高低压柜工艺流程图
高低压变配电及动力系统安装工艺流程图
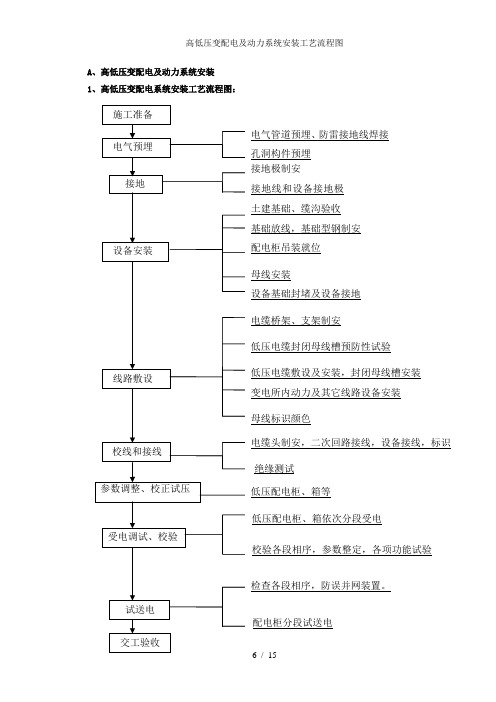
A、高低压变配电及动力系统安装1、高低压变配电系统安装工艺流程图:2、成套配电柜(盘)及动力开关柜安装高低压配电柜是电力线路的馈电及保护装置,在整个项目供电中占有很重要的位置,是关键设备。
严格执行《电气装置安装工程盘柜及二次回路结线施工及验收规范》(GB50171-92);做到安全可靠、经济合理、技术先进、整齐美观。
2.1施工程序2.2高低压配电柜运抵施工现场后,由起重吊装班配合用吊车吊到配电室门口平台上,用厚壁钢管将柜滚进屋内,过程中注意要小心轻放。
2.3设备开箱检查:设备和器材到达施工现场后应存放在室内或能避雨、风、沙的干燥场所,安装前应会同建设单位或监理共同进行开箱检查,并做好设备开箱记录。
2.4在搬运过程中要固定牢靠,防止碰撞,避免元件、仪表及油漆的损坏。
2.5柜(箱)要安装在基础型钢上时,型钢可根据此电柜的尺寸大小和重量,选用槽钢或角钢制作,制作时应将型钢矫正矫直,接图纸要求预制加工好后,要按施工图纸所标位置配合土建工程预埋,注意基础型钢顶部宜高出室内抹平地面10mm,但手车式成套柜应与抹平地面相平或按产品要求执行。
基础型钢要求预留铁件焊接牢固,并要用水准仪或水平尺找平、找正。
其安装允许偏差如下:基础型钢安装完毕应用40×4扁钢在基础型钢的两端分别与接地网进行焊接,焊接面为扁钢宽度的两倍,焊接要牢固,确保基础型钢有良好的接地。
2.6柜(箱)定位安装:柜(箱)应接施工图的布置,接顺序将柜放在基础型钢上,按柜(箱)安装允许偏差的要求,逐台将柜找正、找平,找正时可用0.5mm 铁片进行调整,但每处垫片最多不能超过三片,然后接柜固定螺孔尺寸,在基础型钢上用手电钻钻孔,用镀锌螺栓固定。
柜(箱)安装允许偏差:柜(箱)接地应牢固良好,每台柜(箱)单独与基础型钢,做接地连接,每台柜(箱)从后面左下部的基础型钢焊上鼻子,用Φ6mm2铜线与柜上的接地端子连接牢固。
2.7柜(箱)内二次回路结线和电缆连接:柜(箱)内二次回路结线制造时大部分已完成,只有少量的联锁信号线等需要结线,注意二次回路接地应设置专用接地螺栓;引入柜(箱)内的电缆应排列整齐,编号清晰,避免交叉,并要固定牢固,不使端子排受力;铠装电缆在进入柜(盘)后,应将钢带切断,钢带端部应扎紧,并将钢带接地。
高低压开关柜工艺流程

高低压开关柜工艺流程高低压开关柜是一种电力传输和配电设备,广泛应用于工业、商业和住宅建筑中。
下面是一个典型的高低压开关柜的工艺流程。
工艺流程如下:1. 设计阶段:首先,需要根据用户的需求和场地条件,进行开关柜的设计。
设计人员会根据电气负荷、电线路布置、设备安装等要求,确定开关柜的尺寸、配置和布局。
2. 材料采购:设计完成后,需要采购开关柜所需的材料。
这些材料包括开关、仪表、绝缘材料、导线、电缆等。
采购人员需要根据设计要求和供应商的报价,选择合适的材料。
3. 制造和组装:在制造阶段,需要对开关柜进行组装。
首先,要将钢板切割成相应的尺寸,并进行加工和折弯,以形成开关柜的外壳。
然后,将内部组件和设备按照设计进行安装,包括开关、仪表、断路器等。
