冷轧不锈钢用S6辊轧机
CVC冷轧机的介绍
• 压强:10bar
• 功率:5.5kw
• 高压泵
• 流量:180l/min
• 压强:280bar
• 功率:110KW
• 皮囊储能器:V=32L
•
V=10L
• 配管:不锈钢
高压系统
高压系统
• 控制位置: • 铝卷准备站 • 开卷机 • 入口段 • 轧机机架梯形板 • 出口段 • 卷取机 • 皮带助卷器 • 运卷小车 • 铝卷检查站
6. 轧辊: 工作辊:直径:max490 min450 辊身长度:2800 中间辊:直径:max560 min510 辊身长度:3100 辊身形状:CVC+辊型 支承辊:直径:max1400 min1300 辊身长度:2800
7. 轧制油喷射冷却系统:向辊缝供应轧制油,冷却工作辊, 选整性的冷却两个工作辊,利用辊身的温度变化控制带材 的板型。通过加热工作辊两边,减少边紧问题
润滑点:开卷机齿轮箱 (Q = 120 l/min) 轧机机架齿轮箱(Q = 300 l/min) 卷取机齿轮箱(Q = 160 l/min)
稀油润滑系统
稀油需求量:580l/min 流体:矿物油 油温:40℃ 油箱容积:15m³ 加热功率:4×18KW 油箱材质:碳钢带保护
冷却水入口Tmax:33℃ 冷却水需要量:50m³/h 冷却能力:170KW
低速段:7.8/180KN
• 带材张力
高速段:4.2/96KN
二、轧机设备组成介绍
• 准备站 • 入口侧 • 轧机本体 • 出口侧 • 卷取机 • 换辊装置 • 检查站 • 介质部分
准备站
• 准备站由开卷机、 压带辊、起头铲及 过渡台、夹送辊、 矫直单元、摆剪和 废料箱横移装置组 成。
六辊轧机技术规格

卷筒直径:610 mm(正圆)
卷筒涨缩范围:560-620mm
开卷机齿轮:硬齿面、渗碳、淬火、磨削,精度等级 6
开卷电机: Z400-3B 247KW 444/1500r/min
2 上卷车(一台)
上卷车由升降小车、移动盖板、行走机构和缝道卷位组成。小车的升降为液压传动,行走为电机驱动。升降小车车体为焊接结构,升降缸以铰支形式固定在车体上,升降缸推动带升降架的鞍座沿车体方形导向面滑动实现升降, 行走电机通过减速机链轮驱动升降小车将带卷由缝道卷位移动上料。升降小车移动时带动移动盖板将地沟盖上以便于操作。缝道卷位为焊接结构,在地沟缝道上作储卷用。
主要技术参数
上夹送辊规格:¢2751200mm
下矫直辊规格:¢2001200mm
下矫直辊传动电机:AC11KW
液压剪油缸(两个)规格:¢125/63245mm
剪切力:150KN
上夹送辊传动液压马达:Parker
4 机前卷取机(一台)
机前卷取机在开卷侧,为带侧支撑的四棱锥卷筒结构,由二台DC电机经双级硬齿面减速机拖动卷筒。机前卷取机的压辊装在开头矫直机的出口导板上。为方便卸卷设有推板装置。卷取电机和减速箱采用稀油循环润滑。
主要技术参数
卷筒直径:508 mm(正圆)
最大卷取速度:950m/min
卷取机齿轮:硬齿面、渗碳、淬火、磨削, 精度等级 6级
卷取电机:两台 Z560-4B 728KW 390/1200r/min
钳口开口度:10 mm
5 卸卷车(两台)
结构型式与上卷车基本相同,仅将V型托架改为托辊。
主要技术参数
上升推力:≥200KN
升降行程:1500mm
1050六辊可逆冷轧机组设备技术规格书要点
附件二设备技术规格书2.1机械设备2.1.1机组用途:1050mm六辊可逆冷轧机组是在常温状态下,将厚度为 1.2~4.0mm酸洗后的热轧带卷或退火带卷,经若干道次轧制,轧成0.16~1.2mm的高精度冷轧带卷。
2.1.2单体设备技术性能2.1.2.1 上卷小车 1台(1)功用上卷小车用于将受卷台架上的钢卷上到开卷机的卷筒上,人工进行上卷宽度、高度对中。
(2)设备组成上卷车由升降小车、移动盖板、行走缸和缝道卷位组成。
小车的升降和行走均为液压传动。
升降小车车体为焊接结构,升降缸以铰支形式固定在车体上,升降缸推动带升降架的鞍座沿车体方形导向面滑动实现升降,行走缸固定在地沟内的基础上,行走缸推动升降小车将带卷由缝道卷位移动上料。
升降小车移动时带动移动盖板将地沟盖上以便于操作。
缝道卷位为焊接结构,在地沟缝道上作储卷用。
