MINITAB使用实操(MSA,SPC)
MiniTab最经典最全面的操作教程
MiniTab最经典最全面的操作教程MiniTab是一款专业的数据分析软件,被广泛用于教育、工业和商业领域。
MiniTab拥有丰富的数据处理和分析工具,可以快速地揭示数据中隐藏的关联性和规律性。
同时,MiniTab还具备友好的用户界面和简单的操作流程,即使是没有专业背景的用户也能够轻松上手。
本篇文章将介绍MiniTab最经典最全面的操作教程,帮助读者了解MiniTab的各种功能和应用。
安装MiniTab在开始使用MiniTab之前,需要先进行软件安装。
MiniTab提供了Windows和Mac版本的安装包,用户可以根据自己的操作系统选择对应的安装包进行下载。
安装步骤如下:1.打开安装程序2.同意软件许可协议3.选择安装路径4.等待安装完成安装完成后,用户就可以开始使用MiniTab了。
导入数据MiniTab支持导入多种数据格式,包括Excel、CSV、TXT等格式。
导入数据的步骤如下:1.打开MiniTab2.点击File -> Open Worksheet进行导入3.选择对应的数据文件4.设定导入参数和选项5.点击OK进行数据导入在导入数据时,用户需要选择正确的数据文件格式,并设定对应的参数和选项。
例如,用户可以指定数据的分隔符、数据类型、数据列等信息。
数据分析MiniTab提供了多种数据分析工具,可以快速地揭示数据中的关联性和规律性。
以下是一些常见的数据分析方法:描述统计描述统计是一种用于描述数据特征的方法,包括均值、中位数、方差、标准差、最大值和最小值等指标。
MiniTab提供了丰富的描述统计工具,包括统计摘要、箱线图、直方图、散点图等,可以帮助用户快速地了解数据的分布和特征。
假设检验假设检验是一种统计推断方法,用于检验某个假设是否成立。
MiniTab提供了多种假设检验工具,包括t检验、方差分析、卡方检验等,可以帮助用户进行数据分析和决策。
回归分析回归分析是一种用于描述和预测变量之间关系的方法,包括线性回归、多元回归、逻辑回归等。
Minitab软件操作教程
Minitab软件操作教程1. 介绍Minitab是一款流行且功能强大的统计软件包,广泛用于数据分析和质量管理。
它提供了丰富的统计方法和图表工具,帮助用户快速分析数据、发现趋势和模式,并做出有用的决策。
本教程将带你逐步了解Minitab软件的基本操作。
2. 安装和启动Minitab首先,您需要安装Minitab软件。
请按照官方网站上的说明进行安装,并确保您拥有有效的许可证。
安装完成后,您可以在开始菜单或应用程序目录中找到Minitab的快捷方式。
点击Minitab图标启动软件。
在Minitab启动界面上,您可以选择新建项目或打开现有项目。
如果您是第一次使用Minitab,选择新建项目开始。
3. 创建数据集在Minitab中,数据集是您将要分析的数据的集合。
要创建一个新的数据集,请选择“Worksheet”选项卡并点击“New Worksheet”。
您可以手动输入数据或从外部文件中导入数据。
如果您选择手动输入数据,请注意确保数据按照正确的格式分列。
如果您选择导入数据,请确保数据文件格式与Minitab兼容。
4. 数据分析Minitab提供了丰富的数据分析方法,可以帮助您探索数据、找出异常值、计算统计量和生成图表。
以下是一些常用的数据分析方法:描述性统计:•平均值:使用“Stat”->“Basic Statistics”->“Display Descriptive Statistics”计算数据列的平均值。
•方差和标准差:使用“Stat”->“Basic Statistics”->“Display Descriptive Statistics”计算数据列的方差和标准差。
•百分位数:使用“Stat”->“Basic Statistics”->“Descriptive Statistics”计算数据列的百分位数。
