安川(yaskawa)PLC实训指导书.
安川(yaskawa)PLC实训指导书.
模块式PLC实训指导书主编:郑渊崔忠毅2011年10月目录项目一安川PLC控制系统识图 (3项目二安川PLC硬件组态及测试 (12项目三控制起升电机正反转 (20项目一安川PLC控制系统识图一、项目导入日本安川电机公司(YASKAWA成立于1915年,该公司制造的PLC和变频器产品在我国港口大型装卸机械中应用较为广泛,如图1、2所示。
图1 安川模块式PLC 图2 安川G7变频器图3所示为轮胎吊实训台,该实训台采用安川PLC和变频器,其控制系统与港口实际PLC控制系统基本一致,本项目的任务是读懂该实训台PLC控制系统电气图纸,从而对模块式PLC控制系统有一个整体上的把握。
图3 轮胎吊实训台二、项目分析模块式PLC控制系统由于一般应用于较为复杂的电气控制中,所以其电气图纸相对于整体式PLC控制系统或继电器控制系统要复杂一些,但是也可以分为主电路和控制电路两部分。
对于采用模块式PLC控制系统的港口大型装卸机械来讲,可以分成以下几个部分:(一主电路安川PLC安川变频器1、主驱动电路,例如驱动大机各机构动作的电路,现在一般采用变频调速。
2、辅助机构驱动电路,例如大机各机构风机电路、制动器电路等,一般采用工频电源,不需变频调速。
(二控制电路1、PLC外部控制电路,该部分电路既不是PLC输入回路,也不是PLC输出回路,而主要是输入输出的中继电路或者安全电路。
2、PLC模块配置电路,该部分电路表明PLC控制系统采用何种CPU模块、电源模块、输入输出模块、特殊功能模块、通讯模块等,同时说明了PLC控制系统的网络通讯结构和输入输出模块的地址分配等重要信息。
3、PLC输入回路,一般每页图纸绘制16个输入点,并标明每个输入点所对应输入设备的功能。
4、PLC输出回路,一般每页图纸绘制16个输出点,并标明每个输出点所对应输出设备的功能。
二、项目实施(一供电线路1、主电路供电如附录P1所示,轮胎吊实训台采用主变压器输出的380V工频交流电源供电,经空气开关QF1给主电路供电。
安川PLC培训教材
(初级) 初级)
CCT工程技术部 场桥室 工程技术部/场桥室 工程技术部 冯国旺 2004.10.17
培训大纲
CCT安川PLC使用情况介绍 CP-317与CP-316H的特点 安川的通讯协议介绍 CP-316H 模块介绍 CP316H系统接线图 CP-317系统接线图 CPU的初始化后装载程序
安川的通讯协议介绍
216通讯方式:针对PLC 变频器 215通讯方式:针对PLC PLC PLC 远程I/O PLC CMS管理系统 217通讯方式:针对CP-317系列内部通讯及外部 显示设备。如编程器与PLC通讯及登录中不同站 号之间的通讯。 213通讯方式:针对VH3变频器,或采用213RIO 远程I/O通讯。
CP-317和CP-316H的特点 和 的特点
CP-317网络功能强大,运算速度快,内存容量 大,外设增加方便灵活,可用于各种通讯协议 与各外公司进行通讯。 CP-316H集成化的PLC机型,215、216、217通 讯已集成在CPU内部。用户只需配置即可用于 各种通讯,使用针对性较强,对外围网络数量 较少,且相对固定外设的设备来说,可以用很 经济的价格实现很高级的控制。
CCT安川 安川PLC使用情况介绍 安川 使用情况介绍
RTG1~9#使用的是安川早期产品CP-3300。 RTG10#~40#,RTG101~104#使用安川 CP-316H。 RTG41#~42#使用富士F70S QC1#~4#使用西门子S5 QC5#~6#使用GE系列6 其他岸桥全部是安川CP-317
--结束
CP-316H系统接线图 系统接线图
CP-317系统接线图 系统接线图
CP-316H初始化后装载程序 初始化后装载程序
PLC综合实训指导书

PLC综合实训指导书目录绪论第一章实训装置简介1.1外观与概述1.2实训项目1.3系统配置与技术参数第二章装置机构说明2.1 工作流程与原理2.2 机械机构2.3 气动原理与机构第三章控制系统设计与调试3.1 电气电路的组成3.2 PLC控制原理图3.3 变频器参数设置要求第四章系统调试与实训组织4.1系统调试4.2 实训的组织附录 FX—20P—E简易编程器的使用方法绪论自动化技术是当今几大高新技术之一,从某种意义来说,自动化技术已成为现代化的代名词。
随着我国产业结构的调整、现代化进程的加快,自动化技术对现代工业生产的推动作用将越来越重要。
浙江省近几年来已基本形成了以制造业为主体的四大特色优势产业,确定了以“打造先进制造基地,促进工业结构优化升级”作为今后一段时期政府的主要工作目标。
随着各类工业企业的技术进步,工业自动化生产必将得到广泛的普及,电气控制设备、自动化生产线的安装、调试、维修;自动控制系统的技术改造、开发应用;设备运行管理等方面工作量是非常巨大,需要大量的懂原理、能动手的专业技术人才,而能从事一线现代化生产的技术人员需求量更大。
实训装置作为掌握与应用新技术的重要载体,其作用已为广大科技工作者所共识。
发达国家和地区,一方面投入大量人力、物力进行新技术、新工艺等的研究,同时极其重视实训装置的开发工作,并常常将最为先进、完善的设备与装置首先投入职业培训与职业教育中。
我校是教育部定点的电工电子及自动化技术国家实训基地,承担着本地区的职业培训和职业教育、新技术的吸收与转化之重任。
为了加快人才培养,完善教学手段,积极吸收与转化新技术、新工艺、新方法,研发符合应用人才培养目标的、较先进的实训装置,对本地区的技术进步,促进工业结构的优化升级,具有重要的作用。
基于以上情况,并认真调查了高职学生现有的知识和技术水平,我们设计开发了本套实验装置,以满足电类专业课程设计、毕业设计之用。
第一章实训装置简介1.1 外观1.2 概述亚龙YL-235型光机电一体化实训考核装置,由铝合金导轨式实训台、上料机构、上料检测机构、搬运机构、物料传送和分拣机构等组成。
PLC实验实训指导书

实训1G X D e v e l o p e r编程软件的使用一、实训目的(1)熟悉G X D e v e l o p e r软件界面;(2)掌握梯形图的基本输入操作;(3)掌握利用P L C编程软件编辑、调试等基本操作。
二、实训器材(1)可编程控制器1台(FX2N-48MR);(2)计算机(已安装GX Developer编程软件)1台。
三、实训指导1.编程软件简介2.GX编程软件的使用在计算机上安装好GX编程软件后,运行GX软件,其界面如图所示。
运行GX后的界面(1)菜单栏GX编程软件有10个菜单项。
(2)工具栏工具栏分为主工具、图形编辑工具、视图工具等,它们在工具栏的位置是可以拖动改变的。
建立新工程画面程序的编辑窗口(3)编辑区是程序、注解、注释、参数等的编辑的区域。
