Q960E高强度结构用调质钢板
S890Q与S960Q对比国内Q890与Q960的区别
S890 和S960 级别钢与国内Q890、Q960的相关分析介绍在调质高屈服强度结构钢中,S890 和S960 级别超高强度钢在国内已经大量使用,主要用于重型起重设备、混凝土泵送车辆等工程机械的制造,另外在矿山机械中也有相同等级的管件使用在液压支架制造上。
此类超高强度钢材长期以来一直依赖进口,近年来国内各大钢厂也开始推出对应等级钢板与国外钢厂展开竞争。
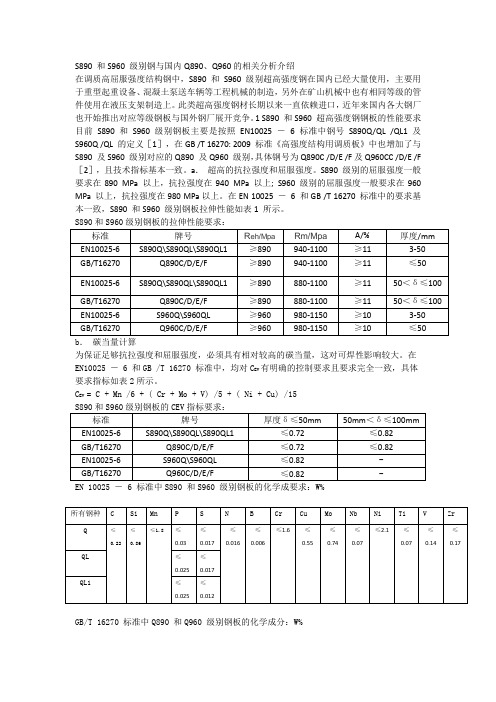
1 S890 和S960 超高强度钢钢板的性能要求目前S890 和S960 级别钢板主要是按照EN10025 - 6 标准中钢号S890Q/QL /QL1 及S960Q /QL 的定义[1],在GB /T 16270: 2009 标准《高强度结构用调质板》中也增加了与S890 及S960 级别对应的Q890 及Q960 级别,具体钢号为Q890C /D/E /F及Q960CC /D/E /F[2],且技术指标基本一致。
a.超高的抗拉强度和屈服强度。
S890 级别的屈服强度一般要求在890 MPa 以上,抗拉强度在940 MPa 以上; S960 级别的屈服强度一般要求在960MPa 以上,抗拉强度在980 MPa以上。
在EN 10025 -6 和GB /T 16270 标准中的要求基本一致,S890 和S960 级别钢板拉伸性能如表1 所示。
S890和S960级别钢板的拉伸性能要求:标准牌号R eh/Mpa Rm/Mpa A/% 厚度/mm EN10025-6 S890Q\S890QL\S890QL1 ≥890 940-1100 ≥11 3-50GB/T16270 Q890C/D/E/F ≥890 940-1100 ≥11 ≤50EN10025-6 S890Q\S890QL\S890QL1 ≥890 880-1100 ≥11 50<δ≤100GB/T16270 Q890C/D/E/F ≥890 880-1100 ≥11 50<δ≤100 EN10025-6 S960Q\S960QL ≥960 980-1150 ≥10 3-50GB/T16270 Q960C/D/E/F ≥960 980-1150 ≥10 ≤50b.碳当量计算为保证足够抗拉强度和屈服强度,必须具有相对较高的碳当量,这对可焊性影响较大。
常用钢结构焊接预热及层间温度选用表

常用钢结构焊接预热及层间温度选用表常用结构钢分类分组类别号标称非比例延伸强度钢材牌号举例对应标准号Ⅰ≤295MPaQ195、Q215、Q235、Q275GB/T70020、25、15Mn、20Mn、25Mn GB/T699Q235GJ GB/T19879Q235NH、Q265GNH、Q295NH、Q295GNH GB/T4171ZG200-400H、ZG230-450H、ZG275-480H、ZG300-500H GB/T7659、GB/T11352Ⅱ-1>295MPa且≤390MPaQ355、Q390GB/T1591Q345q、Q370q GB/T714Q345GJ、Q390GJ GB/T19879Q310GNH、Q355NH、Q355GNH GB/T4171Ⅱ-2>390MPa且≤460MPaQ420、Q460GB/T1591Q420GJ、Q460GJ GB/T19879Q420q、Q460q GB/T714Q415NH、Q460NH GB/T4171Q460C、Q460D、Q460E、Q460F GB/T16270Ⅱ-3>460MPa且≤550MPaQ500C、Q500D、Q500E、Q500F、Q550C、Q550D、Q550E、Q550F GB/T16270Q500M、Q550M、Q500GJ、Q550GJ、Q500NH、Q550NH、Q500GJ、Q550GJ、Q500q、Q550qGB/T1591、GB/T19879、GB/T4717、GB/T714Ⅱ-4>550MPa且≤690MPaQ620C、Q620D、Q620E、Q620F、Q690C、Q690D、Q690E、Q690F GB/T16270Q620M、Q690M、Q620GJ、Q690GJ、Q620q、Q690qGB/T1591、GB/T19879、GB/T4717、GB/T714Ⅱ-5>690MPa且≤890MPaQ800C、Q800D、Q800E、Q800FQ890C、Q890D、Q890E、Q890F GB/T16270Ⅱ-6>890MPa Q960C、Q960D、Q960E、Q960F GB/T16270注:钢材类别由低到高依次为Ⅰ、Ⅱ,钢材组别由低到高依次为1、2、3……。
