AMADA编程软件AP100-MJC板材加工
AMADA机床AP100软件编程及排版工艺流程概述

AMDA机床编程排版工艺流程概述一、零件编程前提:要求零件的展开图为CAD2004版本或以下的DWG格式1打开AP100主菜单,点击展开图制作,出现2D-CAD界面,工具栏显示为,2D-CAD2选择工具栏的【文件】→【从DWG导入】(或者点击工具第五个图标,鼠标放置此处后提示文件-DWG导入) ,出现【读入DWG】,点击要编程的CAD展开图(由于展开图名字包含中文英文,所以在打开的时候,最好先打开CAD展开图),出现【重新输入】,在打开的CAD展开图中选用第一个展开的名字,作为零件图的命名,之后点击【确定】进入零件图界面。
3由于一个CAD文件中有2个以上的展开图,编制的时候,只能单个零件编程,所以要做的准备工作是,将暂不编程的零件,暂时删除,剩下要编程的唯一零件删除零件:菜单栏选择【删除】→【删除】,或者点击图标栏中【AP40/60 通用1】的第五个图标,鼠标放置此处后提示删除-删除。
将暂不编程的零件删除,留下一个零件(只有零件,不含尺寸线及其含义)4编制单个零件,进入CAM格式菜单栏选择【文件】→【到CAM】,或点击图标栏中【其他】的唯一图标,鼠标放置此处后提示文件-CAM5零件的零件号为CAD展开中零件相对应的图号,保存目标,左边为选择此零件要保存在某个文件夹中,方便之后的查询和排版编程,(文件夹根据部门、产品分类、临时等分类放置,方便之后的查找)6零件号输入正确后,点击[保存] 进入【CAM-零件加工】界面,电脑工具栏处出现CAM-零件加工层。
加工条件设置处选择的机床名称为AC2510 材料栏中尺寸设置为2500X1250 其余参数为默认点击确定7选择【文件】→【条件设置】→【自动分配(冲切)】,特殊情况需更改孔选项中的设置,普通零件在此界面不做修改,点击确定,模具自动布置完成。
或者点击工具栏中的图标【自动配置组】中第一个图标,出现的界面和上述的一样。
8模具自动布置后,零件原本的绿色线条,变成了黄色的并且有宽度的零件,零件自动布置模具完成,如有个别处未自动布置模具,说明在模具库中没有合适的模具布置,需手动布置,手动布置选择【模具配置】→【线】,或者点击图标【制定组】第三个图标,右边出现一个对话框,干涉一栏先选择自动,然后在替换当前磨具对话框中选择合适的模具,配置到零件中没有自动配置的线上,如自动配置时,磨具不显示,则选择干涉一栏中的无,之后根据零件具体情况,调整模具的大小。
阿美泰克2014样本

page 02
板式换热器特点
page 03
板式换热器系列
Plate heat exchanger
板式换热器系列
Plate heat exchanger
板式换热器特点
先进的板型设计
上海阿美泰克公司引进了AMETECH的先进设计、制造生产工艺,以用户使用的 可靠性与最佳运行性能为核心,最大限度提高换热效率,降低能耗损失。
板式换热器系列
Plate heat exchanger
板式换热器系列
Plate heat exchanger
等截面板式换热器型号及意义 A M 20–MPM /6000 - 100
换热量(kw)- 换热面积(m2)
压力等级
PL:1.0 MPa PM:1.6MPa PG:1.6~2.5MPa
波纹深度
M:深波纹 B:浅波纹
管壳式换热器………………………………………………………………………………………………………………………25
容积式换热器………………………………………………………………………………………………………………………27
半即热式换热器……………………………………………………………………………………………………………………29
板式换热器的结构原理板式换热器材质技术规范和质量保证体系美国asme日本jis标准美国3a卫生标准德国tuv标准中国nbt47004iso90011400118000板片材质材料型号适用场合耐酸耐热不锈钢工业纯钛哈氏合金镍基合金超级铁素体工业黄铜sus304sus316lta1ta2hastelloyc276c2000n6c4000cr18mo2000cr26mo1h68河水盐水海水和有氯离子腐蚀场合浓硫酸盐酸磷酸及强氧化性介质等场合高温高浓度苛性钠和有氯离子腐蚀场合有机溶剂和有晶间腐蚀氯离子腐蚀场合海水低温冷冻场合净水河川水食用油矿物油酸碱介质和腐蚀较严重的场合不适宜有氯离子的场合垫片材质使用温度适用介质场合丁腈橡胶nbr氯丁橡胶neoprene三元乙丙橡胶epdm氟橡胶vitonfpm硅橡胶siliconerubber水氟里昂等一般弱酸弱碱腐蚀的场合高温热水和蒸汽
AMADA数控冲床编程软件AP100安装方法和管理
AMADA数控冲床编程软件AP100安装方法和管理
By huang - Posted on February 16th, 2008
这个软件不大,但是安装麻烦。
现在用的是AP100 V er3.02sp1版本。
必须安装在windows2000系统上.
新版本ver3.4可以安装在windows xp上并且改成了使用dongle的加密方式方式方便了更换电脑硬件.
1.电脑硬盘分3个区, c盘放系统,d盘房数据,e盘放程序和备份.
(目前认为比较科学的分区方法)
2. 安装windows2000 pro并打完所有补丁
(ap100要求是win2ksp2,但考虑到安全问题并测试过sp4rollup1均能正常工作)
3. 更改计算机名
这一步很重要,必须在安装ap100前改开始编程后计算机名就不能改了,不然马上出错.
如果是格式化重新安装或替换某个原来的编程电脑需要导入数据库的,则计算机名必须和原数据库计算机名一样.
4. 配置好网卡IP, 安装net BEUI 网络协议
可以使用DHCP但是必须装Net BEUI
5. 开始安装AP100. 具体步骤见安装光盘.
