加盐萃取生产无水乙醇技术
无水酒精的制备

分子筛吸附具 有低能耗、 易 操作、 易批量 生产等优点,已 经大量应用于 无水酒精的规 模化生产, 其发 展前景主要为 进一步优化工 艺参数和提高 吸附剂性能。
生物质吸附 作为继分子筛吸 附之后的新兴技 术, 尚处于小型 验阶段,因为继承 了分子筛吸附的 优点,并具有绿色 吸附剂的独特优 势, 使其有望成 为分子筛吸附的 保替代工艺。
Thank You!
核心技术就是脱去酒 精与水共沸混合物中 的水含量, 的水含量,使酒精净 含量达到99.5%(质 含量达到 ( 量分数)以上。 量分数)以上。
主要方法
吸水剂脱水法 特殊的精馏方式 膜分离 真空脱水 超临界流体萃取法
吸水剂脱水法
以固体吸水剂(如生石灰、分子筛)或液态吸水剂(如甘油、汽油)脱水。 生物质吸附(如纤维素、玉米粉、 麦秆、 蔗渣、 淀粉、 半纤维素、 木屑、 其他谷物、 农产品残渣等) 现在用的比较多 用离子交换树脂脱水(聚苯乙烯钾型强酸性树脂)
无水酒精的制备方法介绍
无水酒精
酒精学名乙醇,它以玉米、 酒精学名乙醇,它以玉米、小麦、 糖蜜等为原料, 薯类、糖蜜等为原料,经发酵精馏 而制成。 而制成。常压下酒精水溶液质量浓 度为95.57%(质量分数)时, 酒精 度为 (质量分数) 和水形成共沸物。 和水形成共沸物。 无水酒精,又称绝对酒精, 无水酒精,又称绝对酒精,是由 95.57%(质量分数)的酒精经脱水 (质量分数) 精制而成的含水量较少的酒精。 精制而成的含水量较少的酒精。 无水酒精的应用方向主要有两个:一 无水酒精的应用方向主要有两个 一 是研究用纯净的无水酒精,其社会需 是研究用纯净的无水酒精 其社会需 求量少;二是燃料用无水酒精 二是燃料用无水酒精,这方 求量少 二是燃料用无水酒精 这方 面社会需求量巨大,已成为各国能源 面社会需求量巨大 已成为各国能源 的主要补充。 的主要补充。
加盐萃取精馏制取无水乙醇的实验研究

加盐萃取精馏制取无水乙醇的实验研究王洪海1 王志英1 高光英2 李春利 1(1.河北工业大学化工学院,天津300130,中国;2.天津大学化工学院,天津300072,中国)摘 要:由于加盐萃取精馏分离技术存在巨大潜力和优势,有必要深入研究其过程机理,使其在工业上得到更广泛的应用。
本文以乙醇-水共沸物为分离物系,乙二醇+醋酸钾为萃取剂,进行加盐萃取精馏的小试研究,考察溶剂含盐量、溶剂比和回流比等操作参数对乙醇-水共沸体系分离效果的影响。
关键词:乙醇;加盐萃取精馏;回流比;实验研究Experimental Study on Extractive Distillation with Salt toProduce Purity AlcoholWANG Hong-hai1 WANG Zhin-ying1 GAO Guang-ying2 LI Chun-li1(1.School of Chemical Engineering,Hebei University of Technology, Tianjin 300130, China; 2.School ofChemical Engineering and Technology, Tianjin University, Tianjin 300072, China) Abstract: In order to extend application, it is needed to study deeply on the processing theory of extractive distillation with salt because of its advantage and potential. The whole process of extractive distillation with salt on alcohol-water in a laboratory column was carried out which using glycol and potassium acetate. The separate effects of solvent, solvent/reflux rate and reflux were investigated.Keywords: alcohol; extractive distillation with salt; reflux; experimental study在化工、煤化工、石油化工、医药化工、生物化工以及环境保护等诸多领域,都不可避免的需要对各种混合物进行分离,除了常规分离方法外,更加节能、行之有效的分离手段越来越多的应用于工业生产。
应用ChemCAD软件模拟加盐萃取无水乙醇精馏过程
收稿日期: 2011-02-18 作者简介: 王小光( 1980—) ,男,硕士,讲师,主要从事化工模拟研究,E-mail: wangqinghua201@ 163. com。
王小光等 应用 ChemCAD 软件模拟加盐萃取无水乙醇精馏过程
·99·
合物的 K 值) 方面,即有效模拟化工系统[1]。 无水乙醇是化工生产常用的一种有机原料。制
目前世界上比较常用的化工模拟软件有 Pro / Ⅱ,Aspen Plus 等,但它们都是大型化工模拟软件, 购买费用较高。ChemCAD 系列软件是美国 Chemstations 公司开发的化工流程模拟软件。以图形用 户界面方式输入,且价格比较低廉,适合一般中小化 工企业和科研机构。使用它,可以在计算机上建立 与现场装置吻合的数据模型,并通过运算模拟装置 的稳态或动态运行,为工艺开发、工程设计、优化操 作和技术改造提供理论指导。
图 2 系统主界面 Fig. 2 Simulation window
在绘 图 界 面 上,单 击 Separators 菜 单 里 面 的 SCDS 模块,然后在左面空白处单击左键,即可画得 一精馏塔。同理,画出进料管线与出料管线,用标有 “stream”的折线连接,如图 3 所示。
1 过程模拟流程的建立 1. 1 新建模拟
在 ChemCAD 中,要创建一个新的模拟,首先要 为新的模拟命名,例如 example1。打开 File 菜单,选 择 New Job,或是直接点击工具栏中的创建新模拟 图标 ,就会出现一个对话框,提示用户输入新模 拟的名称,将 example1 输入,如图 1 所示。点击保 存按钮,就会进入 ChemCAD 的主工作窗口,在主窗 口的视图区显示有制图面板,就可以绘制流程图。
取无水乙醇的方法很多,近年来发展比较迅速的方法 有: 膜分离法、共沸精馏法、生物发酵法、萃取精馏法 等。加盐萃取精馏制取无水乙醇由于具有低能耗、污 染小、设备简单、操作方便等优点而备受关注[2-4]。随 着社会对无水乙醇需求量的增加,对其生产过程进行 优化以达到节能减排等目的变得十分重要。有必要 利用先进的化工模拟软件 ChemCAD 对影响产品质量 的因素进行模拟计算,以期达到过程的最优化[5]。
加盐萃取精馏技术的主要应用研究
但是,加盐萃取精馏在实际应用过程中,还存在盐的回收及结晶等问题,有待进一步完善。
加盐萃取精馏技术的主要应用研究如下。
(一)醇类物系加盐萃取精馏最早被应用在无水乙醇的生产中。
段占庭等"以无水乙醇为制取对象,分别采用含氯化钠、氯化钙、醋酸钾等9种盐的乙二醇溶液为溶剂,测定了相关的汽液平衡数据,经过比较,优选出了醋酸钾一乙二醇复合溶剂,用于工业制备乙醇。
实践表明,乙二醇的用量减少了75%~80%,相同产量的操作时间比普通精馏缩短了65%~75%。
赵林秀等用改进的汽液平衡釜测定了101.3kPa 下醋酸甲酯一甲醇物系在萃取剂和盐存在下的相对挥发度,测定了全浓度范围内的汽液平衡数据,并进行了加盐萃取精馏工艺的实验。
结果表明,水作为萃取剂,加入醋酸钾,可提高醋酸甲酯一甲醇物系的相对挥发度,加盐萃取精馏比普通精馏有优势,当溶剂体积比为1:1时,萃取精馏塔塔顶采出的醋酸甲酯的质量分数可达到99%以上,萃取剂回收率达98%,盐可全部回收。
异丙醇和水形成共沸物系,共沸点为80.3℃[6]。
为获得高纯度的异丙醇,柳阳等采用间歇加盐的萃取方式,以含盐乙二醇溶剂为萃取剂,考察了盐的类型、回流比、溶剂比等因素对异丙醇一水混合液精馏分离效果的影响,小型工艺试验装置的操作结果表明,在回流比0.5、溶剂比0.625、萃取剂进料速率20mL/min的条件下,异丙醇质量分数可达98.87%,能够满足工厂生产的要求。
(二)非极性物系加盐萃取精馏不仅可以分离极性组分,也可以应用在非极性组分的分离过程中。
而对于分离非极性物系,加盐萃取精馏研究的报道较少。
碳四组分中丁二烯是合成橡胶的重要单体,工业上生产丁二烯最具竞争力的方法是萃取精馏法。
萃取精馏的缺点是溶剂比大,大溶剂量降低了塔的生产能力和塔板效率,所以降低溶剂比、提高溶剂分离能力,对分离过程的技术指标有重要的影响。
目前常用的溶剂是:乙腈、Ⅳ一甲基吡咯烷酮、二甲基甲酰胺。
在此基础上,碳四抽提溶剂改性不仅对丁二烯的生产具有积极意义,而且对于烃类物系的萃取精馏分离具有参考和推广价值。
萃取精馏制无水乙醇
实验报告课程名称:过程工程原理实验(甲)Ⅱ实验名称:萃取精馏制无水乙醇一、实验目的12、掌握萃取精馏的原理,萃取精馏塔的正确操作;3、掌握以乙二醇为萃取剂进行萃取精馏制取无水乙醇;4、了解与常规精馏的区别,掌握萃取精馏法所适宜的物系;5、了解计算机数据采集系统和用计算机控制精馏操作参数的方法。
二、实验原理精馏是化工工艺过程中重要的单元操作,是化工生产中不可缺少的手段。
而萃取精馏是精馏操作的特殊形式,在被分离的混合物中加入某种添加剂,以增加原混合物中两组分间的相对挥发度(添加剂不与混合物中任一组分形成恒沸物),从而使混合物的分离变得容易。
所加入的添加剂为挥发度很小的溶剂(萃取剂),其沸点高于原溶液中各组分的沸点。
由于萃取精馏操作条件范围比较宽,溶剂的浓度为热量衡算和物料衡算所控制,而不是为恒沸点所控制,溶剂在塔内也不需要挥发,故热量消耗较恒沸精馏小,在工业上应用也更为广泛。