(4)工程数据列表以树状结构显示工程的各项内容,如程序、软元件注释、参数等。
(5)状态栏显示当前的状态如鼠标所指按钮功能提示、读写状态、PLC的型号等内容。
梯形图3.梯形图程序的编制程序编制画面程序变换前的画面用鼠标和键盘操作的画面4.指令方式编制程序5.程序的传送(1)PLC与计算机的连接(2)进行通信设置(3)程序写入、读出6.编辑操作(1)删除、插入(2)修改指令方式编制程序的画面(3)删除、绘制连线(4)复制、粘贴(5)打印(6)保存、打开工程(7)其他功能四、程序输入练习(1)按图5-23输入程序,根据控制要求运行程序,观察输出指示等的变化情况;(2)按图5-24输入程序,运行程序后合一下X0,观察输出指示等的变化情况;(3)按图5-25输入程序,运行程序后闭合X0,观察输出指示等的变化情况;(4)按图5-29输入程序,运行程序后闭合X0,观察输出指示等的变化情况。
五、实训报告§1.电机控制单元实验一、实验目的1.学习用FX2N系列PLC控制电机直接启动、正反转、Y-△启动的操作。
2.掌握电机在PLC控制过程中的外部接线。
PLC实验指导书
PLC实验指导书1. 简介PLC(Programmable Logic Controller,可编程逻辑控制器)是一种专门用于工业自动化控制的设备。
本实验指导书旨在帮助学生了解PLC的基本原理和实际应用,提供一系列实验指导,帮助学生掌握PLC的使用方法。
2. 实验设备2.1 PLC主机:本实验使用模拟PLC主机。
具体型号为XXX。
2.2 输入模块:用于接收外部传感器的信号并输入给PLC主机。
具体型号为XXX。
2.3 输出模块:用于控制外部执行机构,如电动阀门、电机等。
具体型号为XXX。
3. 实验一:PLC基本控制原理3.1 实验目的:通过本实验,学生将了解PLC的基本控制原理,理解PLC工作的流程和信号的输入与输出。
3.2 实验内容:3.2.1 搭建实验电路:将PLC主机、输入模块和输出模块按照指导书上的电路图连接起来。
3.2.2 编写控制程序:使用PLC编程软件,编写一个简单的控制程序,使得当一个开关被按下时,某个输出模块输出高电平。
3.2.3 上载程序到PLC主机:将编写好的控制程序上载到PLC主机中,使其开始运行。
3.2.4 运行实验:按下开关,观察输出模块是否正常工作。
4. 实验二:PLC在自动化流水线中的应用4.1 实验目的:通过本实验,学生将了解PLC在自动化流水线中的应用,学会使用PLC进行自动化生产控制。
4.2 实验内容:4.2.1 搭建实验电路:按照指导书上的电路图,搭建一个模拟的自动化流水线系统,包括传送带、气缸等。
4.2.2 编写控制程序:使用PLC编程软件,编写一个控制程序,使得流水线能够按照一定的节奏,自动将产品输送到下一个工位。
4.2.3 上载程序到PLC主机:将编写好的控制程序上载到PLC主机中,使其开始运行。
4.2.4 运行实验:观察流水线系统是否按照预期工作,产品是否能够顺利地传送到下一个工位。
5. 实验三:PLC在温度控制系统中的应用5.1 实验目的:通过本实验,学生将了解PLC在温度控制系统中的应用,学会使用PLC进行温度的测量和控制。
plc(可编程控制技术)实训指导书(含使用说明书)

目录第一章概述 (2)一、PLC的分类及特点 (2)二、PLC的结构与工作原理 (4)三、CPM2A PLC的硬件组成及指令系统 (5)四、PLC控制系统的设计与故障诊断 (7)五、PLC的应用及展望 (7)第二章实训项目 (9)实训一 PLC认知实训 (9)实训二电动机点动控制 (12)实训三电动机自锁控制 (14)实训四电动机正反转控制 (16)实训五电动机星三角启动控制 (18)实训六装配流水线控制 (21)实训七加工中心控制 (24)实训八步进电机控制 (27)实训九三层电梯控制 (29)实训十自动冲压系统 (32)实训十一自动售货机控制 (34)实训十二音乐喷泉控制系统 (37)实训十三温度PID控制 (39)PLC、变频器综合应用技能实训 (41)实训十四变频器功能参数设置与操作 (41)实训十五变频器控制电机正反转 (44)实训十六变频器无级调速 (46)实训十七基于PLC的变频器外部端子的电机正反转控制 (48)实训十八基于PLC数字量方式多段速控制 (50)附录一 CX-Programmer软件的使用 (52)附录二 PLC仿真实训软件使用帮助 (55)附录三 CPM2A系列主机指令集 (57)附录四 THPF-A型工业自动化创新实训平台使用说明书 (61)第一章概述一、PLC的分类及特点可编程控制器简称PLC(Programmable Logic Controller),在1987年国际电工委员会(International Electrical Committee)颁布的PLC标准草案中对PLC做了如下定义:PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。
它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
PLC及其有关的外围设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。
安川(yaskawa)PLC实训指导书
模块式PLC实训指导书主编:渊崔忠毅2011年10月目录项目一安川PLC控制系统识图 (4)项目二安川PLC硬件组态及测试 (19)项目三控制起升电机正反转 (30)项目一安川PLC控制系统识图一、项目导入日本安川电机公司(YASKAWA)成立于1915年,该公司制造的PLC和变频器产品在我国港口大型装卸机械中应用较为广泛,如图1、2所示。
图1 安川模块式PLC 图2 安川G7变频器图3所示为轮胎吊实训台,该实训台采用安川PLC和变频器,其控制系统与港口实际PLC控制系统基本一致,本项目的任务是读懂该实训台PLC控制系统电气图纸,从而对模块式PLC控制系统有一个整体上的把握。
图3 轮胎吊实训台安川PLC安川变频器二、项目分析模块式PLC控制系统由于一般应用于较为复杂的电气控制中,所以其电气图纸相对于整体式PLC控制系统或继电器控制系统要复杂一些,但是也可以分为主电路和控制电路两部分。
对于采用模块式PLC控制系统的港口大型装卸机械来讲,可以分成以下几个部分:(一)主电路1、主驱动电路,例如驱动大机各机构动作的电路,现在一般采用变频调速。
2、辅助机构驱动电路,例如大机各机构风机电路、制动器电路等,一般采用工频电源,不需变频调速。
(二)控制电路1、PLC外部控制电路,该部分电路既不是PLC输入回路,也不是PLC输出回路,而主要是输入输出的中继电路或者安全电路。