(3)技术规格上升推力:≥250KN升降行程:1450mm行走行程:5000mm升降缸规格:Φ180×1450mm行走缸规格:Φ140×5000mm受卷台位: 2 个2.1.2.2开卷机 1台(1)功用开卷机位于开头矫直机之前,用于同开头矫直机一起完成开头、开卷喂料工序。
在轧制过程中对带材产生轧制所需的张力、并可通过CPC对中装置使带卷宽度中心线与机组中心线保持重合。
(2)设备组成开卷机由卷筒、本体、对中底座、传动装置、压辊、活动支承等主要部件组成。
开卷方式为上开卷。
卷筒由四块扇形板,四棱锥轴、中空轴、涨缩缸、旋转接头等组成。
涨缩缸拉(推)动四棱锥轴,带动扇形板实现卷筒的涨缩,涨缩缸由旋转接头供油;本体减速箱体为焊接结构,齿轮采用合金锻钢硬齿面;底座为焊接结构,带有减速箱体对中移动的滑道及CPC对中缸;活动支承由摆臂、固定支座、卷筒托轮和液压缸组成,摆臂为焊接结构,托轮采用锻钢制造;压辊由压辊支架、压辊和液压缸组成,压辊支架为焊接结构,固定在开卷机箱体上;传动装置由直流电机、万向联轴器、制动器等组成。
六辊冷轧机资料Microsoft Word 文档

机组设备组成及详细说明一、设备技术规格及说明1、六重轧机1—1轧机本体1)轧机型式:全液压位置控制、六重、不可逆式,采用压上缸压上,在压上缸上配置高精度位移传感器和压力传感器,精确检测辊缝及轧制压力。
轧机刚度:约450吨/毫米,轧机实际刚度在现场厚控调试时最终确定。
轧机开口度:10毫米2)轧辊(数量:工作辊2个,中间辊2个,支撑辊2个)工作辊直径:MAXΦ440mmMINΦ400mm(供货状态:无凸度,用户根据工艺要求在使用前磨凸度)工作辊辊身长:1900mm工作辊辊面硬度:新辊表面HSD97~100,重磨至Φ400时,硬度不低于HSD90,辊身硬度不均匀性不大于3HSD,辊颈表面硬度HSD50~60;工作辊材料:MC3或9Cr3Mo或Cr3锻造合金钢工作辊中心孔:60度中间辊辊直径:MAXΦ520mm ,中间辊偏移量:5毫米(供货状态:无凸度,用户根据工艺要求在使用前磨凸度)MINΦ490mm中间辊身长:2130mm中间辊辊面硬度:HS70~75,重磨至Φ490时,硬度不低于HSD65,辊身硬度不均匀性不大于3HSD,辊颈表面硬度HSD50~60;中间辊材料:9Cr2Mo锻造合金钢中间辊中心孔:60度中间辊轴向移动机构:液压驱动,行程±100 mm支撑辊直径:MAXΦ1250mmMINΦ1200mm(设计按照1150mm考虑)支撑辊辊身长(含圆角长度):1850mm ,两侧结构相同支撑辊辊面硬度:新辊表面HS63~68,重磨至Φ1200时,硬度不低于HS55,辊身硬度不均匀性不大于3HSD,辊颈表面硬度HS40~50;支承辊材料:复合合金钢辊轧辊探伤标准GB/T13315-19913)轧辊轴承:A、工作辊轴承:四列圆锥滚子轴承4套(渗碳钢材料)安装位置:每个辊子工作侧和驱动侧各1套外形尺寸:Ø244.475×Ø327.025×193.675(d×D×B)SKF型号330862B推力轴承Φ190*Φ320*78 4套(渗碳钢材料)安装位置:每个辊子工作侧各2套外形尺寸:Ø190×Ø320×78(d×D×B)SKF型号29338EB.中间辊轴承:四列圆锥滚子轴承4套安装位置:每个辊子工作侧和驱动侧各1套推力滚子轴承4套安装位置:每个辊子工作侧各2套C、支撑辊轴承:四列短圆柱滚子轴承4套(渗碳钢材料)安装位置:每个辊子工作侧和驱动侧各1套外形尺寸:Ø710×Ø1000×715(d×D×B)止推轴承:深沟球轴承4套安装位置:每个辊子工作侧和驱动侧各1套外形尺寸:Ø670×Ø980×136(d×D×B)C、轧辊轴承的润滑:油气润滑4)轴承箱:工作辊和中间辊轴承箱材料:45#(锻件)(各4套)配置结构:工作辊轴承箱符合快速换辊的需要,配置端盖.密封圈和附件,构成完整结构系统,配有油气润滑自动快换接头(中间辊包括驱动侧和操作侧,工作辊包括驱动侧);支撑辊轴承箱材料:ZG270-500(4套)配置结构:支撑辊轴承箱带温度报警并在操作台上显示,配置轧制油冷却轴承箱系统,保证高速运转时轴承工作可靠,配置端盖.