乙醇-水能形成恒沸物(常压下恒沸物中乙醇质量分数95.57%,恒沸点78.15℃),用普通精馏的方法难以完全分离。
本实验利用乙二醇为分离剂通过萃取精馏的方法分离乙醇-水混合物制取无水乙醇。
萃取精馏的操作条件是比较复杂的, 萃取剂的用量、料液比例、进料位置、塔的高度等等都有影响。
可通过实验或计算得到最佳值。
对于萃取精馏,选择一种适用的溶剂应遵循以下原则:(1)萃取精馏的溶剂具有尽可能大的选择性,即加入后能有效地使原组分的相对挥发度向分离要求方向转变;(2)萃取精馏溶剂具有较好的溶解性,能与原物系充分混合,以保证足够小的溶剂比和精馏塔板效率;(3)萃取精馏溶剂不能与被分离组分发生化学反应;(4)萃取精馏溶剂应具有较强的热稳定性和化学稳定性:(5)萃取精馏溶剂应具有较低的比热和蒸发潜热,降低精馏中的能耗;(6)萃取糟馏溶剂应具有较小的摩尔体积,减小塔釜体积和塔体持液量;(7)萃取精馏溶剂粘度不宜太大,便于物料的输送,达到良好的传质、传热效率;(8)萃取精馏溶剂应尽可能无毒、无腐蚀性,利于环保,且价格经济容易得到。
萃取精馏制无水酒精
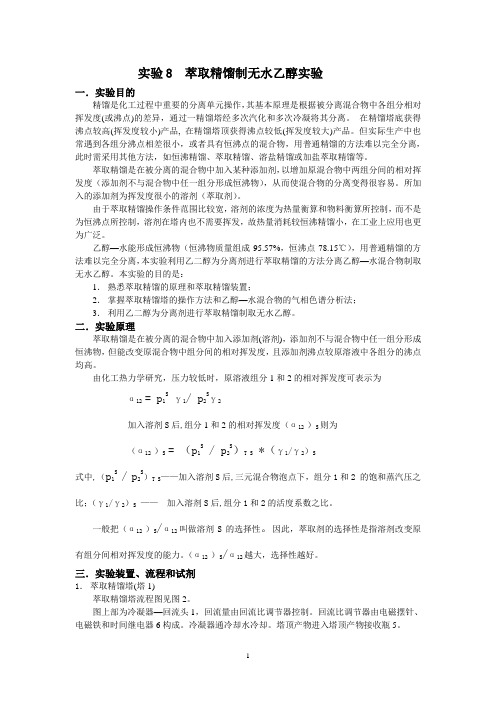
实验8 萃取精馏制无水乙醇实验一.实验目的精馏是化工过程中重要的分离单元操作,其基本原理是根据被分离混合物中各组分相对挥发度(或沸点)的差异,通过一精馏塔经多次汽化和多次冷凝将其分离。
在精馏塔底获得沸点较高(挥发度较小)产品, 在精馏塔顶获得沸点较低(挥发度较大)产品。
但实际生产中也常遇到各组分沸点相差很小,或者具有恒沸点的混合物,用普通精馏的方法难以完全分离,此时需采用其他方法,如恒沸精馏、萃取精馏、溶盐精馏或加盐萃取精馏等。
萃取精馏是在被分离的混合物中加入某种添加剂,以增加原混合物中两组分间的相对挥发度(添加剂不与混合物中任一组分形成恒沸物),从而使混合物的分离变得很容易。
所加入的添加剂为挥发度很小的溶剂(萃取剂)。
由于萃取精馏操作条件范围比较宽,溶剂的浓度为热量衡算和物料衡算所控制,而不是为恒沸点所控制,溶剂在塔内也不需要挥发,故热量消耗较恒沸精馏小,在工业上应用也更为广泛。
乙醇—水能形成恒沸物(恒沸物质量组成95.57%,恒沸点78.15℃),用普通精馏的方法难以完全分离,本实验利用乙二醇为分离剂进行萃取精馏的方法分离乙醇—水混合物制取无水乙醇。
本实验的目的是:1.熟悉萃取精馏的原理和萃取精馏装置;2.掌握萃取精馏塔的操作方法和乙醇—水混合物的气相色谱分析法;3.利用乙二醇为分离剂进行萃取精馏制取无水乙醇。
二.实验原理萃取精馏是在被分离的混合物中加入添加剂(溶剂),添加剂不与混合物中任一组分形成恒沸物,但能改变原混合物中组分间的相对挥发度,且添加剂沸点较原溶液中各组分的沸点均高。
由化工热力学研究,压力较低时,原溶液组分1和2的相对挥发度可表示为α12 = p1Sγ1/ p2Sγ2加入溶剂S后,组分1和2的相对挥发度(α12 )S则为(α12 )S = (p1S / p2S)T S *(γ1/γ2)S式中,(p1S/ p2S)T S——加入溶剂S后,三元混合物泡点下,组分1和2 的饱和蒸汽压之比;(γ1/γ2)S——加入溶剂S后,组分1和2的活度系数之比。
萃取精馏制取无水乙醇

一.萃取精馏相对挥发度 =1(恒沸物)和接近于1给分离过程带来的困难,只有通过改变相对挥发度才能得以解决。
通常改变相对挥发度的方法是加入第三组分来实现的。
当加入第三组分得沸点比原物系任何组分的沸点都高,在蒸馏过程中和相对挥发度较低的组分一起从塔底排出时,这样的蒸馏过程就是萃取精馏过程,所加入的第三组分称为萃取剂。
二.工艺原理萃取剂为乙二醇,所加的盐为醋酸钾。
乙二醇对水的溶解度远大于对乙醇的溶解度(200:1),将乙二醇和醋酸钾加入乙醇和水的互溶液中,会使平衡曲线下移,在适当的操作条件下,使95%乙醇的水组分均匀扩散到溶剂中,使乙醇的浓度升高,可进一步得到99.5%以上的合格乙醇。
吸收水和微量乙醇的萃取相混合液因沸点相差较大(乙醇78.13℃,水100℃,混合溶剂145℃),十分容易分离。
将其置于减压蒸馏装置加热后,分馏出乙醇和水后得到含水量<0.2%的合格溶剂,周而复始,可以连续生产。
三.工艺流程图1.萃取塔;2.脱水塔(萃取剂回收塔);3.酒精回收塔;4.萃取塔再沸器;5.脱水塔再沸器;6.酒精回收塔再沸器;7.含水萃取剂罐;8.乙醇罐;9.合格萃取剂贮罐;10.萃取剂泵;11.真空泵;12.真空接收器;13.检验罐;14.成品贮藏;15、16.冷却器四.工艺流程叙述首先将原料为95%的酒精由原料罐经原料泵打入换热器,换热到70℃左右(蒸汽加热),进入加盐萃取精馏塔中部。
萃取剂从塔顶加入,与原料在塔内进行萃取精馏。
加入原料与萃取剂的质量比为1:1。
调节塔内冷凝器,使塔内有一定回流量。
酒精蒸汽经塔顶冷凝器冷凝后进入成品检验罐,检验合格后进入成品贮罐。
含水乙二醇萃取剂由萃取剂泵压入萃取回收塔釜中,由再沸器导入热量,按各沸点差异负压蒸馏10%~30%乙醇和水,至萃取剂水分<0.2%时进入合格溶剂罐备用。
由萃取剂回收塔馏出的10%~30%乙醇再进入乙醇回收塔中,蒸馏塔釜间接蒸汽加热,塔顶回馏后得90%~95%乙醇进入原料罐备用,釜内剩余的微量溶剂残液进入萃取剂罐中备用。
萃取精馏制无水乙醇实验

实验16 萃取精馏实验一.实验目的1. 熟悉萃取精馏的原理和萃取精馏装置;2. 掌握萃取精馏塔的操作方法和乙醇—水混合物的气相色谱分析法; 3. 利用乙二醇为分离剂进行萃取精馏制取无水乙醇;4. 了解计算机数据采集系统和用计算机控制精馏操作参数的方法。
二.实验原理精馏是化工过程中重要的分离单元操作,其基本原理是根据被分离混合物中各组分相对挥发度(或沸点)的差异,通过一精馏塔经多次汽化和多次冷凝将其分离。
在精馏塔底获得沸点较高(挥发度较小)产品, 在精馏塔顶获得沸点较低(挥发度较大)产品。
但实际生产中也常遇到各组分沸点相差很小,或者具有恒沸点的混合物,用普通精馏的方法难以完全分离。
此时需采用其他精馏方法,如恒沸精馏、萃取精馏、溶盐精馏或加盐萃取精馏等。
萃取精馏是在被分离的混合物中加入某种添加剂,以增加原混合物中两组分间的相对挥发度(添加剂不与混合物中任一组分形成恒沸物),从而使混合物的分离变得很容易。
所加入的添加剂为挥发度很小的溶剂(萃取剂),其沸点高于原溶液中各组分的沸点。
由于萃取精馏操作条件围比较宽,溶剂的浓度为热量衡算和物料衡算所控制,而不是为恒沸点所控制,溶剂在塔也不需要挥发,故热量消耗较恒沸精馏小,在工业上应用也更为广泛。
乙醇—水能形成恒沸物(常压下,恒沸物乙醇质量分数95.57%,恒沸点78.15℃),用普通精馏的方法难以完全分离。
本实验利用乙二醇为分离剂进行萃取精馏的方法分离乙醇—水混合物制取无水乙醇。
由化工热力学研究,压力较低时,原溶液组分1(轻组分)和2(重组分)的相对挥发度可表示为221112γγαs s P P = (2-16-1) 加入溶剂S 后,组分1和2的相对挥发度(α12 )S 则为S TS s s S P P )/()/()(212112γγα⋅= (2-16-2)式中, TS ss P P )/(21——加入溶剂S 后,三元混合物泡点下,组分1和2 的饱和蒸汽压之比;S )/(21γγ—— 加入溶剂S 后,组分1和2的活度系数之比。
用加盐萃取精馏制取无水乙醇
用加水萃取精馏制取无水乙醇E+化工1班夏亚琴(武汉工程大学)Abstract: Dehydrated ethanol is now used in pharmaceutical, chemical, energy and other industries, it has the increasing demand. There are two main methods: distillation by salt effect and extractive distillation with salt for the preparation of ethanol. In the paper, salt effects on were presented and analyzed. Salt selection and recent progress of salt effect and their separation application in chemical engineering were reviewed in detail.Keywords: dehydrated ethanol;salt effect;distillation by salt effect;extractive distillation with salt摘要:无水乙醇在制药、化学,能源和其他领域的需求量正在加大。
制取无水乙醇主要有两种方法,其一是利用盐效应精馏,其二是萃取精馏。
本文讨论了加盐萃取精馏制无水乙醇的理论分析。
包括盐的选择和最近盐效应的进展以及详细讨论了它们工艺分离和应用。
关键词:无水乙醇,盐效应,加盐精馏,加盐萃取1引言对于具有恒沸点的乙醇一水体系的分离,目前普遍采用先脱水后蒸馏的间歇分离方法,如石灰(CaO)脱水法、离子交换树脂脱水法、4A型分子筛脱水法等。
这些方法均存在着劳动强度大、原料损耗多、间歇蒸馏过程中有头液和尾液等缺点,既影响了生产率,又影响了企业的经济效益。
加盐萃取精馏法制备无水乙醇