2、PLC模块配置电路,该部分电路表明PLC控制系统采用何种CPU模块、电源模块、输入输出模块、特殊功能模块、通讯模块等,同时说明了PLC控制系统的网络通讯结构和输入输出模块的地址分配等重要信息。
3、PLC输入回路,一般每页图纸绘制16个输入点,并标明每个输入点所对应输入设备的功能。
4、PLC输出回路,一般每页图纸绘制16个输出点,并标明每个输出点所对应输出设备的功能。
二、项目实施(一)供电线路1、主电路供电如附录P1所示,轮胎吊实训台采用主变压器输出的380V工频交流电源供电,经空气开关QF1给主电路供电。
安川PLC程序及软件操作

安川PLC程序及软件操作安川PLC(Programmable Logic Controller)是一种用于控制和自动化系统的计算机系统。
它通常用于工业环境中,用于控制和监控机器和设备的运行。
下面是关于安川PLC程序和软件操作的详细信息:1.安川PLC程序设计:-硬件配置:首先,根据所需的控制和自动化系统的功能和要求,确定所需的硬件配置。
选择适合应用的PLC模块,如CPU、I/O模块等,并根据需要设置通信模块、显示屏等。
-线路设计:根据控制和自动化系统的需求,设计PLC系统的线路连接。
确定输入和输出的电气信号连接,包括传感器、开关、执行器等。
- PLC编程:使用安川PLC编程软件,如MotionWorks、CX-Programmer等,编写PLC程序。
这些软件提供了用户友好的编程界面和各种编程语言,如梯形图(Ladder Diagram)、结构化文本(Structured Text)等。
根据实际需要,编写逻辑控制、时间控制、计数器、触发器和其他功能块。
2.安川PLC软件操作:- 安装软件:首先,安装安川PLC编程软件,如MotionWorks、CX-Programmer等。
确保计算机系统满足软件的安装要求,并按照软件提供的安装指南进行操作。
-创建项目:启动软件后,创建一个新的项目。
为项目命名,并选择PLC模块和通信模块等配置信息。
根据需要,添加输入和输出模块,并完成硬件配置。
-编写程序:在项目中创建一个新的程序,并选择所需的编程语言。
使用软件提供的工具和功能块,编写程序代码。
可以根据需要添加注释和文档,以便其他人理解程序的功能和逻辑。
-编译和调试:在编写完成后,使用软件将程序编译为可执行代码。
在调试模式下运行程序,检查逻辑和功能的正确性。
使用调试工具和监视器检查变量和信号的状态,并根据需要进行调整和修复。
安川PLC使用
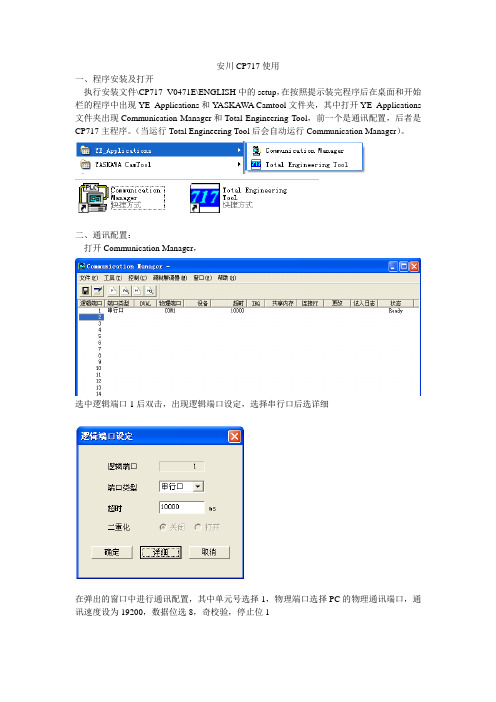
安川CP717使用一、程序安装及打开执行安装文件\CP717_V0471E\ENGLISH中的setup,在按照提示装完程序后在桌面和开始栏的程序中出现YE_Applications和YASKAWA Camtool文件夹,其中打开YE_Applications 文件夹出现Communication Manager和Total Engineering Tool,前一个是通讯配置,后者是CP717主程序。
(当运行Total Engineering Tool后会自动运行Communication Manager)。
二、通讯配置:打开Communication Manager,选中逻辑端口1后双击,出现逻辑端口设定,选择串行口后选详细在弹出的窗口中进行通讯配置,其中单元号选择1,物理端口选择PC的物理通讯端口,通讯速度设为19200,数据位选8,奇校验,停止位1确定后完成通讯设置。
三、程序的清空及1、316H程序的清空在调试时,可能CPU模块中已经有调试的程序,需要首先删除CPU中的程序时删除的顺序是:A在通电状态下将CP-316H上的INT、TEST从OFF置ON,RUN从ON置OFF,保持一段时间后断电;B上电,RUN指示灯和RDY指示灯不停的闪动,保持一段时间后将RUN从OFF置ON,INT、TEST从ON置OFF断电C再送电CP-316中的程序已清空。
2、215RIO模块程序的清空将215RIO模块的SW旋钮的箭头分别拨为7、9位置上,按RESET按钮。
断开电源,保持一段时间后再送电,215RIO模块的程序被清空。
然后将其通讯地址再改为0、2。
四、上载下载1、打开Total Engineering Tool,在ROOT上按右键新建组文件夹,名字任意如08000,在08000下建立指令文件夹,名字任意如PLC1,在PLC1上按右键新建PLC文件夹。
2、在弹出的对话框内对新PLC进行选型,如果是新建立的程序名字任意,如果是想读取电脑上已有的程序则名字要与现有名字一致,按第6步进行打开已有PLC文件的操作。
【优质】plc实习指导书-优秀word范文 (15页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==plc实习指导书篇一:PLC实训指导书-电气自动化电气控制技术PLC编程与应用技术实训指导书一、实训目的和要求1、实训目的(1)掌握可编程序控制器的操作方法;(2)熟悉基本指令与应用指令以及实训设备的使用方法; (3) 理论联系实际提高学生分析问题和解决问题的能力;2、实训要求(1)认真准备每次实训的内容;(2)实训前理清好本次内容的编程思路以及所要使用的编程方法;(3)通过上机调试来发现问题和解决问题;(4)验证程序的最终实现结果是否符合要求;二、实训内容项目一:PLC基础知识任务一:PLC的基本认识基础知识一、PLC的由来1、替代继电-接触器控制系统复习继电-接触器控制系统知识:组成、缺点2、研发标准:美国通用汽车公司(GM公司) 1968年提出了研制新型控制装置的十项指标,其主要内容如下:(1) 编程简单,可在现场修改和调试程序; (2) 价格便宜,性价比高于继电器控制系统; (3) 可靠性高于继电器控制系统;(4) 体积小于有继电器控制柜的体积,能耗少; (5) 能与计算机系统数据通信;(6) 输入量是交流115 V电压信号(美国电网电压是110V); (7) 输出量是交流115 V电压信号、输出电流在2 A以上,能直接驱动电磁阀等; (8) 具有灵活的扩展能力;(9) 硬件维护方便,采用插入式模块结构; (10) 用户存储器容量至少在4 KB以上3、研发时间:1969年,美国数字设备公司(DEC)根据上述要求研制出第一台可编程序控制器,型号为PDP-14 二、PLC的定义1980年正式将可编程序控制器命名为PC(Programmable Controller),常将可编程序控制器简称为PLC。
PLC作了定义:可编程序控制器是一种带有指令存储器、数字的或模拟的输入/输出接口,以位运算为主,能完成逻辑、顺序、定时、计数和运算等功能,用于控制机器或生产过程的自动化控制装置。
PLC实训指导书
一、实习目的电器装配线工程实训是电气工程及其自动化专业实践教学环节的必修课程。
