基于PC+NC结构的数控系统的研究与开发
一种基于PC的开放式数控系统的研究

N C之 间通过 P I C 总线连接通信 。该系统将仿真模块 、 文件管理 、参数设置等非实 时任务 以及译码程 序 、刀 补程序 、粗插补程序 等弱实 时任务 置于 P c中 ,充分 利用 P c的文件管理和数据处 理能力 ;强实 时任务 由 N C部分实现 ,且数字 控制部 分和设 备控 制部 分 由不 同的 C U承担 ,能够很好地解决数控 系统 的实 时性 。 P
ne t n mo g C y tm u cin ln d s ia i sa n NC s s o e f n t a o e .Co o mmu ia in a d t y c rn z t n b t e se t t n n lv t t n e e nc t n i s n h o iai ewe n ma trsai sa d sa e sai sw r o me o o o e e ue y t c n l g fs n h o o sme s g .Isg o ef r n c s o p n n .r a- me a d r e n g r b e ae c n u e y t e x c td b e h o o y o y c r n u sa e t o d p r ma e fo e ig e t n e o f u a l r o d c d b h o l i i mo u a e in n d t o l v ls h d ln tae p l d o NC s s m. d lrd s ig a w —e e c e u i g sr tg a p i n C y t g n y e e Ke wo d :Di r u e rh t cu e y rs si td ac i t r ;T o lv ls h d l g s a e ;CNC s se ;Re -i tb e w -e e c e u i t t g n r y y tm l me;Re o f u ai n at eni rt g o
基于PC的开放式数控系统网络功能的研究与实现
CHENG e —e g 一。 GE Yo g mi g W n fn n — n , Z ANG i g H M n
( . c o l fB oyt n ier g a d F o c ne Z e a g U i r t ,H n z o 1 0 9 hn ; 1 S h o o i s ms g nei n o dS i c , h in n e i s e E n e j v s y a gh u3 2 ,C ia 0 2 D p r e t Eet c l n ie i , h a g Is tt o Meh nc l E etc l n ier g a g h u3 0 5 ,C ia . e at n l r a E gn e n Z e n t u m o f ci rg i f n i ef c a i & l r a E ቤተ መጻሕፍቲ ባይዱ nei ,H n z o 10 3 hn ) a ci n
数 控 机 床联 网 , 提 高数 控 机床 利 用 率 和 生产 率 的有 效 途 径 。 以 一 个 数 控 系统 网络 监 控 软 件 为例 , 是
具 体 阐述 了一 些具 体 网络 功 能的 实现 方 法 , 并且 在 此基 础上 , 以开 放 式 的数控 系统 构 筑 了一 个 网络制 造 系统模 型 。 实践 证 明 , 将数 控机 床联 网是提 高数控 机 床 利 用 率和 单件 小批 量 生 产 劳动 生产 率 的 有 效
基于PC的开放式数控制码系统的研究与设计
了软 件技 术 、 息 处 理肋口 - 输 技 术 、 信 q/ 传 自动 控 制 技 术 、 服 驱 动 由美 国三 大 汽 车 公 司 联 合 发 起 伺 技 术 、 感器 技 术 等 。 自上 世纪 五 十年 代 问 世 以来 . 着 上 述 技 的 .且 得 到 F 传 随 ANUC、 I MEN SE S 术 的 不断 发 展 .数控 系统 也 不 断 的 更 新 换代 ,逐 步 形 成 了 基 于 及 A l — rde 著 名 数控 系 ln Bal e y等 P 机的 开放 式 智 能 化 数控 系统 。与 以前 的 数 控 系统 相 比 . 的 统 生 产 厂商 的支 持 。因 此 . C 它 无 功 能 更 强 大 、 率 更 高 . 真 正使 数控 技术 获得 了 广 泛 的 应 用 论 从 技 术 还 是 从 市 场 的 角 度 效 它
【 要】 摘 :本文通过研 究当前的技 术发展和制码 系统的 实际需求 , 在基 于 P C的 开放式数控技术的基础上 。 设计 了一种
以 P 、 动 控 制 卡 、 动 嚣和 制 码 机 为 硬 件 组 成 , O C模 型 为基 础 的模 块 化 软 件 结构 的 开 放 式数 控 制 码 系统 。实现 了一 C运 驱 以 MA
因此 . 于 P 基 C机 的 开放 式 智 能 化 数 控 技术 _ 各个 方 面 的研 究 与 看 .O A 结 构 模 型 都 是 比较 庄 M C 应 用也 越 来 越 受 到重 视 好 的 选 择 1开 放式 数 控 制码 系统 、 开 放 式 数 控 制 码 系 统 以 开 放 式制 码 控 制 系统 主 要 由 P C机 、电 脑全 自动 数 字 制 码 0 C结 构 模 型 为 基 础 .采 用 MA
维普资讯
基于PC的开放式软件数控系统的设计
基 于 P 的开放 式软 件 数 控 系统 的设 计 C
刘 勇 ,杨 林 ,张 瑞 临
( 阳工业大学,辽宁 沈 阳 102) 沈 10 3
摘 要 : 计 了基 于 P 的 开 放 式 数 控 系 统 , 用 多 个 运 动 控 制 器 来 搭 建数 控 平 台 , 现 了多 轴 多 通 道 的控 制 方 设 C 利 实 式 ,大 大 提高 了硬 件 、 软件 的灵 活性 及 开 放 性 。
1 基于 P C的开放 式数控 系统 的特点
接方 式不 同 。 国 GAL L卡是 利用 P I 美 I C 总线 与 P C相 连 ,而 GOO GOL卡则 利用 IA 总线 、 AL OR卡是 S B D 通 过 US B数据 线与 P C构成 联 系 。每一 种运动控 制器 都 是 用各 自的连接 板连 接伺 服 电机 和驱 动器 。这样 就 构 建 了多 卡 多轴 的体 系结构 。
—— ] 维普资讯 第 4 ( 第 1 7期 ) 期 总 3
20 0 6年 8 月
机 械 工 程 与 自 动 化
M ECHANI CAL E NGI NEERI NG & AUTOM ATI ON
No 4 .