最后,进行内外壳的连接和固定。
4. 静态调试:完成组装后,需要进行静态调试,以确保开关柜的功能正常运行。
具体包括电气连线的检查和测试、仪表的校准、断路器的调整等。
如果发现故障或问题,需要及时修复和调整。
5. 动态调试:完成静态调试后,需要进行动态调试,以模拟实际工作条件下的运行。
具体包括对电源供电、负载接入等进行测试和验证。
通过动态调试,可以进一步检测和调整开关柜的性能。
6. 安装和调试:当开关柜通过动态调试后,将进行安装和调试。
根据实际情况,可以将开关柜安装在室内或室外。
安装人员需要按照相关标准和规范,将开关柜连接到电力系统中,并进行电气连线和接地等工作。
同时,进行常规测试和调试,确保开关柜的安全和可靠运行。
7. 交付和验收:最后,完成开关柜的安装和调试后,将进行交付和验收。
交付人员需要向用户说明开关柜的使用方法和注意事项,并提供相关的技术资料和操作手册。
同时,验收人员将对开关柜的外观、功能和性能进行检查和验证,确保符合用户的要求和标准。
总之,高低压开关柜的工艺流程包括设计、采购、制造、调试、安装和交付等步骤。
每个步骤都需要按照相关标准和规范进行操作,以确保开关柜的质量和性能。
高低压变配电及动力系统安装工艺流程图

A、高低压变配电及动力系统安装1、高低压变配电系统安装工艺流程图:2、成套配电柜(盘)及动力开关柜安装高低压配电柜是电力线路的馈电及保护装置,在整个项目供电中占有很重要的位置,是关键设备。
严格执行《电气装置安装工程盘柜及二次回路结线施工及验收规范》(GB50171-92);做到安全可靠、经济合理、技术先进、整齐美观。
2.1施工程序2.2高低压配电柜运抵施工现场后,由起重吊装班配合用吊车吊到配电室门口平台上,用厚壁钢管将柜滚进屋内,过程中注意要小心轻放。
2.3设备开箱检查:设备和器材到达施工现场后应存放在室内或能避雨、风、沙的干燥场所,安装前应会同建设单位或监理共同进行开箱检查,并做好设备开箱记录。
2.4在搬运过程中要固定牢靠,防止碰撞,避免元件、仪表及油漆的损坏。
2.5柜(箱)要安装在基础型钢上时,型钢可根据此电柜的尺寸大小和重量,选用槽钢或角钢制作,制作时应将型钢矫正矫直,接图纸要求预制加工好后,要按施工图纸所标位置配合土建工程预埋,注意基础型钢顶部宜高出室内抹平地面10mm,但手车式成套柜应与抹平地面相平或按产品要求执行。
基础型钢要求预留铁件焊接牢固,并要用水准仪或水平尺找平、找正。
其安装允许偏差如下:基础型钢安装完毕应用40×4扁钢在基础型钢的两端分别与接地网进行焊接,焊接面为扁钢宽度的两倍,焊接要牢固,确保基础型钢有良好的接地。
2.6柜(箱)定位安装:柜(箱)应接施工图的布置,接顺序将柜放在基础型钢上,按柜(箱)安装允许偏差的要求,逐台将柜找正、找平,找正时可用0.5mm 铁片进行调整,但每处垫片最多不能超过三片,然后接柜固定螺孔尺寸,在基础型钢上用手电钻钻孔,用镀锌螺栓固定。
柜(箱)安装允许偏差:柜(箱)接地应牢固良好,每台柜(箱)单独与基础型钢,做接地连接,每台柜(箱)从后面左下部的基础型钢焊上鼻子,用Φ6mm2铜线与柜上的接地端子连接牢固。
