流转卡样本
样品流转卡

1、钢筋检测项(原材)
外观、拉伸、冷弯
-
2、焊接钢筋
外观、拉伸、冷弯
3、混凝土、砂浆
抗压强度
4、水泥
细度、凝强时间、胶砂强度、安定性、标准稠度用水量
5、砂、石子
颗料级配、含泥量、泥块含量、针片状含量
6、烧结砖
外观、尺寸偏差、抗压强度、抗风化性能
7、轻集料混凝土小型空心砌块
吸水率、表观密度、相对含水率、抗压强度
检测参数
1、钢筋检测项(原材)
外观、拉伸、冷弯
2、焊接钢筋
外观、拉伸、冷弯
3、混凝土、砂浆
抗压强度
4、水泥
细度、凝强时间、胶砂强度、安定性、标准稠度用水量
5、砂、石子
颗料级配、含泥量、泥块含量、针片状含量
6、烧结砖
外观、尺寸偏差、抗压强度、抗风化性能
7、轻集料混凝土小型空心砌块
(
吸水率、表观密度、相对含水率、抗压强度
|
外观、拉伸、冷弯
2、焊接钢筋
外观、拉伸、冷弯
3、混凝土、砂浆
抗压强度
4、水泥
细度、凝强时间、胶砂强度、安定性、标准稠度用水量
?
5、砂、石子
颗料级配、含泥量、泥块含量、针片状含量
6、烧结砖
外观、尺寸偏差、抗压强度、抗风化性能
7、轻集料混凝土小型空心砌块
吸水率、表观密度、相对含水率、抗压强度
8、防水卷材
外观、卷重、不透水性、拉力、延伸率、低温柔性、耐热性
9、沥青
针入度、延度、软化点
10、蒸气加气砼砌块
抗压强度、干密度
;
11、击实
最大干密度、最佳含水率
12、土壤干容重
压实度
生产流转卡

制定:年月日NO:
产品名称生产批次生产计划单号
产品图号生产数量计划完成日期
毛坯图号到料日期实际完成日期
加工工序计划完成日期接收数量接收人实际数量不合格数量质检员/日期操作人/日期铣
车
钻
不合格处置记录:
制定:年月日
产品名称生产批次生产计划单号
产品图号生产数量计划完成日期
毛坯图号到料日期实际完成日期
加工工序计划完成日期接收数量接收人实际数量不合格数量质检员/日期操作人/日期车
铣
钻
攻
不合格处置记录:。
工艺流转卡

工 序 质 量 控 制 一 级 分 流 卡
产品名称 PO订单号 工序号 工序名称 工段号 接图日期 计划数量 图纸编号 分流卡号 完成数量 合格 返工 剩余 废品 完工日期 分流卡号 操作者 检验者
注:1、该卡必须认真填写,不得私自乱写乱改; 该卡必须认真填写,不得私自乱写乱改;
ቤተ መጻሕፍቲ ባይዱ
2、每道工序必须以检验者签字确认后才能流转下一工序; 每道工序必须以检验者签字确认后才能流转下一工序;
3、产品成品必须附上本卡才能交付品管部门; 3、产品成品必须附上本卡才能交付品管部门;4、出货后该卡回收至工场档案部归档,以便日后追溯。 出货后该卡回收至工场档案部归档,以便日后追溯。
注:1、该卡必须认真填写,不得私自乱写乱改; 该卡必须认真填写,不得私自乱写乱改;
2、每道工序必须以检验者签字确认后才能流转下一工序; 每道工序必须以检验者签字确认后才能流转下一工序;
3、产品成品必须附上本卡才能交付品管部门; 3、产品成品必须附上本卡才能交付品管部门;4、出货后该卡回收至工场档案部归档,以便日后追溯。 出货后该卡回收至工场档案部归档,以便日后追溯。
工序质量控制流转卡产品名称po订单号工序名称工段号接图日期计划数量工序号完工日期po订单号分流卡号工序质量控制一级分流卡产品名称图纸编号完成数量分流卡号操作者工序号工序名称工段号接图日期检验者计划数量注
工 序 质 量 控 制 流 转 卡
产品名称 PO订单号 工序号 工序名称 工段号 接图日期 计划数量 图纸编号 流转卡编号 完成数量 合格 返工 剩余 废品 完工日期 分流卡号 操作者 检验者
生产工艺流转卡
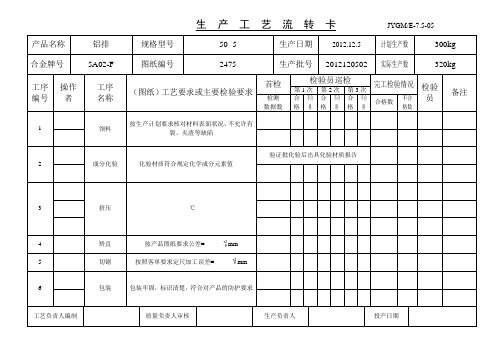
产品名称
铝排
规格型号
50×5
生产日期
2012.12.5
计划生产数
300kg
合金牌号
5A02-F
图纸编号
2475
生产批号
2012120502
实际生产数
320kg
工序编号
操作者
工序Βιβλιοθήκη 名称(图纸)工艺要求或主要检验要求
首检
检验员巡检
完工检验情况
检验员
备注
第1次
第2次
第3次
检测
数据数
合格
不合格
合格
不合格
合格
不合格
合格数
不合格数
1
领料
按生产计划要求核对材料表面状况,不允许有裂、夹渣等缺陷
2
成分化验
化验材质符合规定化学成分元素值
验证批化验后出具化验材质报告
3
挤压
℃
4
矫直
按产品图纸要求公差=+2 0mm
5
切锯
按照客单要求定尺加工误差=+2 0mm
6
包装
包装牢固,标识清楚,符合对产品的防护要求
jygme7505产品名称铝排规格型号505生产日期2012125计划生产数300kg合金牌号5a02f图纸编号2475生产批号2012120502实际生产数320kg工序编号操作工序名称图纸工艺要求或主要检验要求检验员巡检完工检验情况检验检测数据数合格数不合领料按生产计划要求核对材料表面状况不允许有裂夹渣等缺陷成分化验化验材质符合规定化学成分元素值验证批化验后出具化验材质报告矫直按产品图纸要求公差2按照客单要求定尺加工误差2包装包装牢固标识清楚符合对产品的防护要求工艺负责人编制质量负责人审核生产负责人投产日期
产品工序流转卡