实训的目的:掌握电工基本常识与应用;掌握配线与安装;掌握机械常识与技能;掌握电路控制器件与维修;掌握多种控制线路的原理与安装;掌握典型机床或桥式起重机电气控制。
实习的任务是培养学生,通过实训可以加强学生对电气控制技术和电气操作技能的学习和训练;强调学生动手组装能力、调试等分析和解决实践问题的能力,培养学生的大工程意识,培养学生独立分析和解决实际问题的能力。
二、实习任务与要求1.综合运用电气控制课程中所学的理论知识独立完成一个项目的设计。
2.通过查阅手册和文献资料,培养学生独立分析和解决实际问题的能力。
3.熟悉常用电器元件的类型和特性,并掌握合理选用的原则。
4.学会电气控制电路的安装、配线与调试技能。
5.学会电气控制电路的故障分析和处理方法。
6.培养严肃认真的工作作风和严谨的科学态度。
7.严格服从指导老师的安排、不得在实习室内大声喧哗、四处走动。
8.认真和独立完成实训,学会撰写实训总结报告,用科学的态度记录和处理数据,及时上交实训习报告,否则对实训成绩作降级处理。
9.实训中所用的工具、仪表及元件器材必须全部整理好,如数归还后方能离开,如有损坏,应及时报告,并按标准进行赔偿。
10.保持室内清洁,不得乱丢脏物。
不得随地吐痰,不得随便挪动桌椅。
三、实习的基本内容1.实训项目(或内容)名称:电器装配线工程实训实习形式:集中实习地点:新实验楼519室(电机与电力电子实验室)实习周数(或天数):第19周(1周共5天)2.实习内容(1)电气控制类内容讲解①电工基础常识与应用②配线与安装③机械常识与技能④变压器的维修⑤电路控制器件与维修⑥多种控制线路的原理与安装⑦典型机床电气线路的安装与维修⑧桥式起重机电气控制与维修(2)交流电机控制类①可逆旋转控制电路②自动往返的可逆控制电路③双速电机按钮控制电路④双速电机自动加速控制电路⑤手动变速、自动加速的双速电机控制电路⑥多种运行功能的双速电机控制电路(3)交流电机启动类①串电阻启动②串电抗器启动③Y/△降压启动④延边三角形降压启动⑤自耦变压器降压启动⑥转子串电阻启动⑦频敏电阻器启动(4)交流电机制动类①单向反接制动②可逆运行反接制动③时间控制的单向运行能耗制动④时间控制的可逆运行能耗制动⑤速度控制的单向运行能耗制动⑥速度控制的可逆运行能耗制动⑦单管能耗制动(7)顺序控制类①顺序启动逆序停止②顺序启动顺序停止③可单机操作的顺序控制④可逆运行顺序控制(8)工业应用类⑴送料装置的控制⑵小绞车控制⑶C620-1型车床电气控制⑷C650-2型车床电气控制⑸水塔水位自动控制⑹锅炉来煤系统电气控制⑺C6140车床电气线路设计⑻Z3040摇臂钻床电气线路设计⑼M7130平面磨床电气线路设计⑽龙门刨床电气线路设计⑾M1432磨床电气线路设计⑿X62W(XA6132)卧式万能铣床电气线路设计⒀T68卧式镗床电气线路设计⒁C616卧式车床电气线路设计具体要求:(绘出原理图,选择低压电器元件。
PLC实验指导书

PLC实验指导书第⼀部分 PLC的应⽤型实验实验⼀逻辑指令⼀、实验⽬的1、加深对逻辑指令的理解。
2、进⼀步熟悉V3.2 STEP 7 MicroWIN SP2软件的使⽤⽅法。
⼆、实验设备1、计算机⼀台;2、S7-200 PLC⼀台;3、适配器⼀根。
三、实验内容与操作1、输⼊练习程序1将下图1的梯形图程序在计算机中输⼊并传到PLC中,让PLC运⾏并观察现象。
图1 简单逻辑指令程序及时序图操作及运⾏结果:把⽅式选择开关拨⾄“RUN”,则可运⾏程序,这时可观察到以下现象:1)当“I0.0”,“I0.1”输⼊开关都断开时,Q0.0灭,Q0.1亮。
2)将“I0.0”输⼊开关闭合,“I0.1”输⼊开关打开,主机上输⼊显⽰灯“I0.1”亮,Q0.0,Q0.1均保持原状。
3)将“I0.0”输⼊开关闭合,“I0.1”输⼊开关也闭合。
主机上输⼊显⽰灯“I0.0”和“I0.1”亮,同时Q0.0亮,Q0.1灭。
4)只要“I0.0”和“I0.1”中任何⼀个断开,Q0.0灭,Q0.1亮。
2、输⼊练习程序2将图2中的程序输⼊PLC中,观察并描述运⾏结果。
图2 块逻辑指令程序3、编制并运⾏程序按图3所⽰的时序要求,编制程序并运⾏程序,将观察的结果记录下来。
图3 时序图实验⼆定时器指令⼀、实验⽬的1、熟悉定时指令。
2、掌握定时指令的基本应⽤。
⼆、实验设备1、计算机⼀台。
2、S7-200 PLC⼀台3、适配器⼀根4、螺丝⼑⼏个、连接导线若⼲三、实验内容与操作1、输⼊程序将下图4的梯形图程序输⼊PLC中,观察并记录运⾏结果。
图4 定时器指令学习程序2、定时器指令的应⽤(1)任务1)利⽤TON指令编程,产⽣连续⽅波信号输出,其周期设为3s,占空间⽐2:1。
2)设某⼯件加⼯过程分为四道⼯序完成,共需30s,其时序要求如图5所⽰。
I0.1为运⾏控制开关,I0.1=ON时,启动和运⾏;I0.1=OFF时停机。
⽽且每次启动均从第⼀道⼯序开始。
PLC实验指导书

前言随着可编程控制器(Programmable Logic Controller,简称PLC)技术的迅速发展,它以体积小、功能强、可靠性高以及安装应用方便等优点,很快在我国的工业控制中占据了主导地位。
为了适应这一时代发展的需要,全国各大中专院校各类职业技术学校都相继将PLC教学纳入教学任务,作为电子、电器以及工业自动化类专业的一门必修课。
PLC(可编程控制器)实验教学是这门课程的重要环节。
根据这一课程的教学大纲,结合工业控制的实际情况,开设PLC(可编程控制器)系列实验。
实验过程利用按钮、开关来模拟各类传感器的输出作为控制信号;利用LED发光二极管模拟LED数码管、指示灯、直流电机、步进电机、继电器、蜂鸣器、以及各类工业控制中的执行机构,生动形象的模仿工业工程中的实际状态。
第一章可编程控制器实验装置介绍第一节可编程控制器简介可编程序控制器,英文称Programmable Controller,简称PC。
为了与个人计算机的PC(Personal Computer)相区别,在PC中增加了L(Logic)而写成PLC。
PLC是以微处理器为核心的数字运算操作的电子系统装置,专为在工业现场应用而设计,它采用可编程的存储器,用以在其内部存储执行逻辑运算、顺序控制、定时/计数和算术运算等操作指令,并通过数字式或模拟式的输入、输出接口,控制各种类型的机械生产过程。
PLC是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电接触控制系统中的机械触点的接线复杂、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用了微处理器的优点,又照顾到现场电气操作维修人员的技能和习惯,特别是PLC的程序编制,不需要专门的计算机编程语言知识,而是采用了一套以继电器梯形图为基础的简单指令形式,使用户程序编制形象、直观、方便易学,调试和查错都很方便。
