In some cases,reference may be made to Practices E50.4.2Reagents:4.2.1Purity of Reagents—Unless otherwise indicated,all reagents used in these test methods shall conform to the specifications of the Committee on Analytical Reagents of the American Chemical Society where such specifications areav-ailable.5Other chemicals may be used,provided it isfirst ascertained that they are of sufficiently high purity to permit their use without adversely affecting the expected performance of the determination,as indicated in the Precision and Bias section.4.2.2Purity of Water—Unless otherwise indicated,refer-ences to water shall be understood to mean reagent water as defined by Type II of Specification D1193.4.3Photometric Practice—Photometric practice prescribed in these test methods shall conform to Practice E60.5.Sampling5.1For procedures for sampling the material,reference shall be made to Method E59.6.Interlaboratory Studies and Rounding CalculatedValues6.1These test methods have been evaluated using Practice E173or ISO5725.6.2Round calculated values to the desired number of places as directed in3.4to3.6of Practice E29.7.Hazards7.1For precautions to be observed in the use of certain reagents and equipment in these test methods,refer to Practices E50.MANGANESE BY THE METAPERIODATEPHOTOMETRIC METHOD8.Scope8.1This test method covers the determination of manganese in concentrations from0.05to2.00%.9.Summary of Test Method9.1Manganous ions are oxidized to permanganate ions by treatment with periodate.Tungsten when present at concentra-tions greater than0.5%is kept in solution with phosphoric acid.Solutions of the samples are fumed with perchloric acid so that the effect of periodate is limited to the oxidation of manganese.Photometric measurements are made at545nm.4Available from American National Standards Institute,11West42nd St.,13th Floor,New York,NY10036.5Reagent Chemicals,American Chemical Society Specifications,American Chemical Society,Washington,DC.For suggestions on the testing of reagents not listed by the American Chemical Society,see Analar Standards for Laboratory Chemicals,BDH Ltd.,Poole,Dorset,U.K.,and the United States Pharmacopeia and National Formulary,U.S.Pharmaceutical Convention,Inc.(USPC),Rockville,MD.10.Concentration Range10.1The recommended concentration range is from0.15to 0.8mg of manganese per50mL of solution,using a1-cm cell (Note1)and a spectrophotometer with a band width of10nm or less.N OTE1—This test method has been written for cells having a1-cm light path and a“narrow-band”instrument.The concentration range depends upon band width and spectral region used as well as cell optical path length.Cells having other dimensions may be used,provided suitable adjustments can be made in the amounts of sample and reagents used.11.Stability of Color11.1The color is stable for at least24h.12.Interferences12.1Perchloric acid treatment,which is used in the proce-dure,yields solutions which can be highly colored due to the presence of Cr(VI)ions.Although these ions and other colored ions in the sample solution undergo no further change in color quality upon treatment with metaperiodate ion,the following precautions must be observed whenfilter photometers are used: Select afilter with maximum transmittance between545and 565nm.Thefilter must transmit not more than5%of its maximum at a wavelength shorter than530nm.The band width of thefilter should be less than30nm when measured at 50%of its maximum transmittance.Similar restrictions apply with respect to the wavelength region employed when other“wide-band”instruments are used.12.2The spectral transmittance curve of permanganate ions exhibits two useful minima,one at approximately526nm,and the other at545nm.The latter is recommended when a “narrow-band”spectrophotometer is used.12.3Tungsten,when present in amounts of more than0.5% interferes by producing a turbidity in thefinal solution.A special procedure is provided for use with samples containing more than0.5%tungsten which eliminates the problem by preventing the precipitation of the tungsten.13.Reagents13.1Manganese,Standard Solution(1mL=0.032mg Mn)—Transfer the equivalent of0.4000g of assayed,high-purity manganese(purity:99.99%minimum),to a500-mL volumetricflask and dissolve in20mL of HNO3by heating. Cool,dilute to volume,and ing a pipet,transfer20mL to a500-mL volumetricflask,dilute to volume,and mix. 13.2Nitric-Phosphoric Acid Mixture—Cautiously,while stirring,add100mL of HNO3and400mL of H3PO4to400 mL of water.Cool,dilute to1L,and mix.Prepare fresh as needed.13.3Potassium Metaperiodate Solution(7.5g/L)—Dissolve7.5g of potassium metaperiodate(KIO4)in200mL of hot HNO3(1+1),add400mL of H3PO4,cool,dilute to1L, and mix.13.4Water,Pretreated with Metaperiodate—Add20mL of KIO4solution to1L of water,mix,heat at not less than90°C for20to30min,and e this water to dilute solutions to volume that have been treated with KIO4solution to oxidize manganese,and thus avoid reduction of permanganate ions by any reducing agents in the untreated water.Caution—Avoid the use of this water for other purposes.14.Preparation of Calibration Curve14.1Calibration Solutions—Using pipets,transfer5,10, 15,20,and25mL of manganese standard solution(1 mL=0.032mg Mn)to50-mL borosilicate glass volumetric flasks,and,if necessary,dilute to approximately25mL. Proceed as directed in14.3.14.2Reference Solution—Transfer approximately25mL of water to a50-mL borosilicate glass volumetricflask.Proceed as directed in14.314.3Color Development—Add10mL of KIO4solution, and heat the solutions at not less than90°C for20to30min (Note2).Cool,dilute to volume with pretreated water,and mix.N OTE2—Immersing theflasks in a boiling water bath is