安装注意事项: 必须仔细看安装说明,有时候目录下会有install.exe,setup.exe等很多exe文件必须执行说明书里指定的那个不能看错.
安装完每个程序即使没有提示也最好重新启动一下,.
安装SQL补丁时可以使用最新的sp4 而不是说明里的sp3. 能正常工作.。
NC数冲编程技术规范
1250*2010
1250*2140
冷板3.0
1250*2140
1240*1930
1250*2535
1500*2100
1250*2096
1250*2060
1250*2220
1000*2500
1250*2220
1240*2096
1375*2100
1500*2110
1250*2100
1250*2096
五 . 数据管理器,数据管理器全面管理着所有从网络中输入的数据(如产品、零件和加工信息),用于生成、更改和删除数据。您可以使用本程序从注册的数据中生成进度表 ,并出版格式,如带有条形码的操作指令手册来减少操作成本。可把图形和NC程序进行分类管理,以不同的格式输入输出。
六 . 参数,用机器管理器,你可登记,修改和查看加工机器的名称和规格。有关加工机器的信息包括机器信息,激光信息,周边设备信息,串联装置信息,振荡器信息和切割条件信息,可设置 AMADA 机床,如:ARIE EM2510NT,ARIE 255NT,ARIE 244,ARIE 245,激光.冲床.折弯机等。
1250*2300
1250*2400
1240*2220
1400*1986
1500*2500
1250*2135
1250*2220
1250*2400
1250*2350
1250*2500
1250*1230
1400*2096
1500*2525
1250*2140
1250*2360
1250*2500
1250*2500
模拟界面
五数据库里查信息调程序
当程序编排好以后,可在数据库中调出该程序并查看相关信息
013AMADA编程软件AP100-(17)6-2激光机手动排版
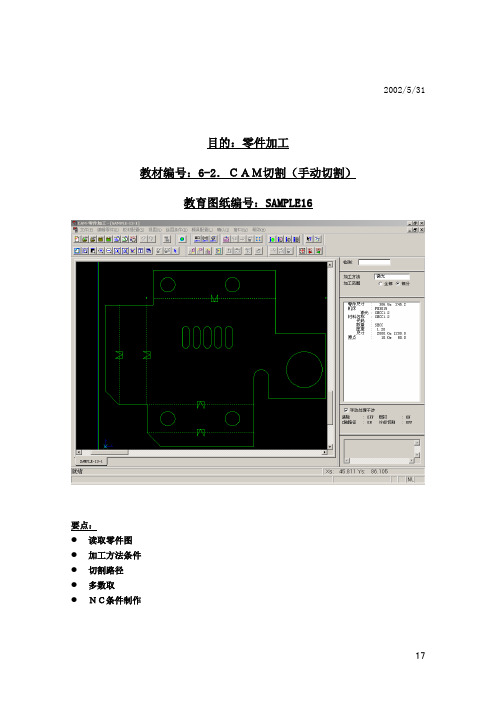
2002/5/31目的:零件加工教材编号:6-2.CAM切割(手动切割)教育图纸编号:SAMPLE16要点:●读取零件图●加工方法条件●切割路径●多数取●NC条件制作●手动换夹爪●NC数据制作●G代码编辑读取零件图:点击「文件」-「打开」-「零件图文件名」。
选择部品编号[SAMPLE16]点击[确认]。
设置加工条件:在各项目上设定条件。
≪设定条件≫输入・加工方法=切割・机器名称=LASTEST夹爪位置=300, 1000・材料尺寸=2438, 1219 ・配置基准点=10,100点击「OK」。
※加工方法的详细请参照CAM切割(自动切割)篇。
切割路径:选择「切割」-「切割路径」。
「从路径切割对话框的“外形”、“异形”、“开路径”、“定型孔”、“间距”、阻力板中选择“定型孔”。
在下側有「指示領域、请按切割键」的信息显示。
鼠标指示领域后其范围内的定型孔变成红色。
点[切割]键后进行切割。
経路割付ダイアログボックス接着选择“外形”。
1.指定引归线位置。
2.指示加工方向。
路径切割设定项目:多数取:对切割零件进行多数取。
选择「版面编辑」-「多数取」-「多数取」。
※多数取详细请参照CAM激光机(自动切割)篇。
■类型(隐归线&让位)指定使用的隐归线・让位的类型、有无连接。
※此項目、只是指“外形”、“异形”。
“定型孔”只可设定隐归线类型。
■終值选择終値(零件切割时的取出方法)。
自动:按照「激光条件」的設定。
工作槽1:在工作槽1取出零件。
无:形成无终值。
机器STOP:停止加工机器、取出零件。
■切割条件指定「自动」后、按照「激光机条件」的「一定切割条件」ON时「激光机条件」、OFF时「带参数条件」的設定来进行。
要变更时从一览中进行选择。
(K、L、M、H、U、U1~U5)■补正方向选择补正方向。
指定「AUTO」后、在以下方向补正。
外形:在外形外侧补正。
异形孔:在异形孔的内侧补正。
■隐归线长度指定隐归线长度。
■让位长度指定让位长度。
011AMADA编程软件AP100-(15)5-4CAM冲切(版面加工)修正

目的:板面加工
教材编号:5‐4.CAM冲切(板面加工)
培训图纸编号:SAMPLE16、SAMPLE17
要点:
●启动板面加工
●加工设置
●读取程序
●配置模式概要
●多数取
●追加呼出
●零件复制
●一组化
●余料切断
●零件编辑
●NC制作条件
●模拟
所谓板面加工,是在一个版面上配置多个零件,制作版面单位的NC程序的功能。
目的是更好地利用材料而进行。
板面加工操作流程大的方面有两种。
1.多个配置展开图数据、总结模具排刀制作NC数据。
2.多个配置NC数据制作完毕。
指令指示步骤(读取程序时)
只限图形:
选择零件时图形数据存在时为有效。
圈住的范围仅为图形。
配置时、忽视邻接的零件双方加工路径。
回转角度:
在零件回转时、输入回转角度。
点击[+][-]只回转输入角
的零件。
零件选择键:
在现在位置解除选择零件的移动、可以选择别的零件形态。
1个槽