密封圈和附件,构成完整结构系统,配有油气润滑快换接头和温度检测快换接头;工作辊,中间辊,支撑辊轴承箱操作侧锁紧挡板采用油缸驱动控制打开锁紧,配有极限开关保护及电气连锁,共12个油缸驱动装置5)牌坊:数量:2个型式:闭式机架(四柱及顶部全加工,铸件用超声波探伤,牌坊内孔不允许有Φ2mm 当量缺陷,不允许有表面缺陷)材料:ZG270—500牌坊断面积:60×72=4320cm2 ×4牌坊外形尺寸:宽2840(底部宽3600)×8427(高)最大轧制负荷:10000 KN×2牌坊单个重量:75吨6)牌坊底座及横梁和导轨:牌坊底座:材料:Q235整体数量:2个横梁:材料:Q235焊接件数量:1个导轨:材料:Q235整体数量:2个7)压上装置型式:液压压上,安装在牌坊下面,配专用取出小车压上油缸数量:2个缸径:Φ800/Φ700mm,采用活塞缸结构,密封采用组合密封压上速度:Max 2mm/s行程:150mm工作压力:21Mpa位置传感器:安装在压上油缸两侧,共4个;进口索尼磁尺,外套不锈钢制造,采用直线运动轴承精密导向。
UCM、CVC、VCMS六辊冷轧机机型研究

UCM、CVC、VCMS六辊冷轧机机型研究[我的钢铁] 2010-01-25 08:12:29随着我国钢铁工业的迅速发展,板带材产品的比例在不断扩大,国内新建的许多先进的冷热带钢生产线,尤其是近年来所新建的大型宽带钢冷连轧机。
用户近年来所引进六辊冷轧设备绝大多数都是引进日本三菱一日立公司的UCM系列冷轧机或德国西马克的CVC系列冷轧机。
国内非引进的国产大型六辊冷连轧机目前选用的都是中国一重自主研发、设计制造的VCMS系列冷轧机。
UCM一一日本三菱一日立公司冷轧技术代表用户及机型,有宝钢1550毫米冷连轧机、武钢2140毫米冷连轧机、宝钢1730毫米酸洗冷连轧机。
VCMS一一中国一重冷轧技术代表用户及机型,有鞍钢1780毫米、2130毫米、1500毫米冷连轧机,梅钢1420毫米冷连轧机、武钢1550毫米酸洗冷连轧机目前正在调试和制造中。
一重的VCMS机型是UCM系列的改进。
1UCM、CVC轧机UCM轧机是日本三菱一日立公司开发的一种六辊冷轧机,它是在HC轧机基础上发展起来的新一代冷轧机之一,它相比HCM轧机增加了中间辊弯曲,其中间辊不仅轴向移动还设有正弯辊,工作辊设有正负弯辊,它的进一步演变是增加工作辊轴向移动。
CVC系列六辊冷轧机是德国西马克公司开发的,其中间辊辊面有一定曲线形状(支承辊有的有,有的没有),因其辊面曲线方程由低次方(3次)发展到高次方(5次),并与相关配套的控制软件包结合,发展成了CVCplus(+)轧机,其控制板形的能力得到进一步加强。
UCM轧机与六辊CVC轧机不同在于UCM轧机的中间辊为平辊,通过适当改变中间辊和工作辊的接触长度,可改变作用于中间辊和工作辊压力分布规律,消除由于轧制力引起对带钢横向厚度差的影响。
轧辊在轧制过程中产生的弹性弯曲通过调整中间辊和工作辊的弯曲力得以补偿。
六辊CVC轧机中间辊带有高次方曲线的辊型,通过中间辊的轴向移动改善工作辊的辊缝形状来补偿轧辊弹性变形,再辅以弯曲力从而控制轧制精度。
轧机设备参数
1.适用范围本规程适用于太钢不锈冷轧厂S6轧机(S6-High Mill 2100 mm)的基本操作。
2.对原料的要求原料材质:200、300、400系的热轧经退火酸洗或冷轧经退火酸洗后钢卷原料性能:符合国标规定的热卷板(No.1)性能钢卷内径:762mm钢卷外径:max 2200mm(包括纸和套筒),min 1000mm钢卷重量:max 48000Kg(包括纸和套筒),min 10000Kg钢带宽度:2100mm—1500mm钢带厚度:1.6mm—12.7mm(允许偏差0~+10%,max 14mm)钢卷塔形:第一圈允许塔形量max 25mm相邻两圈允许塔形量max 3mm3.使用的设备(S6-High Reversing Mill, type S6-High – 1,250 / 200 x 2100mm)3.1.开卷钢卷存储鞍座存储能力: 3 钢卷鞍座内衬:聚酰胺,带圆弧钢卷外径: 1000~2200mm 钢卷宽度:1500~2100mm最大钢卷重量:48000kg3.2.开卷机钢卷小车辊子长度:1350mm 辊材质:钢钢卷直径:最大2200mm,最小1000mm3.3.开卷机卷筒公称直径: 762mm 卷筒长度: 2250mm钢卷外径:最大2200mm 点动速度:20m/min带钢张力: 40kN-400kN,最大速度0~150 m/min20kN-200kN,最大速度0~300 m/min3.4.开卷机卷纸机膨胀卷筒:双锥头型锥头定位:由液压马达和心轴或齿轮齿条纸卷宽度:1500- 2120mm 纸卷外径:最大800mm纸卷重量:最大925kg纸套筒内径:150- 200mm3.5.开卷机带钢对中控制(CPC)移动行程:±150mm3.6.开卷矫直机A.送料导板倾斜导板:一个差动液压缸B.导向辊导向辊为平稳转动,硬化钢表面,直径为450mm的自由辊。
