微型PLC案例
不多见的三菱PLC应用实例,速看

不多见的三菱PLC应用实例,速看Q172DSCPU在汽车生产线中的应用该案例适用于各种生产线设备、压入机、冲压机、印刷机、立式成型充填封口机、卧式成型充填封口机等。
1传送带驱动轴1、2传送带驱动轴2、(A)玻璃窗安装工程(无人)(B)安装座位工程(有人)(a)玻璃窗安装机械手(b)紧急停止按钮(c)光幕动作流程现场课题课题01如有人进入无人组装生产线,会停止解决课题:切断功能。
课题02有人组装生产线中,希望确保安全的速度速度监视功能。
模型系统解决现场课题解决01切断功能:通过充实安全功能,构建用途对应的安全系统。
解决02速度监控功能(SLS):通过速度监视确保生产线的安全性。
速度监视功能(SLS)是监视电机速度是否超过安全速度的监视功能。
通过将指令速度与反馈速度与安全速度相比,保证安全速度。
异常时,通过STO或SS1切断动力。
启动步骤步骤1:安全信号的接线使用安全信号模块时的安全系统接线示例。
光幕的信号连接到安全信号模块的输入端子,安全信号模块的输出端子连接到伺服放大器的STO端子。
步骤2:系统构成的设定在系统构成画面中进行伺服放大器、伺服电机的设定。
步骤3:安全监视功能参数的设定通过安全信号参数设定安全信号模块的使用台数,通过速度监视参数设定速度监视轴编号及安全速度等。
Q172DSCPU在搬运设备中的应用该案例适用于通用材料的搬送设备、自动组装设备、封装机、航空机组装、扫描设备等。
1X1轴(直线伺服电机)2X2轴(直线伺服电机)3Y1轴(直线伺服电机)4Y2轴(直线伺服电机)5Z1轴(上下轴)6Z2轴(上下轴)(a)光幕(b)GOT(GraphicOperationTerminal)动作流程现场课题课题01抑制机械的振动解决课题:先进振动抑制掌控Ⅱ与机械共振抑制滤波器。
课题02以简单构造实行多传感头解决课题:直线伺服电机。
课题03X1轴与X2轴总是进行相同动作解决课题:串联驱动。
模型系统、解决现场课题解决01先进振动抑制掌控Ⅱ机械共振抑制滤波器:通过一键式操作,实现先进的振动抑制掌控功能。
西门子PLC应用80例(经典实例)
Q0.0 ()
I0.0 M0.0 M0.1 M0.2 Q0.0
(a) 梯形图
(b) 时序图
分频电路
用一个按钮来实现启 动和停止两种控制。
方法一:利用计数器 实现单按钮控制功能
I0.0 C9 M0.0 M0.1
2 M0.0 Q0.0
P
C9 CU CTU
M0.0 ()
M0.1 ()
R
C9
(6)当电梯位于3层时,若下方仅出现2层的向上外呼信号SB12,即1层的向 上外呼按钮SB11不按,则电梯下降到2层,由行程开关SQ2停止电梯下降。
(7)电梯在上升途中,不允许下降。 (8)电梯在下降途中,不允许上升。
下面我们逐条对上面的动作要求(1)~(8)用逻辑设计法进行设计:
对(2):这条输出也是电梯上升,进入条件为 SQ1·SB12,退出条件为 SQ2 动作。因此, Q0.0 的逻辑方程为:
Q0.0 KM1 I0.4 SQ2
异步电动机主电路
PLC外部接线图
按钮连锁
软件互锁
解:1) 列出所有I/O点并分配地址
a) 代入开启条件
消铃信号
b) 将消铃信号变成长信号
消铃信号
c) 代入关断条件
消铃信号
d) 加入测试信号
消铃信号
3. 控制要求 (1)用启动和停止按钮控制电动机M运行和停止。在电动机运行时,被检 测的产品(包括正次品)在皮带上运行。
(1)控制任务:有3个抢答席和1个主持人席,每个抢答席上各有1个抢答 按钮和一盏抢答指示灯。参赛者在允许抢答时,第一个按下抢答按钮的抢
答席上的指示灯将会亮,且释放抢答按钮后,指示灯仍然亮;此后另外两
个抢答席上即使在按各自的抢答按钮,其指示灯也不会亮。这样主持人就
plc编程案例

plc编程案例PLC编程案例。
在工业自动化领域,PLC(可编程逻辑控制器)是一种非常重要的设备,它能够控制各种生产设备的运行,实现自动化生产。
PLC编程作为控制器的核心部分,对于工业自动化系统的稳定运行起着至关重要的作用。
本文将通过几个实际案例,介绍PLC编程在工业生产中的应用。
案例一,自动化装配线。
在一家汽车零部件生产厂家,他们使用PLC控制的自动化装配线,实现了零部件的自动化组装。
通过PLC编程,可以实现对各个装配工序的精确控制,确保每个零部件都能够按照要求进行组装,提高了生产效率和产品质量。
案例二,食品加工生产线。
在食品加工行业,PLC编程同样发挥着重要作用。
一家食品加工厂使用PLC控制系统,实现了食品生产线的自动化控制。
通过PLC编程,可以精确控制生产线上的各个工艺参数,确保食品的加工过程符合标准,提高了生产效率和产品质量。
案例三,物流分拣系统。
在物流行业,PLC编程也被广泛应用于物流分拣系统中。
一家物流公司使用PLC控制的分拣设备,实现了货物的自动化分拣和分类。
通过PLC编程,可以实现对分拣设备的精确控制,提高了分拣效率和准确性,降低了人工成本。
通过以上案例的介绍,我们可以看到PLC编程在工业自动化领域的重要性。
通过对PLC控制系统的精确编程,可以实现对生产设备的精确控制,提高生产效率、产品质量和降低成本。
同时,PLC编程也在不断发展和创新,为工业自动化带来了更多的可能性和机遇。
总结。
PLC编程作为工业自动化控制的核心部分,对于工业生产起着至关重要的作用。
通过几个实际案例的介绍,我们可以看到PLC编程在不同领域的广泛应用,以及其在提高生产效率、产品质量和降低成本方面的重要作用。
随着技术的不断发展和创新,相信PLC编程会在工业自动化领域发挥越来越重要的作用,为工业生产带来更多的便利和效益。
项目8PLC综合应用实例

外呼要求:轿厢不在4层,有4层外呼向下;轿厢不在3、4层,有3层外呼(向上、向下);轿厢不在2、3、4层(在1层),有2层外呼(向上、向下)。
*
电梯下降分为内呼要求和外呼要求
01
内呼要求:轿厢不在1层,有1层内呼;轿厢不在1、2层,有2层内呼;轿厢不在1、2、3层(在4层),有3层内呼。
02