a preferred means of heating them for the specified period to ensure complete color development.14.4Photometry:14.4.1Multiple-Cell Photometer—Measure the cell correc-tion using the Reference Solution(14.2)in absorption cells with a1-cm light path and using a light band centered at ing the test cell,take the photometric readings of the calibration solutions versus the reference solution(14.2)14.4.2Single-Cell Photometer—Transfer a suitable portion of the reference solution(14.2)to an absorption cell with a 1-cm light path and adjust the photometer to the initial setting, using a light band centered at approximately545nm.While maintaining this adjustment,take the photometric readings of the calibration solutions.14.5Calibration Curve—Plot the net photometric readings of the calibration solutions against milligrams of manganese per50mL of solution.15.Procedure15.1Test Solutions—Select and weigh a sample in accor-dance with the following:Manganese,%SampleWeight,gTolerance inSampleWeight,mgDilution,mL0.01to0.50.800.51000.45to1.00.350.31000.85to2.00.800.550015.1.1For Samples Containing Not More Than0.5% Tungsten:15.1.1.1To dissolve samples that do not require HF,add8 to10mL of HCl(1+1),and heat.Add HNO3as needed to hasten dissolution,and then add3to4mL in excess.When dissolution is complete,cool,then add10mL of HClO4; evaporate to fumes to oxidize chromium,if present,and to expel HCl.Continue fuming until salts begin to separate.Cool, add50mL of water,and digest if necessary to dissolve the salts.Cool and transfer the solution to a100-mL volumetric flask.Proceed to15.1.3.15.1.1.2For samples whose dissolution is hastened by HF, add8to10mL of HCl(1+1),and heat.Add HNO3and a few drops of HF as needed to hasten dissolution,and then add3to4mL of HNO3.When dissolution is complete,cool,then add 10mL of HClO4,evaporate to fumes to oxidize chromium,if present,and to expel HCl.Continue fuming until salts begin to separate.Cool,add50mL of water,digest if necessary to dissolve the salts,cool,and transfer the solution to either a100 or500-mL volumetricflask as indicated in15.1.5.Proceed to 15.1.3.15.1.2For Samples Containing More Than0.5%Tungsten: 15.1.2.1To dissolve samples that do not require HF,add8 to10mL of H3PO4,10mL of HClO4,5to6mL of H2SO4,and 3to4mL of HNO3.Heat moderately until the sample is decomposed,and then heat to copious white fumes for10to12 min or until the chromium is oxidized and the HCl is expelled, but avoid heating to fumes of SO3.Cool,add50mL of water, and digest,if necessary,to dissolve the salts.Transfer the solution to either a100or500-mL volumetricflask as directed in15.1.Proceed to15.1.315.1.2.2For samples whose dissolution is hastened by HF: Add8to10mL of H3PO4,10mL of HClO4,5to6mL of H2SO4,3to4mL of HNO3,and a few drops of HF.Heat moderately until the sample is decomposed,and then heat to copious white fumes for10to12min or until the chromium is oxidized and the HCl is expelled,but avoid heating to fumes of SO3.Cool,add50mL of water,digest,if necessary,to dissolve the salts,cool,and transfer the solution to a100or500-mL volumetricflask as directed in15.1.Proceed to15.1.3.15.1.2.3Cool the solution,dilute to volume,and mix.Allow insoluble matter to settle,or dry-filter through a coarse paper and discard thefirst15to20mL of thefiltrate,before taking aliquots.15.1.3Using a pipet,transfer20-mL aliquots to two50-mL borosilicate glass volumetricflasks;treat one as directed in 15.3and the other as directed in15.4.1.15.2Reagent Blank Solution—Carry a reagent blank through the entire procedure using the same amounts of all reagents with the sample omitted.15.3Color Development—Proceed as directed in14.3. 15.4Reference Solutions:15.4.1Background Color Solution—To one of the sample aliquots in a50-mL volumetricflask,add10mL of nitric-phosphoric acid mixture,and heat the solution at not less than 90°C for20to30min(Note2).Cool,dilute to volume(with untreated water),and mix.15.4.2Reagent Blank Reference Solution—Transfer the re-agent blank solution(15.2)to the same size volumetricflask as used for the test solutions and transfer the same size aliquots as used for the test solutions to two50-mL volumetricflasks. Treat one portion as directed in15.3and use as reference solution for test samples.Treat the other as directed in15.4.1 and use as reference solution for background color solutions.15.5Photometry—Establish the cell corrections with the reagent blank Reference solution to be used as a reference solution for background color solutions.Take the photometric readings of the background color solutions and the test solutions versus the respective reagent blank reference solu-tions as directed in14.416.Calculation16.1Convert the net photometric reading of the test solution and of the background color solution to milligrams of manga-nese by means of the calibration curve.Calculate the percent of manganese as follows:M anganese,%5~A2B!/~C310!(1) where:A=manganese found in50mL of thefinal test solution, mg,B=apparent manganese found in50mL of thefinal background color solution,mg,andC=sample weight represented in50mL of thefinal test solution,g.17.Precision and Bias17.1Precision—Nine laboratories cooperated in testing this test method and obtained the data summarized in Table1. 