2.7柜(箱)内二次回路结线和电缆连接:柜(箱)内二次回路结线制造时大部分已完成,只有少量的联锁信号线等需要结线,注意二次回路接地应设置专用接地螺栓;引入柜(箱)内的电缆应排列整齐,编号清晰,避免交叉,并要固定牢固,不使端子排受力;铠装电缆在进入柜(盘)后,应将钢带切断,钢带端部应扎紧,并将钢带接地。
十七张图讲解高压开关柜安装流程及注意事项
⼗七张图讲解⾼压开关柜安装流程及注意事项1. 图⽂详解⾼压开关柜2. ⾼压开关柜基本知识介绍3. 低压开关柜装配⼯艺规范4. 低压开关柜铜排⽤量5. 开关柜⼆次回路6. 10KV⾼压开关柜操作(培训课件PPT)7. ⾦属铠装移开式开关柜、低压配电柜?技术规范书2. ⾼压开关柜基本知识介绍4. 低压开关柜铜排⽤量6. 10KV⾼压开关柜操作(培训课件PPT)8. 低压开关柜的型号区别及特点10. 低压配电柜⼯艺标准12. ⼏种⾼低压开关柜相关知识-XL-GGD-GCS-MNS-KYN28-HXGN-XGN-SF614. 低压开关柜介绍16. 电⼒变压器的结构及⼯作原理18. 电⼒变压器基本原理与结构20. ⾼压开关柜的“五防”联锁22. 环⽹柜基础知识培训课程24. 配电变压器的原理及结构26. 箱变基础知识28. 中置柜操作⼿册30. ⾼低压配电柜知识简介32. GGD⼀次图,CAD图纸34. 200-1600kVA常规变配电⼯程72张图纸36. 10KV⾼压柜设计图纸38. ⾼、低压配电系统图⼀、⾼压柜拆包装及吊装就位⼆、⾼压开关柜就位及拼装⼼、主屏B相进线中⼼和主屏前盖板中⼼。
多排⾼压柜之间是以母线桥连接,先将靠主变进线侧的⾼压柜位置定位好,再次利⽤四点⼀线的⽅法找齐母线桥对侧的⾼压柜,则对侧的⾼压柜以母线桥⾼压柜为基准找齐对正,如此⼀来,不论有多少⾼压柜都能把位置找准。
此时要注意的⼀点就是,母线桥连接的两排⾼压柜是要反相序的,⼀定要注意,这个情况⼀般是设计院与⽣产⼚家之间就协商好了的,但是安装过程中还是要注意,如果没有反相序就要⼚家做出相应的整改。
图六:这张图可以看出来反相序了将其他⾼压柜朝主屏靠拢。
图七:,如果两块⾼压柜之间没有配合好,死⽆法紧密的连载⼀起的,如果⾼压柜做的不够好,在连屏的时候也会出现后⾯卡紧了但是前⾯还是很宽的距离,所以要⼀块屏⼀块屏的连接。
:当⾼压柜连完屏后就是对母线的安装,此时配合⾼压柜⽣产⼚家对母线进⾏连接,⼤概有两种母排,直排与带鸭嘴弯的母排,直排与直排之间连接须引渡排,⽽鸭嘴弯的母排可以直接连接,因为这两种母线的不同所以⾼压柜之间的母线筒也是不⼀样的,安装的时候要注意。
高低压室操作步骤及图例文档-11页文档资料

高压柜柜编号及其编号原则高压柜的编号原则;80X尾数是偶数的是563线路供电一侧的配电柜,80X尾数是奇数的是567线路供电一侧的配电柜。
800为母联柜,柜编号柜用途及控制柜编号柜用途及控制800 567、563线路母线联络柜801 563线路的计量柜802 567线路的计量柜803 563线路的进线柜804 567线路的进线柜805 PT转接柜806 转接柜807 出线柜,空闲没有用808 出线柜,空闲没有用809 出线柜。
控制1号500KV A主变810 出线柜。