C.夹送辊夹送辊外径:300mm辊身长度: 2200mm涂层:PU涂层3.7.矫直机矫直辊辊径:大约180(174)mm×2250 mm辊材质:钢3.8.切头剪切头剪在矫直机的后面,用于剪切带钢头尾。
1380六辊可逆冷轧机组说明书
1380mm六辊可逆冷轧机组(机械设备)说明书03600SM上海乾冶重工机械有限公司2010.603600SM 上海乾冶1380六辊可逆冷轧机组机械设备说明书共45页第 1 页目录1.设备用途 (2)2.机组性能 (2)3.装机水平 (4)4.机组机械设备组成及规格性能简介 (5)5.轧机操作说明 (16)6.机械设备的安装及主要技术要求 (25)7.管道的安装与清洗 (29)8.试车 (31)9.轧机维护和安全技术 (37)10.设备润滑表...................................................38-45设计杨宝宽审查刘光主任李军2010年6月1.设备用途本设备用于成卷带钢的可逆冷轧。
2.机组性能2.1来料规格材质:酸洗热轧带卷Q195、Q215、08Al、20、Q235、SPCC、SPCD.机械性能:最大屈服极限σs<360N/mm2厚度: 1.2-4.0mm宽度: 900~1260mm卷内径:φ510mm卷外径: φ900-φ2000mm卷重: Max 26 t2.2成品尺寸厚度: 0.2-1.2mm宽度: 900~1260mm卷内径:φ510mm卷外径:φ900-φ2000mm卷重: Max 26 t厚度公差:±10μ(δ<0.5mm)±2%δ (δ≥0.5mm)2.3 机组主要技术参数轧机规格:Φ1180/Φ415/Φ370⨯1380mm最大轧制压力: 15000KN最大轧制力矩: 120KN-m穿带速度: 18m/min轧制速度: 0~1000m/min开卷张力: 8~80KN卷取张力: 17~170KN (V<640m/min10~100KN (V≥640m/min) 最大卷取速度: 1050m/min工作辊规格:Φ370-Φ330⨯1380mm中间辊规格:Φ415-Φ375⨯1380mm支承辊规格:Φ1180-Φ1120⨯1300 mm开卷机卷筒直径:φ462-φ520mm(正圆φ510mm)卷取机卷筒直径:φ490-φ510mm(正圆φ510mm)偏导辊规格:φ500×1380mm引料辊规格:φ200×1200mm展平辊规格:φ220×1380mm工作辊最大开口度: 20mm工作辊弯辊力(单边正/负):350/210KN中间辊单边弯辊力: 350KN中间辊横移力: 550/350KN中间辊横移量: 300mm冷却介质:乳化液液压系统工作压力:压下、弯辊、横移:21Mpa液压传动: 12Mpa工艺润滑流量: 8000L/min开卷机电机功率: 510KW卷取机电机功率: 1000KW×2×2(串联)主轧机电机功率: 1250KW×4(串并联)除油方式:气刀除油2.4机组工作方式:成卷可逆轧制机组传动方向:开卷前进方向的左侧为传动侧2.5机组机械设备电器装机总容量直流5017.4 KW交流224.5 KW2.6 最大起吊部件重量37.168 t (下支承辊装置)2.7最大安装零件重量76.2 t (牌坊)2.8 机组机械设备外形尺寸(长×宽×标高) ≈23.772×31.291×(+5.640/-5.35) m3.装机水平3.1 主轧机、开卷机和机前、机后卷取机采用全数字直流调速,可控硅供电(混装结构),机组PLC控制。
1100HC六辊可逆式冷轧机的设计-开题报告

附录1 开题报告一、课题的国内外现状及选题的依据及其意义HC轧机全名为HITACHI HIGH CROWNCONT ROLMILL,即日立中心高性能轧辊凸度控制轧机。