假设检验:•单样本T检验:使用“Stat”->“Basic Statistics”->“1-Sample t”执行单样本T检验,检验样本均值是否与给定值相等。
MINITAB使用方法MSA

MINITAB使用方法MSAMINITAB是一款用于统计分析和数据可视化的软件工具,可用于各种统计分析和实验设计。
在质量管理中,特别是测量系统分析(MSA),MINITAB可以帮助分析人员评估测量系统的准确性、稳定性和重复性。
以下是使用MINITAB进行MSA的一般步骤。
1.收集数据:首先,要收集一组测量数据,这些数据代表实际生产环境中的测量结果。
确保数据具有代表性,并包含典型的测量范围。
2.打开MINITAB:启动MINITAB软件,并创建一个新的工作表。
3. 数据导入:将测量数据导入MINITAB。
可以选择使用“Worksheet”菜单上的“Import Data”选项,然后从文件中导入数据。
5.数据分析:使用MINITAB的统计工具进行数据分析。
以下是进行MSA分析的一些重要步骤。
a. 平均值和方差分析:使用MINITAB的“Stat”菜单,选择“Basic Statistics”选项,然后选择“Descriptive Statistics”来计算平均值和方差。
c.方差成分图:MINITAB提供绘制方差成分图的工具,通过显示各个因素的贡献,对测量系统的变异性进行可视化。
d. 标准化指数:使用MINITAB的统计功能来计算测量系统的标准化指数,例如Gage R&R指数。
标准化指数是判断测量系统的稳定性和重复性的一种指标。
6.结果解释和报告:根据分析结果,对测量系统进行评估。
根据需要生成分析报告,包括图形、表格和统计指标。
MINITAB提供了丰富的报告和图形生成工具。
以上是使用MINITAB进行MSA分析的一般步骤。
MINITAB提供了广泛的工具和功能,可用于更高级的MSA分析和其他统计分析任务。
使用MINITAB,用户可以更轻松地收集、分析和解释数据,并在质量管理中做出更准确的决策。
MSA测量系统分析之Minitab中文应用案例(步骤清晰实用)精选全文
应多数值在控 制限外
在控制限外表示过程实际 的变差大,同时表明测量 能力高。
均值
部件对比图:可显示在研究过程中所测量的并按部件排列的所有测量结果。测量结果用 点表示,平均值用带十字标的圆形符号表示。 判断:1.每个部件的多个测量值应紧靠在一起,表示测量的重复再现性的变差 小。
2.各平均值之间的差别应明显,这样可以清楚地看出各部件之间的差别。 例:图中的7#、10#重复测量的精确度较其他点要差,如果测量系统的R&R偏大时,可 以对7#、10#进行分析。
所有点落在管理界限内 ->良好
大部分点落在管理界限外 ->主变动原因:部品变动
->良好
->测量值随部品的变动 ->测量值随OP的变动
->对于部品10,OP有较大分歧;
M--测量系统分析: 离散型案例(名目型):gage名目.Mtw
背景:3名测定者对30部品反复2次TEST
检查者1需要再教育; 检查者3需要追加训练; (反复性)
(2).在量具信息与选项栏分别填入相关资料与信息。
填入相关 资料
注:其他选项若无要求,选择 默认项,不做改动。
一般为6 倍标准差
零件公差 规格
4.5、结果生成:数据表与图表
图表分析表
数据会话表
5.结果分析: (1)图表分析
变异分量条形图:展示了会话窗口中的计算结果,此图显示整个散布中R&R 占的比重是否充分小。 判断:量具R&R,重复(Repeat), 再现性(Reprod)越小越好。
A—假设测定:案例:2sample-t.MTW (2): 2-sample t(单样本)
① 正态性验证:
<统计-基本统计- 正态性检验 : >
MINITAB使用方法 MSA

反复性散布为 3.90%, 再现性散布为 2.14%,