A ug.
文 章 编 号 : 6 26 1 ( 0 6 0 — 0 8 0 17 —4 3 2 0 ) 40 3—2
控平台 , 本数 控 系统 的硬 件结 构见 图 1 从 图 1中 可以 。 看 出 ,有 三种 不 同的运 动控 制器 与 主机 相连 ,且其 连
基于 P C的开 放式 数控 系统 的机构 是 面 向软 件 配 置 的 ,可 以由用户 自行 定义 接 口和软 件平 台 ,不断 将 功能 集成 到控 制 系统 中 ,构 成 网络化 的制 造 环境 。
一种基于PC机的开放式数控系统研制及应用
务1
一
l 出 I 》
种基于 P C机 的开放 式数控 系统研制 及应用
李 少兵 ,王志 国 ,刘 飞
( 南大学 自动化研究所 ,江苏 无锡 2 4 2 ) 江 1 1 2
摘
要 :介绍了与主 P C机 P l O总线相连的 D O 14 数字运动控制卡的 内部结构 , M 一 2 8 分析了 D O控制 M 卡 内部的 PD补偿原 理 , I 从而得 出了控 制卡滤波参数 的调 制方 法。在采用 D O控制卡的基础 M
T ed v lp n n p l aino k do p nN meia C nrlN ) y tm b s do C h e eo me t da pi t f i f e u r l o t ( C s se a e nP a c o a n o c o
LI a — ig W ANG i u L U Fe Sh o bn 。 Zh. o. I i g
11内部功能框 图及其相关说明 .
D 一8 2 字运动 控 制卡 与 主计算 机 之 间是 MC 1 4 数 通过 带双 向HF O的P I 线 以及计算 机 中断处 理 电 C总
上, 对数控开发系统进行硬件设计, 同时在V B开发环境下实现软件设计, 成功地开发出一套
数 控机床加 工系统。 最后 通过 产品加工的应用 , 证明了自主开发的数控系统具有可行性 , 能够 满 足实际需求。 关键 词 :D MO控制卡 ;数控系统 ;主 P C机 中图分类号:T 7 P2 3 文献标识码:A 文章编 号:1 0—0 ( 0 8 0 — 0 8 4 9 1 4 2 0 ) 5 0 6 —0 0 3
ห้องสมุดไป่ตู้
Ba e nDMC o t lr h r war f s do c nr e ,ad ol eo s se wa e in d a ds f NC y t m sd sg e , n ot eo s se war f NC y t m
数控机床联网技术的研究与开发
O U TIO NFHS S 所产生的跳动讯号对它而言,只能算是脉冲噪声而已。
nR F 24L01的信道带宽同样是1M Hz,它将整个2.4GHz ISM 频段分为125个有效信道。
频率稳定的系统在一定的频段工作,而跳频系统在整个2.4GHz 频段范围都会产生影响。
在2.4GHz 频段工作的系统其数据发送都是基于数据包的。
如果跳频系统在某个时刻占用了某频道,那它在其他时间占用整个频段的任何其他频道的概率是相同的,也就是说发生冲突的概率是相同的。
因此nR F24L01与跳频系统的工作发生冲突时没有必要改变自己的工作频道。
而干扰来自频率稳定的系统时,需要跳转到另一个与该系统发生冲突概率较小的频道。
因此改变信道避免冲突的原则是当受到持续的干扰时才跳转到另一个信道。
基于以上的分析,可以归纳出如下的跳频规则:1.监测到当前信道的持续干扰。
跳转到受到自同一干扰源的干扰概率较小的信道。
3.如果干扰来自其他的跳频系统,则不进行跳频。
nR F24L01集成了载波监测功能,可以准确地监测当前工作信道是否有干扰,保证了在W-LAN 环境下可靠地工作。
其S PI 接口与外接微控制器的通信速率可达10Mbps ,具有高速度和独特的切换时间,减少了与跳频系统如蓝牙出现时碰撞的可能。
对于nR F24L01的通信,可以采取如下方案:数据发送方发送数据并等待接收方的ACK,如果没有收到AC K ,表示发送失败,则在相同信道上重发两次。
由于蓝牙系统在每个信道上停留的时间为650us,而nR F24L01一次动作(即发送数据并等待接收对方AC K 的时间)大约为1ms,因此如果第一次发送失败是由于与蓝牙系统发生冲突,那么第二次发送一般可以顺利到达接收方。