该机型是日立公司于1972 年研究开发的轧机,两年后正式投入工业化应用。
它具有普通四辊冷轧机不能达到的性能和优点,首先在日本得到推广使用,继而受到全世界的瞩目,广泛用于热轧和冷轧生产中的单机可逆轧机、连轧机和平整机。
其主要结构特点是:在支撑辊和工作辊之间加入一对能够沿着轧辊轴向相对移动的中间辊,通过中间辊的相对移动来改变轧制压力在带钢方向上的分布,加上工作辊的正负弯辊作用,对改善带钢板形起到了明显的效果。
在国外,除日本各大钢铁公司普遍采用HC轧机机型外,美国、德国、加拿大、瑞典、巴西、墨西哥、韩国等国家均从日本引进了该轧机。
在国内,武汉钢铁公司为生产镀锡板基板,1987年首先引进1250HC六辊轧机,之后上海宝钢、辽宁鞍钢等国内各大钢铁公司先后引进了这种轧机机型。
在引进设备的同时,国内相关单位也开始跟踪并开发国产的HC六辊轧机。
国产大型六辊轧机已成功地用于工业生产,而且主要的技术水平和功能已达到国外同类设备水平。
然而,六辊轧机种工作辊弯辊、中间辊横移、中间辊弯辊三种方式与带材板型的检测、控制相结合,实施有效的闭环控制,目前国内虽然在这方面也取得了不少成绩,但在精确度和稳定性方面仍然需要花大力气研究。
由于六辊HC轧机具有良好的板形稳定性和较大的板形调节性,且六辊HC轧机在中间辊轴向移动量和工作辊、中间辊弯辊力匹配合理的条件下,可使所轧制的带钢边部厚度差极小,减小下道工序的剪边量,提高成品率,也可防止由于边部厚度不均而导致的边裂甚至断带。
因此,HC系列轧机在金属塑性加工领域所发挥的作用将会越来越大,在其基础上的技术改进和研发也将越来越广泛,这也就要求要有更多的技术人员加入到这一领域中来,进而推动我国相关产业的快速发展。
二、研究的基本内容,拟解决的主要问题六辊HC轧机存在一些不足之处是目前亟待解决的:①在预设定中间辊的轴向位置时,由于中间辊相对于工作辊和支承辊作轴向移动,所以极易擦伤辊面。
《六辊平整机非对称轧制过程板形预报与控制技术》范文
《六辊平整机非对称轧制过程板形预报与控制技术》篇一一、引言在现代化的钢铁工业中,六辊平整机作为一种重要的轧制设备,广泛应用于金属板材的加工和成型。
其中,非对称轧制过程由于其独特的工艺特点,对板形的预报和控制技术提出了更高的要求。
本文旨在探讨六辊平整机在非对称轧制过程中板形的预报与控制技术,为相关领域的研发和应用提供参考。
二、六辊平整机非对称轧制概述六辊平整机采用六个轧辊进行金属板材的轧制,其非对称轧制过程指的是在轧制过程中,轧辊的线速度、压力分布以及轧制力等参数存在非对称性。
这种非对称性使得轧制过程更加复杂,对板形的预报和控制提出了更高的要求。
非对称轧制具有提高板材性能、优化材料利用率等优点,因此在金属板材加工中得到了广泛应用。
三、板形预报技术1. 数学模型建立板形预报技术是通过对轧制过程中的各种参数进行数学建模,预测出轧制后板材的板形。
建立准确的数学模型是板形预报的关键。
通常,这些模型会考虑到轧辊的线速度、压力分布、轧制力等非对称性因素,以及板材的材质、厚度、宽度等参数。
通过分析这些参数之间的关系,建立数学模型,实现对板形的预报。
2. 实时监测与反馈除了数学模型外,实时监测与反馈也是板形预报的重要手段。
通过在轧制过程中实时监测轧辊的线速度、压力分布等参数,结合板材的形状变化,可以实时调整轧制参数,以实现对板形的控制。
此外,通过反馈机制,可以将预报结果与实际结果进行比较,不断优化数学模型,提高板形预报的准确性。
四、板形控制技术1. 轧制力控制轧制力是六辊平整机非对称轧制过程中的关键参数之一。
通过精确控制轧制力,可以实现对板形的有效控制。
在轧制过程中,根据数学模型的预报结果和实时监测的数据,调整轧制力的大小和分布,以实现对板形的控制。
2. 轧辊调整技术轧辊的线速度和压力分布对板形具有重要影响。
通过采用先进的轧辊调整技术,可以实现对轧辊线速度和压力分布的精确控制。
例如,采用液压压下技术、电机驱动技术等,实现对轧辊的精确调整,从而实现对板形的有效控制。
六辊冷轧机垂直系统振动研究

六辊冷轧机垂直系统振动研究1. 引言1.1 背景介绍六辊冷轧机是热轧后的钢板进行再加工的关键设备之一,其主要作用是通过多次冷轧,调整钢板的厚度、宽度和表面质量,以满足不同工业领域的需求。