17.2Bias—No information on the accuracy of this test method is known.The accuracy of this test method may be judged by comparing accepted reference values with the corresponding arithmetic average obtained by interlaboratory testing.SULFUR BY THE COMBUSTION-IODATETITRATION METHOD18.Scope18.1This test method covers the determination of sulfur in concentrations from0.006to0.1%.19.Summary of Test Method19.1A major part of the sulfur in the sample is converted to sulfur dioxide(SO2)by combustion in a stream of oxygen. During the combustion,the SO2is absorbed in an acidified starch-iodide solution and titrated with potassium iodate solu-tion.The latter is standardized against steels of known sulfur content to compensate for characteristics of a given apparatus and for day-to-day variation in the percentage of sulfur recovered as pensation is made for the blank due to accelerators and boats(or crucibles).20.Interferences20.1The elements ordinarily present do not interfere if their concentrations are under the maximum limits shown in1.1.TABLE1Statistical Information—Manganese by theMetaperiodate Photometric MethodTest SpecimenManganeseFound,%Repeatability(R1,E173)Reproducibility(R2,E173) 1.Nickel alloy,77Ni-20Cr0.0740.0020.008(NIST169,0.073Mn)2.High-temperature alloy0.2890.0070.02668Ni-14Cr-7A1-6Mo(NIST1205,0.29Mn)3.Cobalt alloy41Co- 1.490.030.0820Ni-20Cr-4Mo-4W(NIST168,1.50Mn)4.Stainless steel18Cr-9Ni 1.790.070.07(NIST101e,1.77Mn)21.Apparatus21.1Apparatus for Determination of Sulfur by Direct Combustion —The apparatus must be suitable for the combus-tion of the sample in oxygen to form sulfur dioxide (SO 2)and must provide an absorption vessel in which the SO 2is titrated.A typical arrangement is shown in Fig.1.21.1.1Oxygen Purifiers —The regular commercial tank oxygen is satisfactory.It must be passed through two pressure reduction valves (approximately 207kPa (30psig)and 14to 28kPa (2to 4psig),respectively)or a suitable two-stage reduction valve to provide an even and adequate flow of oxygen through a tower containing H 2SO 4and through an absorption tower containing 20to 30-mesh inert base impreg-nated with NaOH and anhydrous magnesium perchlorate (Mg(ClO 4)2).A flowmeter and quick-acting shut-off valve for use during preheating periods must precede the resistance furnace assembly.A flowmeter must also precede the induction furnace assembly.21.1.2Combustion Furnace —An electric tube furnace ca-pable of continuous operation at 1425to 1450°C is recom-mended,since this temperature is required for some alloys.The combustion may be accomplished either by resistance or induction heating.With the former,the temperature must be controlled as specified for each type of alloy.With the latter a rheostat to control the power input to the induction coil is required to avoid heating some types of samples too rapidly during the early stages of combustion.The combustion zone of the resistance furnace must be 200to 250mm (8to 10in.)in length and that of the induction furnace must amply provide for adequate heating of the sample.21.1.3Combustion Tube —The combustion tube of the re-sistance furnace must be of a low-sulfur refractory type that will withstand the maximum operating temperature without becoming porous.The tube must be of a suitable size to fit the particular furnace used and have an inside diameter large enough to accommodate the thimble,boat,and cover.A tapered-end tube is recommended.21.1.4Combustion Boats,Crucibles,and Covers —The boats and crucibles for use with the respective types of furnaces must be of adequate thickness to retain the moltenslag and have a blank as low and consistent as possible.The boats for use with resistance furnaces should be 90to 100mm (3.5to 4in.)in length and may be provided with suitable covers.The crucibles for use with induction furnaces must have adequate capacity and may be provided with suitable covers.The blank requirements that apply to the boats and crucibles also apply to their covers.Prior to use,the boats and covers must be pre-fired at least 15min at 1100°C and then stored in a desiccator.21.1.5Ceramic Thimble —A porous ceramic thimble or liner with a small orifice drilled in the closed end is placed (closed end first)in the hot zone of the tube of the resistance furnace to prolong the life of the combustion tube by absorbing spattered slag,and to act as a filter to remove metal oxide fumes from the gas stream.21.1.6Ceramic Filter —If a ceramic thimble is not avail-able,a porous ceramic filter is placed in the hot zone of the furnace to remove metallic oxide fumes from the gas stream;it can be constructed from porous insulating fire brick capable of withstanding the operating temperatures.In induction furnaces suitable precautions must be taken to prevent metallic oxides from entering the titration vessel.21.1.7Connections —A metal breech connector at the en-trance of the combustion tube is recommended.If a rubber stopper is used it must be protected by heat-reflecting baffles,preferably of the double-disk type.Connection between the outlet end of the combustion tube and the absorption and titration assembly must be as short and free of bends as possible,with glass connections butted to minimize areas of rubber tubing exposed to gases.All rubber stoppers and tubing must be essentially free of sulfur.21.1.8Absorption and Titration Apparatus —The apparatus should consist of an absorption and titration vessel of appro-priate volume and containing an inlet bubbler tube for the sulfur gases with a float valve to prevent back flow of liquid when the sample is starting to consume oxygen.The vessel must be shaped to effect complete absorption of SO 2in a small volume of solution.The buret should be approximately 10mL in capacity.Automatic titrations which utilize aphotoelectricFIG.1Typical Arrangement for Determination of Sulfur by the Direct-CombustionMethodcell to activate a solution inlet valve are commercially avail-able and may be used.22.Reagents22.1Copper(Low-Sulfur)Accelerator—Rectangular strips for combustion boats used with a resistance furnace,or rings for crucibles used with an induction