如果三次发送均失败,说明受到的不是脉冲干扰,而是稳定的干扰,这时nR F24L01需要跳转到另一个信道。
事先将所有想要使用的信道做成列表,在需要跳频时查表即可。
信道列表一般不采用1,2,3,4……的顺序安排,因为如果一个信道受到干扰,那么与之相邻的信道很有可能也受到干扰,考虑到W-LAN 的信道带宽为22MHz ,可以用公式i+j ×22(j=1,2,3,4,5;i=1,2,3)的顺序安排信道列表。
基于PC的开放式数控系统NC代码编译系统的研究
序段号 必 须位 于段 首 ;d 同一 个程 序段 内不 能 重复指 定 相 同的地 址或 代码 等 等. ()
* 收稿 口期 : 0 9 l -4 2 0 一 20
作 者简 介 : 婵 娟 ( 1 . . 西 省 兴平 市 人 。 授 。 士 生导 师 . 究 方 向 : 陈 J6 一) 女 陕 9 教 硕 研 数控 技 术 、 制 工 程 控 基金 项 目 : 安 市科 技 局 工 业 应 用 技 术 研 发项 目( 目编 号 :XY 8 1 ( ) 西 项 C 0 0 52 )
基于 P C的开 放 式数 控 系统 NC 代 码 编译 系统 的研 究
陈婵 娟 ,高 帅 ,胡 伟 前
( 西科 技 大 学 机 电工 程 学 院 , 西 西 安 7 0 2 ) 陕 陕 10 1
摘 要 : 述 了数控 系统 NC代 码 编译技 术的发展 现状 , 论 通过 对 NC代码 程 序规 则 的分 析 , 围 绕 NC代码 编译模 块 的 实现 问题 , 着重 阐述 了 NC代 码词 法 、 法识别 的 方法和 编译 模 块 的设 语
№ . 1
・
陕西 科 技 大 学 学 报
J) (URNAI OF S HAANXIU NI VERSTY CI I OF S ENC & TE E CH NO I OGY
F b 2 1 e .0 0 Vo . 8 12
l6・ O
文 章 编 号 :0 05 1 (0 00 —1 60 1 0—8 I 2 1 )10 0 —3
基于PC运动控制卡的数控系统NC代码编译技术研究

G o f c r rci db p l ao fh Ccd o pl c a poet. ode et ae ee e yapi t no eN oecm iri at l rjc s v ci t e n u s
Ke wo d : Op n C y t m ;NC c d o i r y rs e NC s se o e c mp l ;Mo in c nr lp n l e t ot a e o o
moi n c n r l a e e e a h e e . T k n n e a l fa P t o t n lw r c i v d o op a i g a x mp e o MAC moin c nr lp n lb e t a L t o t a e y D l T u L C, t es t n p o n — o o a h et g u fa f c i u t n l o e r lt d d t b s si to u e i a d eae aa a e wa n r d c d, a d p r a o i d p o r mso ro h c i g a d ta sain frNC c d e e gv n o c n a t lc mp l r g a fer r c e k n n r n lt o e w r ie . i e o o
近年来 ,随着计算机技术 的飞速发 展 ,开放式数 控 系统应运而生 。“ C+运动控 制卡 ”模式 的开放式 P 数控 系统 ,是 目前 比较 流行 的一 种 数控 系 统开 发 方
式。这种开放 系统 中,N C代 码 需要 通过 P C并 行 总 线传 送给运动控制 卡 ,然后 由运 动控 制卡 向驱动器发 出运动指令 ,从而完成数控 加工过程。 目前 ,开放式
基于PC与运动控制器的开放式数控系统研究与开发
模 块 问 的通 信 主 要 通 过 两 种 方 式 来 实 现 ,环 状 的 同层 通 信 和 线 状 的越 层 通 信 。 同层 通 信 负 责