外呼要求:轿厢不在1层,有1层外呼向上;轿厢不在1、2层,有2层外呼(向上、向下);轿厢不在1、2、3层(在4层),有3层外呼(向上、向下)。
四层电梯开关门及上下行运行控制
*
8.3 工作模块20 变频器的PLC控制
由电机拖动中交流调速的相关知识可知,变频调速的性能最好。变频调速电气传动调速范围大,静态稳定性好,运行效率高,是一种理想的调速系统。目前,交流调速系统的性能已经可以达到或超过直流调速系统。在不久的将来,交流变频调速电气传动将替代包括直流调速传动在内的其他调速电气传动。
*
控制电路端子的功能说明
三、VS-616G5变频器多级调速的PLC控制
设定方法:
可以利用PLC的开关量输入输出模块对变频器的多功能输入端进行控制,实现三相异步电动机的正反转、多速控制。 可以利用变频器的数字操作器对多功能输入、输出端子的功能重新进行设定(表中为出厂时所设定)。用数字操作器对参数H1-01~H1-06进行设定,可实现多达9段速运行。设定情况如下表所示。
Y14
4层外呼向下K6
X15
4层外呼向下显示L6
Y15
开门
Y16
关门
Y17
I/O资源分配
三、梯形图程序
(1) 呼叫登记与解除环节 四层电梯控制呼叫登记与解除程序如图所示。M501~M504表示电梯轿厢在哪一层,M501得电表示在1层。当在有内呼时,对应的内呼指示得电并自锁。有1层内呼时,登记信号Y4得电并自锁,当电梯到1层时(M501得电),则解除内呼登记信号。2层外呼向上时,登记信号Y11得电并自锁。当轿厢下行经过2层时,2层外呼向上不响应,所以不解除Y11。
plc必背50编程实例

PLC必背50编程实例介绍PLC(可编程逻辑控制器)是一种用于控制工业自动化过程的电子设备。
它使用编程语言来控制机器、设备和生产线的运行。
PLC编程实例是为了帮助工程师更好地理解和掌握PLC编程技术而设计的一系列实际案例。
本文将介绍50个必背的PLC 编程实例,涵盖了各种常见的控制任务和应用场景。
1. 点亮LED灯1.1 需求描述在PLC上控制一个LED灯,使其点亮。
1.2 实现步骤1.连接PLC输出口和LED灯。
2.使用PLC编程软件创建一个输出位。
3.将输出位与PLC输出口绑定。
4.编写PLC程序,将输出位设置为高电平。
1.3 代码示例-- 定义输出位Output_LED: BOOL;-- 主程序Main:-- 将输出位设置为高电平Output_LED := TRUE;2. 控制电机转动2.1 需求描述使用PLC控制一个电机按照设定的方向和速度转动。
2.2 实现步骤1.连接PLC输出口和电机控制器。
2.使用PLC编程软件创建两个输出位,一个控制电机的正转,一个控制电机的反转。
3.将输出位与PLC输出口绑定。
4.编写PLC程序,根据需要设置正转或反转输出位。
2.3 代码示例-- 定义输出位Output_Forward: BOOL;Output_Reverse: BOOL;-- 主程序Main:-- 将正转输出位设置为高电平,反转输出位设置为低电平Output_Forward := TRUE;Output_Reverse := FALSE;3. 按钮控制输出3.1 需求描述使用PLC控制一个输出位,通过按下按钮进行开关控制。
3.2 实现步骤1.连接PLC输入口和按钮。
2.连接PLC输出口和负载(如灯、电机等)。
3.使用PLC编程软件创建一个输入位和一个输出位。
4.将输入位与PLC输入口绑定,将输出位与PLC输出口绑定。
5.编写PLC程序,根据输入位的状态来控制输出位。
3.3 代码示例-- 定义输入位Input_Button: BOOL;-- 定义输出位Output_Load: BOOL;-- 主程序Main:-- 当按钮被按下时,将输出位设置为高电平;否则,将输出位设置为低电平IF Input_Button THENOutput_Load := TRUE;ELSEOutput_Load := FALSE;END_IF;结论本文介绍了PLC必背的50个编程实例,涵盖了点亮LED灯、控制电机转动、按钮控制输出等常见的PLC控制任务。
plc控制程序精编108例

分类一、照明灯、信号灯控制实例1、用四个开关控制四个灯用四个开关,每个开关分别控制一个灯,当只有一个开关动作时对应的灯亮,当两个及以上开关动作时,灯不亮。
实例2、用四个按钮分别控制四个灯 用四个按钮分别控制四个灯,当其中任意一个按钮按下时对应的灯亮,多个按钮按下时灯不亮。
分类二、圆盘、小车控制实例3、按钮控制圆盘转一圈一个圆盘如图9-1所示,在原始位置时,限位开关受压,处于动作状态,按一下按钮,电动机带动圆盘转一圈到原始位置停顿.实例四、五站点呼叫小车 一辆小车在一条线路上运行,如图14-1所示。
线路上有1#~5#共5个站点,每个站点各设一个行程开关和一个呼叫按钮.要求无论小车在哪个站点,当某一个站点接下按钮后,小车将自动行进到呼叫点。
试用PLC对小车进展控制.实例4、小车五位自动循环往返运行初始在A点,按下启动按钮,小车依次前进到B、C、D、E点,并分别停顿20S返回到A点停顿。
分类三电动机顺序控制实例5、三台电动机顺序定时启动,同时停顿 用按钮控制三台电动机,按下按钮启动,启动第一台电动机,之后每隔5S启动一台电动机,全部启动后,按停顿按钮,三台电动机同时停顿。
实例6、三台电动机顺序启动,顺序停顿用一个按钮控制三台电动机,每按一次按钮启动一台电动机,全部启动后,每按一次按钮停顿一台电动机,要求先启动的电动机先停.实例7、三台电动机顺序启动,逆序停顿控制要求:按启动按钮,启动第一台电动机之后,每隔5S再启动一台;按停顿按钮时,先停下第三台电动机,之后每隔5S逆序停下第二台和第一台电动机。
实例8、两台电动机同时启动,第二台延时停顿 控制两台三相异步电动机,启动时按下启动按钮,两台电动机同时启动,按下停顿按钮,第一台电动机停顿,第二台电动机10S后自动停顿。
第二台电动机电动机可以点动控制.两台电动机均设短路保护和过载保护。
试设计两台电动机的主电路、PLC接线图和梯形图.实例9、组合钻床某组合钻床如图24—1所示,用于在圆形工件上钻6个均匀分布的孔。
六个典型PLC程序实例详解(附图),自控项目轻松入门!