furnace.22.2Iron(Low-Sulfur)Accelerator—Iron chips or iron powder.22.3Potassium Iodate Standard Solution A(Approximate sulfur equivalent=0.1mg S/mL)—Dissolve0.2225g of po-tassium iodate(KIO3)in900mL of water containing1g of sodium hydroxide(NaOH)and dilute to1L.22.4Potassium Iodate Standard Solution B—(Approximate sulfur equivalent=0.02mg S/mL).Transfer200mL of KIO3 Standard Solution A(Approximate sulfur equivalent=0.1mg S/mL)to a1-L volumetricflask,dilute to volume,and mix. N OTE3—The stated sulfur equivalents are based on complete conver-sion of sulfur to SO2;this is a phenomenon that seldom,if ever,occurs.22.5Starch-Iodide Solution—Transfer9g of soluble(or arrowroot)starch to a50-mL beaker,add5to10mL of water, and stir until a smooth paste is obtained.Pour the mixture slowly into500mL of boiling water.Cool,add15g of potassium iodide(KI),and stir until the KI is dissolved.Dilute to1L.22.6Tin(Low-Sulfur)Accelerator,granular.23.Calibration23.1Select a minimum of three standards(Note6),two with sulfur contents near the high and low limits of the range for a given sample weight(24.1.3)and also one near the median. The median standard may be simulated,if necessary,by taking one half the sample weight of each of the other two.N OTE4—The accuracy of this test method is dependent to a large extent upon the accuracy of the methods used to certify the sulfur concentration in the calibration standards.23.2For sulfur concentrations greater than0.02%use KIO3 Standard Solution A.For sulfur concentrations less than 0.02%use KIO3Standard Solution B.23.3Select the standard with the lowest sulfur concentration and make several determinations as directed in24.1or24.2 until the system is stabilized as shown by reproducible titra-tions.23.4Continue with multiple portions of each additional standard,as directed in24.1or24.2,running the standards in ascending order of sulfur concentration.23.5Prepare a calibration curve by plotting the percentage of sulfur in each standard against the average of the millilitres of KIO3Standard Solution(or apparent percentage of sulfur for “direct-reading”burets).Prepare a separate calibration curve for each sample weight/sulfur range(24.1.3).23.6Repeat the calibration:(1)when another KIO3Stan-dard Solution or another starch-iodide solution is used,(2) when a different lot of boats(or crucibles)is used,(3)when a different lot of accelerator is used,(4)when a different cylinder of oxygen is used,(5)when the system has not been in use for 1h,or less than1h if the oxygenflow rate has not been maintained during that period,(6)when the system has been in use continuously for8h,(7)when the operating temperature has been changed,and(8)when a change in sample weight as indicated in24.1.3is required.24.Procedure24.1Combustion with Resistance Furnace:24.1.1Adjust the temperature of the furnace to1400to 1425°C.24.1.2Add65to70mL of HCl(1+99)and2mL of starch-iodide solution to the absorption vessel.Pass oxygen through the system at a constant rate which is the maximum compatible with the particular absorption system used but not less than1.0L/min and not more than1.5L/min.Add KIO3 Standard Solution from the buret until the intensity of the blue color is that which is to be taken as the end point of thefinal titration.Read the buret and record as the initial reading,and refill the buret.Turn off the oxygen.24.1.3Select and weigh a sample in accordance with the following:Sulfur,%Sample Weight,gTolerance in SampleWeight,mg0.005to0.10 1.000 1.00.10to0.250.5000.50.25to0.600.2500.5 Transfer the sample to a preignited combustion boat and spread it in a layer of uniform thickness.24.1.4Cover the sample with0.5g of iron accelerator and approximately0.25g of copper accelerator.Place a preignited cover on the boat and introduce it into the center of the combustion zone.Close the tube and allow the sample to heat for1.5min.Start theflow of oxygen at the rate used in24.1.2.24.1.5Titrate the evolved SO2continuously with the appro-priate KIO3Standard Solution at such a rate as to maintain as nearly as possible the initial intensity of the blue color. Continue theflow of oxygen for10min,record the buret reading,and subtract the initial reading obtained in24.1.2. Drain the absorption vessel.If the net volume differs by more than a factor of three from that required for the sample previously analyzed,disregard the result and repeat the analy-sis a sufficient number of times to stabilize the system before proceeding as directed in23.1.24.2Combustion with Induction Furnace:24.2.1Turn on the power of the induction furnace and allow the electronic circuit to heat to operating temperature.Depress the starting button until the ammeter indicates that the current isflowing through the induction coil.24.2.2Proceed as directed in24.1.2.24.2.3Proceed as directed in24.1.3substituting a crucible for the combustion boat.24.2.4Add0.5g of iron accelerator, 1.0g of tin,and approximately0.5g of copper accelerator.Place a preignited cover on the crucible and introduce it into the center of the combustion zone.Close the tube,start theflow of oxygen at the rate used in24.2.2,turn on the power,and increase it to the maximum at such a rate that spattering of the molten sample is avoided.24.2.5Proceed as directed in24.1.5,but discontinue the flow of oxygen after4to5min or when the titration is complete.Turn off the power to the inductioncoil.。
744770133;中文规格书,Datasheet资料
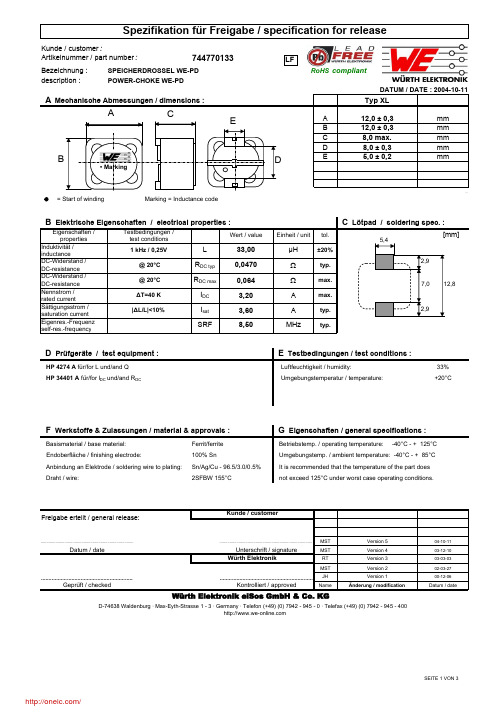