第12卷第2期2019年6月西安职业技术学院学报JournalofXiᶄanVocationalandTechnicalCollegeVol.12No.2Jun2019收稿日期:2018-12-11作者简介:杜友兴(1964-)ꎬ男ꎬ山东安丘人ꎬ上海威耳化工科技有限公司高级工程师ꎬ硕士.加盐萃取精馏法制备无水乙醇杜友兴(上海威耳化工科技有限公司研发部ꎬ上海200331)摘㊀要:为了将制药废液中回收的乙醇制备无水乙醇ꎬ研究了加盐萃取精馏技术在分离乙醇-水体系中的应用ꎬ选择了加盐萃取精馏所用溶盐ꎬ考察了溶剂含盐量㊁溶剂比和回流比以及溶剂和粗品乙醇流速等因素对塔顶乙醇含量的影响.结果表明ꎬ以乙二醇-醋酸钾体系作为溶剂ꎬ当溶剂含盐量为10g/100gꎬ溶剂比为1.2ꎬ回流比为1.2ꎬ溶剂流速为1.0mL/minꎬ含水乙醇的流速为1.2mL/min时ꎬ可以从塔顶得到质量分数大于99.5%的无水乙醇.关键词:萃取精馏ꎻ加盐萃取精馏ꎻ制药废液ꎻ无水乙醇中图分类号:TQ028㊀㊀㊀㊀㊀文献标识码:A㊀㊀㊀㊀文章编号:(2019)02 ̄54 ̄04㊀㊀无水乙醇是常用的化工原料㊁化工试剂和优良的有机溶剂ꎬ广泛用于医药㊁农药㊁涂料㊁化妆品等各个领域ꎬ占乙醇总消耗量的50%左右.工业生产中经常用乙醇作为反应溶剂ꎬ回收得到的乙醇主要成分是乙醇㊁水和极微量的其他有机组分.常压蒸馏时ꎬ乙醇和水会形成沸点78.15ħ的共沸物ꎬ只能得到质量分数95%(含水5%左右)的含水乙醇ꎬ要想获得更高纯度的乙醇必须采用其他方法ꎬ如共沸精馏法㊁分子筛吸附法㊁膜分离法㊁减压精馏法㊁萃取精馏法等方法.工业上制备无水乙醇的方法主要有以下几种[1ꎬ2]:共沸精馏法ꎬ是通过向95%乙醇中添加夹带剂(如苯㊁环己烷等)进行精馏的方法.分子筛吸附法ꎬ是利用分子筛吸水的特性ꎬ进行除水的方法.膜分离法是采用分子筛作为膜层材料ꎬ利用其规则的孔道实现不同组分间的分离的方法.减压精馏法是利用真空条件下乙醇-水恒沸混合物向酒精浓度增大方向发展ꎬ达到一定真空度就能精馏得到无水酒精的方法.萃取精馏法是通过向精馏塔内加入一种高沸点的溶剂ꎬ即萃取剂ꎬ改变原进料组分间的相对挥发度而进行除水的方法.以上各种方法各有其缺点ꎬ如共沸精馏法㊁分子筛吸附法和膜分离法均存在污染产品问题ꎻ减压精馏法对设备真空度要求高ꎻ单纯的萃取精馏除水效果差.乙醇是制药行业常用的溶剂ꎬ反应后处理过程中产生大量的乙醇废液.对乙醇废液的回收不仅可以减少 废水 污染ꎬ还可以减少无水乙醇的采购量ꎬ给企业带来一定的经济效益.以制药车间生产中回收的乙醇-水共沸物(含乙醇质量分数约为95%)作为分离物系ꎬ针对无水乙醇生产工艺ꎬ讨论了加盐萃取精馏的原理和试验装置ꎬ以含盐乙二醇[3]作为萃取剂ꎬ进行了加盐萃取精馏制备无水乙醇的试验研究ꎬ首先根据盐效应理论进行了溶盐的选择ꎬ在此基础上考察了溶剂含盐量㊁溶剂比和回流比以及溶剂和含水乙醇流速等操作参数对乙醇-水共沸体系分离效果的影响ꎬ确定了由95%乙醇加盐萃取精馏制备无水乙醇的条件.1㊀工艺原理与试验装置451.1㊀工艺原理加盐萃取精馏的理论基础是溶盐精馏的盐效应理论和萃取精馏的溶剂选择性理论[4].盐效应的大小ꎬ取决于盐在纯水和乙醇中溶解度的差别.而用于加盐萃取精馏的溶剂的选择ꎬ要保证乙醇㊁水㊁盐和所选择溶剂是混溶的.在一般精馏塔中ꎬ乙醇与水形成恒沸体系ꎬ只能得到含水质量分数5%左右的乙醇.通过加盐萃取精馏方法[4]ꎬ选择乙二醇作为溶剂ꎬ加入某种溶于乙二醇的盐(溶盐)后ꎬ由于乙二醇和乙醇对水的溶解度相差很大(200:1)ꎬ改变了乙醇-乙二醇-水体系中各组分的相对挥发度ꎬ提高了乙醇对水的相对挥发度ꎬ使含水乙醇中的水扩散到乙二醇溶盐溶液中ꎬ使乙醇的浓度升高ꎬ通过精馏可以得到99.5%以上的无水乙醇.吸收水和微量乙醇的乙二醇-溶盐溶液因沸点相差较大(乙醇78.13ħꎬ水100ħꎬ混合溶液145ħ)ꎬ经简单精馏即可得到含水量<0.2%的含盐ꎬ可实现连续生产.1.2㊀试验装置加盐萃取精馏工艺实验是在两根200cm长的小型玻璃精馏塔中进行的ꎬ两根精馏塔填料层高度均为160cmꎬ加盐萃取精馏塔中填料为金属填料ꎬ溶剂回收塔中填料为玻璃填料.实验前用标准体系苯-四氯化碳进行标定ꎬ加盐萃取精馏塔有26块理论塔板ꎬ由提馏段㊁加盐萃取精馏段和溶剂回收段组成ꎻ溶剂回收塔有12块理论塔板ꎬ由提馏段㊁精馏段组成.加盐萃取精馏实验装置见图1.1-加盐萃取精馏塔2-溶剂回收塔3-冷凝塔4-无水乙醇接收釜5-水馏出接收釜图1㊀加盐萃取精馏实验装置2㊀实验方案2.1㊀萃取剂配制5L四口瓶中ꎬ加入工业乙二醇4000.0g和不同质量分数的溶盐ꎬ加热搅拌使溶盐全部溶解成为浅黄色透明溶液.2.2㊀检漏、试压实验开始前进行溶剂回收塔的检漏和试压工作.溶剂(即乙二醇盐溶液)回收塔真空度达到5.6~7.4kPa之后ꎬ关掉真空泵ꎬ5min之内真空度保持不变即为合格.2.3㊀实验过程将配制好的溶剂泵入溶剂回收塔中脱水ꎬ保持塔顶压力5.6~7.4kPaꎬ塔顶温度35~40ħꎬ塔釜温度135~140ħ.操作稳定后ꎬ取塔釜液测定溶剂含水量ꎬ含水量小于0.2%即认为是合格溶剂.溶剂冷却至60ħ左右用泵打入加盐萃取精馏塔塔顶某处ꎬ让溶剂在两塔之间循环.循环正常后ꎬ将预热至70ħ左右的95%的酒精用泵泵入加盐萃取精馏塔中部某处ꎬ溶剂与含水乙醇在塔内进行萃取精馏.调整溶剂的含盐量㊁溶剂比㊁回流比及溶剂和粗品乙醇的流速ꎬ常压下进行塔顶加盐萃取精馏.加盐萃取精馏塔塔釜液进入溶剂回收塔回收溶剂.待两塔操作稳定后取样分析加盐萃取精馏塔顶乙醇的含量.3㊀结果与讨论用含盐乙二醇溶液作为溶剂采用加盐萃取精馏方法分离乙醇水体系的关键在于溶盐的选择㊁溶剂的含盐量㊁溶剂比㊁回流比及溶剂和粗品乙醇的流速ꎬ下面我们重点对以上各个影响因素进行考察.3.1㊀盐类的选择用于加盐萃取精馏的盐除了要求在水中具有较大的溶解度㊁较好的化学稳定性和腐蚀性小㊁无毒㊁成本低的特点外ꎬ更要考虑其必须具有较高的盐效应.相对挥发度是指溶液中易挥发组分的挥发度对难挥发组分的挥发度之比ꎬ它可以反映该两种组份用精馏方法分离的难易程度.通过计算各种盐的55杜友兴:加盐萃取精馏法制备无水乙醇相对挥发度来判断盐效应的大小[5].相对挥发度越大ꎬ表示盐效应的影响越大.将95%的乙醇加入平衡釜内ꎬ然后加入乙二醇和盐ꎬ缓慢加热至沸腾ꎬ平衡后取样分析ꎬ通过计算得到了氯化钠㊁无水氯化钙㊁硝酸钾㊁醋酸钾的相对挥发度.试验结果见表1.表1㊀各种盐的相对挥发度数据序号12345盐的种类NaClKNO3KAcCaCl2不加盐相对挥发度2.321.912.412.571.86㊀㊀综合考虑各种盐的相对挥发度数据和实际操作的便利性ꎬ选择醋酸钾作为溶盐.3.2㊀溶剂含盐量的确定理论上ꎬ醋酸钾在乙二醇中含量越高ꎬ乙醇与水相对挥发度改变越大.但是醋酸钾在乙二醇中的含量受醋酸钾在乙二醇中溶解度的限制ꎬ同时乙二醇含醋酸钾越多ꎬ盐的用量越大ꎬ使得工艺成本增加.固定溶剂比为3:1㊁回流比为1.2ꎬ溶剂流速和含水乙醇的流速为1.0mL/min和1.2mL/minꎬ考察溶剂含盐量对乙醇-水体系分离效果的影响ꎬ分别对溶剂含盐量0㊁2㊁4㊁6㊁8㊁10㊁12㊁14g/100g几种条件进行了实验ꎬ试验结果如图2.图2㊀溶剂含盐量与乙醇含量的关系由图2可知ꎬ当乙二醇含盐量在10g/100g以下时ꎬ随着乙二醇中含盐量的增加ꎬ塔顶收集乙醇的含量迅速增加ꎬ当含盐量超过10g/100g以上时ꎬ塔顶收集乙醇的含量基本趋于稳定.因此ꎬ乙二醇含盐量以每100g乙二醇中含10g醋酸钾为宜.3.3㊀回流比的确定回流比是指回流液和馏出液的比值ꎬ回流比越大ꎬ精馏速度越慢ꎬ回流比越小ꎬ精馏速度越快[6-8].从经济效益考虑ꎬ回流比应尽可能小.固定溶剂比为1.2㊁乙二醇含盐量10g/100gꎬ溶剂流速和含水乙醇的流速为1.0mL/min和1.2mL/minꎬ考察回流比对乙醇-水体系分离效果的影响ꎬ对回流比分别为0.4㊁0.6㊁0.8㊁1.0㊁1.2㊁1.4㊁1.6㊁1.8几种条件进行了实验ꎬ试验结果如图3.图3㊀回流比与乙醇含量的关系由图3可知ꎬ在相同的溶剂比下ꎬ回流比越大ꎬ塔顶馏出乙醇的含量越高.同时ꎬ随着回流比的增加ꎬ回流量相应增加ꎬ使得塔顶冷凝器的热负荷随之增大ꎬ塔顶产品收率随之下降.当回流比小于1.2时ꎬ随着回流量的增加ꎬ塔顶收集乙醇的含量迅速增加ꎬ当回流比大于1.2时ꎬ塔顶收集乙醇的含量基本趋于稳定.因此ꎬ适宜的回流比为1.2.3.4㊀溶剂比的确定溶剂比是指乙二醇和乙醇的质量比ꎬ溶剂比越大ꎬ精馏速度越慢ꎬ溶剂比越小ꎬ精馏速度越快.从经济效益考虑ꎬ溶剂比应尽可能小.固定乙二醇含盐量10g/100gꎬ回流比1.2ꎬ溶剂流速和含水乙醇的流速为1.0mL/min和1.2mL/minꎬ考察溶剂比对乙醇-水体系分离效果的影响ꎬ对溶剂比分别为0.4㊁0.6㊁0.8㊁1.0ꎬ1.2㊁1.4㊁1.6㊁1.8几种条件下进行了实验ꎬ实验结果如图4.图4㊀溶剂比与乙醇含量的关系由图4可知ꎬ在相同的回流比下ꎬ溶剂比越大ꎬ塔顶馏出乙醇的含量越高.当溶剂比小于1.2时ꎬ塔顶收集乙醇的含量迅速增加ꎬ而当溶剂比大于1.2时ꎬ塔顶收集乙醇的含量基本趋于稳定.随65 西安职业技术学院学报着溶剂比的增加ꎬ因溶剂的显热和汽化潜热较大使得塔釜再沸器的热负荷随之增大ꎬ同时ꎬ溶剂比增大ꎬ也会使溶剂对萃取段和提馏段塔板上乙醇-水体系的稀释作用增强ꎬ反而降低分离效果.因此ꎬ适宜的溶剂比为1.2.3.5㊀溶剂和含水乙醇流速的确定固定乙二醇含盐量10g/100gꎬ回流比1.2ꎬ溶剂比1.2ꎬ考察溶剂流速和含水乙醇流速对乙醇-水体系分离效果的影响ꎬ对溶剂和含水乙醇流速分别为0.2㊁0.4㊁0.6ꎬ0.8㊁1.0㊁1.2㊁1.4㊁1.6几种条件下进行了实验ꎬ实验结果如图5.图5㊀流速与乙醇含量的关系由图5可知ꎬ在其他条件相同的情况下ꎬ溶剂乙二醇流速越快ꎬ塔顶乙醇的含量越高ꎻ粗品乙醇的流速越慢ꎬ塔顶乙醇的含量越高.当溶剂乙二醇的流速为1.0mL/min时ꎬ塔顶乙醇的含量为99.52%ꎬ当粗品乙醇的流速为1.21.0mL/min时ꎬ塔顶乙醇的含量为99.53%.4㊀结论对采用乙二醇-醋酸钾作为萃取剂分离制药废液中的乙醇进行了研究ꎬ通过实验得到以下结论:采用加盐萃取精馏技术可成功地将含量为95%的乙醇回收得到含量为99.5%以上的乙醇ꎻ加盐萃取精馏的条件为:以乙二醇-醋酸钾体系作为溶剂ꎬ溶剂含盐量为10g/100gꎬ溶剂比为1.2ꎬ回流比为1.2ꎬ乙二醇的流速为1.0mL/minꎬ粗品乙醇的流速为1.2mL/min.此时ꎬ塔顶回收乙醇的含量大于99.5%ꎻ通过对溶盐精馏过程中的数据采集及参数分析ꎬ为加盐萃取精馏应用于乙醇-水的分离提供了理论基础ꎬ并为工业化放大提供了依据ꎬ这对于加盐萃取精馏在实际生产过程中的应用研究具有重要意义.