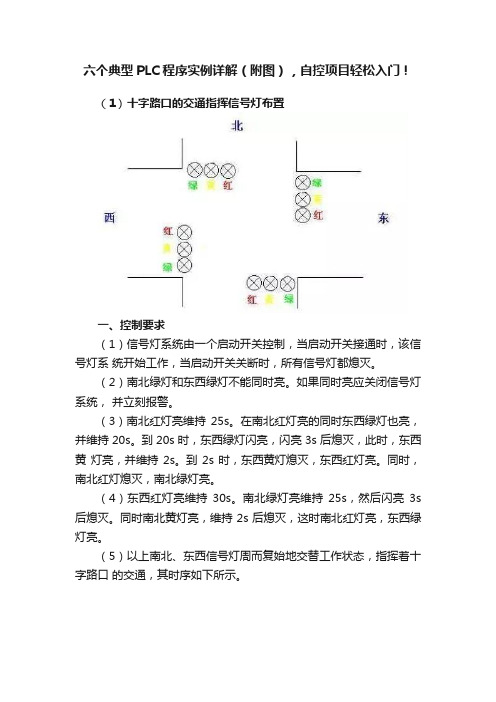
六个典型PLC程序实例详解(附图),自控项目轻松入门!(1)十字路口的交通指挥信号灯布置一、控制要求(1)信号灯系统由一个启动开关控制,当启动开关接通时,该信号灯系统开始工作,当启动开关关断时,所有信号灯都熄灭。
(2)南北绿灯和东西绿灯不能同时亮。
如果同时亮应关闭信号灯系统,并立刻报警。
(3)南北红灯亮维持25s。
在南北红灯亮的同时东西绿灯也亮,并维持 20s。
到 20s 时,东西绿灯闪亮,闪亮 3s 后熄灭,此时,东西黄灯亮,并维持 2s。
到 2s 时,东西黄灯熄灭,东西红灯亮。
同时,南北红灯熄灭,南北绿灯亮。
(4)东西红灯亮维持30s。
南北绿灯亮维持25s,然后闪亮3s 后熄灭。
同时南北黄灯亮,维持 2s 后熄灭,这时南北红灯亮,东西绿灯亮。
(5)以上南北、东西信号灯周而复始地交替工作状态,指挥着十字路口的交通,其时序如下所示。
二、PLC 接线三、定义符号地址四、梯形图程序(2)电梯控制电梯的上升、下降由一台电动机控制;正转时电梯上升、反转时电梯下降。
各层设一个呼叫开关(SB1、SB2、SB3)、一个呼叫指示灯(H1、H2、H3)、一个到位行程开关(ST1、ST2、ST3)。
一、控制要求:1、各层的呼叫开关为按钮式开关,SB1、SB2 及 SB3 均为瞬间接通有效(即瞬间接通的即放开仍有效)。
2、电梯箱体上升途中只响应上升呼叫,下降途中只响应下降呼叫,任何反方向呼叫均无效,简称为不可逆响应。
具体动作要求,如下表。
3、各楼层间有效运行时间应小于10S,否则认为有故障、自动令电动机停转。
如图所示为三种液体混合装置,SQ1、SQ2、SQ3 和 SQ4 为液面传感器,液面淹没时接通,液体 A、B、C 与混合液阀由电磁阀 YV1、YV2、YV3、 YV4 控制,M 为搅匀电动机,其控制要求如下:1.初始状态装置投入运行时,液体A、B、C 阀门关闭,混合液阀门打开20s 将容器放空后关闭。
2.起动操作按下启动按钮 SB1,装置开始按下列给定规律运转:①液体 A 阀门打开,液体 A 流入容器。
plc应用案例

plc应用案例
PLC应用案例。
PLC(可编程逻辑控制器)作为现代工业自动化控制系统中的重要组成部分,广泛应用于各种自动化设备和生产线中。
本文将介绍几个PLC应用案例,以便更好地了解PLC在实际工程中的应用。
第一个案例是在汽车生产线上的应用。
在汽车生产线上,PLC可以用于控制各种机械手臂、输送带、焊接机器人等设备。
通过PLC的编程,这些设备可以实现自动化操作,提高生产效率,减少人力成本,并且可以保证生产过程的稳定性和一致性。
第二个案例是在食品加工生产线上的应用。
在食品加工生产线上,PLC可以用于控制各种混合机、灌装机、包装机等设备。
通过PLC的编程,可以实现不同产品的自动切换和包装,提高生产效率,保证产品质量,减少人为错误。
第三个案例是在水处理设备上的应用。
在水处理设备中,PLC可以用于控制各种泵、阀门、过滤器等设备。
通过PLC的编程,可以实现对水处理过程的自动监控和调节,保证出水水质的稳定性和合格性,降低运行成本,提高设备的可靠性和安全性。
第四个案例是在智能建筑系统中的应用。
在智能建筑系统中,PLC可以用于控制空调、照明、安防等设备。
通过PLC的编程,可以实现对建筑内部环境的自动调节和监控,提高能源利用率,提升建筑的舒适性和安全性。
以上几个案例展示了PLC在不同领域中的应用,从而可以看出PLC在工业自动化控制领域中的重要性和广泛性。
随着科技的不断发展,PLC的应用将会更加智能化、高效化,为各行各业的生产和生活带来更多便利和效益。
希望本文的案例分析能够对PLC的应用有所启发,也希望PLC在未来的发展中能够发挥更大的作用。
PLC在地铁门禁系统中的应用案例

PLC在地铁门禁系统中的应用案例地铁系统作为现代城市重要的公共交通系统之一,门禁系统的安全性和稳定性十分重要。
而可编程逻辑控制器(PLC)作为一种专用的微型计算机,广泛应用于自动化控制系统中,其在地铁门禁系统中的应用案例也备受关注。
一、PLC在地铁门禁系统中的基本原理地铁门禁系统主要由门禁设备、读卡设备和计算机控制系统组成。
而PLC作为计算机控制系统的核心控制设备,在地铁门禁系统中的作用主要包括输入信号采集、控制指令处理和输出控制执行三个方面。
1. 输入信号采集:PLC通过连接传感器设备,实时监测地铁车站的进出情况,例如读卡器读取乘客的刷卡数据、红外感应器检测乘客进出闸机等。
这些信号将被传输到PLC的输入端口,以实现门禁系统对进出人员的准确判断和识别。
2. 控制指令处理:PLC通过编程实现逻辑运算和控制指令的处理,根据进出人员的刷卡情况、车站的安全需求等因素,进行门禁闸机的打开或关闭控制。
当乘客顺利通过刷卡和验证后,PLC会发出开闸指令,以便乘客进出。
反之,如果刷卡验证不通过或存在异常,PLC会发出关闸指令,确保安全。
3. 输出控制执行:PLC通过输出接口与闸机设备进行通信,实现对门禁闸机的具体控制。
当PLC接收到开闸指令时,会通过输出信号控制闸机打开,乘客得以进入或离开。
在门禁系统中发生异常情况(如非法闯入或刷卡异常),PLC会发出关闸指令,及时阻止不符合规定的人员进入。
二、PLC在地铁门禁系统中的优势1. 高可靠性:PLC系统采用硬件电路作为逻辑控制器,具有高可靠性和稳定性。