因此可以说因作业者之间的变动比反复引起的 差异更大。
%Study Var为 24.58%,大于基准值10%,但
小于基准值30%。
StdDev Source (SD) Study Var (5.15*SD) %Study Var (%SV) %Tolerance (SV/Toler)
要是超过R Chart的界限,就得 调查其原因, 并重新测定。
P10-P55
测定系统分析(MSA) —计量型 Graph分析—样本是否如实反映工程散布
如果这些值均匀,意味标本没 能如实反映工程的散布。
对应标本10, 3 位操作者测试的值。
P11-P55
测定系统分析(MSA) —计量型 Graph分析—操作员的差异
P06-P55
测定系统分析(MSA) —计量型 选项
文字描述
公差USL-LSL
用来计算 % Tolerance
不显示“%Contribution” 不显示“%Study Variation”
单图单页显示
P07-P55
测定系统分析(MSA) —计量型 Graph分析
P08-P55
32.03
32.03
32.03
32.03
32.04
32.03
32.04
32.04
32.04
将测量DATA转化为MINITAB所 用! ( 活用Stack和Make Patterned Data ! )MINITAB操作路径:
DATA\STACK\ROWS 上述DATA为测量 Flat-cable的长度 规格: 32±0.25mm
P05-P55
Minitab在SPC和MSA上的应用

数据类型名称使用场合优缺点计量型(计量型数据是连续型随机变量)如:机械零件的尺寸、酒精的纯度、钢筋的抗拉强度等平均值—标准差控制图适用于产品批量较大,且稳定、正常的工序,子组数量大于等于10计算最复杂,精度高;但不适合现场作业单值—移动极差控制图适用于因各种原因(时间、费用等)每次只能得到一个数据或希望尽快发现并消除异常因素的场合, 适用于均质产品而无需抽取多个试样。
如一炉钢的成份简便省事,并能及时判断工序是否处于稳定状态,缺点是不易发现工序分布中心的变化计数型(计数型数据(包括计件和计点)是离散型随机变量)如:合格和不合格、单位缺陷数量不合格品率控制图(P)分析不合格率的推移样本数量可以不相等缺陷数控制图(C)缺陷总数量的推移样本数量相等单位缺陷数控制数(U)单位缺陷数量的推移分析样本数量可以不等不合格品数控制图(NP)样本数相等场合,分析不合格数的推移样本数量必须相等Minitab在过程控制上的应用平均值—极差控制图适用于产品批量较大,且稳定、正常的工序,子组数量小于10最常用,判断工序是否正常的效果好,但计算工作量大Minitab分析方法统计>控制图>子组的变量控制图>Xbar-R(B)统计>控制图>子组的变量控制图>Xbar-S(A)统计>控制图>单值的变量控制图>I-MR统计>控制图>属性控制图>NP统计>控制图>属性控制图>P统计>控制图>属性控制图>C)C统计>控制图>属性控制图>U(U)。
Minitab经典操作教程
Minitab经典操作教程1. 介绍Minitab是一款非常流行的统计软件,被广泛应用于数据分析、数据探索和质量管理等领域。
本教程将介绍Minitab的经典操作,帮助读者快速上手使用该软件进行数据分析和统计建模。
2. 安装与配置在开始之前,我们首先需要安装Minitab软件并进行相应的配置。
在官方网站上下载最新版本的Minitab安装包,并按照提示进行安装。
安装完成后,打开软件并进行个人配置,包括界面语言、默认文件夹等设置。
3. 数据导入与准备在Minitab中,我们可以导入各种格式的数据文件,包括Excel、CSV、文本文件等。
通过“File -> Open”菜单项,选择要导入的文件并进行相应的设置,即可将数据导入Minitab中进行后续操作。
在导入数据之前,我们通常需要对数据进行一些处理和准备工作。