注:1、此表有利于加强车间管理的控制能力,有利于各工序间不合格产品的及时返修;
2、生产计划科在下单时,必须填写此表单,产品流转各工序时必须附带此单一起流转。
3、此卡在流转时如有遗失,将考核相关责任人200~500元/次,此卡需由各部门领导签字确认才能进行补办。
4、此卡流转时,必须由检验员、统计、车间主管签字,方可流至后续工序,否则将考核相关责任人100~500元/此
5、当产品流至半成品仓库时,此流转卡暂时由半成品仓库保管,待领料出库时,随产品一起流出
6、当产品最后流至成品仓库入库时,由成品仓库管理员对产品进行最终统计、审核,确认数量。
产品工序流转卡

产品工序流转统计卡
文件编号:产品名称:产品图号:订单编号:
产品工序流转统计卡
文件编号:产品名称:产品图号:订单编号:
注:1、此表有利于加强车间管理的控制能力,有利于各工序间不合格产品的及时返修;
2、生产计划科在下单时,必须填写此表单,产品流转各工序时必须附带此单一起流转。
3、此卡在流转时如有遗失,将考核相关责任人200~500元/次,此卡需由各部门领导签字确认才能进行补办。
4、此卡流转时,必须由检验员、统计、车间主管签字,方可流至后续工序,否则将考核相关责任人100~500
元/此
5、当产品流至半成品仓库时,此流转卡暂时由半成品仓库保管,待领料出库时,随产品一起流出
6、当产品最后流至成品仓库入库时,由成品仓库管理员对产品进行最终统计、审核,确认数量。
工序流转卡