它具备较强的抗电磁干扰能力,适应复杂的环境条件,保证地铁门禁系统的正常运行。
2. 灵活性:PLC具备较高的编程灵活度,可以根据实际需求进行自定义编程,以适应不同地铁站的门禁系统设计。
通过改变PLC程序,可以方便地修改门禁设备的逻辑控制方式,提高系统的可维护性和可拓展性。
3. 快速响应:PLC作为硬实时控制设备,可以实现即时的输入信号采集和输出控制执行。
三菱plc编程案例案例

END
例:多地控制电路
X0—Xn构成多点开启输入,X10—X12等构成停止输入,用 自保持SET指令省略自锁电路
X0 X1 X2
SET Y0
0 LD X0 1 OR X1 2 OR X2
······
······
X10 X11 X12
RST Y0
······
8 SET Y0 9 LD X10 10 LD X11 11 LD X12
FU2
FR
X3
FR
热继电器 常开Y0
END
输出
输出继 电器
输出 元件
作用
KM
Y0
通断电机
SB2 SB1 KM
QS FU1 KM FR
SB1
220V
~
SB2
KM KM
LD X0 OR Y0 ANI X1 ANI X3 OUT Y0 END
SB1
X0
Y0
SB2
X1
PLC
FR
X3
KM
220V
~
FU
COM COM
FR1
输入 功能 元件
输出
输出继 电器
输出 元件
• 开 SB2
Y1
KM1
启
按
钮
X0
Y1
SB1 停止按钮
Y2
PLC
FR1 X1M1过载保Y2护
FR2 M2过载保护
X2
KM1
KM2 KM2
作用 M1接触器
X0 M2接触器Y1
T0
FR2
X3
220V ~
FU COM COM
KM2 FR2
L1 L2 L3 QS FU1
例:基本指令实例——三台风机监控
四个PLC典型应用实例秘笈,学PLC必须掌握!

四个PLC典型应用实例秘笈,学PLC必须掌握!S7-300 PLC在变电站中的应用某油田有150多座变电站,承担着油田整个油区、社区及生活区部分居民的用电,油田电网的安全运行对于保证原油产量持续上升和居民安居乐业起着至关重要的作用。
油田变电站中的AEUD-WIII全自动智能免维护直流屏采用模块化设计、数字化控制,智能化程度高。
该直流电源具有先进的系统监控功能,着重电池在线管理、接地选线、“四遥”通信、告警显示和事故追忆等功能进行开发,使得系统安全性、可靠性更高。
该系列全自动智能免维护直流屏采用SEIMENS公司生产的OP170B型人机界面,该监控模块具有结构紧凑、显示分辨率高、可靠性高、寿命长等优点。
通过人机界面可以完成整流模块启动,充电状态显示,查看报警信息,手动电池巡检,绝缘监察、接地选线、报警试验、报警复位等直流屏的所有操作,并能显示直流屏的原理图及各个运行参数和各种故障信息。
控制模块采用S7-300系列模块,进行数字和模拟信号的采集及输出。
硬件系统构成1.PLC配置变电站直流监控系统的PLC采用西门子公司的S7-300 PLC。
根据系统要求,PLC总体配置如下:①中央处理模块(CPU):选用CPU 314。
②数字量输入模块(DI):选用SM321,共1块(16点/块),处理4点输入信号。
③数字量输出模块(DO):选用SM322, 共4 块(16 点/块),处理56 点输入信号。
④模拟量输入模块(AI):选用SM331,共1 块(8 点/块),处理8点输入信号。
⑤模拟量输入、出模块(AI):选用SM334,共1块(4点入和2点出/块),处理2点输入和2点输出信号。
2.操作屏配置操作屏采用两个OP170B,一个安装在控制柜;一个安装在监控中心。
监控系统软件变电站直流监控系统的软件主要有两部分:显示单元和软件单元。
1.显示单元操作屏采用工业级人机界面,主要完成直流系统运行监控、故障报警、记录和排除提示、参数设置、模拟键盘操作、数据记录处理、累计运行时间控制等任务。
西门子PLC600程序实例
西门子PLC600程序实例
介绍
本文档旨在提供西门子PLC600程序的实例。
它将演示如何编
写基本的PLC程序来控制和监控设备。
程序实例
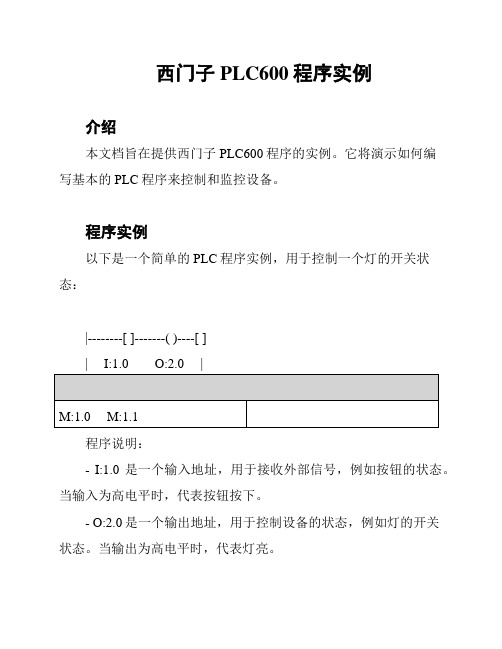
以下是一个简单的PLC程序实例,用于控制一个灯的开关状态:
|--------[ ]-------( )----[ ]
| I:1.0 O:2.0 |
程序说明:
- I:1.0是一个输入地址,用于接收外部信号,例如按钮的状态。
当输入为高电平时,代表按钮按下。
- O:2.0是一个输出地址,用于控制设备的状态,例如灯的开关
状态。
当输出为高电平时,代表灯亮。
- M:1.0和M:1.1是中间变量地址,用于储存程序运行过程中的中间结果。
程序逻辑:
1. 当输入I:1.0为高电平(按钮按下)时,M:1.0为高电平,表示要点亮灯。
2. 当输入I:1.0为低电平(按钮未按下)时,M:1.0为低电平,表示不需要点亮灯。
3. 根据M:1.0的状态,将O:2.0的输出设置为对应的电平,控制灯的开关状态。
总结
通过这个简单的PLC程序实例,我们研究了如何使用西门子PLC600编写基本的控制程序。
对于更复杂的程序,可以根据具体的需求采用合适的逻辑和功能模块。
> 注意:请根据实际使用的PLC型号和控制设备进行适当的调整和配置。
9个简单的PLC编程案例,适合新手小白入门!