比如,删除不需要的列、重命名变量、转换数据类型等。
Minitab提供了强大的数据处理功能,通过“Data -> Worksheet”菜单项,可以进行各种数据操作。
4. 数据可视化在数据分析过程中,我们经常需要对数据进行可视化,以便更好地理解数据的分布、趋势和关联关系。
Minitab提供了丰富的图形功能,包括直方图、散点图、箱线图等。
通过“Graph -> Scatterplot”菜单项,我们可以创建散点图来显示两个变量之间的关系。
通过“Graph -> Histogram”菜单项,我们可以创建直方图来显示数据的分布情况。
通过“Graph -> Boxplot”菜单项,我们可以创建箱线图来显示数据的分布和离群点。
5. 统计分析Minitab提供了丰富的统计分析功能,可以进行各种常见的统计分析和假设检验。
通过“Stat -> Basic Statistics”菜单项,我们可以计算数据的描述统计量,如均值、标准差、中位数等。
通过“Stat -> Regression”菜单项,我们可以进行线性回归分析,建立回归模型并进行模型评估。
MSA_SPC_MINITAB使用方法
MSA_SPC_MINITAB使用方法MSA (Measurement Systems Analysis) 是一种用于评估测量系统能力和可靠性的统计分析方法。
而 SPC (Statistical Process Control) 是一种用于监控和改进过程稳定性和产品质量的方法。
在本文中,我们将探讨如何使用 Minitab 进行 MSA 和 SPC 分析。
首先,我们将重点介绍 MSA 的使用方法。
MSA 旨在评估测量系统的准确度、重复性和再现性。
在 Minitab 中,可以使用 "Stat" 菜单下的"Quality Tools" 子菜单中的 "Gage Study" 来进行 MSA 分析。
该工具提供了各种选项,包括 Crossed Gage Study、Nested Gage Study 和Attribute Gage Study等。
用户可以根据实际情况选择适合的选项。
在进行 MSA 分析前,首先要准备好数据。
数据应该包括测量值以及测量的重复次数或操作员信息。
在 Minitab 中,可以使用电子表格或直接输入数据来进行分析。
一旦数据准备完毕,用户可以选择相应的 MSA 分析方法。
例如,对于连续性数据,可以选择 Crossed Gage Study,该模型可以评估测量系统的准确度、重复性和再现性。
对于离散数据,可以选择 Attribute Gage Study,该模型可以评估测量系统的一致性和可靠性。
在进行 MSA 分析时,Minitab 会生成各种图表和统计指标来帮助用户评估测量系统的能力。
例如,在 Crossed Gage Study 中,Minitab 会生成 Xbar-R 和 Xbar-S 控制图来显示测量系统的准确度和重复性。
用户可以使用这些图表来确定测量系统是否稳定,并进一步改进测量过程。
接下来,我们将讨论如何使用 Minitab 进行 SPC 分析。
MINITAB使用方法MSA资料
MINITAB使用方法MSA资料MINITAB是一款流行的统计分析软件,常用于数据分析和质量控制。
其中,MSA(测量系统分析)是MINITAB的重要功能之一,用于评估测量系统的准确性、精度和稳定性。
以下是使用MINITAB进行MSA分析的基本步骤和操作指南。
1.数据准备在进行任何分析之前,首先需要准备好所需的数据。
通常,MSA分析需要测量值和重复测量的数据。
确保数据的可靠性和准确性非常重要。
2.导入数据在MINITAB中,打开一个新的工作表,并将数据导入其中。
可以通过以下途径导入数据:直接输入数据,从文本文件中导入,从其他软件(如Excel)中复制粘贴数据。