的模 块 时 ,也 无 需 对 代 码 做 太大 的 改动 , 因为 某 个模 块 的改 动 对 其 他 模 块 间 的通 信 并 不 会 造 成 很 大 的干 扰 ,增强 了 系统 的 可伸缩 性 。 GT 0 一 V提供 C 言 函数 库 和Wid ws动 态 4 0S 语 no 链 接 库 ,用 户 通 过 主机 程 序调 用 相 应 的库 函数 ,
l
訇
基于P 与运动控制器 的开放式数控 系统研究 与开发 C
Res ear d de ch an vel opm entofopen CN C ys em s t bas ed on PC and m oton cont ol i r l er
将 根 据 主 机 的 要 求 , 自动 完成 轨 迹 规 划 、安 全 检 测 、伺 服 刷 新 等 复 杂运 算 ,计 算 结 果 转 换 成 模拟
电压 或 脉 冲 控 制 电机 运 动 ,用 户 无 须 编 写 通讯 程
序 ,并 从3 位 驱 动 库 中解 脱 出来 ,将 全 部 精 力用 2
法。该数控系统 已应用于实际项目中 ,收到了良好效果。 关键词 :运动控制器 ;系统管理软件 ;N C代码编译器 ;三次B 条曲线 ;等弦长分 割插 补算法 样
NC嵌入PC型开放式数控系统的研究和应用
s a c n N C i e t pe i g CNC s tm n d li ' t s cso r] t lf s f ̄a e Co lnig wi XK5 0 e rh o ns ri PC o n n ng yse i e alfom wo a pe t fha ( l I ol r l W/’ r 1 m  ̄ n t i h 03
.
s e t e p e iin a d h st e o e h r ce i i fo e NC s se p ci r cso n a h p n c a a tr t o p n C ) tm. v sc
Ke r y wo ds: p n CNC s se ; n e tn ' ; to o r lc r oe y tm NC i s rig FC mo in c nto a d
摘 要: 文从硬件 和软件两方面探讨 了 N 本 C嵌入 P C型开放 式数控系统 的没汁及研 究 , 合  ̄ 5 3 玷 K 0 0数控铣眯 于P c+A T 5 动控制 卡开发 了一套开放式数控市式铣床系统。通过 实验 f , D 80运 { 』 j 床运动及实时显示机床状态 , 达到 了预期的精度 , 并具备 了开放式数控 系统 的丌放,
经成为 当前研究 的热点 。
c "放仆系 卡 J 放仆系 构 的m 决 案 足 一 ・ 。 勾 } : 竿 种 更彻底 的丌放 案 √ 己 人 饥操作 …剑底 以 提供 从 软什 刮 什 , 从 制 l卡 的 个 ,f 放 人们 r /袤 、 J =_ J 叮
按开放 的层 次不 同可 分为 3种 开放途 径 , 它们 的 开放层次不 同 , 度 不 等 , 难 获得 的开 放 效 果也 不 尽 千 H
,
基于STEP-NC的数控系统体系结构的研究

系 统从 系 统设 计 方 法 到系 统 的实 现 方 式千 差 万 别 , 但 其基 本 组成 与原 理都 是 类似 的 。作 为一 个 典型 的计 算
机 应 用系 统 , 何 数控 系 统都 离 不 开硬 件 和 软件 的支 任
持 。通过系 统控制 软件配合 系统硬 件 , 合理地 组合 、管
进 行 加工 。
基 于 S E -NC数控 系统 的体 系结 构研 究类型可以 T P
给数 控 机床 制造 厂 家 的生产 和最 终 用户 的使 用 、维 护 带来 诸多不便 。很 多情况 下 , 户需要把特殊 要求融入 用
分为 三类 : 入型 、标准型 和智能型 。标 准型与智 能型 嵌
fn t n l u ci a d l f h o mo e eCNC y t m, h n o ma i n fo mo e , n S EP- o t s s e t e i f r to w d l o T l NC y t m v l o e o e m o e p l a s se l e d lf rt d la p i — e m h c