余料切割的种类:
用一根直线纵方向切断材料。
用一根直线横方向切断材料。
用两根直线纵横T字形切断材料。
矩形切断材料角落。
切割材料任意处。
删去切割余料的加工路径。
AP100 培训资料
AP100 培训内容本软件主要用于制作符合现场实际加工情况的机床控制程序,降低人工制作机床控制程序的难度。
程序制作完成后直接输入机床即可进行加工。
参照以下顺序进行操作。
1、机床及相关信息等现场情况输入软件,使NC控制程序符合现场情况,更具有针对性——参数设置Ⅰ、机器类型——(参数)机器管理器a、新建、删除机床。
为机床起管理名称,选择机床种类、控制系统种类、发振器种类(激光)。
b、观察机器参数,必要时修改参数(请勿随意进行)。
包括加工范围,吨位,转塔形式、夹具位置等。
c、添加激光加工机时,有必要为非常用板材添加激光加工材料名称,使板材有相应激光切割条件。
Ⅱ、车间模具仓库内所购有模具的种类——(参数)冲切靠模管理器a、新建、删除仓库内模具。
为模具起管理名称,设置形状、尺寸、用途等信息。
b、修改模具参数,使与现场情况一致。
Ⅲ、机器所配转塔类型及其内部的模具配置——(参数)转塔管理器a、观察工位情况,给工位添加模具(编辑工位)。
⑴ 现场模具已经安装好时,依照现场情况给相应工位添加模具(编辑工位)。
⑵ 现场模具未安装好时,编程人员根据工艺要求,以加快加工速度的原则,为各工位添加模具,现场操作员以编程为准加模具。
b、删除工位上模具。
Ⅳ、现场加工所使用的板材——(参数)材料管理器a、材料类型:常用板材的基本类型信息。
使用材料的种类信息,包括以下基本种类:SPC/SPCC冷轧板;SPH热轧板;SECC镀锌板;SUS不锈钢;AL铝板;CU铜板。
b、材料信息:板材的管理名称及厚度等信息。
板材的基本信息:所属类型、厚度等。
c、新建、编辑、删除板材信息。
Ⅴ、购本软件之前现场制作展开图时所使用的折弯系数——(参数)折弯系数管理器。
a、本软件内置有展开系数模块,效果良好、推荐使用。
b、如果须使用现场原有折弯系数,可在此建立录入。
针对不同板材,建立不同折弯角度下的折扣系数。
2、待加工零件的图纸信息的建立——制作展开图Ⅰ、对来自其他软件的电子图纸的处理(.dwg .dxf .iges)。
AP100软件AMADA数控冲床M代码运用
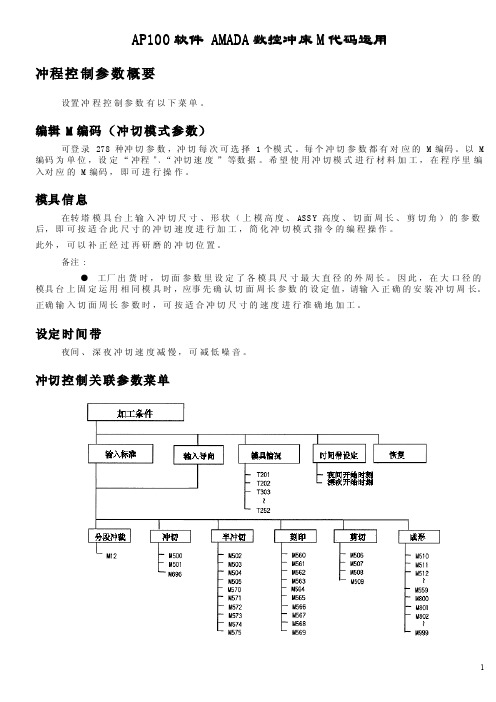
3. 上模 长 度〔 0.0 0 ~ 267 .0 0 ㎜ 〕 上模 全 长 。设定 冲 模 头 开 始 到 尖 输入 上 模 全 长 的 测 定 值 。 端冲 头 为 止 的 长 度 (㎜ )。
4. 下模 高 〔 0.0 0 ~ 99. 00 ㎜〕 下模 高 。 设 定 模 高 (㎜ ) 。
输入 下 模 高 测 定 值 。
“ M69 6 ”:冲 切 模 式 ( N E X 模 具 用 ) 上 模 尖 端 与 导 轨 尖 端 一 致 时 使 用 的 M 编码 。 为了 高 速 连 续 进 行 冲 切 运 行 , 冲 切 没 有 速 度 的 切 换 。
置)。
“ M12 ”:步 冲 模 式 为了 高 速 连 续 进 行 冲 切 操 作 , 冲 切 没 有 速 度 的 切 换 ( 减 速 位
1
1
㎜
C:切 入 量
2. 5
5
㎜
材料 的 板 厚 由 程 序 的 “ G06 ” 指令 来 设 定 。(参 照 编 程 手 册 )。
范围
3.0 0 ~ 99. 00 0.0 0 ~ 99. 00 0.0 0 ~ 99. 00
备注
● 根据 计 算 的 冲 击 力 度 , 按 高 速 /中速 /低速 切 换 剪 切 速 度 。
模具 信 息
在转 塔 模 具 台 上 输 入 冲 切 尺 寸 、 形 状 ( 上 模 高 度 、 ASS Y 高度 、 切 面 周 长 、 剪 切 角 ) 的 参 数 后, 即 可 按 适 合 此 尺 寸 的 冲 切 速 度 进 行 加 工 , 简 化 冲 切 模 式 指 令 的 编 程 操 作 。 此外 , 可 以 补 正 经 过 再 研 磨 的 冲 切 位 置 。
AP100编程教程

AP100编程完整教程目录一、程序文件建立二、编程及菜单栏命令应用实例三、排版四、模具登录五、M代码设定及调整六、常见异常排除一、程序文件建立1.1双击“AP100Startup”。
1.2单击数据管理1.3依次单击左上角新建→文件夹1.4输入程序文件夹名称后点击登记1.5点关闭及电脑操作视窗关闭键完成文件建立。
二、CAD图档导入2.1返回AP100主菜单,单击展开图制作2.2点击左上角文件→从DWG导入到(K)2.3打开要编程的图纸目标文件夹2.4选择要编程文件,点打开2.5点击“是”2.6点击“确定”2.7点击“是”2.8点击“确定”2.9点击“确定”2.10点击删除键,框选无用文件,按鼠标右键,选完成。