用户在购买到所需的PLC后,只需按说明书的提示,进行少量的接线和简易的用户程序的编制,就可灵活方便地将PLC应用于生产实践。
PLC实训指导书
目录第一章可编程控制器概述 (2)第二章可编程控制器基本指令简介 (4)第三章可编程控制器的编程规则 (5)第四章可编程控制器网络通信 (6)第五章 MCGS组态软件的介绍及使用 (16)第六章实训内容 (17)(一)PLC控制实训 (17)实训一可编程控制器基本指令的编程练习 (17)实训二四节传送带模拟 (20)实训三自动配料装车模拟 (25)实训四七段数码管显示控制 (28)实训五天塔之光(东方明珠灯光)模拟 (33)实训六十字路口交通灯模拟 (36)实训七水塔水位模拟 (39)实训八邮件分拣机模拟 (41)实训九多种液体混合装置控制模拟 (44)实训十自动售货机的模拟控制 (47)实训十一自控成型机的模拟控制 (52)实训十二步进电机运动控制(实物) (54)实训十三直流电机调速(实物) (56)实训十四温度PID控制(实物) (58)实训十五三相鼠笼式异步电动机点动和自锁控制 (61)实训十六三相鼠笼式异步电动机联锁正反转控制 (63)实训十七三相鼠笼式异步电动机带延时正反转控制 (64)实训十八三相鼠笼式异步星/三角换接启动控制 (65)(二)变频器控制实训 (66)实训十九变频器功能参数设置与操作 ...................................................... 错误!未定义书签。
实训二十变频器控制电动机正反转.......................................................... 错误!未定义书签。
实训二十一变频器的报警与保护功能实训 ................................................ 错误!未定义书签。
实训二十二三相异步电机的变频开环调速 .............................................. 错误!未定义书签。
PLC实训指导书
PLC实训指导书第一篇:PLC实训指导书实训课题1 GX Developer 软件介绍以及使用说明一、实训目的(1)熟悉PLC编程、仿真软件GX Developer、GX Simulator以及触摸屏设计软件的安装;(2)掌握PLC编程软件的使用以及相关基本操作;(3)掌握PLC与计算机的实物硬件接线以及调试;二、实训器材(1)计算机1台(已安装GX、GT 编程、仿真软件);(2)可编程控制器1台(三菱FX3U-32M);(3)通讯电缆1根以及导线若干;三、实训指导1、软件安装简介(1)软件安装次序①先安装PLC编程软件GX Developer8.86Q;②再安装PLC仿真软件 GX simulator7;③最后安装GOT界面设计软件GT Designer3以及仿真软件GT Simulator3;(2)GX Developer8.86Q安装说明①解压PLC编程软件8.86Q;②先安装三菱软件通用环境进入PLC编程软件(中文)版本:8.86Q.rarSW8D5C-GPPW-CEnvMEL目录下,双击setup.exe;③PLC编程软件(中文)版本:8.86Q.rarSW8D5C-GPPW-C目录下,双击setup.exe输入软件序列号117-610 768844;④开始程序MELSOFT应用程序中生成对应文件;(3)GX simulator7安装说明①解压PLC仿真软件 GX simulator7;②在GXSimulator7_cn.zipGX Simulator 7cn目录下,双击setup.exe,进行安装输入软件序列号117-610 768844;③GX simulator7不会生成相应文件,而是以插件的形式安装于GX Developer中,表现为GX Developer菜单栏工具菜单项下逻辑图测试启动(L)功能可用;d)GOT界面设计软件GT Designer3以及仿真软件GT Simulator3安装①解压GTD3_20130903.zip文件;②在GTD3_20130903.zipDISK1GTD3目录下,双击setup.exe,进行安装输入软件序列号423-444 127508;③开始程序MELSOFT应用程序中生成对应文件;说明:所有软件最好按默认路径安装,所有需要打钩的地方最好缺省(不要打钩)。
PLC实训指导书
机电一体化专业05级《PLC实训》指导书1.实训目的1.通过PLC控制实例,体会怎样将《电气控制与PLC》课程所学知识应用于实际;2.初步掌握应用PLC,实现自动控制的基本步骤;3.复习巩固松下公司FP1- PLC的基本指令;实践用它们实现控制功能;4.学会使用以梯形图编制控制程序;5.掌握典型的基础性的PLC控制程序编制;所用设备《KBDC-13B型可编程器控制器学习机》及松下FPWin-GR编程软件;实训组织1.原则上按学生学号分配机位,二人合用同一实验台者按事先分配机位上机;2.在两周的实训期间内,机位不作变动;3.实习学生首次上机即应在所用计算机的[D:\机电05级PLC实训 ]文件夹下建立自己的子文件夹,名称统一为[机电05-X班-学号XX 姓名XXX ], 二人合用实验台者各自建立自己的文件夹;4.实训过程中所有的操作,如指令练习,指令表程序转换为梯形图输入,学生自编制的梯形图程序等等,全部存入自己的文件夹,以备了解实训状况及成绩评定;5.[D:\机电05级PLC实训 ]文件夹内的辅导内容允许以U盘复制;但学生自备的U盘必须事先作杀毒处理;6.养成良好的工作习惯,上机前后及上机过程均应保持实验台整洁有序;7.关于编制梯形图程序对于理解PLC指令及梯形图编程有困难的同学,可以首先参考[ D:\机电05级PLC 训\松下PLC编程实例]文件夹中的指令表程序,将指令表程序逐一输入转换成梯形图程序,然后根据所学知识,对梯形图进行解剖分析,学习他人对指令的使用方法及经验,逐步掌握PLC的编程技巧;参考资料在[ D:\机电05级PLC实训 ]文件夹中,收集有部分具参考价值的PLC资料,同学们可在实训过程中随时参阅,也可将它们全部考贝至自己的U盘以备后用;时间安排实训1:松下FP1 PLC的认识与指令练习时间:6学时1、实验目的:(1)复习诺依曼计算机模型;(2)复习巩固PLC工作原理,PLC的各部构成及作用,初步掌握PLC的接线方法;(2)熟悉FPWIN-GR编程软件介面及梯形图编程指令的应用;(3)练习并巩固FP1常用指令及其功能;2、实验设备:(1)KBDC-13B型PLC实验台(含《电梯控制》实验板及联接导线);(2)台式计算机(已安装FPWIN-GR编程软件);3、实验内容:(1)认真阅读[ D:\机电05级PLC实训\松下PLC编程实例\图解PLC控制系统\PLC工作原理];对照实物,认识典型PLC构成,构画PLC的构成框图,说明各部功能及操作;(2)打开FPWIN-GR程序,熟悉梯形图编程指令,作梯形图指令输入练习;将“八段译码”的指令表程序用FPWin GR将其输入成梯形图程序;并存盘;(3)指令练习:(参考[D:\机电05级PLC实训\松下PLC编程手册],练习结果应存盘)基本指令练习:教科书P68-76:基本指令;教科书P77-79:定时器TM、计时器CT指令;重点理解如下指令:教科书P71:ANS/ ORS指令教科书P76:定时器指令--TMR/TMX/TMY ;教科书P77:计时器指令—CT;例6-15 ;教科书P74:上升沿/下降沿微分指令—DF,例题6-10:教科书P81:主控继电器指令-- MC/MCE ;(4)练习将教科书P99:延时接通电路,延时断开电路,长时间延时电路等基本控制功能编制成梯形图程序;(5)练习PLC控制的基础功能梯形图程序:参见[ D:\机电05级PLC实训\松下PLC编程实例\图解PLC控制系统\PLC控制基础功能的梯形图程序;练习将其中的通用基础性控制程序编辑成梯形图;实训2:电动机自控系统时间:6学时 + 6学时1、实验目的:1)用PLC实现电动机Y/∆启动、正反转转换运行、顺序启动等常规控制;2)通过电动机控制案例,了解并逐步掌握实现PLC自动控制系统基本步骤及过程;3)学会构思控制系统方框图,电气原理图,控制程序的流程图,及程序编制、调试;4)了解工业产品的一般开发步骤;5)熟悉、巩固定时、延时等相关指令的应用;2、实验设备:(1)KBDC-13B型PLC实验台;(2)电机降压起动与正反转模拟实验板;(3)计算机(已安装FPWIN-GR编程软件);3、参考资料及预习要求:(参见《松下PLC编程实例》中0C-0E相关内容)以下的资料均可在上机计算机内D盘的[ D:\机电05级PLC实训] 文件夹中找到;(1)三相感应电机大致结构,联接方式,铭牌数据含义;(2)为什么要用Y/∆变换降压启动以及实现这一要求的继电器控制电路;(3)预习教科书P34-35 《(二) Y/∆减压起动控制电路》及P216-218实验三《三相笼型异步电动机Y/∆减压起动控制》(3)认真阅读《松下PLC控制编程实例》中的《0E-电动机的星三角形启动逻辑设计》;4、实验内容(1)控制要求:* 按下正转启动按钮SB1,正转继电器KM1、Y形启动继电器KMY接通,电动机正转经星形启动运行。
安川PLC培训教材 316H-317

1、 CP-316H概述CP-316(H)是一种中等规模的系统控制器,标准情况下装有8个数字量输入(DI )模块,4个数字量输出(DO)模块,2个模拟量输入(AI)模块,2个模拟量输出(AO )模块和1个脉冲量输入模块,以及我们自己的现场网络CP-216接口的两条线路,和网络CP-215接口的一条线路,用于各控制器之间的通信。
各扩展单元(CP-818 LIO 、CP-9300 EX 等)能够被连接到扩展连接器,以便增加I/O 的数目。
梯形图程序和SFC 语言被使用于用户程序,该用户程序使用CP-717编制。
也可以代替CP -717 把数字操作员连接到CP -316。
该数字操作员被提供以访问寄存器、修改寄存器等用功能。
● CP-316H 装有2个脉冲输入(MI )模块,然而,当使用频率计数器或间隔计数器时,仅装有一个脉冲输入模块。
使用PI0于频率计数器或间隔计数器,在这种情况下,不能使用PI1。
Cp-316作为标准的传输功能,装备有CP-215(1电路),CP-216(2电路)和RS-232(1电路)接口; 作为标准输入/输出功能,装备有8数字输入(DI ),6数字输出(DO ),2模拟输入(AI ),2模拟输出(AO )和2脉冲输入(PI )*。
另外,CP-316还可装备有一个扩充装置连接端口和一个选择槽。
CP-316H 可采用24VDC,100VAC/100VDC 或200V AC 电源。
采用100V AC/100VDC200V AC 电源的CP-316H ,具有一个24VDC 输出功能(0.5用于输入/输出电源),而采用24VDC 电源的CP-316H 不具有这样的功能。
图4.4和图4.5示出CP-316H 的外形。
图4.6, 图4.7,和图4.8示出CP-316H 的尺寸图。
图4.9示出CP-316H 的功能框图。
表4.2介绍CP-316H 功能的简要说明。
*:CP-316H 装备有2个脉冲输入(PI )。
PLC技术实训指导书和实训报告封面

郑州城市职业学院《PLC技术实训》实训指导书电子信息工程系二〇一五年五月四日基于S7-300PLC的生产车间物料多级传送控制系统一、实训意义本实训是配合《西门子PLC应用技术》课程的综合性实践环节,目的在于培养学生运用西门子PLC技术进行各种工业生产控制系统的设计、编程、调试、排故等多项工程实践能力,为学生毕业后从事电气自动化技术工作打下坚实基础,增强就业竞争力。
1、熟悉工业生产车间物料多级传送控制系统。
2、掌握西门子PLC应用技术,学会运用西门子PLC技术进行工业生产的自动化控制,提高工业生产的效率和质量。
3、掌握电气CAD绘图技术。
4、掌握系统运行的方法,掌握调试系统和排除故障的方法。
二、生产车间物料多级传送控制系统生产车间物料多级传送控制系统是组成有节奏的流水作业线所不可缺少的经济型物流输送设备。
具有输送能力强、输送距离远、运行高速平稳、噪声低、结构简单,并可以上、下坡传送,能方便地实行程序化控制和自动化操作,特别适合一些散碎原料及不规则物品的输送,在煤炭、采砂、食品、烟草、物流等生产领域运用非常普遍。
对于多个流程工艺的生产线需要多级传送,为了防止物料的堆积,设备在正常启动时需按物流方向逆向逐级启动,正常停机时则按物流方向顺向逐级停机;故障停机时,故障点之前的传送带应立即停机,故障点之后的传送带应按物流方向顺向逐级停机。
如图所示是由三条传送带和料斗组成的生产车间物料输送控制系统,为防止物料堆积,要求按下启动按钮后,首先3#传送带开始工作,2S后2#传送带自动启动,再过2S后1#传送带自动启动,再过2S后料斗底门打开。
系统停止工作需按停止按钮,停机的顺序与启动的顺序相反,间隔为2S。
如果启动中途按下停止按钮,没有启动的电动机不再启动,启动后的皮带按照启动的顺序进行逆序停止。
三、实训任务1、设计生产车间物料多级传送控制系统的主电路、PLC硬件配置及接线;2、完成硬件组态;3、完成系统全局符号表的编辑;4、编写出生产车间物料多级传送控制系统的PLC控制程序;5、掌握系统运行、调试、排故的方法和技巧;6、编写实训报告。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模块式PLC实训指导书主编:郑渊崔忠毅2011年10月目录项目一安川PLC控制系统识图 (3项目二安川PLC硬件组态及测试 (12项目三控制起升电机正反转 (20项目一安川PLC控制系统识图一、项目导入日本安川电机公司(YASKAWA成立于1915年,该公司制造的PLC和变频器产品在我国港口大型装卸机械中应用较为广泛,如图1、2所示。