ac rigt en nra。me wekra. mea ds o gra. met i ig i ewe nifr t nf w. n ie e codn t o — l i . a 1i n rn 1 i ds n us b t e omai o Co s r h oh e t e t t e t o t h n o l d t
相比, 虽然在 功能上 缺乏 自组 织 、 自适应 、 自学 习等方
到控 制 系统 中 , 传统数 控系 统 的封 闭性 , 使得对 它 的修 改和 功能扩充极为有 限。最终用户在使用 、维护控制系 统 时同样面 临这个 问题 。更为不便 的是 , 件对硬件 的 软
[浅析基于PC的开放式数控系统]PC数控系统
![[浅析基于PC的开放式数控系统]PC数控系统](https://img.taocdn.com/s3/m/b17e7d95e43a580216fc700abb68a98271feac29.png)
[浅析基于PC的开放式数控系统]PC数控系统浅析基于PC的开放式数控系统0前言目前,各种先进的制造技术得到了飞速的发展,它们中绝大多数都需要数控技术的支持。
同时,数控技术的应用也为制造业的发展带来了深刻的变革。
但是,随着计算机技术的迅猛发展,传统的CNC系统逐渐显示出弱点,即:专用性强、软件为系统的制造商所拥有,不便于功能扩展和各种应用软件的支撑和更新,软件的移植性差,组网通讯能力差。
而现代制造业的发展给CNC系统提出了更高的要求:从完成的功能上看,一方面CNC系统必须适应CIMS的发展,有一个可以集成不同开发商提供的软件并适应连网需要的平台;另一方面,随着中小批量生产的趋势日益增强和数控系统在更多的行业中的应用,用户对CNC系统的需求呈现多元化,这样,必须根据不同的用户需求,迅速、高效、低成本的构筑面向用户的控制系统,于是要求CNC系统具有模块化和可重新配置的特点从使用角度来看,CNC系统应能应用于各种计算机平台,并提供统一风格的用户交互环境,以便于用户操作、维护和更新升级、为了满足对数控系统更具柔性、灵活性和通用性的要求,出现了对开放式数控系统结构的研究。
开放式数控系统具有软件开放性和硬件开放性,它能使人们自由地选择CNC装置、伺服驱动器、传感元件和执行单元等部件。
一般地,开放式数控系统有以下特点:(1)各种构成要素逻辑上独立。
(2)提供一个标准和规范,确保不同生产厂商的符合规范的构成要素能构成一个完整的数控系统。
(3)数控系统的拓扑结构可动态改变。
(4)与其它系统或软件模块具有互操作性。
(5)提供良好一致的人机界面。
随着计算机技术的飞速发展以及其标准化和开放性,出现了基于PC 的开放式数控系统。
1基于PC的开放式数控系统基于PC的开放式数控系统能充分地利用计算机的软硬件资源,可使用通用的高级语言方便地编制程序,用户可将标准化的外设、应用软件进行灵活地组合和使用使用计算机同时也便于实现网络化。
数控机床控制系统的研究、开发研析

文章 编号 : 1 0 0 7 — 9 4 1 6 ( 2 0 1 3 ) 0 4 . 0 0 2 7 一 O 1
数控机 床是机械 制造 技术 与计算机技术共 同作用相结合 的产 物, 作为一种以数 字量 为指令信息的形式系统 , 通过 数字 集成逻辑 电路或者通过计算机控制的机床 。 它囊括了机械 、 电子信息 、 计算机 技术、 自控服务、 传感 测试和通信等 现代化的技术 , 是机 电一体化 的 典型产品 , 而这里数控机床的控制系统更是数 控机床的核心。 就其 研究与开 发的前景来看, 我们下面对数控机床的控制系统做 了具体 的介 绍 。
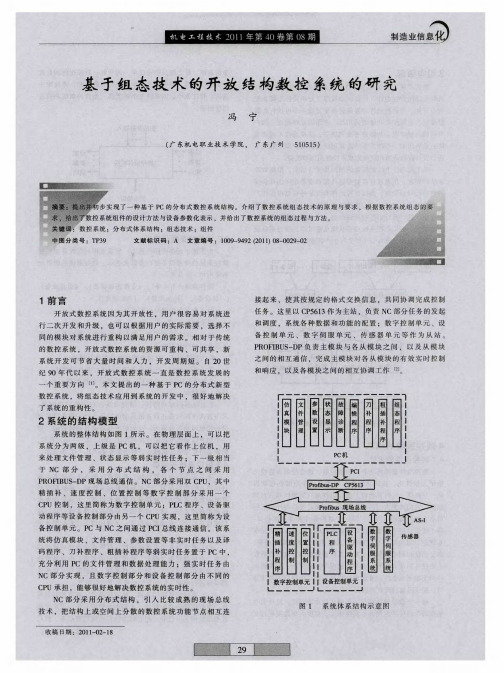
务是完成数控机床主动电动机的方向、 变速 , 刀具的交换与选择 , 工 件 的装夹 , 更重要的还有 液压 、 冷却 、 润滑 、 气动等一 系列 的控制功 用和有 关的辅助功用 。 P L C 控制系统的设计主要通过的是系统控制机床一些设备 , 在 程序得到逐步 的操作完成后 , 对该流程一步步进程重新的调试和排 序。 在P L C 这项控 制系统 的操作过程 中, 内部各个继 电器的端点能 够彼此作用 , 从 而 有 效 的缩 短 了总 开 发 时间 。 