9个简单的PLC编程案例,适合新⼿⼩⽩⼊门!蓝字'电⽓达⼈”⼀、⼩车往返运动⽤S7-200实现⼩车往返的⾃动控制,控制过程为按下启动按钮,⼩车从左边往右边(右边往左边运动)当运动到右边(左边)碰到右边(左边)的⾏程开关后⼩车⾃动做返回运动,当碰到另⼀边的⾏程开关后⼜做返回运动。
如此的往返运动,直到当按下停车按钮后⼩车停⽌运动。
▲电⽓接线图I/O分配表梯形图程序PLC接线图程序调试及结果分析▲控制平台操作⾯板当按下SB2即i0.0(⿏标点击i0.0f)接通后,Q0.0接通,⼩车右⾏(即指⽰灯 Q0.0 亮)。
当⼩车运⾏碰到右限位开关SQ2即i0.4(⽤⿏标点击i0.4f,模拟SQ2被压下)接通,此时⼩车左⾏(指⽰灯Q0.0灭,指⽰灯Q0.1亮),当运⾏到左边碰到左限位SQ1即i0.3(⿏标点击i0.3f)接通,此时⼩车⼜往右运⾏(指⽰灯Q0.1灭,指⽰灯Q0.0 亮)。
如此往返运动下去直到按下SB1即i0.2(⿏标点i0.2f)接通,⼩车停⽌运⾏。
附:⼆、闪光电路当按下启动按钮后,要求在两秒钟内有⼀秒亮有⼀秒灭,如此反复,灯⼀闪⼀闪发光。
I/O分配表梯形图程序PLC接线图程序调试及结果分析把编写好的程序下载到西门⼦s7-200PLC中进⾏调试。
观察运⾏结果和实验要求是否相同。
通过在线控制⾯板进⾏调试,当按下在线控制⾯板上的I0.0f(即 I0.0 接通)此时Q0.0有输出,Q0.0所接负载灯就亮,同时启动定时器T37开始计时,当计时⼀秒后因T37动作,其常闭触点断开,所以Q0.0⽆输出,所接负载灯灭。
灯灭的同时启动定时器 T38,T38 计时⼀秒后,把串联在定时器T37的常闭触点断开,所以T37复位,T37常闭触点恢复常闭。
此时Q0.0 ⼜有输出,所接负载灯⼜亮。
这样,输出Q0.0上所接的负载灯以接通⼀秒,断开⼀秒频率不停的闪烁,直到按下在线控制⾯板上的 I0.1f(即I0.1接通),闪光电路不在继续⼯作。
plc应用案例

plc应用案例PLC应用案例。
PLC(Programmable Logic Controller 可编程逻辑控制器)是一种用于工业自动化控制的专用数字计算机。
它可以控制各种工业过程,如生产线、机器人、电梯等,其应用范围非常广泛。
下面将介绍几个PLC应用案例,以便更好地了解PLC在工业控制中的作用。
第一个案例是关于自动化生产线的控制。
在传统的生产线上,工人需要手动操作机器和设备,这样不仅效率低下,而且存在安全隐患。
而通过PLC控制,可以实现自动化生产线的运行。
PLC可以根据预先设定的程序,自动控制机器的启停、速度、温度等参数,从而实现生产线的自动化运行,提高生产效率,降低成本,并且减少了人为操作带来的安全隐患。
第二个案例是关于电梯控制系统的应用。
在传统的电梯控制系统中,通常采用电梯司机手动控制电梯的运行。
而通过PLC控制系统,可以实现电梯的自动控制。
PLC可以根据不同的楼层指令,自动控制电梯的运行方向、停靠楼层等,提高了电梯的运行效率,同时也提升了乘客的安全性和舒适度。
第三个案例是关于机器人控制系统的应用。
在自动化生产中,机器人的应用越来越广泛。
通过PLC控制系统,可以实现对机器人的精准控制。
PLC可以根据预先设定的程序,控制机器人的动作、速度、力度等参数,从而实现对机器人的精准操控,提高了生产效率和产品质量。
第四个案例是关于环境监测系统的应用。
在工业生产过程中,环境监测是非常重要的。
通过PLC控制系统,可以实现对环境参数的实时监测和控制。
PLC可以根据环境参数的变化,自动调节设备的运行状态,保障生产过程中的环境安全和产品质量。
以上几个案例充分展示了PLC在工业控制中的重要作用。
通过PLC控制系统,可以实现对各种工业过程的精准控制,提高生产效率,降低成本,提升产品质量,同时也提升了生产过程的安全性和稳定性。
可以预见,随着科技的不断发展和进步,PLC在工业控制中的应用将会越来越广泛,为工业生产带来更多的便利和效益。
自动售货机PLC控制实例
自动售货机
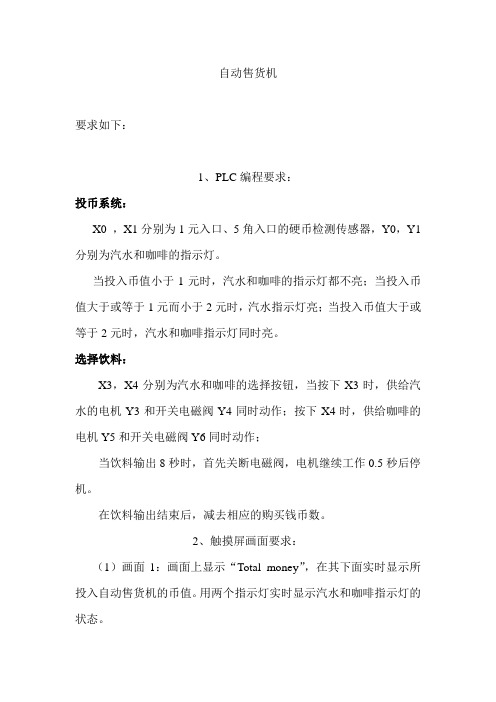
要求如下:
1、PLC编程要求:
投币系统:
X0 ,X1分别为1元入口、5角入口的硬币检测传感器,Y0,Y1分别为汽水和咖啡的指示灯。
当投入币值小于1元时,汽水和咖啡的指示灯都不亮;当投入币值大于或等于1元而小于2元时,汽水指示灯亮;当投入币值大于或等于2元时,汽水和咖啡指示灯同时亮。
选择饮料:
X3,X4分别为汽水和咖啡的选择按钮,当按下X3时,供给汽水的电机Y3和开关电磁阀Y4同时动作;按下X4时,供给咖啡的电机Y5和开关电磁阀Y6同时动作;
当饮料输出8秒时,首先关断电磁阀,电机继续工作0.5秒后停机。
在饮料输出结束后,减去相应的购买钱币数。
2、触摸屏画面要求:
(1)画面1:画面上显示“Total money”,在其下面实时显示所投入自动售货机的币值。
用两个指示灯实时显示汽水和咖啡指示灯的状态。
(2)画面2:画面上显示选择汽水和咖啡的选择按钮,显示汽水和咖啡的电机及电磁阀动作的指示灯。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