控制2号500KV A主变812 转接柜高压柜开关编号及其编号原则高压柜开关的编号原则:每个开关编号由四位数组成,其中前三位代表本开关所在高压柜的编号,尾数是1的代表隔离开关,尾数是2的代表真空断路器的手动合闸,尾数是3的代表真空断路器的手动分闸,尾数是4的代表真空断路器的接地刀闸的开关。
第 - 1 - 页隔离开关的操作是利用开关专用手柄旋转,向左旋转是合闸,向右旋转是分闸。
隔离开关的合分状态看柜上的指示。
真空断路器手动合闸开关的操作也是利用开关专用手柄向左旋转,而且是只能向左旋转。
真空断路器手动分闸开关的操作是用开关手柄按动开关按钮就可以了。
真空断路器的合分状态看其所在高压柜上“合闸”“分闸”指示灯。
每个高压柜上“合闸”按钮的功能和开关编号尾数是2的开关的功能是一样的,“分闸”按钮的功能和开关编号尾数是3的开关的功能是一样的.接地开关的操作是用开关手柄旋转,左旋合,右旋分,合分状态看指示。
举例说明:如编号为8033的开关,803就是表示803号高压开关柜,3就表示此开关是真空断路器的手动分闸,也就是说按下8033开关,本柜的断路器分开,“分闸”指示灯亮。
高压柜停送电步骤一、单回路运行时,563停电倒567的步骤::1.分8033真空灭弧开关2.分8031隔离开关3.合8041隔离开关4.合804真空灭弧开关二、单回路运行时,567停电倒563的步骤:第 - 2 - 页②分8041隔离开关③合8031隔离开关④合803真空灭弧开关三、两回路同时投入分裂运行,567停电倒563时的操作步骤:1.分8044真空灭弧开关2.分8041隔离开关3.合8001隔离开关4.合800真空灭弧开关四、两回路同时投入分裂运行,563停电倒567时的操作步骤:①分8033真空灭弧开关②分8031隔离开关③合8001隔离开关④合800真空灭弧开关五、567,563两回路同时停电,柴油发电机组投入运行时的操作步骤:第 - 3 - 页2.分8041隔离开关3.分8033真空灭弧开关4.分8031隔离开关将低压主供柜的隔离开关转至“发电”位置柴油发电机组发电供电开关编号开关的用途开关的操作开关编号开关的用途开关的操作8031 567进线隔离开关左旋转合右旋转分8084 备用、闲置、不动左转合右转分8032 567进线断路器合向左旋转合闸8091 1号主变隔离开关左旋转合右旋转分8033 567进线断路器分按下开关按钮8092 1号主变断路器合向左旋转合闸8041 563进线隔离开关左旋转合右旋转分8093 1号主变断路器分按下开关按钮8042 563进线断路器合向左旋转合闸8094 接地刀闸左转合右转分8043 563进线断路器分按下开关按钮8101 2号主变隔离开关左旋转合右旋转分8071 备用、闲置、不动左旋转合右旋转分8102 2号主变断路器合向左旋转合闸第 - 4 - 页8072 备用、闲置、不动向左旋转合闸8103 2号主变断路器分按下开关按钮8073 备用、闲置、不动按下开关按钮8104 接地刀闸左转合右转分8074 备用、闲置、不动左转合右转分8001 567、563母联隔离左旋转合右旋转分8081 备用、闲置、不动左旋转合右旋转分8002 母联断路器合闸向左旋转合闸8082 备用、闲置、不动向左旋转合闸8003 母联断路器分闸按下开关按钮8083 备用、闲置、不动按下开关按钮第 - 5 - 页低压配电柜停送电步骤及措施一、在进行低压配电柜的停电检修时,提前向上一级主管部门提交停电申请,同时说明时间,停电所涉及的范围,得到上级部门的批复后方可进行停送电作业。