[参考文献][1]陈红梅.无水乙醇制备工艺探讨[J].山东化工ꎬ2015(20):48+51.[2]王成林ꎬ吴淑晶ꎬ王远强ꎬ等.工业化制备无水乙醇的研究进展[J].河南化工ꎬ2013(3):21-23.[3]MerleGꎬHosseinySSꎬWesslingMꎬetal.Newcross-linkedPVAbasedpolymerelectrolytemembranesforalka ̄linefuelcells[J].JournalofMembraneScienceꎬ2012(409-410):191-199.[4]叶庆国ꎬ韩平.加盐萃取精馏技术进展[J].学工业与工程技术ꎬ2009(2):44-46.[5]王小光ꎬ杨月云ꎬ姚新健.加盐萃取精馏回收制药废液中四氢呋喃的模拟研究[J].现代化工ꎬ2012(12):108-112.[6]李秀芹.加盐萃取制备无水乙醇的研究[J].北京服装学院学报ꎬ1990(2):66-74.[7]方凯ꎬ杨亚鸣ꎬ吴淑晶.利用溶盐精馏法分离乙醇-水体系的研究[J].河南化工ꎬ2013(17):24-26.[8]苏义意ꎬ吴淑晶ꎬ沙洲.利用新型萃取剂制取无水乙醇的研究[J].河南化工ꎬ2016(3):23-25.[责任编辑:王磊强]PreparationofAnhydrousEthanolbySaltExtractionDistillationDUYou-xing(ResearchandDevelopmentDepartmentꎻShanghaiWeierChemicalTechnologyCo.ꎬLtd.ꎬShanghai200331ꎬChina)(下转至70页)75 杜友兴:加盐萃取精馏法制备无水乙醇西安职业技术学院学报Abstract:ThispaperintroducesLiuYimingᶄseightmethodsofspiritualcultivationofLongmenSchoolinQingDy ̄nastyasareferenceformoraleducation.LiuYimingisproficientintraditionalConfucianꎬTaoistandBuddhistcultures.Hehasrichworksandprofoundattainments.The"eightmethodsofthedivineroom"graspstheessen ̄tialsꎬdiscussesincisivenessꎬandhascertainreferencetomoraleducation.Keywords:moraleducationꎻLIUYimingꎻethicalthought(上接第57页)Abstract:Inordertoprepareanhydrousethanolfromethanolrecoveredfrompharmaceuticalwasteliquidꎬtheap ̄plicationofsaltextractionandrectificationtechnologyintheseparationofethanol-watersystemwasstudied.Thedissolvedsaltusedinsaltextractionandrectificationwasselectedꎬandthesaltcontentofthesolventwasinvesti ̄gated.Theeffectofsolventratioandrefluxratioꎬaswellassolventandcrudeethanolflowrateontheethanolcontentatthetopofthecolumn.Theresultsshowedthattheethyleneglycol-potassiumacetatesystemwasusedasthesolvent.Whenthesolventcontentwas10g/100gꎬthesolventratiowas1.2ꎬtherefluxratiowas1.2ꎬthesolventflowratewas1.0mL/minꎬandtheflowrateoftheaqueousethanolwas1.2mL.At/minꎬanhydrousethanolhavingamassfractiongreaterthan99.5%canbeobtainedfromthetopofthecolumn.Keywords:extractiondistillationꎻsalt-addedextractiondistillationꎻpharmaceuticalwasteliquorꎻanhydrousethanol07。
加盐萃取精馏法回收制药废液中乙醇
108常熟理工学院学报(自然科学)Journal of Changshu Institute of Technology (Natural Sciences )第34卷第2期 Vol. 34 No. 22020年3月 Mar .,2020收稿日期:2019-03-21通信作者:何立,高级工程师,博士,研究方向:高新技术成果转化,E-mail : li.he@ .杜友兴, 等:加盐萃取精馏法回收制药废液中乙醇加盐萃取精馏法回收制药废液中乙醇杜友兴,何 立(上海康鹏科技股份有限公司 研发部,上海 200331)摘要:为了从制药工业得到的乙醇废液中回收无水乙醇,研究了不同浓度的醋酸钾、氯化钙、碳酸钾及醋酸钾-氯化钙混合盐与乙二醇组成的萃取体系对乙醇-水体系分离效果的影响,并考察了溶剂比以及萃取剂和乙醇流速等操作参数对乙醇-水体系精馏分离效果的影响,开发了乙醇废水精馏制备恒沸乙醇、加盐萃取精馏制备无水乙醇和萃取剂回收为一体的无水乙醇回收体系. 结果表明:采用乙二醇-醋酸钾-氯化钙三元体系组成的萃取剂,当醋酸钾的浓度为0.025 g/mL,氯化钙的浓度为0.025 g/mL,溶剂比1.2,回流比1.5,乙二醇的流速1.0 mL/min,恒沸乙醇的流速1.2 mL/min 时,可以从塔顶得到质量分数大于99.8%的无水乙醇. 与文献[4]相比,回流比由2.0降低为1.5,从而大大降低了乙醇回收成本.关键词:萃取精馏;加盐萃取精馏;制药废液;无水乙醇中图分类号: TQ028 文献标志码:A 文章编号:1008-2794(2020)02-0108-051 引言无水乙醇是常用的化工原料、化工试剂和优良的有机溶剂,广泛用于医药、农药、涂料、化妆品等各个领域,占乙醇总消耗量的50%左右. 工业生产中乙醇经常被用作反应和结晶溶剂,反应后处理过程会产生大量乙醇废液,常压蒸馏得到的回收乙醇主要成分是乙醇、水和极微量的其他有机组分. 由于乙醇和水在常压下会形成沸点为78.15 ℃的共沸物,因此,对乙醇废液进行常压蒸馏只能得到乙醇质量分数95%左右的含水乙醇. 要想获得更高纯度的乙醇必须采用其他处理方法,如共沸精馏法、分子筛吸附法、膜分离法、减压精馏法、萃取精馏法等.工业上制备无水乙醇的主要方法有[1-2]:①共沸精馏法,是通过向95%乙醇中添加夹带剂(如苯、环己烷等)进行精馏的方法. ②分子筛吸附法,是利用分子筛吸水的特性进行除水的方法. ③膜分离法,是采用不同型号的分子筛作为膜层材料,利用其孔道差异实现组分间分离的方法. ④减压精馏法,是利用相平衡的原理,真空度增加,乙醇-水恒沸混合物向乙醇浓度增大方向转化,在一定真空度下就能精馏得到无水乙醇的方法. ⑤萃取精馏法,是通过向含水乙醇中加入一种或几种高沸点的溶剂,通过改变原组分间的相对挥发度而除去水分,得到高纯度乙醇的方法. 以上各种方法各有其缺点,如共沸精馏法、分子筛吸附法和膜分离法均存在污染产品的问题;减压精馏法对设备真空度要求高;单纯的萃取精馏除水效果差.方凯等[3]研究了溶盐精馏法对乙醇-水体系进行分离的方法,并采用该方法得到了质量分数大于99%的无水乙醇. 雷志刚等[4]研究了溶剂加盐对乙醇-水体系相对挥发度的影响,确定了加盐萃取所选的109第2期杜友兴,等:加盐萃取精馏法回收制药废液中乙醇最优盐是CaCl 2和KAc. 胡华俊等[5]研究了醋酸钾-乙二醇、氯化钙-乙二醇和碳酸钾-乙二醇等二元萃取体系对含水乙醇分离效果的影响,确定当使用氯化钙浓度为0.030 g/mL 的氯化钙-乙二醇萃取剂时,可得到质量分数达99.36%的无水乙醇.乙醇是制药工业中大量的反应溶剂和结晶溶剂,反应后处理过程产生大量含乙醇的废液,直接排放会对环境产生较大污染. 从乙醇废液中回收无水乙醇不仅减轻了 “废水”污染,还减少了无水乙醇的采购量,具有较大的经济效益和环境效益. 本研究开发了乙醇废液精馏制备恒沸乙醇、加盐萃取精馏制备无水乙醇和萃取剂回收为一体的无水乙醇回收体系,确定了乙醇废液通过加盐萃取精馏制备无水乙醇的条件. 在优化的条件下,可得到质量分数大于99.8%的无水乙醇.2 工艺原理与试验装置2.1 工艺原理加盐萃取精馏的理论基础是溶盐精馏的盐效应理论和萃取精馏的溶剂选择性理论[6]. 盐效应的大小取决于盐在纯水和乙醇中溶解度的差别. 而用于加盐萃取精馏的溶剂的选择,要保证乙醇、水、盐和所选择溶剂是混溶的. 在一般精馏塔中,乙醇与水形成恒沸体系,只能得到乙醇质量分数95%左右的含水乙醇. 选择乙二醇作为溶剂,加入某种溶于乙二醇的盐后,由于乙二醇和盐组成的萃取剂对极性水分子的作用力大于对乙醇分子的作用力,改变了乙二醇- 乙醇-水三元体系各组分的相对挥发度,提高了乙醇对水的相对挥发度,从而使乙醇-水体系的分离易于进行,通过加盐萃取精馏可得到99.5% 以上的无水乙醇.吸收水和微量乙醇的乙二醇-溶盐溶液因沸点相差较大(乙醇78.13 ℃,水100 ℃,混合溶液145 ℃),经简单精馏即可得到含水量<0.2%的无水乙二醇-溶盐溶液,可实现连续生产.2.2 试验装置乙醇废水回收制备无水乙醇的试验是在3根200 cm 长的小型玻璃精馏塔中进行的. 3根精馏塔填料层高度均为160 cm. 加盐萃取精馏塔为填充金属填料的玻璃塔,提浓塔和溶剂回收塔为填充玻璃填料的玻璃塔. 