HX-1 应用 : 自动卫浴控制HX-1 应用 : 自动卫浴控制 HX – DEMO - 1控制概念 :1.当门打开电灯亮.2.当门关闭后如果人体感知没感知到人则灯灭.3.当门关闭后如果人体感知没感知有人人则进入下列运作.4.5秒后香精以每1秒喷一次连喷二次.5.喷完后排风扇开始激活.6.当从运作中门打开后在关上, 人体感知没感知到人则执行下列结束运作.7.灯灭后香精以每1秒喷一次连喷二次.8.时秒后风扇关闭回到 1.HX1 应用 - 宾馆控制HX1 应用 - 宾馆控制这是一个利用HX来完成的宾馆房间灯光控制系统, 其与传统不同如下 :1.简化控制, 删掉一些繁琐控制减少故障.2.直接采取三种常态灯光模式并利用光感知器来回控, 避免不必要电费支出.3.动作需求 :a.插入房卡室内供电.b.取出房卡延时20秒关掉室内总电.c.点击”采光模式”则将侦测”光感知”, 如为白天或是窗帘拉开此模式灯均不打开.d.点击”采光模式”则将侦测”光感知”, 如为晚上或是窗帘关闭此模式灯均打开. ( 床头灯以调光模式, 夜灯打开, 日光灯打开 ).e.点击”柔和模式”则将侦测”光感知”, 如为白天或是窗帘拉开此模式灯均不打开.f.点击”柔和模式”则将侦测”光感知”, 如为晚上或是窗帘关闭此模式床头灯以调光模式, 夜灯打开 ).g.点击”睡眠模式”则将侦测”光感知”, 如为白天或是窗帘拉开此模式灯均不打开.h.点击”睡眠模式”则将侦测”光感知”, 如为晚上或是窗帘关闭此模式夜灯打开其它关闭.4. 电路配线 :专为智能家居设计的SPLC=== HX-1 ===HX-1 是专为智能家居设计的SPLC , 它使用 IREX EasyPRO 核心, 它直接使用市电 ( AC110V / AC2 20V ) 因此在配线使用上非常容易. 低耗电设计平均消耗功率只有 2.2W . 它使用家里用电的虚功工作; 因此不可思议的是,在用户家中如有使用冷气或冰箱时他几乎不用电费. 其编程简易非常容易实现居家自动化.它可用于如下场合 : 1.灯光智能控制. 2.水塔供水控制.3.自动浇水控制.4.养鱼控制.虚功介绍 : 由于感性负载 ( 如冷气电扇冰箱具有马达的设备) 再使用电源时, 其电流比电压落后 90度 , 因此将导致功率因子下降, 使得约有 1/4 功率将备消耗在传输线上(视负载而定), 这时导线容易发热因此导致电线走火; 此问题对消费者而言也是损失. 因此我国对于工厂的功率因子有相当严格的规定.MX5 用於一小型壓力測試機工作說明 : 壓按鈕後快速下降, 碰到下限改緩慢下降, 下降一小距離後快速回升. 當回升到上限停機. 1. 接腳定義 IN1 -- 啟動 IN2 -- 下限 IN3 -- 上限 OUT9 - OUT12 -- 步進馬達 A / A B /B 2. 元件說明 MEM2 -- 啟動狀態 MEM1 -- 上昇 / 下降狀態POD1 -- 步進馬達脈衝來源 ( 調此值可以改變速度 ) CT1 -- 步進值 CT2 -- 碰到下限後減速 ( 參考螺桿計算 )3. 螺桿計算步進每度移動量 = 螺管齒間距 / 200 ( 使用1.8 度馬達 )此主題相關圖片如下:此主題相關圖片如下:SPLC 驅動步進馬達範例這是一個直接用 SPLC 推動步進馬達範例說明如下1. 步進馬F為單步驅動, 驅動角度為 1.8 度.2. 在 24V 工作下步進馬達可得 1.6 Kg 的鈕力.3. 階梯圖說明 : 3 -- 將 I/O 刷新改為 2ms , 參考使用手冊 P29 輸出刷新埠.5 , 7 -- 正轉6 , 8 -- 反轉9 -- 加速控制 10 -- 正反轉光電控制4. 步進馬達於正反轉時多一組加速控制, 因為步進馬達於正反轉轉換時因受反電動勢, 步進馬達容易失步, 因此必須先行降速, 在執行反轉.5. 如需大功率驅動步進馬達可直接追加驅動器.自动蛋皮生产机消毒柜这是一个医疗消毒柜, 里面配备有一蒸气加热器与紫外灯杀菌. 其工作原理如下 :1.被消毒物放入柜内. 关好门. 并加入水.2.压 START 钮, 如果没水或门未关好此钮无作用.3.电磁阀门锁住门点亮此外灯蒸气加热器开始加热, 水蒸气开始蒸发.4.内部压力大于外部时在一定设定压力下安全压力阀顶出加热暂停.5.重复“4’直至水蒸发干, 此时停止加热.6.延时 30 分钟关闭紫外灯放开电磁阀门, 容许开门.7.按停止钮时如果已经在加热时段或加热完三分钟内必须停机五分钟放开电磁阀门,容许开门. ( 因为内部是高温蒸气必须降压 ). 如果是在后端降压过程以于十分钟则可以容许开门, 一开门将关闭紫外灯.此系统可以用单片机控制, 如用标准PLC则显得浪费, 入用 EasyPRO SPLC 则成本与单片机差不多, 用SPLC则可以提高库存利用率.乐乐杯封口机这是一台我们常见的封杯机, 广泛用在珍珠奶茶或是豆浆杯的封口机. 其控制常用欧母龙的PLC, 也有人采用单片机制作.这机器在台湾已有使用SPLC来做, 不但成本降低维修也变方便.其功能要求 :1.杯子放好压“START”钮.2.“进杯马达”向内旋转.3.碰到”进杯定位”则“进杯马达”停机.4.延时2秒因为杯内物体晃动, 下压马达激活下压. 卷标制动器激活, 只允许卷标往一方向移动.5.下压马达压向卷标当”卷标定位”感知下一张记号时”下压马达”停止.6.激活加热丝1.5秒.7.“下压马达”收回, 碰到”卷标定位”停止并关掉”卷标制动器”.8.