2.11根据加工要求将图档旋转或反向移动,以达到符合机床加工的最佳要求〖移动/复制(图示1)→旋转移动(图示2)→选取两点确定选装方向(图示3/4)→输入旋转角度(图示5)→按Enter键完成旋转〗2.12 点击又上角CAM2.13选择程序要保存的文件夹,然后点保存2.14选择板材材质及厚度→设置板材大小→设置板材安全距离(默认值X:20,Y80)→点“确定”2.15 点击“AUTO”→“确定”进行自动编程2.16点击删除键,选择并删除自动编程中不符合最优加工的刀路(原则:能用一刀冲出的效果不用两刀冲,外边冲切尽可能选用最长,宽度5MM的刀具)。
2.17常用工具栏命令2.18手动排刀实例:a.选定合适模具(合适大小及方向)→b.点击手动排刀命令→c.点取需要冲切线起点与终点→d.设置模具起点、终点与需冲切起点、终点距离→e.单击需冲切边外侧→f.点击应用、关闭2.19模具中心点捕捉排刀实例:a.选定合适模具(合适大小及方向)→b.点击模具中心点捕捉排刀命令→c.将模具放置到需要冲切边外缘→d.点击关闭2.20移动实例:a.单击移动、复制命令→b.点击移动→c.单击需移动模具→d.点击结束指令→选取模具移动起点(图示5)→选取模具移动终点(图示6,白色捕捉点)2.21复制实例:a.单击移动、复制命令→b.点击复制→c.单击需复制模具→d.点击结束指令→选取模具复制参考点(图示5)→选取需粘贴冲切位置参考点(图示6,白色捕捉点)2.21自动线排刀实例:a.选定合适模具(合适大小及方向)→b.单击自动线排刀命令c.设置补偿值(内侧冲切补偿值为0,切边冲切补偿值为1)→d.将鼠标指针移动至需冲切线内侧并单击2.22点排刀命令实例:a.点击点排刀命令→b.选取适合冲切刀具→c.点击模具拾取点→d.点击需冲切位置拾取点2.23拉伸命令实例:a.点击拉伸命令→b.选取需拉伸模具端点→c.选取需拉伸位置→d.单击鼠标确认2.24掏孔命令实例:a.点击掏孔命令→b.选取合适模具→c.点取需掏孔位置起点→d.点取需掏孔位置终点(对角点)→e.单击关闭2.25设置微连接实例①:a.点击微连接命令→b.点击两边角连接→c.设置重叠率(0.15∽0.3)→d.点击模具两相邻边角(图示4/5),图示6为最终效果设置微连接实例②:a.点击微连接命令→b.点击线连接→c.设置重叠率(默认值改为1)→d点击模具线两侧(图示4/5)设置微连接实例③:a.点击拉伸命令→b.拉伸切边刀,预留出间隙为0.5∽1mm(图示3)2.26添加转塔外刀具:a.点击转塔刀库→b.点击设置→c.在此区域选择需添加模具类别(RE:长方形;SQ:正方形;RO:圆形;OB:OB孔;CR:倒圆角;SP:异形穿孔;DD:锁孔;成型:凸包,抽芽,沉孔,压线,接地等)以成型为例→c.点击成型(图示4)→d.在图示5处输入需要更换模具工位号→e.点击浏览(图示6)→f.选取合适模具→g.设置模具加工方向(旋转工位一律0度)→h.点击加载→i.点击确定→j.点击登记模具配置→k.点击关闭→l.输入添加后的模具工位号(图示13)→m.点击中心点排刀命令→n.将模具移动至需加工相应位置(图示15),出现白色捕捉点后单击(图示16)2.27 NC程序生成:a.点击“NC”→b.点击确定→c.点击“GRP”→d.点击“工位号变更”→e.点击图示三中的“→”“←”将所有模具按照先圆后方,先小后大,先内后外,先切边后成型(沉孔除外)原则依次排列至组合一、二、三中→ f.点击“关闭”→g.点击“NC”→h.点击“确定”→点击“保存”→i.单击模拟运行命令(图示8)→j.单击“自动”(图示10区域内未出现红色提示说明此次编程无误)三、排版:3.1 单击“板材加工”3.2依次点击“文件→打开→程序”3.3依次选择需要排版的程序保存的文件夹(图示1)→文件夹中的程序(图示2)→点击打开(图示3)3.4设置板材大小→点击确定3.5框选(图示1)→点击排版命令(图示2)→设置相邻零件间隔距离(图示3)→设置零件个数(图示4)→点击应用、关闭(图示5)3.5点击NC→点击确定3.6点击GRP→点击工位号变更3.7变更工位后点击关闭→NC3.8点击确定3.9修改排版程序文件名(否则会覆盖掉源程序文件)→保存3.10在同一张板材中插入另一种文件(必须同一材质,同一板厚):右击空白处→插入加载→程序3.11插入程序3.12鼠标移动至与前一个零件临近处单击鼠标3.13设置间距→设置数量3.14后续排刀顺序及程序生成同3.5∽3.9。
AMADA编程软件AP100-MJC板材加工
AP100MJC&IJP软件操作说明书板材加工篇(中文)Ver5.00.002010年03月19日株式会社AMADA中国推进PJ零件的配置条件○附带MJC&IJP信息的板材程序生成时,其夹钳位置及修边量如下图所示。
Y最大:1220mmMJC&IJP的可用材料尺寸X=900~2500(mm)Y=500~1250(mm)20mm以上Y=5001250(mm)20mm以上零件间隔宽度模具之间,X、Y均为10mm以上50mm以上Y最小:50mmNCT夹钳侧注)对于夹钳侧,请在配置零件时注意夹钳的死区。
板材数据的创建方法零件的调用及配置文件追程序附带信息的件信息并在板材进行○通过“文件-追加调用-程序”调用附带MJC&IJP信息的零件信息,并在板材上进行配置。