3.创建测量系统分析工作表在MINITAB的菜单栏中,选择「Stat」-「Quality Tools」-「Measurement Systems Analysis」-「Gage Study(Crossed Design)」来创建测量系统分析工作表。
4.定义变量在弹出的对话框中,选择要分析的测量变量和因子,并定义各个变量的类型。
对于连续型变量,选择「Continuous Data」;对于离散型变量,选择「Attribute」。
根据实际情况,可能还需要定义其他属性,如测量上限、下限、精度等。
5.输入数据在测量系统分析工作表中,输入数据。
确保按照所定义的变量类型正确输入数据。
6.运行分析点击工具栏上的「OK」按钮,开始运行测量系统分析。
MINITAB将根据提供的数据,进行分析并生成结果。
7.分析结果解读8.结果解释和改进根据分析结果,评估测量系统的性能,并提出可能的改进措施。
根据分析结果的可行性,决定是否需要更换测量方法、设备或校准过程。
9.保存和导出结果在完成分析后,可以选择将结果保存为MINITAB项目文件(.MTB)或导出为其他常用格式,如Excel文件或PDF文档。
总结:MINITAB是一款强大的统计分析软件,可用于执行多种数据分析任务,包括MSA(测量系统分析)。
MINITAB SPC 使用说明手册 (单组数据)

C a p a b ility P lo t W ithin
S tD ev Pp Pp k Cpm O v er all 7 2 .7 3 9 4 1 .8 3 1 .6 1 1 .5 2
V alu es
4000 3900
O ve r a ll
2
4 Sam rk s h eet: W o rk s h eet 1 ; 2 0 0 6 /7 /1 1 ; s h ip p in g cen ter efficien cy
此兩欄填寫 最小值與最 大值
步驟五:
2.出現此圖片,選 擇“Perform all eight tests”欄位 按OK 1.點擊Tests 鍵
步驟六:
1.點擊 “Options”欄 位
2.此欄位填定中心值 3.title欄位填寫,題目 4.全部填寫完后按 “ok”
步驟七:
以上步驟全部填寫完后按“OK”,就會出現此圖
S p ecif icatio n s L SL T ar g et USL 3600 4000 4400
第五所講述 填寫的“5”3 0 0 就是以下的 150 每組有5個 數據 0
Sam p le R an g e
1 2 3
R C hart
U C L = 3 4 5 .8
N o r m a l P r o b P lo t
MINITAB SPC使用說明手冊 (單組數據)
步驟一:
打開MINITAB
步驟二:
選擇以前CPK數據,把橫向數據(圖一),複製到空白 的Excel改為豎向(圖二)
圖一 圖二
步驟三:
把數據複製到MINITAB里,并選擇相對應的菜單
步驟四:
1.Single column欄位 填寫“Select”中的 “C1” 2.Subgroup size欄位 填寫“5”,后面會講解 到
minitab教程

minitab教程Minitab是一种统计分析软件,可以帮助用户进行数据分析和数据可视化。
以下是Minitab的一些基本功能和操作步骤的简要介绍。
1. 导入数据:打开Minitab软件后,点击"File"->"Open Worksheet"来导入数据文件(如Excel文件)。
2. 数据浏览:使用工作区窗口浏览和编辑数据。
您可以在工作区中查看和修改数据,添加或删除行和列。
3. 统计分析:Minitab的主要功能之一是进行统计分析。
点击"Stat"菜单,您可以选择各种统计分析方法,包括描述性统计、t检验、方差分析等。
选择相应的统计方法后,按照提示输入变量,并运行分析。
4. 图形展示:Minitab提供各种图形展示的选项。
您可以点击"Graph"菜单,并选择合适的图形类型(如直方图、散点图、箱线图等),然后输入需要展示的变量,即可生成相应图形。