进杯马达外推旋转”退杯定位”感知, “进杯马达”停止并结束操作.这系统改用 EasyPRO SPLC 跟PLC比可以节省约 450RMB 费用. 与单片机比成本相当.无人自动运料车这是一台无人搬运车, 是利用地上感应贴条行走, 其具有简易智能控制架构, 其控制方式如下1.马达采用脉波调变. 马达行动从”0”宿至预计速度需执行加速方式.2.当“左感知”感应变弱则将使左轮胎加速.3.当“右感知”感应变弱则将使右轮胎加速.4.当行进时”前撞击感知”有感知则关掉二个马达, 无则继续激活马达.5.当行进时”后撞击感知”有感知则略加速二个马达, 二秒后则继续保持速度.6.当“左感知”“右感知”同时没感应小车停止, 接受放料. 放料完毕可以透过恢复感应重新激活车子前进.7.利用 2-5 运算法则则将使搬运车自动转弯与排队前进.此系统无法用传统继电器制作, 必须使用PLC. 但可以改用 EasyPRO SPLC 来完成, 其将可节省 1500 RMB 的费用.高速贴标机这是一台转印贴标机, 专门贴瓶子型式的系统, 其贴标速度要求每分钟120 瓶以上, 因此无法使用继电器来控制, 再激活系统时必须有三个动作需先完成:1.将卷标至入“卷标盘”, 并拉出部分将至卷入”卷标下模盘”与”卷标上模盘”卷入固定.2.调整“进瓶感应点”位置与‘贴瓶感应点’, 其目的是作为拉紧卷标以利正确贴瓶用.3.调整“抚平海绵刷”位置, 目的是将以贴完卷标抚平于瓶上.其功能要求如下:1.系统激活输送带转动. “卷标下模盘”“卷标盘””卷标上模盘”的磁粉离合器均不动作, 也就是三个转盘不跟输送带同步旋转.2.当“进瓶感应点”感应物体则激活“卷标下模盘”“磁粉离合器”, 此时会将卷标拉紧.3.当“贴瓶感应点”感应物体则激活“卷标盘”与“卷标下模盘”“磁粉离合器”,此时会将卷标一起同步贴上被贴物4.当“贴瓶感应点”没感应物体则先关“卷标下模盘”“磁粉离合器”延时0.1秒再关“卷标盘”“磁粉离合器”延时0.1秒再关“卷标上模盘”“磁粉离合器”.此系统完全无法使用继电器配盘, 必须使用PLC才能完成, 但是亦可以使用 Eas yPRO SPLC 来完成, 使用后可以帮您节省 650 RMB 成本.自动金属钮扣钉扣机这是一台自动金属钮扣钉扣机, 为一台量产机台. 其动作如下 :1.上扣引入阀引入一只上扣.2.下扣引入阀引入一只下扣.3.延时一秒, 冲压机冲下, 将上扣与下扣一起结合并打上花案.4.冲压机升起, 延时一秒后春气管吹0.5气, 将扣子吹开.5.回到”1”执行.6.如果上扣或下扣于2秒内无法贝引入, 机器停机发生警报.7.每加工500只后, 机器要输出一信号给包装机, 直至包装机反匮”OK”信号在自动激活.8.如遇见如”6”问题, 机器在排除问题后, 重新加工技术值必须是累计的.此系统无法用传统继电器制作, 必须使用PLC. 但可以改用 EasyPRO SPLC 来完成, 其将可节省 1100 RMB 的费用.自动计量包装机这是一个散料包装机, 适合如螺丝糖果等小体积的封模包装, 其功能如下 :1.机器激活”震动给料桶“开始震动给料.2.料件经过顺料轨道后由“进料感知“计数.3.当料件计数达预定值 , 进料阀关闭, “卷模感知装置“激活, 完成卷模.4.卷模完毕激活“热封口机“封模完成.5.回到“2”. 此系统无法用传统继电器制作, 必须使用PLC. 但可以改用 EasyPROSPLC 来完成, 其将可节省 1000 RMB 的费用.钢圈标点放电机这是一套轮胎钢圈定位标点机, 因为轮胎钢圈是一个非常硬的合成金属, 其加工完成后不适合用垂打加纪, 因此必须用火花机放电完成.火花机为标准控制设备, 我们只要给予激活信号与放电控制信号既可, 当完成预定放电后期会输出一个信号.其工作需其如下 :1.钢圈放置好压激活钮.2.转盘旋至定点停止. 以此点当 0度.3.给火花机设备煤油激活信号, 开始往加工处喷射煤油 ( 煤油释放电加工必须使用的介质).4.煤油喷射后二秒给予火花机设备放电激活信号, 开始放电.5.放电完毕 ( 约需 30 分钟 ) 火花机设备输出一个信号通知放电完毕.6.转盘旋至下一定点 ( 90度 ) 停止.7.回到“5’执行.8.当四个90度工作完毕, 停掉火花机并关闭煤油喷射.9.二秒后, 旋转盘以高t旋转 20 秒甩掉钢圈上的煤油.10. 发出警报声.此系统用传统继电器与延时器组合成本与用PLC差不多, 因此场加多用PLC设计. 但如果用 EasyPRO SPLC 则可以完全胜任, 其将可以节省约 1200 RMB 费用.食品工厂二段洗手台控制这是一个量产的食品工厂二段洗手台, 其控制分是与一般不同是此为消毒液洗手台, 不是一般洗手肥皂液. 因为在二段洗手主要目的是杀掉肉毒杆菌之类的细菌. 广泛应用于肉品熟食加工业与专业便当厂或是中央厨房其动作方式如下1.人踏上”脚踏板”激活”臭氧风”.2.“臭氧风”吹十秒后开始给水.3.给水前十秒”混合阀门”动作, 供给消毒液与清水混合用于杀菌.4.给水十秒后给予清水冲掉消毒液. 给水时间没设限.5.当人离开激活”混合阀门”给予消毒水继续冲洗十秒, 目的是将洗手台消毒.6.十秒后”臭氧风”与”给水头”同时关闭.7.如果在消毒过程中有后续人员上来将直接回到”1”动作.