90度旋转旋转零件时,若以90度为单位进行旋转,虽然MJC/IJP的信息能够继续保持,但有可能需要对IJP的打印位置进行重新设置。
持,但有可能需要对的打印位置进行重新设置45度旋转编辑排样时,使用“移动/复制零件”功能。
编辑零件信息时,请选择零件在不以90度为单位进行旋转和反转的情况下,虽然保持着IJP 并通过“板材编辑”对零件进行编辑。
关于通过板材加工编辑的零件不需要更新通过零件加工创建的“零件信息”,而是作为“板材信息”的更新。
信息,但MJC信息将被删除。
需要保持MJC信息时,需要相对于开始(0度)的配置角度进行90、180、270度的旋转指示。
※关于WinNEST,虽然也能进行零件的旋转指示,但请注意IJP的打印区域。
板材数据的创建方法临时零件创建功能的充分利用○通过充分利用“板材编辑-创建临时零件”的“创建框架”功能,可以对比MJC加工的最小零件更小的零件同时进行多件的临时性MJC加工操作。
【临时零件的创建方法】①调用连接零件并进行配置。
②通过“创建临时零件”指令中的“创建框架”功能,指定零件并创建图形的框架。
③通过“修改零件”指令,创建对于图形框架的加工分配以及MJC连接。
AP100说明书
多次组合冲切加工也能自动分配◆
AP100有英语版、日语版和中文版(制作中)三种版本,画面显示的为日文版。
13
Entry 模式
自动布置冲切路径(冲切)
自动选配模具・编辑机能的简易化,大幅度缩短了加工程序制作的时间
◆在NC加工程序作成前,可以确认加工顺序
加工顺序即使不进入模拟状态,也能在NC加工程序作 成前确认。加工图下的一览表中用鼠标点击选择,就 可以表示加工方向、模具导套的轨迹,在确认后能修 正加工方向和加工顺序。
↓ 图层设定
图层间复制 ↑
在图层一览表示画面内,能自由地进行图形数据 的图层间的移动/复制。在AP100中,16个图层可 作为一组,图层组的数量是无限制的。
画层间可以复制 ◆
AP100有英语版、日语版和中文版(制作中)三种版本,画面显示的为日文版。
8
Entry 模式
文字输入
实现从设计到加工数据作成的CAD/CAM连贯生产
自动确定加工顺序、编辑机能的简易化,实现大幅度缩短程序的制作时间。
◆在NC作成前可确认加工顺序
即使不在模拟状态时,也能在NC作成前确认加工顺 序。在加工图下面的一览表中用鼠标进行选择,就 会进行加工方向等的表示。在确认后也能修正加工 方向,加工顺序。
用鼠标可以进行加工顺序变更的轨迹指示。 当用鼠标按欲指定的运行轨迹点击工件图形 软件就按指定的轨迹顺序制作NC加工数据。
孔设计变更可能◆
AP100有英语版、日语版和中文版(制作中)三种版本,画面显示的为日文版。
5
Entry 模式
CAD 变换
实现从设计到加工数据作成的CAD/CAM连贯生产
◆ 忠实地变换图形属性
从设计CAD输出的线种/线色,画层,尺寸线等 的属性,在AP100上能详细设定。因为设定条件 能保存多个,变换的CAD数据形式有变化的情 况下,能方便地对应。 -对应格式- ·DXF ·IGES ·DWG(AutoCad)
昆腾培训教材

385 485 685
780 785
984E Family
Quantum
384
Micro
1968
1972
1976
1980
1984
1988
1992
1996
5
重点强调的是在1982年Modicon来到中国,成为了中国自动化控 制历史上的一座里程碑 PLC在这三十年里揭去了神秘的面纱,成为了广为中国工程师所 熟悉的标准配置产品。随着中国经济的迅速发展,对于工业自 动化产品的使用率直线提高,Modicon产品被更多的人所接受。 从使用磁带编程器的编程工具到使用电脑进行快捷的编程操 作;从小到几平方米,大到几十平方米的监测面板到现在的电 脑智能监测;从原来一个机架只有几十个I/O点的模块发展到现 在单架就有1024个I/O工作点的机架,Modicon在这30年中经过 了无数次的技术更新,同时也见证了中国自动化工业30年来的 蓬勃发展。在我们公司,炼钢、炼铁、烧结等各大区域都有相 关自动化产品使用。
12
底板
模 板 热 更 换 可带电更换任何模板(exc:NOE) I/O 模板 电源 CPU’s 智能选件 不会损坏: 模板 背板 系统 电 子 模 块 ID 保 证 用 户 配 置 与 实 际 模 块 一 致
13
底板
140 XBP 0** 00
1 一个金属框架。 2 一个底板接头。 3 用于附着模块的螺纹孔。 4 安装孔。 5 接地端子。
15
底板
底 板 扩 展 (XBE) 模 块
同一 140 XBE 100 00 底板扩展器模块可用于主底板和辅底板。一个完整的 底板扩展器系统包含两个 140 XBE 100 00 模块和一条扩展器电缆,长度为 3、6 和 9 英尺。 系统可使用任何 Quantum 电源类型。每个底板可拥有一个不同类型的电源 辅助底板失电不会关闭整个分站。只有位于辅助底板中的模块会失电。 底板扩展器模块可位于底板中的任何插槽内,且不必放置在主底板和辅助底 板中的对应插槽位置。 编程软件不识别底板扩展器模块。它在 I/O 映射中显示为空闲插槽。 支持所有 Quantum 底板尺寸。 底板扩展器系统支持本地 I/O,提供了一种无需升级为 RIO 就能扩展到第二 机架的低成本途径。 底板扩展器系统支持远程 I/O,包括完全的 31 远程 I/O 分站支持。 底板扩展器模块支持所有 Quantum 数字和模拟 I/O 模块,连同两个 Quantum 高速计数器。