图1 安川模块式PLC 图2 安川G7变频器图3所示为轮胎吊实训台,该实训台采用安川PLC和变频器,其控制系统与港口实际PLC控制系统基本一致,本项目的任务是读懂该实训台PLC控制系统电气图纸,从而对模块式PLC控制系统有一个整体上的把握。
图3 轮胎吊实训台二、项目分析模块式PLC控制系统由于一般应用于较为复杂的电气控制中,所以其电气图纸相对于整体式PLC控制系统或继电器控制系统要复杂一些,但是也可以分为主电路和控制电路两部分。
对于采用模块式PLC控制系统的港口大型装卸机械来讲,可以分成以下几个部分:(一主电路安川PLC安川变频器1、主驱动电路,例如驱动大机各机构动作的电路,现在一般采用变频调速。
2、辅助机构驱动电路,例如大机各机构风机电路、制动器电路等,一般采用工频电源,不需变频调速。
(二控制电路1、PLC外部控制电路,该部分电路既不是PLC输入回路,也不是PLC输出回路,而主要是输入输出的中继电路或者安全电路。
2、PLC模块配置电路,该部分电路表明PLC控制系统采用何种CPU模块、电源模块、输入输出模块、特殊功能模块、通讯模块等,同时说明了PLC控制系统的网络通讯结构和输入输出模块的地址分配等重要信息。
3、PLC输入回路,一般每页图纸绘制16个输入点,并标明每个输入点所对应输入设备的功能。
4、PLC输出回路,一般每页图纸绘制16个输出点,并标明每个输出点所对应输出设备的功能。
二、项目实施(一供电线路1、主电路供电如附录P1所示,轮胎吊实训台采用主变压器输出的380V工频交流电源供电,经空气开关QF1给主电路供电。
2、控制电路供电主变压器输出的380V工频交流电源经空气开关QF2给控制电路供电,QF2之后分两路。
(1经变压器TC1降为110V交流电后又分为三路,第一路经空开QF5和滤波器给PLC 的CPU模块供电;第二路经开关电源变为24V直流电给编码器、PLC直流输入输出模块、直流24V中间继电器供电;第三路经开关电源变为5V直流电给数码显示表工电脑。
(2经变压器TC2降为220V交流电后又分为两路,第一路经空开QF3给PLC交流输入模块供电;第二路经空开QF4给PLC外部交流控制电路供电。
注意:通过图纸中页码和每页的纵、横坐标可以给图纸中任意一个位置定位,如“TO P3A1”指的是连至P3页的A1图区,“FROM P1E9”则表示连自P1页的E9图区,这是复杂电气图纸中常用的表示方法。
(二主电路识图如附录P1所示,自主变压器出来的380V工频交流电经空气开关QF1和交流电抗器ACL 进入安川G7变频器三相输入端,经变频器变频变压后驱动起升电机或大车电机。
1、交流电抗器的作用:滤除高次谐波,提高功率因数。
2、接触器KM2、KM3和中间继电器K4、K5、K6前面的P2是页码,表明这些元件的线圈位于P2页,这是复杂电气控制系统图纸常见的一种表示方法。
3、根据装卸工艺要求,轮胎吊起升机构和大车机构是不能同时动作的,故而可以利用分时原则用一个变频器来驱动两个机构的电机,通过变频器输出侧的接触器来实现这种切换。
4、PG指的是电机轴端的速度编码器,该编码器输入增量式旋转编码器,起作用是将电机的实际转速反馈至变频器,在该实训台的变频器内部有专门的PG通讯卡来接受速度编码器的信号。
由于起升和大车电机的速度编码器均要连至PG通讯卡且两者不会同时动作,所以采用中间继电器的辅助触点进行切换,而变频器通过中间继电器K6来判断反馈谁的转速(K6得电表示反馈大车电机转速,反之表示反馈起升电机转速。
5、中间继电器K4/K5的常开触点并联至变频器S3端子,该端子通过参数被定义为接通时取消变频器BB封锁(所谓BB封锁就是指base block,即变频器切断输出。
6、在该实训台的变频器内部有专门的PLC通讯卡,可以在PLC和变频器之间实现数据的双向高速传递。
(注意:1.PLC通讯卡和前面的PG通讯卡不是变频器自带的,是选配的;2.要想通过PLC控制变频器运行,需要对变频器的参数进行相关的设定,B1-01和B1-02的值均设置为3。
7、变频器可以将输出电压、输出电流和输出频率输出给电压表、电流表和频率表。
8、由于该轮胎吊实训台并没有风机和制动器等辅助机构,所以图纸上没有绘制。
(三控制电路识图1、PLC外部控制电路(如附录P2所示(1总接触器KM1得电是所有机构运行的必要条件,当满足以下条件时,按下左联动台控制合按钮,KM1得电自锁:控制断按钮未按下;急停按钮未按下;PLC各模块得电;中间继电器K10得电。
(2起升主控继电器合大车主控继电器分别是起升接触器和大车接触器得电的必要条件,四者分别收到中间继电器K12、K13、K14、K15的控制,中间继电器K6作为大车选择继电器用来切换起升和大车的速度编码器线路。
2、PLC模块配置电路如附录P3所示,轮胎吊实训台PLC控制系统主要包括PS22A电源模块、CP316H CPU模块、215RIO远程I/O通讯模块、B2601直流输入模块、B2507A交流输入模块、B2602A直流输出模块和输入输出扩展模块等。
(1CP316H CPU模块如图4所示。
CP-316(H是一种中等规模的系统控制器,标准情况下装有8个数字量输入(DI模块,4个数字量输出(DO模块,2个模拟量输入(AI模块,2个模拟量输出(AO模块和1个脉冲量输入模块,以及现场网络CP-216接口的两条线路,和网络CP-215接口的一条线路,用于各控制器之间的通信。
CP-316H可采用24VDC,100VAC/100VDC或200VAC电源,并具有一个24VDC 输出功能。
126354图4 CP-316H1、CP216接口(CN3/CN42、电源接线板3、CP215接口4、RS232接口5、直流电源输出接线端6、通讯选择卡(2PS22A电源模块电源模块的作用是为基板提供电源, PS22A电源模块的供电电压为AC/DC 100V。
(3215RIO远程I/O通讯模块RIO215用于与主CPU和其他通讯模块进行通讯的装置,是输入输出控制站,与CP-316H 等主CPU模块构成集散控制系统。
其中SW1和SW2用来设置通讯的网络号,如果1SW的第一个拨到”ON”则默认为1号网络;STATION ADDRESS设置站号,将×10档拨到”0”,×1档拨到”2”,站号就被设为2号站。
此时,RIO215模块的地址就是1号网络2号站,因此在CP-717安川编程软件中,相应的PLC文件夹名为N01S02。