试验采用苯-四氯化碳标准体系标定了精馏塔的理论塔板数,加盐萃取精馏塔的理论塔板数为26块,分为提馏段、加盐萃取精馏段和溶剂回收段3段.提浓塔和溶剂回收塔的理论塔板数为12块,由提馏段、精馏段两段组成.先在提浓塔中用普通精馏将乙醇废液(稀乙醇溶液)精馏得到接近恒沸的乙醇,再利用萃取精馏塔制备得到无水乙醇,最后,含水乙二醇-溶盐溶液在溶剂回收塔中回收无水乙二醇盐溶液,完成循环. 试验装置见图1. 3 实验方案3.1 乙醇废水的初步处理乙醇废液的初步处理在提浓塔中进行,目的是为了得到近恒沸的乙醇. 乙醇回收塔是有12块理论塔板的精馏塔,操作时乙醇废液从精馏塔中部进入精馏塔,回流比控制在3∶1,塔顶温度控制在74~77 ℃,进料温度约为70 ℃,塔釜温度100~105 ℃.采用常压精馏,可得到质量分数95%左右的恒沸乙醇.3.2 加盐萃取精馏法精制无水乙醇3.2.1 溶剂配制5 L 四口瓶中,加入工业乙二醇4 000.0 g 和不同质量分数的溶盐,加热搅拌使溶盐全部溶解成为浅黄色透明溶液,得到乙二醇-溶盐溶液(以下称为萃取剂). 3.2.2 检漏、试压试验开始前进行溶剂回收塔的检漏和试压工作. 溶剂回收塔真空度达到5.6~7.4 kPa 之后,关掉真空泵,5 min 之内真空度保持不变即为合格.1.提浓塔;2.加盐萃取精馏塔;3.溶剂回收塔;4.冷凝塔;5.废水;6.无水乙醇接收釜;7.水馏出接收釜图1 加盐萃取精馏实验装置112常熟理工学院学报(自然科学)2020年酸钾浓度0.025 g/mL,氯化钙的浓度0.025 g/mL,溶剂比1.2,回流比1.5,萃取剂的流速1.0 mL/min,恒沸乙醇的流速1.2 mL/min. 此时,塔顶接收到的乙醇质量分数大于99.8%,乙醇回收率大于95%;(3)经优化后,采用混合盐,盐的浓度大大降低,并且降低了能耗;(4)通过对加盐萃取精馏过程的数据采集及操作参数分析,为乙醇废液制备无水乙醇的工业化放大提供了依据,也为乙腈-水、四氢呋喃-水、异丙醇-水等恒沸体系的分离提供了参考.参考文献:[1]陈红梅. 无水乙醇制备工艺探讨[J].山东化工,2015,44(20):48,51.[2]王成林,吴淑晶,王远强,等. 工业化制备无水乙醇的研究进展[J]. 河南化工,2013,30(3):21-23.[3]方凯,杨亚鸣,吴淑晶. 利用溶盐精馏法分离乙醇-水体系的研究[J]. 河南化工,2013,30(17):24-26.[4]雷志刚,周荣琪. 溶剂加盐对醇水汽液平衡的影响[J]. 精细化工,2000,17(5):307-309.[5]胡华俊,陈砺,王红林,等. 燃料乙醇加盐萃取精馏的试验研究及机理探讨[J]. 可再生能源,2007,25(5):27-30,34. [6]叶庆国,韩平. 加盐萃取精馏技术进展[J]. 化学工业与工程技术,2009,30(2):44-46.[7]杜友兴. 加盐萃取精馏条件对乙腈回收的影响[J]. 江科学术研究,2019,14(4):33-37.The Recovery of Ethanol from PharmaceuticalWaste Liquid by Salt-adding Extractive DistillationDU Youxing,HE Li(Research and Development Department, Shanghai Chemspec Corporation, Shanghai 200331, China) Abstract: In order to recover anhydrous ethanol from pharmaceutical waste liquor, the effects of different concentration of potassium acetate-ethylene glycol, calcium chloride-ethylene glycol, potassium carbonate-ethylene glycol, potassium acetate-calcium chloride-ethylene glycol system on the distillation separation efficiency of ethanol-water system were studied. The effects of solvent ratio, flow rate of extractant and water-containing ethanol on the distillation separation efficiency of ethanol-water system were also investigated. Azeotropic ethanol was prepared by distillation of ethanol wastewater, and anhydrous ethanol was prepared by salt-adding extractive distillation and extractant recovery was integrated into an anhydrous ethanol recovery system. The results showed that when the concentration of potassium acetate and calcium chloride was 0.025 g/ mL, the solvent ratio was 1.2, the reflux ratio was 1.5, and the flow rate of ethylene glycol was 1.0 mL/min, and that when the flow rate of azeotropic ethanol was 1.2 mL/min, anhydrous ethanol with mass fraction greater than 99.8% could be obtained from the top of the tower. Compared with reference[4], the reflux ratio decreased from 2.0 to 1.5, which greatly reduced the cost of ethanol recovery.Key words: extractive distillation; salt-adding extractive distillation; pharmaceutical waste liquid; anhydrous alcohol。
乙醇—水体系加盐萃取精馏过程研究

上海工程技术大学学报JOURNAL OF SHANGHAI UNIVERSITY OF ENGINEERING SCIENCE Vol34No3 Sept2020第34卷第3期2020年9月文章编号:1009-444X(2020)03-0298-05乙醇一水体系加盐萃取精馏过程研究胡昊辰,吴淑晶,刘昊宇,乔佳妮(上海工程技术大学化学化工学院,上海201620)摘要:采用加盐萃取精馏方法,以丙三醇作为萃取剂,分别加入CaCl和K2CO3两种盐,在改变进料乙醇含量(体积分数,全文同)及回流比的情况下,进行乙醇一水体系的分离实验研究.研究结果表明,添加两种离子盐均可增加产品乙醇含量.在相同的进料乙醇含量和回流比条件下,加入丙三醇+CaCl2的萃取效果比加入丙三醇+K2CO3更好.研究结果对实际生产具有一定参考价值关键词:乙醇;离子盐;萃取精馏中图分类号:TQ028.31文献标志码:AStudy on Process of Salt Extraction and Distillation forEthanol-Water SystemHU Haochen,WU Shujing,LIU Haoyu,QIAO Jiani(School of Chemistry and Chemical Engineering,Shanghai Universty of Engineering Science,Shanghai201620,China)Abs8rac8:Usingthemethodofsaltextractionanddisti l ationandglycerolastheextractanttwodi f erent saltsofCaCl2andK2CO3wereaddedrespectively bychangingthefeedethanalcontent(concentration) andrefluxratiotheseparationexperimentofethanol-watersystem wasresearched Theresearchresults showthattheadditionofbothionicsaltscanincreasetheproductcontentofethanolandinthesame conditionoffeed ethanol content and reflux ratio%theaddition ofglycerol+CaCl2canimprovethe entractione f ectoftheproductethanolbe t erthanglycerol+K2CO3Theresearchhascertainreference valueforactualproductionKey words:ethanol;ionic salt;extraction and distillation作为重要的基础化工原料之一,乙醇应用十分广泛.乙醇性质活泼,是有机合成的重要原料,常用于乙醇制备乙醚、乙醛、乙酸、氯乙醇等.