高速pcb设计和apsim仿真工具

高速PCB设计与APSIM仿真的协同工作流程
数据共享
迭代优化
通过将仿真结果反馈给设计工程师,实现高速PCB 设计与仿真的迭代优化,提高设计效率和质量。
APSIM仿真工具能够与高速PCB设计软件进 行数据共享,实现设计数据与仿真数据的无 缝对接。
协同工作
APSIM仿真工具与高速PCB设计软件之间的 协同工作流程能够缩短产品上市时间,提高 设计成功率。
信号完整性分析
在高速PCB设计中,信号完整 性是关键因素,需要进行仿真 分析以确保信号传输的稳定性
和可靠性。
电磁兼容性分析
随着信号速率的提高,电磁干 扰问题愈发突出,需要进行电 磁兼容性仿真以优化PCB布局
和布线。
热分析
高密度集成元器件在高速PCB 中产生大量热量,需要进行热
仿真以优化散热设计。
APSim仿真工具在高速PCB设计中的应用
高速PCB设计与APSIM仿真工具
目录
• 高速PCB设计基础 • APSim仿真工具介绍 • 高速PCB设计与APSIM仿真的结合 • 案例分析 • 结论与展望
01
高速PCB设计基础
PCB设计的基本概念
PCB
印刷电路板,是电子系统中的基础部件,用于实 现电子元器件之间的连接。
PCB设计
根据电路原理图和相关要求,利用设计软件进行 电路板的布局和布线的过程。
地弹
当信号线上的电流发生变化时, 地平面会产生电压波动,称为地 弹。减小地弹的方法包括增加接 地面、使用多层板等。
02
APSim仿真工具介绍
APSim仿真工具概述
APSim(Advanced Printed Circuit Board Simulator)是一款用于高速 PCB(印刷电路板)设计的仿真工具, 它能够模拟电路板中信号的传输、电 磁场和热传导等物理现象。
008AMADA编程软件AP100-(12)5-1CAM冲切自动排版

CAM 画面概要:
①工具栏区域:此区域,可以进行快捷图标配置。 根据 经常使用的快捷图标配置、可以直接实行指令以减少 操作次数。
②菜单区域:用鼠标后以下会出现指令。 ③作业区域:表示读度的数据。 ④信息区域:在指令实行中、表示促进信息,在菜单或者
土标上移动鼠标后,出现指令的概要説明。 ⑤光标区域:指令实行中,进行坐标输入的区域。 ⑥检测信息区域 :检测端点、交点、中点等时出现的信
②非标准缺口排刀条件 「外形」选择非标准材加工时有效。
③孔排刀条件 根据形状来选择孔加工方法。分别点击(异型孔、圆孔、方 孔、长圆、R付角)、接着点击适当的加工方法键。
■对单个孔排刀时的当前模具检索 模具孔自动排刀时、转塔内无单个冲孔模具时、从当前模具 自动进行检索,选择「转塔外可能排刀模具」是否追加。
6
形状:选择模具形状。 管理名称:当前模具登记完毕时,根据参照来选择。 类型:
模具设定:
设定模具时的方法有两种。
1. 输入目的「TNO」按「Enter」键。
输入[102]。
2. 另外、根据一览选择目的「TNO」点击「设定」。
(也可以双击鼠标)
3. 显示「模具信息改变」对话框。
输入形状=圆、D 尺寸=5 点击「OK」。
加工设置:
启动CAM「零件加工」画面、显示加工设置画面。 ≪ 设定条件≫ 输入 加工方法=冲切 机器名称=TEST 模具配置=TEST 夹爪位置=250、800 材料尺寸=914、914 配置基准点=30、100
点击「OK」。
4
加工设置条件的设定项目:
■程序编号:显示由CAD输入的部品图名称。 ■加工方法:具有复数数据库的客户,可以进行冲切・激
④不进行连续冲裁未满1.5倍的排刀 连续冲裁(G66)、加工长度未满工具长度1.5倍时,选择是 否进行排刀。
ADAQ1002数据采集板使用说明书
ADAQ1002数据采集板使用说明书苏州迅芯微电子有限公司目录ADAQ1002 (1)数据采集板使用说明书 (1)目录 (2)声明 (3)阅前必读 (4)1产品简介 (5)2技术指标 (6)2.1接口说明: (6)2.2系统功耗与尺寸 (6)2.3外形尺寸 (7)2.4环境相关 (7)2.5产品包装 (7)2.6安装指导 (7)3产品布局和简要说明 (8)3.1板卡布局图 (8)3.2操作说明 (9)声明苏州迅芯微电子有限公司保留对其产品进行修正、改进和完善的权利,同时也保留在不做任何通告的情况下,终止其任何一款产品的供应和服务的权利。
用户应在下单前向苏州迅芯微电子有限公司获取相关信息的最新版本,并确认该信息是完整且最新的。
阅前必读简介本文是基于Kintex7系列FPGA芯片和AAD06S032G高速模数转换芯片的数据采集模块的硬件说明书,本说明书详细描述了ADAQ002数据采集卡的性能及使用方法。
保修所有由苏州迅芯微电子有限公司生产制造的硬件和软件产品,保修期为从发货之日起一年。