Bezeichnung :description := Start of winding Marking = Inductance code33% Umgebungstemperatur / temperature:+20°C100% SnMST 04-10-11MST 03-12-10RT 03-03-03MST02-03-27JH 00-12-06NameDatum / dateIt is recommended that the temperature of the part does not exceed 125°C under worst case operating conditions.Anbindung an Elektrode / soldering wire to plating:Sn/Ag/Cu - 96.5/3.0/0.5%Draht / wire:2SFBW 155°CUmgebungstemp. / ambient temperature: -40°C - + 85°C Freigabe erteilt / general release:Kunde / customerWürth Elektronik....................................................................................................................................................................Unterschrift / signature Ferrit/ferrite F Werkstoffe & Zulassungen / material & approvals :G Eigenschaften / general specifications :D Prüfgeräte / test equipment :E Testbedingungen / test conditions :Basismaterial / base material:Betriebstemp. / operating temperature: -40°C - + 125°C D-74638 Waldenburg · Max-Eyth-Strasse 1 - 3 · Germany · Telefon (+49) (0) 7942 - 945 - 0 · Telefax (+49) (0) 7942 - 945 - 400Geprüft / checked ..........................................................................................................................Kontrolliert / approvedWürth Elektronik eiSos GmbH & Co. KG744770133SPEICHERDROSSEL WE-PDPOWER-CHOKE WE-PDArtikelnummer / part number : Luftfeuchtigkeit / humidity:HP 4274 A für/for L und/and Q HP 34401 A für/for I DC und/and R DCÄnderung / modificationVersion 1Version 2Version 3Version 4Version 5 Datum / dateEndoberfläche / finishing electrode:• MarkingRoHS compliantLFdescription :MST 04-10-11MST 03-12-10RT 03-03-03MST02-03-27JH 00-12-06NameDatum / dateH Induktivitätskurve / Inductance curve :POWER-CHOKE WE-PDDATUM / DATE : 2004-10-11Kontrolliert / approvedDatum / dateUnterschrift / signature Würth ElektronikWürth Elektronik eiSos GmbH & Co. KGD-74638 Waldenburg · Max-Eyth-Strasse 1 - 3 · Germany · Telefon (+49) (0) 7942 - 945 - 0 · Telefax (+49) (0) 7942 - 945 - 400Freigabe erteilt / general release:Kunde / customer..................................................................................................................................................................................................................................................................................Geprüft / checked Version 4Version 5Änderung / modificationVersion 1Version 2Version 3a 330,0± 0,5mmb 20,20± 0,2mm+ 0,5- 1,0d 100,0± 0,2mmMST 04-10-11MST 03-12-10RT 03-03-03MST02-03-27JH 00-12-06NameDatum / dateRollenspezifikation / Reel specification:Freigabe erteilt / general release:Kunde / customerc 13,00mm....................................................................................................................................................................Datum / dateUnterschrift / signature Würth Elektronik..........................................................................................................................Würth Elektronik eiSos GmbH & Co. KGGeprüft / checked Kontrolliert / approvedD-74638 Waldenburg · Max-Eyth-Strasse 1 - 3 · Germany · Telefon (+49) (0) 7942 - 945 - 0 · Telefax (+49) (0) 7942 - 945 - 400Änderung / modificationVersion 1Version 2Version 3Version 4Version 5The force for tearing off cover tape is 10 to 130 grams in arrow direction165 to 180°feeding directionThis electronic component is designed and developed with the intention for use in general electronics equipments. Before incorporating the components into any equipments in the field such as aerospace, aviation, nuclear control, submarine, transportation, (automotive control, train control, ship control), transportation signal, disaster prevention, medical, public information network etc. where higher safety and reliability are especially required or if there is possibility of direct damage or injury to human body. In addition, even electronic component in general electronic equipments, when used in electrical circuits that require high safety, reliability functions or performance, the sufficient reliability evaluation-check for the safety must be performed before use. It is essential to give consideration when to install a protective circuit at the design stage.分销商库存信息: WURTH-ELECTRONICS 744770133。
AASHTO-M147-1965R2004

Standard Specification forMaterials for Aggregate and Soil-Aggregate Subbase, Base, and Surface CoursesAASHTO Designation: M 147-65 (2004)1. SCOPE1.1. This specification covers the quality and grading of sand-clay mixtures; gravel, stone, or slagscreenings; or sand, crusher run coarse aggregate consisting of gravel, crushed stone, or slag withor without soil mortar or any combination of these materials for use in the construction of subbase,base and surface courses. The requirements are intended to cover only materials having normal oraverage specific gravity, absorption, and gradation characteristics. Where other materials are to beused, appropriate limits suitable to their use must be specified.1.2. The values stated in SI units are to be regarded as the standard.2. REFERENCEDDOCUMENTS2.1. AASHTO Standards:M 144, Calcium ChlorideT 2, Sampling of AggregatesT 11, Materials Finer Than 75-μm (No. 200) Sieve in Mineral Aggregates by WashingT 27, Sieve Analysis of Fine and Coarse AggregatesT 87, Dry Preparation of Disturbed Soil and Soil Aggregate Samples for TestT 88, Particle Size Analysis of SoilsT 89, Determining the Liquid Limit of SoilsT 90, Determining the Plastic Limit and Plasticity Index of SoilsT 96, Resistance to Degradation of Small-Size Coarse Aggregate by Abrasion and Impact in the Los Angeles MachineT 146, Wet Preparation of Disturbed Soil Samples for Test3. GENERALREQUIREMENTS3.1. Coarse Aggregate:3.1.1. Coarse aggregate retained on the 2.00-mm (No. 10) sieve shall consist of hard, durable particles orfragments of stone, gravel, or slag. Materials that break up when alternately frozen and