Q960F高强度结构用调质钢板
Q960F高强度结构用调质钢板(本牌号执行标准GB/T 16270-2009)1、范围本标准规定了高强度结构用调制钢板的牌号、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志和质量证明书等。
本标准适用于厚度不大于150mm,以调质(淬火+回火)状态交货的高强度结构用钢板。
2、规范性引用文件下列文件中的条款通过本标准的引用而成本本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版本均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222 钢的成品化学成分允许偏差GB/T 223.5 钢铁及合金化学分析方法还原型硅钼酸盐光度法测定酸溶硅含量GBT/T 223.9 钢铁及合金铝含量的测定铬天青S分光光度法GB/T 223.11 钢铁及合金化学分析方法过硫酸铵氧化容量法测定铬量GB/T 223.14 钢铁及合金化学分析方法钽试剂萃取取光度法测定钒含量GB/T 223.16 钢铁及合金化学分析方法变色酸光度法测定钛含量GB/T 223.17 钢铁及合金化学分析方法二安替比林甲烷光度法测定钛含量GB/T 223.23 钢铁及合金镍含量的测定丁二酮肟分光光度法GB/T 223.26 钢铁及合金钼含量的测定硫氰酸盐分光光度法GB/T 223.40 钢铁及合金铌含量的测定氯磺酚S分光光度法GB/T 223.53 钢铁及合金化学分析方法火焰原子吸收分光光度法测定铜含量GB/T 223.54 钢铁及合金化学分析方法火焰原子吸收分光光度法测定镍量GB/T 223.58 钢铁及合金化学分析方法亚坤酸钠-亚硝酸钠滴定法测定锰量GB/T 223.59 钢铁及合金化学分析方法锑磷钼蓝光度法测定磷量GB/T 223.60 钢铁及合金化学分析方法高氯酸脱水重量法测定硅含量FB/T 223.62 钢铁及合金化学分析方法乙酸丁酯萃取光度法测定磷量GB/T 223.63 钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量GB/T 223.64 钢铁及合金锰含量的测定火焰原子吸收光谱法GB/T 223.68 钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量GB/T 223.69 钢铁及合金碳含量的测定管式炉内燃烧后气体容量法GB/T 223.76 钢铁及合金化学分析方法火焰原子吸收光谱法测定钒含量GB/T 223.78 钢铁及合金化学分析方法姜黄素直接光度法测定硼含量GB/T 228 金属材料室温拉伸试验方法(GB/T 228-2002,eqvISO6892:1998)GT/T 229 金属材料夏比摆锤冲击试验方法(GB/T 229-2007,ISO 148-1:2006,MOD)GB/T 247 钢板和钢带检验、包装、标志及质量证明书的一般规定GB/T 709 热轧钢板和钢带的尺寸、外形、重量及允许偏差GB/T 2970 厚钢板超声波检验方法GB/T 钢及钢产品的力学性能实验取样位置及试样的制备(GB/T 2975-1998,eqvISO377:1997)GB/T 4336 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 14977 热轧钢板表面质量一般要求GB/T 17505 钢及钢产品交货一般技术要求(GB/T 17505-1998,eqvISO404:1992)GB/T 20123 钢铁总碳含量的测定高频感应炉燃烧后红外吸收法(常规方法)(GB/T 20123-2006,ISO 15350:2000,IDT)GB/T 20125 低合金钢多元素的测定电感耦合等离子体发射光谱法GB/T 20126 非合金钢低碳含量的测定第2部分:感应炉(经预热)内燃烧后红外吸收法(GB/T 20126-2006,ISO 15349-2:1999,IDT)GB/T 20066 钢和铁化学成分测定用试样的取样和制样方法(GB/T 20066-2006,eqvISO14284:1996)YB/T 081 冶金技术标准的数值修约与检测数值的判定原则3、牌号命名方法钢的牌号由代表屈服强度的汉语拼音首位字母,规定最小屈服强度数值、质量等级符号(C、D、E、F)三个部分按顺序排列。
Q960E高强钢调质钢板机械性能及应用范围
Q960E高强钢调质钢板机械性能及应用范围
一、Q960E是什么材质?