高低压柜装配工艺
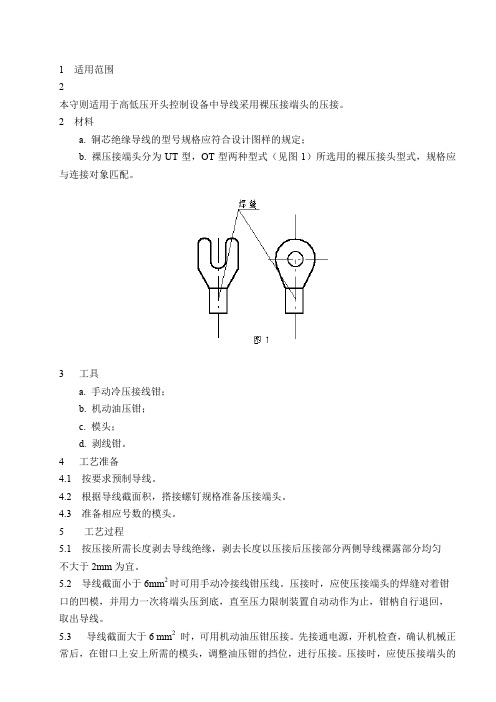
1适用范围2本守则适用于高低压开头控制设备中导线采用裸压接端头的压接。
2 材料a. 铜芯绝缘导线的型号规格应符合设计图样的规定;b. 裸压接端头分为UT型,OT型两种型式(见图1)所选用的裸压接头型式,规格应与连接对象匹配。
3 工具a. 手动冷压接线钳;b. 机动油压钳;c. 模头;d. 剥线钳。
4 工艺准备4.1 按要求预制导线。
4.2 根据导线截面积,搭接螺钉规格准备压接端头。
4.3 准备相应号数的模头。
5工艺过程5.1 按压接所需长度剥去导线绝缘,剥去长度以压接后压接部分两侧导线裸露部分均匀不大于2mm为宜。
5.2 导线截面小于6mm2时可用手动冷接线钳压线。
压接时,应使压接端头的焊缝对着钳口的凹模,并用力一次将端头压到底,直至压力限制装置自动动作为止,钳枘自行退回,取出导线。
5.3 导线截面大于6 mm2时,可用机动油压钳压接。
先接通电源,开机检查,确认机械正常后,在钳口上安上所需的模头,调整油压钳的挡位,进行压接。
压接时,应使压接端头的焊缝对着模头的凹模,待模具完全闭合后,让模头复位,取出接好的端头导线。
5.4 除去端头上的油污,毛刺等。
6 工艺要求6.1 压接处压印应与压接端头的中心线对称。
6.2 压印深度适中,压接可靠、牢固。
6.3 导电接触面平整、光洁无损。
7 质量检查接近第6章的要求进行检查。
8 注意事项8.1 使用手动冷压线钳时,应一次压到底,不能中途松开,以免影响质量或损坏工具。
8.2 压接时,模头规格应与压接端头,导线截面相适应。
8.3 油压钳的操作应按说明书的要求正确压接。
会签编制人审核人批准人日期签字本守则适用于铝和铜零件的搪锡处理1 材料a. 纯锡;b. 铅;c. 锌;d. 氢氧化钠;e. 硫酸;f. 汽油;g. 氯化锌溶液。
2 设备及工具a. 加热锡合金的锅及电炉等设备;b. 铜刷;c. 口罩、纱手套等劳保用品。
3 工艺过程3.1 铝零件搪锡3.1.1 将需加工的零件用汽油清洗后,再经过碱洗处理,除去零件表面的污迹、污物及氧化膜。
高压配电柜操作流程图

高压配电柜操作流程图
1#塘海线电源进线柜
↓
合上隔离
↓
合下隔离
↓
合断路器
↓
合电压互感器柜
↓
合联络柜
↓
合地面合井下动力变压器柜
2#海开线电源进线柜
↓
拉1#塘海线电源进线断路器
↓
合2#海开线电源进线柜
↓
合上隔离
↓
合下隔离
↓
合断路器
↓
合电压互感器柜
↓
合联络柜
↓
合地面变压器柜
↓
合局专变压器柜
↓
合井下动力变压器柜
高低压成套工艺流程

精品文档,放心下载,放心阅读高低压成套设备工艺流程一、生产制造流程:精品文档,超值下载技术部审核图纸→设计制作生产工艺图→(a)板金车间生产图→(b)装配图、配线图、生产制作规范表→(c)采购单→采购部采购元器件→元器件仓库入库清点→质检部入库检验→车间生产(生产过程检验) →质检部最终检验→包装箱→包装箱检验→出厂二、生产工序及要求:1、技术部审核图纸:技术部在审核图纸中与设计院,用户沟通柜子的安装排列位置,柜体颜色,母线桥架进线的相序,变压器的安装位置,元器件的配置,二次原理图设计是否合理。