5. 回归分析:Minitab还可以进行回归分析,帮助您建立回归模型并进行相关统计分析。
点击"Stat"菜单,选择"Regression",随后选择合适的回归方法(如简单回归、多元回归等),输入相应的预测变量和响应变量即可进行回归分析。
6. 报告和输出:Minitab可以生成报告和输出结果。
您可以点击"File"->"Save Worksheet As"将分析结果保存为Minitab工作表,或将结果导出为其他格式(如Excel、Word等)。
7. 数据转换:Minitab还提供数据转换的功能,例如计算新变量、重编码变量、合并数据等。
点击"Calc"菜单,选择相应的数据转换方法,并按照提示进行操作。
8. 保存和打开Minitab项目:您可以将整个Minitab项目保存为MPJ文件,在以后的会话中重新打开。
用Minitab完成MSASPC分析解读

点“量具信息”可以添加量具名称、研究日期、报表人等;点“选项”可以添加标题,规格上下限 等一些信息。如没有特别要求时可以直接点确定。
如何用Minitab运算GR&R
5.分析方法,选择方差分析法,点确定后如下图:
如何用Minitab运算GR&R
6.数据分析:
测量值 的量具 R & R ( 方差分析 )
量具名称: 研究日期:
变异分量
100
% 贡献 % 研究变异
由此图可知:
报表人: 公差: 其他:
测量值 x
10.5
1.测量系统很差,几乎所有的变差都来源于 测量系统,人员重复性构成 测量系统变差的主要来源,量具的再现行效果也不理想。(左上角图)
样本均值
10.0
平均
_ _ X =9.9634
10.0 9.8
6.作业员*部件图可以看出,作业员与部件间存在显著的交互作用。此线能重 合最为理想,不重合也要尽量平行。(右下角图)9.6ຫໍສະໝຸດ LCL=9.62751
2
3
4
5 6 部件
7
8
9
10
量具 R&R
研究变异 %研究变 来源 标准差(SD) (6 * SD) 异 (%SV) 合计量具 R&R 0.208269 1.24961 100.00 重复性 0.195213 1.17128 93.73 再现性 0.072580 0.43548 34.85 作业员 0.072580 0.43548 34.85 部件间 0.000000 0.00000 0.00 合计变异 0.208269 1.24961 100.00 可区分的类别数 = 1
Minitab-MSA Minitab操作步骤详解 精品

1.创建
MSA工
作表
创建MSA工作表
选择样品数和操作员及操作次数.
工作表完成,下一步按顺序进行量测并记录数据.
2.按顺
序量测
数据
第一个
量测员
依随机顺序量测样品,先量第
个,再量第1个…
第二个
量测员
第一轮
依随机顺序量测样品,先量第
个,再量第9个…
第二轮3.分析
GR&R结
顺序随机化(默认)
行量
按顺序量测,第一个量测员随机量
对应编号的10个样品,再换第二个
量测员,然后第三个,一轮完成再进先量第5
行下一轮,直到完成所有数据收集.先量第6
5.15
5.15
数据改成5.15
规格宽度=Max-Min
R&R结果。
Minitab操作--MSA
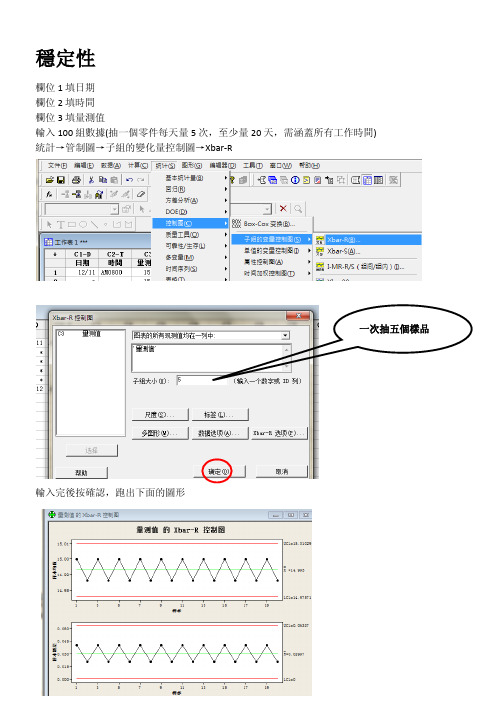
1.抽樣品 10PCS,通常 5~10 個,用 10 個比較好,統計抽樣越多會越準確。1.避開特殊原因、2.涵 蓋製程範圍(量測的最大值、中間值、最小值都要進來) 2.樣品編號,選 3 人 3.A、B、C 隨機盲測兩次、最好三次(採行隨機的重點是避開慣性)。 盲測:
a.量測者不知道編號 b.量測者不知道上次數據(幫忙記錄,不要讓量測者自己寫) c.不可知道他人數據 避開人的慣性、避開人的記憶 4.輸入 Minitab 計算 GRR 5.判定