名称:起重臂QTZ40.9 日期 09.9.16. 09.9.16. 09.9.16. 工序 带锯下料 氧割下料 带锯下料 操作者 黄宗悟 唐小杰 黄宗悟 组件 QTZ40.9.1.1-1-Φ80 QTZ40.9.1.1-2-δ16 QTZ40.9.1.2-1-L75×75×8 QTZ40.9.1.3-L75×75×6 QTZ40.9.1.4-1-L80×80×8 09.9.16. 氧割下料 唐小杰 QTZ40.9.1.4-2-δ8 QTZ40.9.1.4-3-δ8 QTZ40.9.1.5-1-δ8 QTZ40.9.1.5-2-δ6 09.9.16. 09.9.16. 带锯下料 氧割下料 黄宗悟 唐小杰 QTZ40.9.1.5-3-Φ32 QTZ40.9.1.5-7-δ6 QTZ40.9.1.6-1-δ8 09.9.16. 09.9.16. 09.9.16. 带锯下料 氧割下料 带锯下料 黄宗悟 唐小杰 黄宗悟 QTZ40.9.1-1-Φ45×4 QTZ40.9.1-2-δ10 QTZ40.9.1-3-Φ76×7 QTZ40.9.1-4-Φ45×4 QTZ40.9.1-5-Φ45×4 09.9.16. 09.9.16. 氧割下料 带锯下料 唐小杰 黄宗悟 QTZ40.9.1-6-δ20 QTZ40.9.1-7-Φ32×3 QTZ40.9.1-8-Φ36×3 (送检) 合格数 数量 2 4 4 2 2 2 2 10 5 5 10 2 6 6 1 48 6 3 6 6 第 1 页,共 5 页 2 4 4 2 2 2 2 10 5 5 10 2 6 6 1 48 6 3 6 6 废品 工废 料废 编号 (批号) 9004 9004 9004 9004 9004 9004 9004 9004 9004 9004 9004 9004 9004 9004 9004 9004 9004 9004 9004 9004 20 20 20 20 20 20 45 B1-10-02 检验员 备注
21工艺流转卡

工程名称
构件名称
施工图号
放样图编号
材料牌号
焊条牌号
数量
重量(kg)
工 序
工 步
工序内容及要求
设备
工Байду номын сангаас装备
工艺流程
检查记录
名称
编号
工种
操作人员
日期
检验人员
日期
放样
号料
切割
零、部件加工质量检查记录、 焊缝坡口质量检查记录
校正
矫正和成型质量检查记录
拼搭
钢结构件(焊接连接组装、几 何尺寸、拼接缝尺寸)质量检 查记录
第 页 共 页
工I工I工序内容及要求~设 备~~工艺装备工 艺流程检 查记录
年 月 日
序
步
名称
编号
工种
操作人员
日期
检验人员
日期
电焊
焊材烘焙记录、焊接过程检查 记录、焊缝尺寸及外观检查记 录、熔透焊焊脚尺寸及外观质 量检查记录、焊缝外型尺寸及 外观质量检查记录
钻孔
端部铳平质量检查记录、制孔 质量检查记录、
2检查记录根据构件的具体要求明确检查记录表的名称或表号。
组拼
钢结构件(焊接连接组装、儿 何尺寸、拼接缝尺寸)质量检 查记录、预拼装单元几何尺寸 检查记录
涂装
涂料、涂装分项工程检验批验 收记录
总装
分部、分项工程质量验收记录
备
注
编制
描抄
校对
注:1本卡在构件制作前,由技术部门根据设计、加工工艺要求下到达车间,每道工序完成后,经专职检验人员验收合格后本卡及工件进入下道工序。
产品流转卡

年 月 日 R-SP23-07 年 月 日
XX 产
生产班组 材料厂家 规格/材质 产品名称
生产班组 材料厂家 规格/材质 产品名称
操作者 钢卷号 产品批号 产品代号
工废
投入数量Biblioteka 废品料废 试消投入数量
合格数量 完成工序 备注
说明: 1.每架(箱)一卡 2.填写字迹清晰完整 3.本工序收藏上道工序卡片、凭卡报账
年
操作者 钢卷号 产品批号 产品代号
工废
废品
料废 试消
检验员 下道工序
每架(箱)一卡 填写字迹清晰完整 本工序收藏上道工序卡片、凭卡报账
XXX有限公司 产品流转卡片
月 日 R-SP23-07
操作者 钢卷号 产品批号 产品代号
工废
废品
料废 试消
检验员 下道工序
每架(箱)一卡 填写字迹清晰完整 本工序收藏上道工序卡片、凭卡报账
检验员 下道工序
合格数量 完成工序 备注
说明:
1.每架(箱)一卡 2.填写字迹清晰完整 3.本工序收藏上道工序卡片、
XXX有限公司 产品流转卡片
年 月 日 R-SP23-07 年 月 日
XX 产
生产班组 材料厂家 规格/材质 产品名称
生产班组 材料厂家 规格/材质 产品名称
操作者 钢卷号 产品批号 产品代号
工废
投入数量
废品
料废 试消
投入数量
合格数量 完成工序 备注
说明:1.每架(箱)一卡 2.填写字迹清晰完整 3.本工序收藏上道工序卡片、凭卡报账
检验员 下道工序
合格数量 完成工序 备注
说明:1.每架(箱)一卡 2.填写字迹清晰完整 3.本工序收藏上道工序卡片、