thawed orwetted and dried shall not be used.3.1.2. Coarse aggregate shall have a percentage of wear, by the Los Angeles test, T 96, of not morethan 50.Note 1—A higher or lower percentage of wear may be specified by the engineer, depending uponthe materials available for the work.3.2. Fine Aggregate:3.2.1. Fine aggregate passing the 2.00-mm (No. 10) sieve shall consist of natural or crushed sand, andfine mineral particles passing the 75-μm (No. 200) sieve.3.2.2. The fraction passing the 75-μm (No. 200) sieve shall not be greater than two-thirds of the fractionpassing the 0.425-mm (No. 40) sieve. The fraction passing the 0.425-mm sieve shall have a liquidlimit not greater than 25 and a plasticity index not greater than 6.3.3. All material shall be free from vegetable matter and lumps or balls of clay. The soil-aggregatematerial shall conform to the grading requirements of Table 1. The grading requirements forcomposite aggregate material will be specified by the engineer.Table 1—Grading Requirements for Soil-Aggregate MaterialsSieve Designation Mass Percent PassingStandard,mm Alternate GradingAGradingBGradingCGradingDGradingEGradingF50.02in. 100 100 — — — —25.0 1 in. — 75–95 100 100 100 1009.5 3/8 in. 30–65 40–75 50–85 60–100 — —4.75 No. 4 25–55 30–60 35–65 50–85 55–100 70–1002.00 No. 10 15–40 20–45 25–50 40–70 40–100 55–1000.425 No. 40 8–20 15–30 15–30 25–45 20–50 30–700.075 No. 200 2–8 5–20 5–15 5–20 6–20 8–254. SUBBASEMATERIALS4.1. Materials for subbase shall conform to the requirements of Sections 3 and 4 for Gradings A, B, C,D, E, or F. The type and grading desired shall be specified.Note 2—Where local experience has shown that lower percentages passing the 75-μm (No. 200)sieve than are required in Table 1 are necessary for subbase materials in order to prevent damageby frost action, the engineer should specify such lower percentages.5. BASE COURSE MATERIALS5.1. Materials for base course shall conform to the requirements of Section 3 for Gradings A, B, C, D,E, or F. The grading desired shall be specified.Note 3—Where local experience has shown that lower percentages passing the 75-μm (No. 200)sieve than are required in Table 1 are necessary for base course materials in order to preventdamage by frost action, the engineer should specify such lower percentages.6. SURFACE COURSE MATERIALS6.1. Materials for surface course shall conform to the requirements of Sections 3 and 4 for Gradings C,D, E, or F. The gradings desired shall be specified.Note 4—Where it is planned that the soil aggregate surface course is to be maintained for severalyears without bituminous surface treatment or other superimposed impervious surfacing, theengineer should specify a minimum of eight percent passing 75-μm (No. 200) sieve in lieu of theminimum percentages shown in Table 1 for Grading C, D, or E, and should specify a maximumliquid limit of 35 and plasticity index range of four to nine in lieu of the limits given inSection 3.2.2.7. MOISTURECONTENT7.1. All materials shall contain moisture equal to or slightly below the optimum necessary to insurethat the design density requirements are obtained when materials are compacted.8. ADMIXTURE8.1. Calcium chloride used for the control of moisture shall meet the requirements of M 144.9. METHODS OF SAMPLING AND TESTING9.1. Sampling and testing shall be in accordance with the following standard methods of the AmericanAssociation of State Highway and Transportation Officials:Sampling, T 2Sieve analysis, T 27 or T 88Preparing samples, T 87Liquid limit, T 89Plastic limit and plasticity index, T 90Percentage of wear, T 96Passing 75-μm (No. 200 sieve), T 11。
MAXIM MAX14752 14753 说明书

General DescriptionThe MAX14752/MAX14753 are 8-to-1 and dual 4-to-1high-voltage analog multiplexers. Both devices feature 60Ω(typ) on-resistance with 0.03Ω(typ) on-resistance flatness. These low on-resistance multiplexers conduct equally well in either direction. Flexible logic levels for the channel-select interface are defined by the EN input.The MAX14752 is a 8-to-1 multiplexer and MAX14753 is a dual 4-to-1 multiplexer. Both devices operate with dual supplies of ±10V to ±36V, or a single supply of +20V to +72V.The MAX14752/MAX14753 are available in a 16-pin TSSOP package and are pin compatible with the indus-try-standard DG408/DG409. Both the MAX14752/MAX14753 are specified over the extended -40°C to +85°C operating temperature range.ApplicationsProgrammable-Logic Controllers Environment Control Systems ATE SystemsMedical Monitoring Systems AutomotiveFeatures♦Wide Dual Power-Supply Range ±36V (max)♦Wide Single Power-Supply Range +72V (max)♦Low On-Resistance 60Ω(typ)♦R ON Flatness Over Common-Mode Voltage 0.03Ω(typ)♦Low-Input (20nA) On-Leakage Current (max)♦EN Voltage Defines Logic Level of S0, S1, and S2♦Low I DD Supply Current in Disable Mode 25µA (max)♦Overvoltage/Undervoltage Clamp Through Protection Diodes♦Break-Before-Make Operation♦Pin Compatible with Industry-Standard DG408/DG409MAX14752/MAX147538-Channel/Dual 4-Channel 72V Analog Multiplexers________________________________________________________________Maxim Integrated Products 119-4255; Rev 3; 7/10Ordering Information+Denotes a lead(Pb)-free/RoHS-compliant package.For pricing, delivery, and ordering information, please contact Maxim Direct at 1-888-629-4642,or visit Maxim's website at .Pin Configurations appear at end of data sheet.Functional DiagramsM A X 14752/M A X 147538-Channel/Dual 4-Channel 72V Analog Multiplexers 2_______________________________________________________________________________________ABSOLUTE MAXIMUM RATINGSStresses beyond those listed under “Absolute Maximum Ratings” may cause permanent damage to the device. These are stress ratings only, and functional operation of the device at these or any other conditions beyond those indicated in the operational sections of the specifications is not implied. Exposure to absolute maximum rating conditions for extended periods may affect device reliability.V DD to V SS .............................................................