NDC>=5 Minitab 操作 統計→質量工具→量具研究→量具 R&R 研究(交叉)
進入後出現下面的畫面
三個數據選進 來 GRR 選這項目 X-bar&R Minitab 預設 6 倍標準差 25%而已,做 GRR 要改成 5.15 被教準差才會是 30%。 改為 5.15 倍
按確定後改出此圖
N(抽樣數)- PE(期望機率)
150-(15.7+68.7)
=0.92
0-1 : 48x101/150=32.3 (46+2)X(2+99)/150=32.3
1-1 : 102x101/150=68.7 (2+99)X(3+99)=68.7
4. 有效性=做出正確決定組(次)數 x100% = 總決定組(次)數
基準-A : 1 失誤率 2/48x100%=4.2%
2 誤警率 3/102x100%=2.9%
3. Kappa 0-0 : 48x49/150=15.7
(46+2)X(46+3)/150 =15.7
1-0 : 49x102/150=33.3
(3+46)X(3+99)/150=33.3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
P06-P55
测定系统分析(MSA) —计量型 选项
文字描述
公差USL-LSL
用来计算 % Tolerance
不显示“%Contribution” 不显示“%Study Variation”
单图单页显示
P07-P55
测定系统分析(MSA) —计量型 Graph分析
P08-P55
6.04 3.90 2.14 0.46 1.68 93.96 100.00 Study Var (5.15*SD) %Study Var (%SV) %Tolerance (SV/Toler)
%Contribution =
σ2MS σ2Total
=
0.0000481 X 100 = 6.04(%) 0.000797
测定系统分析(MSA) —计量型 Graph分析—Gage R&R在全体散布中所占的比重
Gage R&R, Repeat, Reprod 的高度越接近 0 越好。即表明: 测 试系统产生的误差很小。
P09-P55
测定系统分析(MSA) —计量型 Graph分析—Xbar and R
尽量多超过管理界限为好。
0.145375
96.93
100.00
28.18
29.08
否允许使用测定System,而反复性应比再现 性有更大的改善可能,来研究测定System的
改善方案。
Number of Distinct Categories = 6
P16-P55
测定系统分析(MSA) —计量型 阶段4利用 MINITAB分析Gage Run Chart
作业者之间最 好没有差异。 差异大的,寻 求其原因!
对应操作者3 对 10个标本测试的值。
P12-P55
测定系统分析(MSA) —计量型 Graph分析—操作员对标本测试的差异
3位测试者对10个标 本测试的值的曲线图。 每名测试者对标本的 测试值一致为好!
P13-P55
测定系统分析(MSA) —计量型 Session分析—ANOVA解释
0.145375
100.00
29.08
=
Number of Distinct Categories = 6
P15-P55
测定系统分析(MSA) —计量型 Session分析—评价指标的解释
%Contribution Source VarComp (of VarComp)
%Contribution为 6.04%,因部品之间差的变
3:整个测定反复
P20-P55
测定系统分析(MSA) —计数型 评价基准
评价指标
判断基准(优秀) 判断基准(考虑)
判断基准(不足)
ALL APPRAISERS VS STANDARD
90%↑
80-90%
80% ↓
上述判断基准根据工程的目标有可能变化 基本上不足100%时需调查找出原因
P21-P55
动为93.96%.