乙醇具有良好的溶解性,是重要的有机溶剂,用于溶解树脂、制作涂料等•体积分数99.5%以上的乙醇称为无水乙醇,在无水乙醇中添加适量的改性剂就可得到另一种可再生能源一一变性燃料乙醇•燃烧变性燃料乙醇能够有效减少汽车尾气中的PM2.5和一氧收稿日期:2020-05-19基金项目:上海工程技术大学大学生创新创业计划资助项目(cxl904001)作者简介:胡昊辰"000-),男,在读本科生,研究方向为化学工程与工艺.E-mail:502066526@ 通信作者:吴淑晶(1968-),女,副教授,博士,研究方向为化学工艺.E-mail:wushujing!68@第3期胡昊辰,等:乙醇一水体系加盐萃取精馏过程研究・299・化碳•变性燃料乙醇作为可再生液体燃料,可补充化石燃料资源,降低石油资源对外依存度,同时减少温室气体和污染物排放.在制取无水乙醇研究方面,董利科「门认为高温常压条件下,乙醇和水易形成共沸物,普通精馏不能有效分离出无水乙醇•如何有效克服共沸点问题并有效制取无水乙醇成为乙醇工业生产过程中的一项关键技术.目前,常规的无水乙醇制取主要有4种方法:共沸精馏、吸附脱水、膜分离和加盐萃取精馏•传统的共沸精馏方法机械化水平高、产量高,但共沸精馏工艺能耗大,常用的夹带剂苯、环己烷等在生产操作时容易引起污染⑵.马义囚对吸附脱水技术原理开展研究,使用分子活性炭、离子交换树脂、分子筛等吸附剂,去除溶液中含有的水分子,但分子筛的再生过程能耗较大•膜分离技术作为一种无水乙醇制取方法主要包括蒸汽气体渗透和渗透蒸发两种模式,但大多数膜分离技术仍处于实验室研究或小型工业化实验阶段.加盐萃取精馏是基于萃取精馏和溶盐精馏优点耦合的一种方法,利用溶剂萃取精馏时液体回收循环方便,工业上易于实现,可以克服溶盐精馏时固体盐输送困难等缺点•在溶剂中加盐可改进溶剂效果、减少溶剂比,且使用方便,是一项极具前途的无水乙醇制取方法目前,加盐萃取精馏普遍采用乙二醇作为萃取剂,但丙三醇的介电常数远大于乙二醇,所以乙醇在丙三醇溶液中的挥发度远大于在乙二醇中的挥发度,且丙三醇价格低廉,作为溶剂无毒无害,有良好的选择性和溶解度,但国内外报道以丙三醇作为萃取剂的文献很少•鉴于此,本研究针对无水乙醇制取中加盐萃取精馏方法,选取不同的离子盐,在不同的进料乙醇含量、回流比(体积分数,全文同)等条件下进行实验,探讨离子盐对丙三醇分离乙醇一水体系的影响及规律.1实验条件及方案本研究采用小试间歇式精馏塔,选取原料乙醇进料量500mL、萃取剂丙三醇300mL,回流比设定为1:1和5:2.根据盐效应理论,向乙醇一水体系溶液中添加离子盐,离子盐在水中形成离子场,从而使溶液中各组分的活度系数发生一定的变化,乙醇一水共沸物系统的相对挥发性增加,且易于分离⑷.本实验选择两种易于离子化的离子盐氯化钙(CaCl)和碳酸钾(K2CO3)作为溶盐.不加入丙三醇时%改变进料乙醇含量、回流比和离子盐质量等参数%得到不同的产品乙醇含量然后,加入萃取剂丙三醇,并采取3种进料乙醇含量和不同质量的盐进行交叉实验•选择进料乙醇含量分别为75%&5%和95%,CaCl2及K2CO3在室温20\时溶解度分别为74.5g和110.0g,考虑到离子盐效应随盐添加质量的增加而增大,进料乙醇水含量较少,且不同季节的环境温度会影响离子盐的溶解度,分别加入质量为25,35和45g的K2CO3和CaCl2[4].2实验结果分析2.1离子盐为CaCl22.1.1塔顶和塔釜温度变化规律在不同回流比条件下进行实验,塔顶和塔釜温度随时间变化的规律如图1所示数据显示%实验开始前25min,塔顶和塔釜温度呈上升趋势,然后基本趋于稳定状态.图1不同回流比下塔顶和塔釜温度变化规律Fig.1Temperature changes laws of column top andbotom withdiferentrefluxratios2.1.2回流比对产品含量的影响回流比为5:2时,不同质量CaCl对产品乙醇含量的影响规律如图2所示在回流比不变的条件下,随着CaCl添加质量的增加,产品乙醇含量为97.2%〜99.0%,变化呈上升趋势.回流比设定为1:1,添加其他实验条件不变,研究CaCl添加质量对产品含量的影响规律.实验得到,随CaCl添加质量的增加,产品含量由97.3%・300・上海工程技术大学学报第34卷上升至99.0%.CaCl添加质量对产品含量的影响规律如图3所示%、*如魁z ns c 「・75%进料乙醇含量99.599.098.598.097.597.096.596.0253545CaCb质量/g图2回流比为5:2加入不同质量CaCl2时产品含量对比Fig.2Comparison of product contents by adding different qualities of CaCl2with reflux ratio of5:2% /咽如Mz ng t75%进料乙醇含量■85%进料乙醇含量99.599.098.598.097.597.096.596.0253545CaCb质量/g图3回流比为1:1加入不同质量CaCl2时产品含量对比Fig.3Comparison of product contents by addingdifferent qualities of CaCl2with reflux ratio of1:12.2离子盐为K2CO32. 2.1塔顶和塔釜温度变化规律加入离子盐K2CO3,回流比设定为5:2进行实验,实验数据如图4所示.由图可见,采用K2CO3作为离子盐时,塔顶和塔釜的温度变化规律与CaCl作离子盐时基本一致.Fig.4Temperature changes law of column top andbo8om wi8hrefluxraioof5:22.2.2不同回流比对产品含量的影响在回流比为5:2时,采用不同进料乙醇含量及不同质量离子盐K2CO3进行实验,实验所得产品含量如图5所示.由图可见,不同进料乙醇含量时,选择K2CO3作为离子盐,产品含量跨度与CaCl情况基本一致,均为97.0%〜98.8%.%、咽如魁2ng忙_■75%进料乙醇含量■ 85%进料乙醇含量■ 95%进料乙醇含量Il II II253545K2CO3质量/g图5回流比为5:2加入不同质量K2CO3时产品浓度对比图Fig.5C,mparis,n,fpr,ductc,ncentrati,nsbyaddingdiferent qualities,fK2CO3withrefluxrati,,f5:2针对不同进料乙醇含量,取回流比为1:&研究K2CO3添加质量对产品含量的影响规律•实验所得产品含量如图6所示.由图可见,所得结果与K2CO3在回流比5:2时情况基本一致,其总体数值区间变化与加入CaCl2的情况基本一致.回流比为1:1时实验所制得产品含量为97.2%〜98.9%.59.9o9.9.5.O.5.O.5&67.7.6.99999%、*如i rzng Ko6.9_■75%进料乙醇含量_■85%进料乙醇含量253545K2CO3质量/g图6回流比为1:1加入不同质量K2CO3时产品含量对比图Fig.6Comparison of product contents by adding different qualities of K2CO3with reflux ratio of1:12.3不同回流比对产品含量的影响固定进料乙醇含量、丙三醇质量、离子盐质量等参数,分析不同回流比对产品乙醇含量变化的影响规律,得到曲线如图7、图8所示.由图可看出,当进料乙醇含量和丙三醇添加量保持不变.CaCl和K2CO3加入质量一定时,回流比为1:1时所得产品含量略高于回流比为5:2第 3 期胡昊辰,等:乙醇一水体系加盐萃取精馏过程研究・3Q1・盐添加量/乙醇浓度图7添加CaCl 2时回流比对产品含量影响曲线Fig. 7 Effect of reflux ratio on productcontent by adding CaCl 299.5£97.596.5魅2 ng98.097.0-—回流比5:2-「▲一回流比1:1初 步 学1 初 卡 小 初盐添加量/乙醇浓度99.098.5图8添加K 2CO 3时回流比对产品含量影响曲线Fig. 8 Effect of reflux ratio on productcontent by adding K 2 CO 3时所得产品含量•并且在进料乙醇含量为95%时, 添加CaCl 较K 2CO3分离效果更好,得到的产品含量在不同回流比时都趋近于99%.2.4离子盐最佳添加量的探讨在萃取剂质量、进料乙醇含量不变的情况下,取回流比为1 : 1, CaCl 添加质量为45和55 g 时,塔顶和塔釜温度及产品乙醇含量的变化曲线如图 9 所 示200*塔顶温度(55 g)占塔釜温度(55 g)♦ 塔顶温度(45 g) ♦塔釜温度(45 g)510 15 20 25 30 35 40 45 50 55 60 65时间/min图9不同CaCl 2添加质量时实验温度变化曲线Fig. 9 Change curves of experiment temperature withdiferen8quanliiesofCaCl 2由图可见,加入55 g CaCl 进行实验时温度变 化趋势与加入45 g CaCl 时的温度变化趋势基本一致,从而可以进一步确定离子盐进料质量的变化 对加热过程基本不产生影响保持回流比不变,在3种进料含量下分别加入45和55 g CaCl 进行实验,结果如图10所示.进料含量为75%和85%时,加入55 g CaCl 比加入45 gCaCl 得到的产品乙醇含量有所提高,分别从98. 2%和98. 7%提高至98. 5%和99. 0%.进料含量为95%情况下,添加55 g CaCl 与添加45 g CaCl 2得到的产品乙醇含量一致59.9%、*絶魁 z ng K0 5067.7.9 9 9O 59 &9 9965 Xslfcg96.0 -----------------------------------------------75 85 95进料乙醇含量/ %图10添加不同质量CaCl 2时产品含量变化曲线Fig. 