-0.3V to +72V GND to V SS ..............................................................-0.3V to V DD EN, S0, S1, S2 to GND...............................................................................................-0.3V to the lesser of (+12V and V DD + 0.3V)IN_, INA_, INB_, OUT, OUTA, OUTB to V SS.................................................-2V to (V DD - V SS + 2V) or 100mA (whichever occurs first)Continuous Current into IN_, INA_,INB_, OUT, OUTA, OUTB.............................................100mA Continuous Power Dissipation (T A = +70°C)16-Pin TSSOP (derate 11.1mW/°C above +70°C) ......890mWJunction-to-Ambient Thermal Resistance (θJA ) (Note 1)16-Pin TSSOP ..............................................................90°C/W Junction-to-Case Thermal Resistance (θJC ) (Note 1)16-Pin TSSOP ..............................................................27°C/W Maximum Operating Temperature Range.........-40°C to +125°C Junction Temperature.....................................................+150°C Storage Temperature Range.............................-65°C to +150°C Lead Temperature (soldering, 10s).................................+300°C Soldering Temperature (reflow).......................................+260°CDC ELECTRICAL CHARACTERISTICS–DUAL SUPPLIESNote 1:Package thermal resistances were obtained using the method described in JEDEC specification JESD51-7, using a four-layerboard. For detailed information on package thermal considerations, refer to /thermal-tutorial .MAX14752/MAX147538-Channel/Dual 4-Channel 72V Analog Multiplexers_______________________________________________________________________________________3DC ELECTRICAL CHARACTERISTICS–DUAL SUPPLIES (continued)(V DD = +35V, V SS = -35V, V GND = 0V, V EN = +3.3V, T A = -40°C to +85°C, unless otherwise noted. Typical values are at T A = +25°C.)M A X 14752/M A X 147538-Channel/Dual 4-Channel 72V Analog Multiplexers 4_______________________________________________________________________________________DC ELECTRICAL CHARACTERISTICS–SINGLE SUPPLYMAX14752/MAX147538-Channel/Dual 4-Channel 72V Analog Multiplexers_______________________________________________________________________________________5Test Circuits/Timing Diagrams/Truth TablesFigure 1. On-ResistanceFigure 2. On-Leakage CurrentFigure 3. Off-Leakage CurrentM A X 14752/M A X 147538-Channel/Dual 4-Channel 72V Analog Multiplexers 6_______________________________________________________________________________________Test Circuits/Timing Diagrams/Truth Tables (continued)Figure 4. Enable Switching TimeMAX14752/MAX147538-Channel/Dual 4-Channel 72V Analog Multiplexers_______________________________________________________________________________________7Test Circuits/Timing Diagrams/Truth Tables (continued)Figure 5. Transition TimeFigure 6. Break-Before-Make IntervalM A X 14752/M A X 147538-Channel/Dual 4-Channel 72V Analog Multiplexers 8_______________________________________________________________________________________Test Circuits/Timing Diagrams/Truth Tables (continued)Figure 7. Frequency ResponseFigure 8. Off-Isolation Figure 9. CrosstalkMAX14752/MAX147538-Channel/Dual 4-Channel 72V Analog Multiplexers_______________________________________________________________________________________9Test Circuits/Timing Diagrams/Truth Tables (continued)Figure 10. Charge InjectionM A X 14752/M A X 147538-Channel/Dual 4-Channel 72V Analog Multiplexers 10______________________________________________________________________________________Typical Operating Characteristics(T A = +25°C, unless otherwise noted.)505256545860ON-RESISTANCEvs. V OUT (DUAL SUPPLIES)R O N (Ω)V OUT (V)-35551525-15-253520408060120100140ON-RESISTANCE vs. V OUT AND TEMPERATURE(DUAL SUPPLIES)R O N (Ω)V OUT (V)-35551525-15-253550525654586020103040506070ON-RESISTANCE vs. V OUT(SINGLE SUPPLY)V OUT (V)R O N (Ω)408060120100140ON-RESISTANCE vs. V OUT AND TEMPERATURE(SINGLE SUPPLY)R O N (Ω)V OUT (V)-355051015202530-10-15-20-25-30350.010.1110100-40-105-25203550658095110125ON-LEAKAGE vs. TEMPERATURETEMPERATURE (°C)L E A K A G E C U R R E N T (n A )0.010.1110100-40-105-25203550658095110125OFF-LEAKAGE vs. TEMPERATURETEMPERATURE (°C)L E A K A G E C U R R E N T (n A)100200300400500-40-105-25203550658095110125CHARGE INJECTION vs. TEMPERATURETEMPERATURE (°C)Q (p C )250270260300290280310320340330350SUPPLY CURRENT vs. TEMPERATUREI C C , I E E (μA )-40-105-25203550658095110125TEMPERATURE (°C)0103020405021345EN INPUT CURRENT vs. V S_V S_ (V)I E N (μA )MAX14752/MAX147538-Channel/Dual 4-Channel 72V Analog Multiplexers______________________________________________________________________________________11Typical Operating Characteristics (continued)(T A = +25°C, unless otherwise noted.)0.011100.1100CROSSTALK vs. FREQUENCYFREQUENCY (MHz)C R O S S T A L K (d B )-100-80-60-40-200.011100.1100OFF-ISOLATION vs. FREQUENCYFREQUENCY (MHz)O F F -I S O L A T I O N (d B )-100-80-60-40-200.011100.1100ON-LOSS vs. FREQUENCYFREQUENCY (MHz)O N -L O S S (d B )-50-40-30-20-100.011100.1100TOTAL HARMONIC DISTORTION PLUS NOISEvs. FREQUENCYFREQUENCY (MHz)T H D +N (%)0.00500.0010.0020.0030.004M A X 14752/M A X 147538-Channel/Dual 4-Channel 72V Analog MultiplexersMAX14752/MAX147538-Channel/Dual 4-Channel 72V Analog Multiplexers______________________________________________________________________________________13Detailed