具体的, 我 们 参考 一 下 设计步骤和 控制系统的开发 图像 : ( 1 ) 为数控机床 的控制系统 的各 个执行方 式进行合理快速 的排序 ; ( 2 ) 对输入和 输出设备 的任 务进 行合理的分配 , 促使控制系统能够正确的输入 和输 出P L C 命令发 出 的信号 ; ( 3 ) 依照P L C 做出的系统梯形 图进行操作 。 梯 形图可 以清 晰 的描绘数控机床的控制系统 中, 发生功效的各个部门和各项功能之 间相 互 作 用 的控 制 关 系 ; ( 4 ) 结 合P L C 下 的梯 形 图 , 利 用 计 算 机 操 作 程序完成控制机床的控制系统的整体协调 , 实现各个项 目的功用 ; ( 5 ) 对 即将进 行的程序进行充分 的调试 ; ( 6 ) 将 已操作好 的系统程序 和命令进 行存储记录 。
NC嵌入PC型开放式数控系统的研究与设计

P —NC 运动控制卡 D P C S 文献标识码 : A
文章编号 : 6 3 0 3 (0 70 ( )0 2 0 1 7 5 42 0 )8a 0 9 2 式 数控 系统的开 放途径 的基础 上 , 介绍 了 NC 嵌 入 PC 型开 放式 数控 系统 的设 计结 构 。
3结语
由上例可 见 , W B是一个 开放式 的仿真 E 电子实验平 台 , 计和测试 与实际情 况非常接 设 近 。利 用 该 软件 , 作人 员可 以 进 行各 种类 工 型、不 同程 度的 电子 线路 和 实际 电子产 品的 设计 , 以便 修 改与 优 化 电路 。从 而缩 短 产 品 的开 发 周期 , 它对 电子 工 程 、信 息 工程 和 自 动 控制 等领 域工 作人 员来 说具 有教 高的 实用 价 值 。将计 算机 仿真 教学 引入 电子 技术 实验 课程, 使学 生教 早建 立工程 思想 , 为学 生进行 电子线 路设 计 、 了解仪 器设备 的使 用提 供 了 较 佳 的手 段 , 同时 还 实现 实验 教 学手 段 的创 新, 给基 础课程 的 实验教 学注 入 了新 的 活力 。
1引言
生 , 模块 化 、可重 构 、可 扩充 的软 件 与 硬 即 随 着市场全球 化的发 展 , 市场 对于适 合中 件系统 , 就是开 放式数 控 系统 _。开放式 数 也 】 1 小批 量加 工 、具 有 良好 柔性 和 多功能性 的 制 控 系统 不仅 能够 快速 、经济 地适 应新 的加 工 造 系统的需 求 已超 过对 大型 单一功 能 的制造 需 求 , 且为制造 商提供 了将其技 术或 产品第 而 系统的需 求 , 而要求制造 具有较 强的市场应 三方 的技 术或产 品进 行集 成 的可 能性 。本 文 从 变 能 力 。 这 种 趋 势 促 成 了一 个 新 概 念 的 产 对开放式数 控系统进行 了概述 , 探讨 了开 放 在念 . 数控 系统 的开放性慨念 出现在 2 世纪 8 0 0 年代 末9 年代 初 , 0 是欧美 各国为 了适应 机床制 造 业在技 术 、市场 和 生产 组织结 构 等多方 面 的 新的 变化 而提 出 的_ 。在 关 于开放 式体 系 2 1 结构 的定义 , I E 按 E E的定 义 , 一个开放 式控制 系统 应提供这样 的能 力 : 对于 不同的卖 主的各 种平 台上运行 的应用都 能在 系统上 完全实现 , 并且 能和其他 系统应用 进行交互操 作 , 同时具 有一 致性 的用 户界面 。因此 , 开放式 系统是 指 能够 在多种不 同的平台 上运 行 , 可以和其 他系 统的 应用相互操 作 , 并能给用 户提供一种一 致 风格 的交互方式 的数控 系统 , 也就是在加 工机 械专 用的 C NC中引入 P C所 具有 的开放 化 。 2 2 开放式数 控系统结构 . 根据这个定 义 , 开放 式数控 系统是模块 化 的体 系结 构如 图 l 既有接 口的开放性 , , 又有 自 身功 能的开放 性 , 其应具 有以 下特征 : () 1系统硬 件平台具有 开放性 , 够根据具 能 体控 制机 床 的功能 需要 来增 加或 者减 少硬 件 系统 中的部件 , 也可 以使用第三 方厂家提供 的 硬件 模块 。 ( 采 用通 用的操作 系统 , 用市场 上的软 2 ) 利 件 开发 工具 , 系统 的 开发 、使 用和维 护 方 使
基于组态技术的开放结构数控系统的研究
一
4数 控 系统 的组 态
41数 控 组 件 的 设 计 .