在冷轧机的工作过程中,垂直系统振动是一个常见问题,可能会影响到冷轧机的稳定性和加工品质。
需要深入研究冷轧机垂直系统振动特性,并提出有效的振动控制方法,以提高冷轧机的工作效率和产品质量。
目前,关于冷轧机垂直系统振动的研究仍然存在一定的不足,特别是在振动控制方法的应用方面。
本文旨在通过对冷轧机振动特性进行分析,探讨振动产生的原因以及影响冷轧机振动的因素。
将介绍目前常见的振动控制方法,并结合模拟实验研究,评估不同控制方法的效果,为冷轧机振动控制提供参考依据。
通过本文的研究,可以更好地理解冷轧机垂直系统振动问题,为冷轧机的稳定运行和产品质量的提高提供理论支持和实践指导。
希望通过本文的探讨,能够为未来相关研究提供新的思路和方向。
1.2 研究目的本研究的目的是通过对六辊冷轧机垂直系统振动进行深入研究,探讨其振动特性、引起振动的原因以及影响振动的因素。
通过对振动控制方法的分析和探讨,寻找最有效的控制方式,减小或消除冷轧机振动对生产和设备稳定性的影响,提高生产效率和产品质量。
通过模拟实验研究,验证振动控制方法的有效性,并为实际生产提供可靠的参考和解决方案。
本研究旨在为解决冷轧机振动问题提供理论基础和技术支持,为工程实践和设备改进提供借鉴和指导,推动相关领域的研究和发展。
通过本研究,希望能够有效地改善冷轧机的振动状况,提高设备运行稳定性和生产效率,为相关行业的发展和进步做出贡献。
2. 正文2.1 冷轧机垂直系统振动特性分析冷轧机垂直系统振动特性分析是研究冷轧机振动问题的关键部分。
冷轧机在工作过程中会受到多种力的影响而产生振动,这些力包括轧辊与带钢之间的摩擦力、轧辊的转动力、带钢的张力等。
这些力的作用会导致冷轧机垂直系统产生各种不同频率和振幅的振动。
不锈钢冷轧装备的发展趋势分析
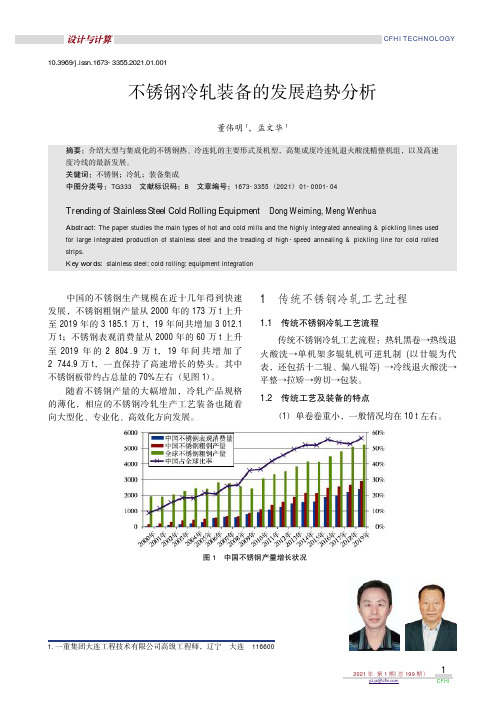
CFHI TECHNOLOGY中国的不锈钢生产规模在近十几年得到快速发展,不锈钢粗钢产量从2000年的173万t 上升至2019年的3185.1万t ,19年间共增加3012.1万t ;不锈钢表观消费量从2000年的60万t 上升至2019年的2804.9万t ,19年间共增加了2744.9万t ,一直保持了高速增长的势头。
其中不锈钢板带约占总量的70%左右(见图1)。
随着不锈钢产量的大幅增加,冷轧产品规格的薄化,相应的不锈钢冷轧生产工艺装备也随着向大型化、专业化、高效化方向发展。
1传统不锈钢冷轧工艺过程1.1传统不锈钢冷轧工艺流程传统不锈钢冷轧工艺流程:热轧黑卷→热线退火酸洗→单机架多辊轧机可逆轧制(以廿辊为代表,还包括十二辊、偏八辊等)→冷线退火酸洗→平整→拉矫→剪切→包装。
1.2传统工艺及装备的特点(1)单卷卷重小,一般情况均在10t 左右。
1.一重集团大连工程技术有限公司高级工程师,辽宁大连116600不锈钢冷轧装备的发展趋势分析董伟明1,孟文华1摘要:介绍大型与集成化的不锈钢热、冷连轧的主要形式及机型,高集成度冷连轧退火酸洗精整机组,以及高速度冷线的最新发展。
关键词:不锈钢;冷轧;装备集成中图分类号:TG333文献标识码:B 文章编号:1673-3355(2021)01-0001-04Trending of Stainless Steel Cold Rolling Equipment Dong Weiming,Meng WenhuaAbstract:The paper studies the main types of hot and cold mills and the highly integrated annealing &pickling lines used for large integrated production of stainless steel and the treading of high -speed annealing &pickling line for cold rolled strips.Key words:stainless steel;cold rolling;equipment integration10.3969/j.issn.1673-3355.2021.01.001图1中国不锈钢产量增长状况一重技术(2)装备产能低,热线产能在20~30万t ;单台轧机产能在10万t 以下;冷线产能在20万t 左右。