(其中N01表示1#NET,S02表示2#STATION(4JAMSC-B2601直流输入模块额定电压:12/24V ;额定电流:5mA/DC12V 10mA /DC24V ;输入点数: 16 ;响应时间:OFF—ON 5ms以下 ON-OFF 5ms 以下。
(5JAMSC-B2507A交流输入模块额定电压:输入电压”ON ”AC160-AC264V ,“OFF ”AC70以下;额定电流: 10mA ; 响应时间:OFF -ON 15ms 以下 ,ON -OFF 25ms 以下;输入点数:32 (6JAMSC-B2602A 直流输出模块额定电压: DC10.2-DC26.4V “ON ”时电压1.5V 以下(负载电流0.3A ;额定电流: 0.3A/回路 0.6A/4回路“OFF ”时电流0.2mA 以下;响应时间:1ms 以下;输出点数: 32(7输入输出扩展模块图5 从左至右依次为安川PLC 电源模块、215RIO 模块、直流24V 输入模块、交流220V输入模块及直流24V 输出模块3、PLC 输入回路附录P4、P5、P6三页为PLC 输入回路,每页16个输入点。
表1 轮胎吊实验台输入分配表序号输入设备输入地址备注1起升手柄编码器低字节IW238,属于直流24V 输入模块JAMSC-B2601P4页,起升和大车手柄的绝对值编码器的作用是将手柄的位置信号转换成速度指令传给PLC 。
2大车手柄编码器高字节IW23A ,属于交流220V 输入模块JAMSC-B2507A 的前16个点P5页,2-4#RTG4 模拟箱开关SW2 IB23A15 模拟箱开关SW3 IB23A26 模拟箱开关SW4 IB23A37 模拟箱开关SW5 IB23A48 模拟箱开关SW6 IB23A59 模拟箱开关SW7 IB23A6 10 模拟箱开关SW8 IB23A7 11 模拟箱开关SW9IB23A8 12 模拟箱开关SW10 IB23A9 13 模拟箱开关SW11 IB23AA 14 模拟箱开关SW12 IB23AB 15 模拟箱开关SW13 IB23AC 16 模拟箱开关SW14 IB23AD 17 模拟箱开关SW15 IB23AE 18 模拟箱开关SW16 IB23AF 19 右联动台试灯按钮 IB23B0 IW23B ,属于交流220V 输入模块JAMSC-B2507A 的后16个点P6页, 2-4#RTG20 模拟箱开关SW17 IB23B1 21 模拟箱开关SW18 IB23B2 22 模拟箱开关SW19 IB23B3 23 模拟箱开关SW20 IB23B4 24 左联动台旁路按钮 IB23B5 25 故障复位按钮 IB23B6 26 起升零档 IB23B7 27 起升下降档 IB23B8 28 起升上升档IB23B9 29 大车零档 IB23BA 30 大车右行档 IB23BB 31 大车左行档 IB23BC 32 模拟箱开关SW21 IB23BD 33 模拟箱开关SW22 IB23BE 34 模拟箱开关SW23 IB23BF 35 控制合按钮 IB23A0 IW23A 1#老实验台输入分配36 模拟箱开关SW1 IB23A1 5 控制断按钮 IB23A2 37 模拟箱开关SW2 IB23A3 38 模拟箱开关SW3 IB23A4 39 模拟箱开关SW4 IB23A5 40模拟箱开关SW5IB23A642 模拟箱开关SW7 IB23A8 43 模拟箱开关SW8 IB23A9 44 模拟箱开关SW9 IB23AA 45 急停按钮 IB23AB 46 模拟箱开关SW10 IB23AC 47 模拟箱开关SW11 IB23AD 48 模拟箱开关SW12 IB23AE 49 模拟箱开关SW13 IB23AF 50 右联动台试灯按钮 IB23B0 IW23A1#老实验台输入分配51 模拟箱开关SW14 IB23B1 52 模拟箱开关SW15 IB23B2 53 模拟箱开关SW16 IB23B3 54 模拟箱开关SW17 IB23B4 55 模拟箱开关SW18 IB23B5 56 故障复位按钮 IB23B6 57 起升零档 IB23B7 58 起升下降档 IB23B8 59 起升上升档 IB23B9 60 大车零档 IB23BA 61 大车右行档 IB23BB 62 大车左行档 IB23BC 63 模拟箱开关SW19 IB23BD 64 模拟箱开关SW20 IB23BE 65模拟箱开关SW21IB23BF4、PLC 输出回路表2 轮胎吊实验台输出分配表序号输出设备输出地址备注1 数码显示表个位 OB1800 -OB1803 OW180,属于直流输出模块前16个点2 数码显示表十位 OB1804 -OB18073 数码显示表百位 OB1808 -OB180B4 片选1 OB180C5 片选2 OB180D6 +/-选择1 OB180E7 +/-选择2 OB180F 8指示灯HL1OB1810OW181,属于直流9 指示灯HL2 OB1811 输出模块前16个点10 指示灯HL3 OB1812 11 指示灯HL4 OB1813 12 指示灯HL5 OB1814 13 指示灯HL6 OB1815 14 指示灯HL7 OB1816 15 指示灯HL8 OB1817 16 中间继电器K10 OB1818 17 中间继电器K11 OB1819 18 中间继电器K12 OB181A 19 中间继电器K13 OB181B 20 中间继电器K14 OB181C 21 中间继电器K15 OB181D 22 中间继电器K16 OB181E 23中间继电器K17OB181F知识链接:安川PLC 的编程软元件表2-1 YASKAWA(安川PLC 寄存器类型及表示表例如:假设安川PLC 某一16点的开关量YASKAWA(安川PLC 寄存器类型及表示字地址(WORD 位地址(BIT 功能及含义MWnnnnnMBnnnnnn程序寄存器,MBnnnnnn 对应MWnnnnn 的一位 MWnnnnn 及MBnnnnnn 在全部程序中通用 DWnnnnn DBnnnnnn子程序寄存器,DBnnnnnn 对应DWnnnnn 的一位 DWnnnnn 及DBnnnnnn 只在子程序中有效 Iwnnnnn IBnnnnnn输入寄存器,IBnnnnnn 对应IWnnnnn 的一位 IWnnnnn 及IBnnnnnn 在全部程序中通用 Ownnnnn OBnnnnnn输出寄存器,OBnnnnnn 对应OWnnnnn 的一位 OWnnnnn 及OBnnnnnn 在全部程序中通用 SWnnnnn SBnnnnnn系统寄存器,SBnnnnnn 及SWnnnnn 为系统专用寄存器,有特定含义,用户只可利用,不可定义.0 1 2 3 4 5 6 7 8 9 A B C D E FMW00360MB003606MB00360F输入模块,地址为IW238,那么这个输入模块第三个输入点的地址就为IB2382。