2、设计制作生产工艺图:设计制作生产工艺图分3个方面,(a)板金车间生产图,(b)装配图、配线图、生产制作规范表,(c)采购单。
(a)板金车间生产图设计:柜体尺寸,仪表板、门板开孔图,元器件安装板安装开孔位置。
(b)装配图、配线图、生产制作规范表:设计一次系统图,二次原理图,端子图与设计院沟通确认.设计二次接线图,设计中考虑与实际安装是否有出入,填写生产制作规范表。
(c)采购单:一次元器件采购单,二次元器件采购单,铜母排采购单,备品备件采购单。
3、采购部采购元器件:采购部采购元器件要考虑与3C试验报告上的一致性,分批分类及不同的生产厂家采购。
4、元器件仓库入库:元器件仓库入库是否按采购部采购单上相同的型号、规格,检查是否有破损,通知质检部检验,检验合格后入库,填写入库单.5、车间生产:板金车间柜体按图施工生产,质检部按图检验,检验合格后进入装配车间生产。
装配车间按图安装元器件,车间自检合格后进入二次配线,二次配线车间自检合格后进入一次母排制作及一次导线安装,整体安装完成后车间自检,自检合格后通知质检部检验.6、质检部最终检验:质检部按国家标准进行出厂检验.7、包装箱检验:产品的规格和木箱标示相符,数量准确、标签粘贴端正、牢固,产品摆放整齐。
三、记录车间与质检员应做好相应的生产记录、交接记录及质量记录。
精品文档,超值下载。
低压柜工序检验流程图
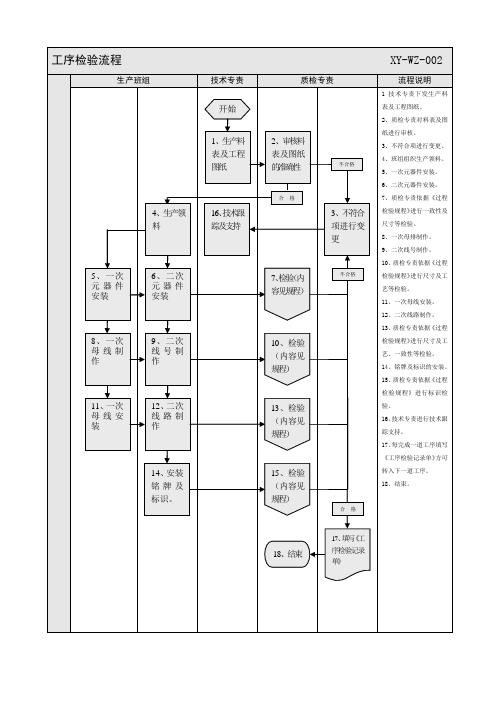
生产班组 技术专责 质检专责
XY-WZ-002
流程说明
1 技术专责下发生产料 表及工程图纸。 2、质检专责对料表及图 纸进行审核。
开始
1、生产料 表及工程 图纸
2、审核料 表及图纸 的准确性
3、不符合项进行变更。 4、班组组织生产领料。
不合格
5、一次元器件安装。 6、二次元器件安装。
合
格
7、质检专责依据《过程
4、生产领 料
16、 技术跟 踪及支持
3、不符合 项进行变 更
检验规程》 进行一致性及 尺寸等检验。 8、一次母排制作。 9、二次线号制作。 10、 质检专责依据 《过程
5 、一次 元器件 安装
6 、二次 元器件 安装
7、 检验 (内 容见规程)
不合格
检验规程》 进行尺寸及工 艺等检验。 11、一次母线安装。 12、二次线路制作。 13、 质检专责依据 《过程
8 、一次 母线制 作
9 、二次 线号制 作
10 、检验 (内容见 规程)
检验规程》 进行尺寸及工 艺、一致性等检验。 14、铭牌及标识的安装。 15、 质检专责依据 《过程 检验规程》进行标识检11、 一次 Nhomakorabea母线安 装
12、 二次 线路制 作
13 、检验 (内容见 规程)
验。 16、 技术专责进行技术跟 踪支持。 17、 每完成一道工序填写 《工序检验记录单》 方可
14、 安装 铭牌及 标识。
15 、检验 (内容见 规程)
合 格
转入下一道工序。 18、结束。
17、 填 写 《 工
18、结束
序检验记录 单 》
工厂高低压柜全套图(详图,平立剖完整)