国产1450mm六辊可逆冷轧机组的特点

da l ce o n t v r o o t m da o s a tm t a g o t l A C) w o i t C d v o t l rui srw d w , r es m t no i e e i erl , u a cg u ecnr ( G , h l dg r ec n o , c a e i fn r t l o i o e iD i r
有全液压压下 、 中间辊横移 、 厚度 自动 控制 、 数字 直流传 动控 制 、 全 工艺 润滑 分段 冷却 等特 点 , 可轧 制出 0 2 .5
mm 以下 的产 品 。
关键词 : 六辊可逆冷轧机组 ; 中间辊横移 ; 厚度 自动控制
中 图分 类 号 :G 3 .2 T 3 5 1 文 献标 识 码 : A
K y w r ss — i v r n o ln i ; r e em t no t m da l : u m t ag ot l A E e o d : x hg r e i c l r l gm l t v r o o f n r e i er l a t a cg uecnr ( G ) i h e s g d oi l a s i ie t os o i o
任 来锁 黄 煜 王 斌
(. 1 山东泰 山钢铁 公司 , 山东 2 12 ;. 7 16 2 中国重型机械研究院 , 陕西 7 0 3 ) 10 2 摘要 : 详细介绍 了 1 5 m六辊可逆冷 轧机 组的设备组成 、 0m 4 主要 技术 参数及 机组 的装 机水 平。该机组 具
l l4 0 m 六辊 可逆 冷轧 机组 的基 本参 数 5 m 1 来料 规格 : ) 厚 度/ m: . 4 0 宽 度/ m 2 0~ . ; mm:0 2 0 8 0~ 5 2 成 品规格 ) 厚 度/ m:.0~ . ; 度/ m:0 m 02 08宽 m 8 0—12 0 5 ; 厚度 公差/ mm: 0 05 卷重/ :5 最 大 ) ± .0 ; t2 (
双机架六辊平整兼二次冷轧机组开发

双机架六辊平整兼二次冷轧机组开发一、介绍1、研究背景和意义2、国内外研究现状3、本文的主要研究目的和内容二、双机架六辊平整兼二次冷轧机组的设计与分析1、机组组成和工作原理2、机组结构设计与参数分析3、机组的运行稳定性和安全性分析三、双机架六辊平整兼二次冷轧机组的试验研究1、试验装置和试验方法2、试验数据的采集和处理3、试验结果的分析和评估四、双机架六辊平整兼二次冷轧机组的应用案例1、应用场景介绍2、机组运行情况介绍3、应用效果评价五、总结与展望1、研究成果总结2、研究存在的不足3、未来研究方向发展趋势注:提纲仅供参考,具体细节根据实际情况自行拓展。
一、介绍1、研究背景和意义随着经济的不断发展和工业技术的不断进步,轧钢工业在现代工业中占据越来越重要的地位。
轧钢工业产品的质量和效率对于整个工业界和国民经济的发展都有着重要的影响。
而六辊平整兼二次冷轧机组是轧钢工业中一个重要的组成部分,其作用主要是进行钢板、带材加工之后的辊平整调整和次轧的加工,以提高产品质量和效率。
2、国内外研究现状在国内外,对六辊平整兼二次冷轧机组的研究属于一个相对成熟的领域。
众多厂家和研究机构都对该领域展开了广泛的研究和应用。
已有许多研究成果,如针对机组结构和性能的优化设计、基于优化控制策略的机组自动化控制和智能化决策系统等。
这些成果为机组的高效运行和产品质量提升带来了积极的影响。
3、本文的主要研究目的和内容本文研究内容主要是针对双机架六辊平整兼二次冷轧机组的开发。
机组既包括辊平整调整,又包括次轧加工,可提高产品质量和效率,具有重要的应用价值。
本文将围绕机组的设计与分析、试验研究、应用案例等方面进行研究和探究。
通过对机组的结构设计和参数分析,试验数据采集和处理等方面的深入研究,将为机组的性能提升和效率提高提供重要的支持和参考。
二、双机架六辊平整兼二次冷轧机组的设计与分析1、机组组成和工作原理双机架六辊平整兼二次冷轧机组主要由辊架、辊位、调平系统、托辊架及冷却系统等组成,其工作原理是先通过辊架进行辊平整调整,然后进行次轧加工,最后再通过辊架进行最后的平整调整,以达到所需的板材平整度和厚度。