10 Product content change curves ofdifferent qualities of CaCl 2基于以上分析,为进一步确定离子盐添加质量 的影响,本研究在不同条件下交叉实验,额外增加了 3组实验数据.保持其他实验条件不变,分别在进料含量75%和85%的情况下加入65 g CaCl , 以及在进料含量75%的情况下加入65 g K 2CO3, 所得离子盐最佳添加量的具体数据见表1由表可见,增加离子盐添加量后得到产品乙醇 含量变化不大,甚至存在略微减少的情况•对多次平行实验得到最终数据分析,最终数据可能存在一 定的测量误差,误差值为0. 1%左右,但由于测量仪器精度无法测量出具体数字,故在最佳添加量一栏中以首先达到最大产品乙醇含量的离子盐添加 量为准通过结合数据,在表1列出以CaCl 与K 2CO3作为离子盐,进行加盐萃取精馏能够获得最大浓度乙醇的最佳添加量.但是,最终取得的产品乙醇 最大含量均为99.0%左右,与实验目标制取含量为99. 5%的无水乙醇仍存在略微差距.未来还需 针对其他方面的研究和不同的实验条件进行深入探讨・302・上海工程技术大学学报第34卷表1离子盐最佳添加量Table1Theepimaladdi8ionofionicsal8离子盐进料乙醇含量/%离子盐质量/g产品乙醇含量/%离子盐最佳添加量/g559857560989606598955990CaCl285609905565990459909545509904598975559884565990K2CO345989855555990459899545509863结语本研究以丙三醇作为萃取剂,分别加入CaCl 和K2CO3两种盐,采用加盐萃取精馏方法进行乙醇一水体系分离研究,得出如下结论.1)根据盐效应理论,离子盐对液相结构有化学作用和物理作用影响,加入乙醇一水体系中的CaCl 和K2CO3打破其气液平衡,使乙醇的挥发度提高.研究结果表明,相同条件下加入等质量CaCl和K2CO3时,前者得到的产品乙醇含量较高.(2)改变回流比时,产品乙醇含量也随之改变,且回流比为1&时得到的产品含量较回流比为5:2时高3)乙醇进料含量为75%和85%时,分别加入55g CaCl和55g得到产品含量最高,进料含量为95%时,加入45g CaCl和45g瓦。
萃取精馏制无水酒精
实验8 萃取精馏制无水乙醇实验一.实验目的精馏是化工过程中重要的分离单元操作,其基本原理是根据被分离混合物中各组分相对挥发度(或沸点)的差异,通过一精馏塔经多次汽化和多次冷凝将其分离。
在精馏塔底获得沸点较高(挥发度较小)产品, 在精馏塔顶获得沸点较低(挥发度较大)产品。
但实际生产中也常遇到各组分沸点相差很小,或者具有恒沸点的混合物,用普通精馏的方法难以完全分离,此时需采用其他方法,如恒沸精馏、萃取精馏、溶盐精馏或加盐萃取精馏等。
萃取精馏是在被分离的混合物中加入某种添加剂,以增加原混合物中两组分间的相对挥发度(添加剂不与混合物中任一组分形成恒沸物),从而使混合物的分离变得很容易。
所加入的添加剂为挥发度很小的溶剂(萃取剂)。
由于萃取精馏操作条件范围比较宽,溶剂的浓度为热量衡算和物料衡算所控制,而不是为恒沸点所控制,溶剂在塔内也不需要挥发,故热量消耗较恒沸精馏小,在工业上应用也更为广泛。
乙醇—水能形成恒沸物(恒沸物质量组成95.57%,恒沸点78.15℃),用普通精馏的方法难以完全分离,本实验利用乙二醇为分离剂进行萃取精馏的方法分离乙醇—水混合物制取无水乙醇。
本实验的目的是:1.熟悉萃取精馏的原理和萃取精馏装置;2.掌握萃取精馏塔的操作方法和乙醇—水混合物的气相色谱分析法;3.利用乙二醇为分离剂进行萃取精馏制取无水乙醇。
二.实验原理萃取精馏是在被分离的混合物中加入添加剂(溶剂),添加剂不与混合物中任一组分形成恒沸物,但能改变原混合物中组分间的相对挥发度,且添加剂沸点较原溶液中各组分的沸点均高。
由化工热力学研究,压力较低时,原溶液组分1和2的相对挥发度可表示为α12 = p1Sγ1/ p2Sγ2加入溶剂S后,组分1和2的相对挥发度(α12 )S则为(α12 )S = (p1S / p2S)T S *(γ1/γ2)S式中,(p1S/ p2S)T S——加入溶剂S后,三元混合物泡点下,组分1和2 的饱和蒸汽压之比;(γ1/γ2)S——加入溶剂S后,组分1和2的活度系数之比。
加盐萃取蒸馏生产无水乙醇

文章编号:1002-8110(2003)06-0074-02加盐萃取蒸馏生产无水乙醇吴晓莉,靖 恋,尹卓容(山东轻工业学院食品与生物工程学院,山东济南 250100)摘 要:研究了氯化钙、氯化钠和氯化铜对乙醇挥发系数的影响以及盐浓度对乙醇挥发系数的影响,氯化钙、氯化钠和氯化铜分别使乙醇的挥发系数提高了0.2、0.3、0.54,氯化钙效果较好并确定其最适添加量为30%(w/w)。
最终制备出99.6%(v/v)的无水乙醇。
关键词:无水乙醇;加盐萃取蒸馏;挥发系数中图分类号:TS262131;TS26114 文献标识码:B无水乙醇作为一种常用的化学试剂、化工原料、有机溶剂在化工生产、燃料生产、油漆生产以及化妆品生产、制药工业、国防工业和其它工业生产中都有着广泛的应用。
近年来又有一些国家往汽油中添加10%~25%的无水乙醇,以此提高汽油的辛烷值增加汽油的抗爆性,并且可以减轻汽油燃烧废气对空气的污染。
因此,对无水乙醇的研究将对国民经济有重大意义。
工业上制备无水乙醇的方法有共沸精馏法、分子筛吸附法、膜分离法等。
共沸精馏法是加入第三组分,如苯、乙二醇形成三元共沸物,但是能耗高,污染环境。
本文研究氯化铜、氯化钙和氯化钠对乙醇挥发系数的影响。
盐加入蒸馏塔溶于回流液中能打破乙醇-水的汽液平衡,乙醇的挥发度提高,从而制得无水乙醇。
从微观角度看,由于盐是强电解质,在水中离解为离子,产生电场,而溶液中水分子的极性和介电常数不同,在盐离子电场的作用下,极性强,介电常数大的水分子就会较多的聚集在离子周围,使水的活度减小,或者与水分子缔合而提高了乙醇对水的相对挥发度。
[1]1 实验材料和方法1.1 材料1.1.1 试剂:氯化钙、氯化铜、氯化钠、亚硫酸品红、对二甲氨基苯甲醛、浓硫酸等等。
均为分析纯试剂。
收稿日期:2003-06-26作者简介:吴晓莉(1978-),女,山东省济宁市人,在读硕士研究生。
1.1.2 试验装置如图11.2 试验方法:采用间歇蒸馏的方法。
利用新型萃取剂制取无水乙醇的研究

利用新型萃取剂制取无水乙醇的研究苏义意;吴淑晶;沙洲【摘要】Industrial alcohol is about 5% moisture content,it is aconstant boiling mixture,as 78. 15 ℃ a-zeotropic. Several methods of preparing anhydrous alcohol in industry are investigated and have their own shortcomings. In the extractive distillation and soluble salt distillation advantages and disadvantages based and developed a new method of extractive distillation with salt method is introduced in this paper,ethylene glycol + sodium chloride in ethanol - water in the system of separation of roles is researched.%工业酒精含水量为5%左右,它是一种恒沸物,共沸为78.15℃。
考察目前工业上制取无水乙醇最常用的几种方法,都有各自的缺点。
本文主要介绍了在萃取精馏和溶盐精馏优缺点的基础上,发展起来的一种新的方法—加盐萃取精馏法,研究乙二醇+氯化钠在乙醇—水体系中的分离作用。
【期刊名称】《河南化工》【年(卷),期】2016(033)003【总页数】3页(P23-25)【关键词】无水乙醇;新型萃取剂;加盐萃取精馏【作者】苏义意;吴淑晶;沙洲【作者单位】上海工程技术大学化学化工学院,上海 201620;上海工程技术大学化学化工学院,上海 201620;上海工程技术大学化学化工学院,上海 201620【正文语种】中文【中图分类】TQ214乙醇是非常重要的有机溶剂,广泛用于医药、涂料、化妆品、油脂等各个领域,占乙醇总耗量的50%左右。
实验6 萃取精馏制取无水乙醇及其流程模拟
实验6 萃取精馏制取无水乙醇及其流程模拟1.实验目的(1)了解萃取精馏的基本原理及操作过程;(2)通过实验条件的改变,深入认识溶剂比在萃取精馏操作过程中的重要作用;(3)上机用PRO ǁ 流程模拟软件对萃取精馏过程进行模拟。
2.萃取精馏分离过程技术原理随着石油化工的飞速发展,原料与产品的纯度不断提高,沸点相近组分的分离日益增多,因此,萃取精馏的的应用越来越普遍,成为重要的分离方法之一。
对于沸点相差很小或具有恒沸点的物系,很难用一般的精馏方法得到高纯度的产品,工业上一般采用特殊的精馏方式,萃取精馏便是其中的一种。
在相对挥发度接近1或形成恒沸物的料液中,加入挥发性很小的第三组分,使料液的相对挥发度增大,从而变得适合于采用精馏方法分离,加入的第三组分称为萃取剂或溶剂。
这种精馏方法称作萃取精馏。
萃取精馏工业应用很广泛,主要用于两方面。
一是沸点相近的烃的分离,如丁烷-丁烯、丁烯-丁二烯、戊烯-异戊二烯、己烯-正己烷、乙苯-苯乙烯以及苯-环己烷等。
例如最典型的丁烯-丁二烯分离,两者沸点相差只有2℃,相对挥发度只有1.03,用普通精馏需要很多塔板,而在加入溶剂时,相对挥发度可以增加到1.67,使得精馏过程容易实现。
二是有共沸点的混合物分离,例如丙酮-甲醇、甲乙酮-仲丁酮、乙醇-醋酸乙酯、丙酮-乙醚以及乙醇、醋酸等有机水溶液,还有某些含有少量烃或水的有机物分离。
任何事物矛盾双方是同时存在的。