DescriptionThe MAX14752/MAX14753 are 8-to-1 and dual 4-to-1high-voltage analog multiplexers. Both devices feature 60Ω(typ) on-resistance with 0.03Ω(typ) on-resistance flatness. These low on-resistance multiplexers conduct equally well in either direction.The MAX14752 is an 8-to-1 multiplexer and MAX14753is a dual 4-to-1 multiplexer. Both devices operate with dual supplies of ±10V to ±36V or a single supply of +20V to +72V. Both devices can also operate with unbalanced supplies, such as +36V and -10V. These multiplexers support rail-to-rail input and output signals.The control logic level is defined via the EN input. These devices do not require power-supply sequencing.Applications InformationCurrent Through the MuxThe current flowing through each on-channel of the MAX14752/MAX14753 multiplexers must be limited to ±5mA for normal operation. If the current exceeds this limit, an internal leakage current from that channel to V SS appears. Larger input current does not destroy the device if the max power dissipation is not exceeded.Input Voltage ClampingFor applications that require input voltages beyond the normal operating voltages, the internal input diodes to V DD and V SS can be used to limit the input voltages. As shown in Figure 11, series resistors can be employed at the inputs to limit the currents flowing into the diodes dur-ing undervoltage and overvoltage conditions. Choose thelimiting resistors such that the input currents are limited to I IN_(max) = 100mA. The values of the current limit resis-tors can be calculated as the larger of R LIM+and R LIM-.During an undervoltage or overvoltage condition, the input impedance is equal to R LIM . The additional power dissipation due to the fault currents needs to be calcu-lated. The MAX14752/MAX14753 multiplexer operates normally on a channel that is on during an overvoltage or undervoltage clamping condition on a second chan-nel that is not switched.Beyond-the-Rail InputIf input voltages are expected to go beyond the supply voltages, but within the absolute maximum supply volt-ages of the MAX14752/MAX14753, add two diodes in series with the supplies as shown in Figure 12.During undervoltage and overvoltage events, the internal diodes pull V DD /V SS supplies up/down. An advantage of this scheme is that the input impedance is high and currents do not flow through the MAX14752/MAX14753during overvoltage and undervoltage events. The input voltages must be limited to the voltages specified in the Absolute Maximum Ratings section.R V (max –V I (max R V –V (LIM+IN_DDIN_LIM -SS IN_==))m in I (max IN_))Figure 11. Input Overvoltage and Undervoltage ClampingM A X 14752/M A X 147538-Channel/Dual 4-Channel 72V Analog Multiplexers 14______________________________________________________________________________________Figure 12. Beyond-the-Rail ApplicationPin ConfigurationsChip InformationPROCESS: CMOSPackage InformationFor the latest package outline information and land patterns,go to /packages . Note that a “+”, “#”, or “-” in the package code indicates RoHS status only. Package drawings may show a different suffix character, but the drawing pertains to the package regardless of RoHS status.MAX14752/MAX147538-Channel/Dual 4-Channel 72V Analog MultiplexersMaxim cannot assume responsibility for use of any circuitry other than circuitry entirely embodied in a Maxim product. No circuit patent licenses are implied. Maxim reserves the right to change the circuitry and specifications without notice at any time.Maxim Integrated Products, 120 San Gabriel Drive, Sunnyvale, CA 94086 408-737-7600 ____________________15©2010 Maxim Integrated ProductsMaxim is a registered trademark of Maxim Integrated Products, Inc.。
140635-200603 标准品

一、概述xxx-xxx是一种广泛应用于产品质量管理中的标准品。
它是由国家质量监督检验检疫总局发布的《工业产品计量规程》(JJG)中规定的标准品代号。
该标准品是指在一定条件下,由计量单位或标准项目建立,具有稳定性、可追溯性和合格性的产品。
在质量检测、质量控制、质量评价等方面都有着重要的意义。
本文主要就xxx-xxx标准品的相关内容进行介绍。
二、xxx-xxx标准品的基本概念和特点1.基本概念:xxx-xxx标准品是指在质量检验、质量控制、质量评价等领域具有代表性,并可作为定值使用的稳定的量值。
该标准品可作为检验检测设备的校准标准、质量控制的参考标准等,具有广泛的应用价值。
2.特点:(1) 稳定性:该标准品的性能和特性应该具有稳定性,保持长期内量值不变,以满足实际应用需求。
(2) 可追溯性:该标准品的生产和检定过程应该具有可追溯性,符合国际国内法规的要求。
(3) 合格性:该标准品应该符合相关国家标准和规定,具有良好的品质,可靠可信。
三、xxx-xxx标准品的分类和应用范围1.分类:xxx-xxx标准品根据其使用领域和性质可分为多种类型,包括常规标准品、特种标准品、基准标准品等。
2.应用范围:该标准品广泛应用于各种领域,涉及化学、生物、物理、医药等多个行业,可用于检测设备的校准、质量控制和质量评价等方面。
四、xxx-xxx标准品的生产和标定1.生产过程:生产xxx-xxx标准品时,需要严格按照相关标准和规定进行,包括原料采购、生产工艺、质量控制等方面。
2.标定过程:此标准品的标定过程需要具备可追溯性,通常需要依托于国家或行业内的权威机构进行标定,以确保其准确性和可靠性。
五、xxx-xxx标准品的质量控制和应用案例1.质量控制:在生产和使用过程中,需要对该标准品进行严格的质量控制,保证其质量和可靠性。
2.应用案例:该标准品在各个行业中都有着广泛的应用,如医药行业中的药品检验、食品行业中的质量监测等,都离不开此标准品的应用。
GBT 31467.3测试注意事项

十四、短路保护
蓄电池系统短路保护实验: 测试方法: 1、测试对象中所有控制系统处于工作状态; 2、测试对象短路对接10min,短路电阻不大于20mΩ,观察2h。 测试要求:保护装置起作用,蓄电池系统无泄漏、外壳破裂、着火或爆炸等现 象。实验后应满足绝缘阻抗值≮100Ω/V。 注意事项: 1、熔断器功能正常,短路时能够熔断;
四、翻转
蓄电池包或蓄电池系统翻转实验: 测试方法:蓄电池包或蓄电池系统绕X轴先以6°/S速度转动360°,然后以90°增 量保持1h,旋转360°停止,观察2h。测试对象绕Y轴,同X测试方法测试观察2h。 测试要求:测试对象无泄漏、外壳破损、着火或者爆炸等现象并保持连接可靠, 结构完好,实验后应满足绝缘阻抗值≮100Ω/V。 注意事项: 1、各螺丝必须涂螺纹紧固胶,螺丝锁紧扭力达到对应螺丝锁紧的扭力值。 2、外箱必须牢固可靠、固定支架应加固,重量与正常产品一直。
七、温度冲击
蓄电池包或蓄电池系统高低温冲击实验: 测试方法:测试对象置于(-40±2)℃~(85±2)℃的交变环境中,两种温度 装时间在30min以内。测试对象在每个极端温度环境中保持8h,循环5次完成后 在室温观察2h。 测试要求:测试对象无泄漏、外壳破损、着火或者爆炸等现象,实验后应满足绝 缘阻抗值≮100Ω/V。 注意事项:测试对象可为正常生产产品。
10001336558326730167400947505345933466823917801885009355308405861171175723422928351440994685527058566441a1586117117572342292835144099468552705856644170270175351526701877105212271403157817531929a21753515267018771052122714031578175319292104028857586311501438172520132300258828763163a3288575863115014381725201323002588287631633451029258487711691461175320452338263029223214a4292584877116914611753204523382630292232143506gbt3146732015安全性能检测项目内容一振动二机械冲击三跌落四翻转五模拟碰撞六挤压七温度冲击八湿热循环九海水浸泡十外部火烧十一盐雾十二高海拔十三过温保护十四短路保护十五过充保护十六过放保护一振动蓄电池包或蓄电池系统振动试验