《六辊平整机非对称轧制过程板形预报与控制技术》范文
《六辊平整机非对称轧制过程板形预报与控制技术》篇一一、引言六辊平整机作为金属板材加工的重要设备,其非对称轧制过程对板形的形成具有重要影响。
板形预报与控制技术是六辊平整机轧制过程中的关键技术之一,对提高产品质量、优化生产流程、降低生产成本具有重要意义。
本文旨在研究六辊平整机非对称轧制过程中板形的预报与控制技术,为实际生产提供理论支持和技术指导。
二、六辊平整机非对称轧制过程六辊平整机采用非对称轧制方式,通过调整上下辊的相对位置和速度,实现对金属板材的轧制。
非对称轧制过程中,由于上下辊的相对位置和速度差异,使得板材在轧制过程中产生不同的变形和应力分布,进而影响板形的形成。
因此,了解非对称轧制过程的原理和特点,对于板形预报与控制具有重要意义。
三、板形预报技术板形预报是非对称轧制过程中的重要环节,通过建立精确的数学模型和算法,预测板材在轧制过程中的变形和应力分布,从而实现对板形的预报。
目前,常用的板形预报方法包括有限元法、神经网络法、遗传算法等。
这些方法可以有效地预测板材的板形变化,为控制技术提供依据。
四、板形控制技术板形控制是非对称轧制过程中的关键技术之一,通过调整轧制参数和设备参数,实现对板形的精确控制。
常见的板形控制方法包括调整轧制力、调整轧辊位置、调整轧制速度等。
在实际生产中,需要根据板材的材质、厚度、宽度等参数,以及生产要求,选择合适的控制方法。
同时,还需要考虑设备的精度和稳定性等因素,确保板形控制的有效性。
五、技术应用与实施在实际生产中,六辊平整机非对称轧制过程板形预报与控制技术的应用需要结合具体的生产条件和要求进行实施。
首先,需要建立准确的数学模型和算法,对板材的变形和应力分布进行预测。
其次,根据预测结果,选择合适的控制方法,调整轧制参数和设备参数,实现对板形的精确控制。
最后,需要对生产过程中的数据进行实时监测和分析,及时调整控制参数,确保生产过程的稳定性和产品质量。
六、技术优势与展望六辊平整机非对称轧制过程板形预报与控制技术的应用具有以下优势:一是可以提高产品的质量和精度,降低废品率;二是可以优化生产流程,提高生产效率;三是可以降低生产成本,提高企业的竞争力。
六辊可逆冷轧机机架控制系统
六辊可逆冷轧机机架控制系统宋晓云【摘要】The six-high reversing cold mill housing in Laiwu Steel mainly includes pre-calibration control, bending roller control, middle roller side shifting control and rolling line’s adjustment control combined step plate with sliding wedge and so on. Actual production showed that the basic auto-control system for the whole rolling housing is very stable and reliable. It can meet the requirement of production process. The automation level is high, operating and maintaining is much convenient.% 莱钢六辊可逆冷轧机机架控制系统主要包括预压靠控制、弯辊控制、中间辊横移控制以及采用阶梯板和斜楔结合的轧制线调整控制等。
生产实践表明,控制系统运行稳定、可靠,满足了生产工艺要求,自动化程度高,操作维护方便。
【期刊名称】《山东冶金》【年(卷),期】2013(000)003【总页数】3页(P58-59,63)【关键词】可逆冷轧机;机架控制系统;弯辊控制;轧辊横移;阶梯板;斜楔【作者】宋晓云【作者单位】莱芜钢铁集团有限公司自动化部,山东莱芜271104【正文语种】中文【中图分类】TP2731 前言近年来,冷轧薄板性能好、品种多、用途广的优点使冷轧薄板生产得到迅速发展,莱钢冷轧薄板是莱钢十一五期间产品结构优化的重点工程,拥有年产40 万t 的冷轧生产线,以莱钢热轧带钢为原料。