Total Gage R&R Repeatability Reproducibility operator operator*part-no Part-To-Part Total Variation 4.81E-05 3.11E-05 1.70E-05 3.66E-06 1.34E-05 7.49E-04 7.97E-04 6.04 3.90 2.14 0.46 1.68 93.96 100.00
24.58 19.76 14.62 6.78 12.96
7.15 5.75 4.25 1.97 3.77
辨别范周为 6,小于基准值 10 ,但大于基准
值 4。
总的来看,考虑与费用所需的精密度来决定是
Part-To-Part
Total Variation
2.74E-02
2.82E-02
0.140915
反复性散布为 3.90%, 再现性散布为 2.14%,
因此可以说因作业者之间的变动比反复引起的 差异更大。
%Study Var为 24.58%,大于基准值10%,但
小于基准值30%。
StdDev Source (SD) Study Var (5.15*SD) %Study Var (%SV) %Tolerance (SV/Toler)
P019-P55
测定系统分析(MSA) —计数型
利用Minitab的计数型Gage R&R
阶段1 Gage R&R计划
1:选出20个能够代表整个工程范围最少80%的样品(包含良品与不良品) 2:反复次数: 2次 3:作业者: 2次
阶段2 选择的标本测定
1:测定由作业者用部品进行随机的测定
2:事先让测定作业者不知道其要参与实验
%Study Var 或 %Tolerance为10%以上时,首先区分评价反复性和 再现性后,查明各个受影响的原因 ,并采取措施。
根据用途的优先参照评价指标
- 在制品管理的测面, 在制品符合判定更重要时
优先确认%Tolerance - 工程管理用或工程显示用时
优先确认 %Study Var
1:尽可能地对作业者或部品进行随机的测定
2:事先让测定作业者不知道其要参与实验
3:整个测定反复
P03-P55
测定系统分析(MSA) —计量型
评价基准
区分 良好 费用/考虑重要性 不可使用 %Contribution < 1% 1~10% > 10% % Study Variation 或 %Tolerance < 10% 10~30% > 30% 辨别范周 > 10 4~9 <4
G age name: D ate of study : Reported by : Tolerance: M isc:
1
2
3
4
5 80
O P E RA TO R 1 2 3
Mean
76
DATA
72 6 80 7 8 9 10
76
Mean
72
X轴按被测 零件区分,便 于分析各测定 值何种程度差 异(1#和7#零 件测定值小)
Total Gage R&R Repeatability Reproducibility operator operator*part-no Part-To-Part Total Variation
4.81E-05 3.11E-05 1.70E-05 3.66E-06 1.34E-05 7.49E-04 7.97E-04 StdDev
Policy:测定系统良好时,部品的P值 < 0.05;
操作者、操作者和部品交互作用的P值 > 0.05。 此例子中,操作者和部品交互作用的P值 < 0.05:测定系统不
是良好!
P14-P55
测定系统分析(MSA) —计量型 Session分析—评价指标的计算
%Contribution Source VarComp (of VarComp)
24.58 19.76 14.62 6.78 12.96 96.93
7.15 5.75 4.25 1.97 3.77 28.18
%Study Var = 0.00694 0.0282
5.15 X σMS
5.15 X σTotal
X 100 = 24.58(%)
Total Variation
2.82E-02
P04-P55
测定系统分析(MSA) —计量型 测量DATA MINITAB输入
部品 1 2 … 10 作业者 1 1次测定 2次测定 3次测定
32.05 32.06 32.05
作业者 2 1次测定 2次测定 3次测定
32.06 32.05 32.05
作业者 3 1次测定 2次测定 3次测定
32.05 32.07 32.05
MINITAB使用分析 MSA SPC 、实操手法和图表解析
第一部分:
P02-P27
测定系统分析(MSA)
MEASUREMENT SYSTEM ANALYSIS 第二部分: P28-P56
统计过程控制(SPC)
STATISTICAL PROCESS CONTROL
制作人2006.10.01
P01-P55
测定系统分析(MSA) —计数型 测量DATA MINITAB输入
在WORKSHEET输入数据
P22-P55
测定系统分析(MSA) —计数型 利用Minitab的分析
路径: Stat/Quality Tools/Attribute Agreement Analysis
测定数值 测定样本 测定人员
路径: Stat\Quality Tools\Gage Run Chart
零件号码 测定人员 测定数据
P17-P55
测定系统分析(MSA) —计量型 Graph分析—作业者和制品图表化
对作业者和制品间的再现性和反复性进行图表化
Gage Run Chart of DATA by PART-NO, OPERATOR