在保修期内由于产品质量原因引起的损坏,由苏州迅芯微电子有限公司提供免费维修或更换。
保修期内的软件升级,同样由苏州迅芯微电子有限公司免费提供。
警告标识本板卡包含ESD敏感器件,请采取必要的防护措施。
使用时请不要用手或非绝缘的物体接触板卡。
因使用不当造成的板卡损坏,本公司只提供付费的维修。
更多信息,请浏览以下网址:或通过该网站的相关信息联系销售人员。
1产品简介ADAQ002数据采集卡通过采样率30G的超高速数字采样ADC和FPGA算法处理,实现实时数据采集功能。
采集卡主要的处理器为Xilinx Kintex®-7480TFPGA,用于实现算法等功能,板卡的模数转换器(ADC)为32GSps 6bit ADC,芯片型号为AAD06S032G。
采集卡的算法处理结果可以通过串口上传至上位机,采集卡具备网口和串口等多种接口。
工艺岗位职责
工艺岗位职责工艺岗位职责11、认真贯彻执行各项生产、技术规程,检查班组执行情况,发现问题及时处理,重大问题及时请示汇报并提出解决方案。
2、负责编制岗位操作法、工艺技术规定、开停车方案。
3、认真研究操作人员提出的合理化建议,学习先进技术经验,组织有关人员讨论并提出技改方案。
)4、检查和了解各岗位设备的水、汽、电源等原材料的消耗情况,发现问题及时研究解决,实现节能降耗目标5、受作业区领导的委托,召开班组联席会议,统一思想,发扬民主,交流技术经验,统一操作方法,提高技术素质。
6、参加事故分析会,详细调查事故经过,准确分析事故原因,并提出处理意见和防范措施。
7、在作业区的统一安排下,对操作人员进行技术培训,提高实际操作水平,并负责技术考核。
8、积极配合科研单位,进行科研项目的实验工作,及时整理有关数据和资料。
9、负责作业区的职工教育工作,抓好岗位练兵。
工艺岗位职责2生产领班岗位职责①负责作业人员的编排分配、执行工作规程。
②负责工艺员的安排、调度工作,保证及时换模,增加机台利用率。
③参与机台调试,改善作业品质,提高成品率。
④解决作业现场存在的问题,对不能解决的问题备案并呈报车间主任处理。
⑤监督执行现场的5s工作,监督生产日报表的如实填制。
⑥协助车间主任进行各种产品进度的协调。
⑦提出改进生产,提高品质、操作环境的建议。
⑧考核工艺员,作业人员的绩效。
作业人员的作业技能培训。
⑩现场劳保用品底值易耗品的管控。
(11)产前的各种技术资料的准备,产中的品质、物料损耗与生产进度的控制(12)生产异常的反馈及追踪(13)监督员工严格按照工艺文件进行操作(14)生产过程中的标识控制(15)完成上级交代的各种事项工艺员①负责维护工艺参数,稳定机台生产效率、质量。
②负责模具更换及开机调试。
③协助生产领班跟进生产进度及质量,协助qc领班进行首件确认。
④提出工艺改善、质量改善方案。
⑤监督生产作业人员进行机台的日常维护。
⑥负责机台、模具的简易故障处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
AP100MJC&IJP软件操作说明书
板材加工篇(中文)
Ver5.00.00
2010年03月19日
株式会社AMADA
中国推进PJ
零件的配置条件
○附带MJC&IJP信息的板材程序生成时,其夹钳位置及修边量如下图所示。
Y最大:1220mm
MJC&IJP的可用材料尺寸
X=900~2500(mm)Y=500~1250(mm)20mm以上
Y=5001250(mm)
20mm以上
零件间隔宽度模具之间,X、Y均为10mm以上
50mm以上
Y最小:50mm
NCT夹钳侧
注)对于夹钳侧,请在配置零件时注意夹钳的死区。
板材数据的创建方法零件的调用及配置
文件追程序附带信息的件信息并在板材进行
○通过“文件-追加调用-程序”调用附带MJC&IJP信息的零件信息,并在板材上进行配置。
90度旋转
旋转零件时,若以90度为单位进行旋转,虽然MJC/IJP的信息能够继续保
持,但有可能需要对IJP的打印位置进行重新设置。
持,但有可能需要对的打印位置进行重新设置45度旋转
编辑排样时,使用“移动/复制零件”功能。
编辑零件信息时,请选择零件
在不以90度为单位进行旋转和反转的情况下,虽然保持着IJP 并
通过“板材编辑”对零件进行编辑。
关于通过板材加工编辑的零件不需要更新通过零件加工创建的“零件信息”,而是作为“板材信息”的更新。
信息,但MJC信息将被删除。
需要保持MJC信息时,需要相对于开始(0度)的配置角度进行90、180、270度的旋转指示。
※关于WinNEST,虽然也能进行零件的旋转指示,但请注意IJP的打印区域。
板材数据的创建方法临时零件创建功能的充分利用
○通过充分利用“板材编辑-创建临时零件”的“创建框架”功能,可以对比MJC加工的最小零件更小的零件同时进行多件的临时性MJC加工操作。
【临时零件的创建方法】①调用连接零件并进行配置。
②通过“创建临时零件”指令中的“创建框架”功能,指定零件并创建
图形的框架。
③通过“修改零件”指令,
创建对于图形框架的加工分配以及MJC连接。
板材数据的创建方法MJC&IJP加工顺序的设置