数 控 组 件 是 指 将 插 补 、位 置 控 制 、速 度 控 制 等 数 控 功 能 单 元 组 件 化 ,将 该 功 能 单 元 的 实 现 细 节 封 装 在 模 块 内 部 .并 提供 一 组 外 部 接 口 。数 控 组 件 具 有 封 装 性 和 信 息 隐 藏 性 .它 的 功 能 由它 的 接 口定 义 ,它 通 过 接 口 与外 部 进 行
业 信 息 化
3组 态 原 理
数控系统 的组态技术 是指 根据数控 系统 的配置要 求 . 选 择 合 适 的 数 控 组 件 及 设 备 驱 动 程 序 ,分 析 数 控 系统 装 配 的 可 行 性 ,将 数 控 组 件 和 外 部 设 备 配 置 成 一 个 可 执 行 的数 控 系 统 。系 统 组 态 功 能 的 适 用 性 、 应 用 的 方 便 程 度 、用 户 界 面 的 友 好 程 度 、功 能 的 齐 全 程 度 等 。是 组 态 技 术 成 功 应 用 的 重 要 因 素 。数 控 组 态 功 能 是 离 线 进 行 的 , 即 在数 控 系
到 现 场 总 线 上 .完 成 系统 配 置 。 系 统 的 组 态 过 程 如 罔 4所
示。
第 1组 接 口用 于 设 置 组 件 的缺 省参 数 值 ,这 些 参 数 值 是 在
系 统 运 行 时 由其 它 对 应 组 件 生 成 ,并 且 在 不 断 实 时 更 新 ;
( )系 统 首 先 由设 备 推 理 机 根 据 所 选 设 备 完 成 硬 件 的 1 组 态 。在 硬 件 组 态 过 程 中 ,根 据 用 户 的 要 求 ,由设 备 推 理 机 自动 选 择 外 部 设 备 ,用 户 在 其 基 础 上 根 据 需 要 对 这 些 外 部 设 备 进 行 增 减 ,经 确认 ,即可 完 成 硬 件 组 态 。 ( )集 成 软件 将 插 补 器 、位 置 控 制 器 、速 度 控 制 器 等 2
基于PC的数控机床全闭环控制系统设计

基于PC的数控机床全闭环控制系统设计摘要随着科学技术水平的不断提高,现代制造业的发展越来越快速,数控机床得到了普遍运用,并且对数控机床的定位精度与重复定位精度提出了更高的要求。
构建一个实时控制、在线检测的数控机床全闭环控制系统,可以有效反馈数控系统的检测信号,实现实时切削加工参数调整,进而提高加工零件精度。
本文在分析数控机床全闭环控制系统提出的基础上,阐述全闭环控制系统硬件与软件的设计,进一步强化数控机床的控制系统。
关键词:PC;数控机床;全闭环控制系统;设计现阶段,提高数控机床加工精度的有效手段就是采用全闭环控制系统。
全闭环主要就是在机床运动部件上进行采样点数据的直接读取,对采样运动部件的位置进行实时检测,进而减小或者消除传动与放大环节的间隙与误差,提高控制精度。
为此,在设计数控机床控制系统的时候,一定要在PC基础上,运用全闭环概念,促进数控机床的广泛应用。
1.提出数控机床全闭环控制系统1.1 传统控制系统的缺陷数控机床传统控制系统就是半闭环控制系统,通过反馈采样运动部件的速度与位置完成伺服控制,在具体加工过程中,数控机床控制系统中出现的加工数值就是数控机床本身运动精度,无法对零件的适时精度进行反映。
尽管加工过程实现了自动化操作,但是加工精度缺乏自适应控制,所以,需要对此进行改进。
1.2 全闭环控制系统数控机床的自适应控制就是全闭环伺服控制,其事实上就是在实际加工变量实时控制与在线检测的基础上,对切削速度、进给量等加工参数进行有效调整。
如此一来,不仅可以降低数控机床状态变化与外界因素对加工过程的影响,还可以对加工过程进行优化,实现了加工产品质量与生产效率的提高,值得在数控机床中推广应用。
采用全闭环控制系统的数控机床加工流程为:安装工件-按下启动按钮-定位支架、刀具-开始加工-刀具磨损、振动、轴精度确定及在线检测-检测信号的采集与调整-检测信号的接收与传输-上位机分析与判定,如果上位机判定为合格,才可以继续加工,直到完成;如果上位机判定为不合格,需要返回到刀具磨损、振动、轴精度确定及在线检测环节,重新加工,直到合格为止。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
・
控 制与 检 测 ・
组合机床与自 动化加工技术
文 章 编 号 :0 1 2 6 (0 7 0 0 5 0 10 — 25 20 )4— 0 6— 6
基于 P C+N C结构 的数 控 系统 的研 究 与 开发
陈志 , 秦现 生, 任松涛
sf r s rg mme yvsa C+ a dMF ( coo u d o a Cas ir y . dten mei o wa Wa po a t e r db i l + n C Mi sf F n  ̄i l l ba )An u r u r l n s L r h c