这个控制入利用 EasyPRO SPLC 比传统使用延时继电器或PLC节省费用在1500台币到 2800 台币 ( 约为380RMB 到 700 RMB )流水线导引装置这是一个流水线导引系统, 它主要是坐大重量的货物转移如冰箱电视等, 它可以用传统继电器加延时器来完成, 也可以用PLC来完成; 不过以他所需动作而使用PLC显然较是明智之举.其动作如下 :1.货物进入”第一对象到位光感知”圆盘导引马达动激活”, 将货物引入圆盘. 同时输出一个信好给进向设备表示现在不要再往前送货物.2.货物继续往前移动碰到”第二对象到位光感知”圆盘导引马达停止.3.延时二秒后, 圆盘转向马达旋转.4.转90度藉由A,B,C,D到位感知来察知90度到位.5.到位后圆盘转向马达旋转.停止.6.延时二秒后”圆盘导引马达动激活”, 将货物往前推移.7.当”第三对象到位光感知”从无到有到无则表示货物已经完全从圆盘移出.8.延时二秒后, 圆盘转向马达旋转. 转90度藉由A,B,C,D到位感知来察知90度到位. 回到进相地址.9.给进向设备信号通知可以继续供给货物.此系统改用 Easy PRO SPLC 其节省费用超过 1200 RMB 以上多段式汽壓定位控制这是一个实际应用范例, 利用 SPLC 来达成.其原系统是利用继电器来达成, 但是继电器速度不够; 因而常常定位跑掉; 改用S PLC既完全解决问题.此电路另一特征是原系统紧使用一般整流电路; 因此这环境对电源要求不高的SPLC正好对味; 另一修改是将汽压阀改用脉冲直流驱动, 此方式是可以避免汽压阀因为残电货残磁无法全关闭.此系统修改后成本比用继电器配延时器的组合价格还便宜, 对于简单控制来说 SPL C 完全可以应付.电源节能控制 (功因补偿电源节能控制 (功因补偿这是一个利用SPLC 特性做的功率因子补偿系统, 既俗称“节能系统”, 因为这是大电力操作, 在这我们仅提供实验样本, 因此使用者必须注意下列自身已具备事项 : 1.本人以对功因补偿有基本概念. 2.本人对大电力系统有经验. 3.本人对电工安全操作严格遵守.如果上述不具备者, 我们建议您先做小于 1KW 实验. 并先获取一定经验再制作大系统.---------------------------------------------- -------- 服務.技術.創新.研發 ----------- ......智能小巧的可程式邏輯控制器.....Smart Programmable Logic Controllers水果自动选别分装机水果自动选别分装机SPLC 應用例范例17:水果自动选别分装机目的利用限制落动选别水果大小并达到预设数量自动封带适用范围农产包装加工机械功能要求 1. 4,6,8 三种可设定包装数量..2. 可控制三个分装口.3. 分装数量达到自动封口4. 具紧急停止钮此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:此主题相关图片如下:1, 设定扫描时基为0.1s.2, 宣告打开对应的输出与输入.3, 宣告程式从下一行执行.4, IN7检知时, FEG触发一次,计数器CT1加一次.5, IN8检知时, FEG2 号滤波器触发一次, 计数器CT2加一次.6, IN5检知时, FEG触发一次, 计数器CT3加一次.7, 立即资料4与CT1比较相等时, 如果MEM1被设定这时,OUT13有输出.8, 立即资料6与CT1比较相等时, 如果MEM2被设定这时,OUT13有输出.9, 立即资料8与CT1比较相等时, 如果MEM3被设定这时,OUT13有输出.10, 立即资料4与CT2比较相等时, 如果MEM1被设定这时,OUT14有输出.11, 立即资料6与CT2比较相等时, 如果MEM1被设定这时,OUT14有输出.12, 立即资料8与CT2比较相等时, 如果MEM1被设定这时,OUT14有输出.14, 立即资料4与CT3比较相等时, 如果MEM1被设定这时,OUT15有输出.15, 立即资料6与CT3比较相等时, 如果MEM1被设定这时,OUT15有输出.16, 立即资料8与CT3比较相等时, 如果MEM1被设定这时,OUT15有输出.17, ~~19, 记忆器MEM1,MEM2,MEM3,采用OR并联运算,其中任意一个设定时,OUT16都有输出.20, 按IN1时,设定记忆器MEM121, 按IN2时, 设定记忆器MEM2.22, 按IN3时,设定记忆器械MEM3.23, 按IN1时,清除记忆器MEM1和MEM3.24, 按IN2时,清除记忆器MEM1和MEM325, 按IN3时,清除记忆器MEM1和MEM2.27, 按IN4时清除MEM1,MEM2,MEM3,同时把立即资料0分别放入指定的地址CT1, CT2,CT3中.28, OUT13无输出时, 把立即资料20放入延是时器DLT1中.29, 延时工作器反向延时把O放入指定的计数器CT1中.30, OUT14无输出时, 把立即资料20放入延是时器DLT2中.31, 延时工作器反向延时把O放入指定的计数器CT2中.32, OUT15无输出时, 把立即资料20放入延是时器DLT3中.33, 延时工作器反向延时把O放入指定的计数器CT3中.34, 宣告程式返回扫描起点.自动运料装卸车自动运料装卸车1.按起停键,车子会从A地驶往B地。