○通过“板材编辑-改变登录顺序”,进行板材内MJC&IJP加工顺序的设置。
按下“自动设置”,设定为按照“自动设置
条件”执行的MJC&IJP加工顺序。
设置板材内开始MJC&IJP加工的基准(角度)。
从基准位置开始向X/Y方向对加工顺序进行排序。
可手动设置MJC&IJP加工顺序。
○替换:点击用于替换登记顺序的2个零件。
○升序:按照登记顺序点击零件。
请同时确认进行零件in零件(孔配置)时的加工顺序。
由于有时会发生对MJC&IJP工序时间影响较大的状况,因此,请务必通过“改变登记顺序”确认MJC&IJP工序顺序。
板材数据的创建方法MJC –设置信息的确认及切断顺序的变更
○模具分配与分配完成后会生成数据点击零件加工的“文件生成”○模具分配与MJC&IJP分配完成后会生成NC数据。
点击零件加工的“文件-NC生成”。
进入“IJP/MJCS设置状态检查”画面。
从零件名称列表中选择零件,点击“MJCS设置个数”中的“细节”后将显示“MJCA详细信息”,并可以对切断顺序进行确认及改变。
虽然切断顺序是自动生成的,但在希望设置更详细的切断顺序时,
请在“MJCS详细信息”画面中选择希望改变的顺序,并通过点击箭头按钮(▲/▼)进行切断顺序的设置(▲/▼)进行切断顺序的设置。
请在参照下列<连接类型><切断方向>的同时进行设置。
【MJC切断顺序初始值】<连接类型>
孔切断→ 特殊模具线连接→ 线连接→ 角连接<切断方向>
左角为始位进行逆时针旋转左角为终位对MJC&IJP信息确认完成后,
按下“确定”,继续生成NC程序。
请在设置并确认模具加工顺序后以左下角为开始位置进行逆时针旋转,左上角为最终位置请在设置并确认模具加工顺序后,对NC数据进行保存。
在板材加工中进行零件的旋转配置等编辑时,请务必对MJC 切断顺序进行确认。
零件数据的创建方法MJC -确认后的警告提示信息
○在进入NC数据生成之前有可能会显示警告提示信息○在进入NC数据生成之前有可能会显示警告提示信息。
此时,请务必在确认警告内容之后执行NC数据生成。
未设置MJC时,显示确认的提示信息。
在该状态下生成时,不进行MJC工序。
请务必进行确认。
MJC位置存在负值。
在该状态下生成NC数据时,装置会在MJC/IJP运转时停止。
请务必修改数据。
零件的配置位置比“条件设置”-“配置”的“夹钳侧死区(下侧)”的设定值低时,会输出该提示信息。
零件尺寸小于MJC的可用最小零件尺寸时,显示警告提示信息。
请确认产品配置基准的Y坐标值。
然后,如果在进行板材加工及排样并重新配置等过程中没有问题,则请指定“是”,并继续执行。
零零
此时,不能进行MJC/IJP运转。
请解除MJC指示,并生成用于微连接加工的NC数据,或进行零件旋转等编辑,达到MJC的可用零件尺寸条件后,再生成NC数据。
零件数据的创建方法IJP –设置信息的确认
○模具分配与分配完毕后生成数据点击零件加工的“文件生成”○模具分配与MJC&IJP分配完毕后,生成NC数据。
点击零件加工的“文件-NC生成”。
进入“IJP/MJCS设置状态检查”屏幕。
从零件名称列表中选择零件,并点击“IJP设置个数”中的“细节”后,将显示“IJP详细信息”,并可以进行打印文字及打印位置的确认。
此外,通过该屏幕,还能进行“IJP自动设置”及“IJP删除”。
○IJP自动设置
可以按照自动条件设置IJP信息。
・选择零件:依照自动条件设置选择的零件。
・未设置零件:依照自动条件设置未进行IJP指示
的零件。
・自动条件:打印基准位置为距零件的配置
基准位置(左下角)的距离。
不考虑零件内的孔加工等。
直接反映输入的数值。
请勿输入负值。
○IJP删除
可以删除IJP信息。
・选择零件:删除选择的零件的IJP信息。
・所有零件:删除所有零件的IJP信息。
MJC&IJP信息确认完毕后,按下“确定”,继续生成NC程序。
请在设置并确认模具加工顺序后,进行NC数据的保存。
零件数据的创建方法IJP -确认后的警告提示信息
○有时会在进入NC数据生成之前显示警告提示信息。
○有时会在进入NC数据生成之前显示警告提示信息
此时,请务必确认警告内容后,执行NC数据生成。
未设置IJP时显示确认的提示信息。
在该状态
下生成时不进行IJP工序。
请务必进行确认。
请务必进行确认
IJP位置存在负值。
在该状态下生成NC数据时以及MJC/IJP运转时,装置会停止。
请务必修改数据。
板材数据的创建方法创建板材数据时的注意事项(AP100/WinNEST 共通)
☆在创建附带MJC&IJP信息的板材NC数据时,请注意下列事项。
○零件的旋转指示
旋转MJC分配的零件时请注意外形与孔的X Y尺寸
旋转MJC分配的零件时,请注意外形与孔的X、Y尺寸。
旋转后有可能变换成不符合MJC加工条件的展开尺寸。
请同时确认零件内部的孔。
○请勿在存在MJC&IJP分配零件的板材数据中采用横方向端材切断。
移动夹钳
利用MJC单元的固定夹钳和移动夹钳举起工件时,进
行过端材切断的部位的连接会脱开,且残料会断裂,
挂在刷辊上,从而导致机器停止。
纵方向端材切断时,需要对不毁坏NCT夹钳和成形
加工的位置进行指示。
固定夹爪。