c n r l r we d t e I S ma a e n a b l y Wa ul e plr d. i t o s uc e s l - o to l ’ po ra h PC’ n g me t c pa ii s f l x e Th s me h d Wa s c s f l i eS n t y o u yn to u e t ume c lc n r ld d l g & mil g ma h e t 1 r d c d i o an n i r a o tol r l e i i n l c i oo . n i n Ke y wor s:o n CNC yse d pe s t m;PM AC;CNC pe ai g s fwae o r t o n t r ;Viua ++ s lC
文献标 识码 : A
Re e r h a d De eo m e to s a c n v l p n fa CNC y t m s d o S se Ba e n NC +P Ar h tc u e C c ie t r
C E h—u Q N Xi —hn , E o gt H N Z i , I a seg R N Sn — o y n a ( e at n f c a i l n ier g N r w s r oy cncl nvr t, i a , h n i 0 2 C i D pr t h nc gnei , o h et nP l eh i i sy X ’n S a x 7 0 7 , h— me o Me aE n t e t aU e i 1 n) a
制 , 时 的 数 控 任 务 由 C C部 分 实 现 。代 表 产 品 有 实 N
制运算 , 一个 C U完成非 实时管 理、 断等任务 。 另 P 诊
目前 国 内外 研究 中 , 数控 系 统 常 见体 系 结 构 而 就
言, 大致 可划分 为如 下几类 模式 : ¨
() 4 软件 C C型 , N N C C的 全 部 功 能 都 由 P C来 实
( ) C嵌 入 N 1P C型 , 在传 统 的非 开 放 式 C C 内部 N
机 的 的扩展 插 槽 中。此 类 产 品 优 点 是 成 本低 、 可运 行
P C型 、 a l 入 P Gl嵌 i C型 等 ;
用 户 自定 义 软 件 、 面 友 好 , 表 产 品 有 P A 界 代 M C嵌 入
() P 3 单 C+双 C U型 , 个 C U完 成实 时运 动控 P 一 P 代 表产 品为 Cn in tMi co 司的 A 1 0系统 ; ic ai l rn公 n a 20
0 前 言
当前 , 数控 技术 发展 的一个 重 要趋 势 是开 放 型 、 模 块化 和集 成 化 。针对 这 一 趋 势 , 国、 洲 、 美 欧 日本 等 均 制定 了相应 的高性 能 数 控 系统 平 台的 标 准 和 规 范 , 如 O C O A A、 S C等计 划 。 MA 、 S C O E
(rg m beMutAx o t lr s v e o ata h u r a cnrlr T e C P or ma l a l- i C nr l )Wa i i d t c s ten me cl o t l . h NC’ o eai i s oe n t i oe S p rt g n
嵌入 P C模 板 , C模板 与 C C之 间采 用 专 用 的总 线 连 P N
现, 数控 系统 中的实 时控制 由软件 的实时 内核 来 实 现 。
系 统通 过 C C扩展 槽 上 的伺 服 接 口板 与 伺 服 驱 动 器 N
接, 数据传输 迅 速 、 时性 高 。P 实 C部 分 实 现 非 实 时 控
( 西北 工业 大学 机 电工程 学 院 , 安 7 07 ) 西 102
摘要 : 用 P 采 C+N C结 构 ,以 功 能 强 大 的 P C 多轴 运 动 控 制 器 为 N MA C核 心 , 用 工 业控 制 计 算 机 和 采
Wi o s 作 系统 为软 硬件 平 台 , 于 MF n w 操 d 基 C和 V C+ +开发 了数控 系统操 作软件 , 充分开发 了 P C的数 MA
Absr c t a t:Ba e n I u ty PC nd W i o 0 0 o rt g s t m,a CNC yse Wa ui A s d o nd sr a nd ws2 0 pe a i yse n s t m s b l t. PM AC
控功 能和 P C机 的 管理 能力 , 业控 制计 算机和 Widw 工 n o s系统 确保 了系统 的开放性 。该 方 案 已成 功应 用
于 某型数控 钻铣床 。
关键词 : 开放 式数控 ; MA ; 控 系统 ; C+ P C数 V +
中图分 类号 :G 5 , P 7 T 6 9 T 23