萃取精馏一方面增加了被分离组分之间的相对挥发度,使得分离能够进行,另一方面带来的最大缺点是溶剂比大从而导致生产能力提高困难,而且过程能耗大。
因此在选择萃取精馏工艺时,要从萃取精馏流程安排、萃取精馏塔的塔板结构和分离剂或溶剂的选择这三个方面出发,对萃取精馏分离过程进行设计和优化。
3.实验设计过程1)精馏分离方案的确定本实验要求采用精馏发方法分离乙醇和水的混合物,制取无水乙醇。
由于该混合物在乙醇浓度达到95%(体积分数)时存在恒沸点,在乙醇水溶液中加入乙二醇(KAc)改变乙醇-水体系的气液平衡关系,使得恒沸组成消失,实现精馏分离过程。
用加盐萃取精馏制取无水乙醇
用加水萃取精馏制取无水乙醇E+化工1班夏亚琴(武汉工程大学)Abstract: Dehydrated ethanol is now used in pharmaceutical, chemical, energy and other industries, it has the increasing demand. There are two main methods: distillation by salt effect and extractive distillation with salt for the preparation of ethanol. In the paper, salt effects on were presented and analyzed. Salt selection and recent progress of salt effect and their separation application in chemical engineering were reviewed in detail.Keywords: dehydrated ethanol;salt effect;distillation by salt effect;extractive distillation with salt摘要:无水乙醇在制药、化学,能源和其他领域的需求量正在加大。
制取无水乙醇主要有两种方法,其一是利用盐效应精馏,其二是萃取精馏。
本文讨论了加盐萃取精馏制无水乙醇的理论分析。
包括盐的选择和最近盐效应的进展以及详细讨论了它们工艺分离和应用。
关键词:无水乙醇,盐效应,加盐精馏,加盐萃取1引言对于具有恒沸点的乙醇一水体系的分离,目前普遍采用先脱水后蒸馏的间歇分离方法,如石灰(CaO)脱水法、离子交换树脂脱水法、4A型分子筛脱水法等。
这些方法均存在着劳动强度大、原料损耗多、间歇蒸馏过程中有头液和尾液等缺点,既影响了生产率,又影响了企业的经济效益。
8万吨每年无水乙醇萃取精馏工艺设计

8 万吨/年无水乙醇萃取精馏工艺设计
十分重要。 本文将采用 Aspen Plus 化工流程模软件,对萃取精馏制取无水乙醇的影响因素进行
模拟计算,以期达到工艺流程的最优化[11]。
1.4Aspen Plus 软件模拟简介
1.4.1 Aspen Plus 软件简介
Aspen Plus 是美国 Aspen 技术公司 80 年代初推向市场的、具有准确单元操作模型和最 新计算方法的大型工艺流程模拟计算软件。它用严格和精确的计算方法进行单元和全过程 的计算,为企业提供准确的单元操作模型[12],还可以寻找己有装置的优化操作条件和进行 新建、改建装置的优化设计。它还配有较完整的物性数据库,并能进行灵敏度分析及过程 优化。
溶解性:与水混溶,可混溶于醚、氯仿、甘油等多数有机溶剂。 1.1.2.2 化学性质
无水乙醇是非电解质,在溶液中不电离,其官能团是羟基(—OH)。无水乙醇可发生 以下化学反应:
1、消去反应 无水乙醇在浓硫酸条件下迅速加热升至 170℃,生成乙烯,浓硫酸作为脱水剂、催化 剂。 2、取代反应 无水乙醇与氢溴酸在加热条件下反应,生成溴乙烷和水。 3、分子内脱水 无水乙醇在浓硫酸条件下加热至 140℃,生成乙醚和水。 4、酯化反应 无水乙醇与羧酸在浓硫酸存在下加热,可生成对应的酯类化合物。 5、与金属钠反应 无水乙醇与金属钠反应,生成乙醇钠和氢气。 6、与强氧化剂反应 乙醇与酸性高锰酸钾溶液或酸性重铬酸钾溶液反应,可被氧化为乙酸。
5
8 万吨/年无水乙醇萃取精馏工艺设计
2 工艺设计与计算
2.1 工艺原理
2.1.1 萃取精馏技术原理 在工业生产中,常需要分离一些近沸点或共沸体系,如生物发酵生产无水乙醇时乙醇
与水的分离、C4 双烯烃与 C4 单烯烃的分离、C4 烯烃和烷烃的分离等,近沸点或恒沸体 系,由于它们的相对挥发度接近 1 或等于 1,若采用普通精馏方法进行分离,不仅设备投 资和操作费用很高,有时甚至是不可能的,对于这些体系需用其它分离方法进行分离,如 萃取精馏(Extractive Distillation)、共沸精馏(Azeotropic Distillation)、萃取(Extraction)、吸 附(Adsorption)、结晶(Crystallization)等。其中萃取精馏就是一种很有效的分离方法,其基 本原理是在被分离体系中加入萃取剂(也称溶剂,Solvent),以提高被分离组分间的相对 挥发度,从而使被分离组分可以通过精馏的方法分离开来[13]。萃取精馏技术已有近 60 年 的历史,早期应用于高纯丁二烯和芳烃的制备,并很快得到了广泛研究和应用。萃取精馏 的原理及工艺流程见图 2-1[14]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3、没984年科技成果一等奖,1985年国家发明三等奖,1986年日内瓦国际发明展览会铜牌奖,2000年获香港国际发明奖银奖。
本发明将普通的分离剂与盐效应结合起来,吸取溶盐精馏中分离效果好的优点,提高了萃取精馏中溶剂的分离效果,减少了溶剂比,同时又利用萃取精馏中溶剂是液体易于循环操作,工业上应用方便的优点,克服溶盐精馏固体盐回收、输送困难的缺点,是工业上制取无水乙醇最理想的工艺。它具有生产效率高,产品质量好,溶剂损耗低,成本低,无污染等优点,此项新工艺已在国内许多厂家得到应用,不少厂家替换了原有其他生产方法。经多年实践表明此项技术非常成熟。迄今全国已有40余家工厂采用这一新工艺。技术上达到国际先进水平,具有很大的社会效益和经济效益。
另一种方法是用乙二醇为溶剂的萃取精馏,它的优点是产品质量高,适用于大规模生产,乙二醇沸点高,不易挥发,损耗少。但乙二醇作萃取剂的溶剂比大,通常为5:1(溶剂与进料之比)。由于溶剂的循环量较大,能量消耗也较大,同时塔内液体负荷高,板效率低(一般为20~40%),这就增加了所需的塔板数,抵消了加入溶剂提高相对挥发度减少塔板数的效果。
溶盐精馏是利用盐能显著地提高乙醇-水体系的相对挥发度的制取无水乙醇技术。这种方法的脱水效果好,所需的理论板少,流程也比较简单。工业上用盐作萃取剂制取无水乙醇,是将固体盐加到回流液中,溶解后由塔顶加入。由于盐完全不挥发,只在液相内出现,因此它不污染塔顶产品,不需要洗涤段,塔顶可以得到高纯产品。但是,由于使用固体盐,其溶解、回收和输送都较困难,而且盐有堵塞和腐蚀等问题,所以限制了它的广泛应用。
加盐萃取生产无水乙醇技术
无水乙醇是广泛使用的一种化学试剂和有机溶剂,也是许多重要化工产品及中间体的原料。它在化工、医药、电子工业、军工生产和其他工业生产中都有广泛的应用。今后更大的应用前景在于做燃料酒精。使用无水乙醇作为汽油的增氧剂,可减少汽车尾气对大气的污染,是一种理想的燃料添加剂,需求量将日益增大。
本研究发明的加盐萃取精馏制取无水乙醇的工艺,克服了传统工艺的不足,是工业上制取无水乙醇的理想工艺,它具有下述特点:
1、提高了溶剂效果,与国外先进的乙二醇萃取精馏相比,溶剂循环量仅为其1/4~1/5,所需理论板数减少为原来的1/3,从而降低了能耗,减小了设备投资。
2、可连续化生产,生产效率高,溶剂损耗低,乙醇回收率高,生产成本低。
在对各种方法进行比较的基础上,我们发明了加盐萃取精馏的新方法。本发明利用盐效应的原理,吸取溶盐精馏中盐分离效果好的优点,提高了萃取精馏中溶剂的分离效果,减少了溶剂比。同时又利用萃取精馏中溶剂是液体,易于循环操作,工业上应用方便的优点,克服溶盐精馏固体盐循环回收输送困难的缺点,形成加盐萃取精馏的新技术。
随着无水乙醇用量的不断增加以及对其质量要求的不断提高,生产无水乙醇的方法也在不断地得到改进和发展。石灰脱水法是最原始的方法,这种方法劳动强度大,产品质量差,目前已基本淘汰。用分子筛或离子交换树脂脱水的方法质量虽然较好,但仅适合于小批量的生产,分子筛或树脂的再生也困难,耗电量大,收率低。苯恒沸精馏虽然适用于大规模生产,但恒沸精馏塔所需的塔板数较多,产品中含苯,不能作医药和化学试剂用,而且生产过程容易发生苯中毒。近年来,国外报道了用戊烷作恒沸剂的恒沸精馏。这种方法具有流程简单,所需塔板数少,适合大批量生产等优点,但这种方法所用的溶剂──戊烷沸点较低,需加压操作,常温下容易汽化,因此溶剂损耗较大。
本技术目前又取得进一步发展, 即将加盐萃取精馏与我们发明的反应萃取精馏(专利号99119157。7)相结合形成复合萃取精馏,可一步法直接从发酵液生产无水乙醇,它是一种连续化、大规模生产的先进工艺,物耗能耗低,在生产上应用成熟可靠。这种新技术称为复合萃取精馏一步法从发酵醪液制取无水乙醇的新工艺。反应萃取精馏可去除微量水得到高纯有机物。加盐萃取精馏可较大的提高组分间的相对挥发度,并可不受进料浓度的限制。复合萃取精馏综合了反应萃取精馏和加盐萃取精馏两者的优点,制得的无水乙醇纯度更高。以往从发酵液制取无水乙醇都采用两步法,即 由9%乙醇提浓到95%的乙醇,再从95%提纯到99.5%。为了达到节能的目的,我们采用复合萃取精馏可以一步法从发酵液9%生产99.5%的无水乙醇。使9%的发酵液进入初馏塔,塔顶气相采出,然后进入萃取精馏塔,用复合萃取剂脱水,由萃取精馏塔塔顶可得到99.5%到99.8%的无水乙醇,塔底含水溶剂进入溶剂回收塔,脱水后的溶剂可循环使用。一步法从发酵液制取无水乙醇的新工艺能耗可减少30%。