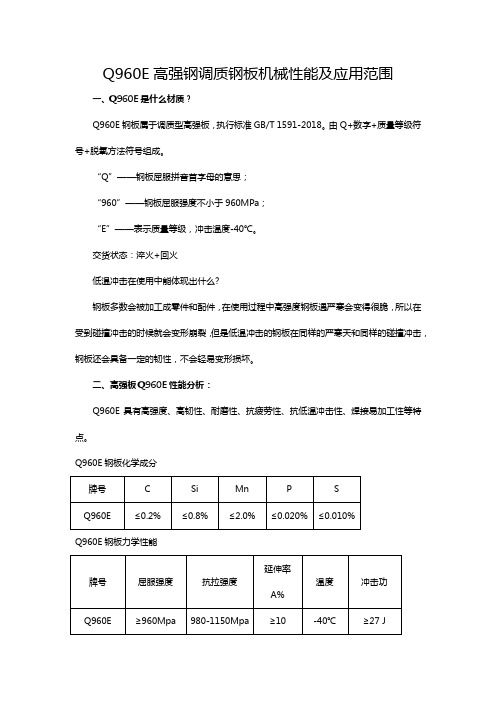
Q960E钢板属于调质型高强板,执行标准GB/T 1591-2018。
由Q+数字+质量等级符号+脱氧方法符号组成。
“Q”——钢板屈服拼音首字母的意思;
“960”——钢板屈服强度不小于960MPa;
“E”——表示质量等级,冲击温度-40℃。
交货状态:淬火+回火
低温冲击在使用中能体现出什么?
钢板多数会被加工成零件和配件,在使用过程中高强度钢板遇严寒会变得很脆,所以在受到碰撞冲击的时候就会变形崩裂,但是低温冲击的钢板在同样的严寒天和同样的碰撞冲击,钢板还会具备一定的韧性,不会轻易变形损坏。
二、高强板Q960E性能分析:
Q960E具有高强度、高韧性、耐磨性、抗疲劳性、抗低温冲击性、焊接易加工性等特点。
Q960E钢板化学成分
Q960E钢板力学性能
三、Q960E高强钢用途
Q960E钢板广泛用于矿山开采和各类工程施工用的设备,如钻机、电铲、电动轮翻斗车、挖掘机、装载机、推土机、混泥土泵车、消防云梯、各类起重机及煤矿液压支架等。
Q960E钢板优质性能也满足了很多制造业的选材要求,成为机械制造企业常用的牌号之一。
四、Q960E钢板厂家
上海频开实业有限公司位于国内现有规模较大的钢材专业市场——乐从钢铁世界,公司在上海、武汉、娄底、佛山均有现货,库存量不低于3000T,品种规格全,可按要求加工开平,可定期货。
公司经营宝钢、武钢、涟钢、山钢、湘钢、鞍钢、新余等钢厂的材料,主要有耐磨钢、高强度钢板、工程机械用钢、汽车大梁钢、冷轧高强车厢板、耐候钢、耐酸钢、中高碳钢。
Q960D钢板规格明细,Q960D钢板切割,Q960D高强度钢板

Q960D钢板规格明细,Q960D钢板切割,Q960D高强度钢板
Q960D是高强度钢板,Q960钢板的牌号分类,分别是Q960D、Q960D、Q960E、Q960F。
Q960D也可做以下技术条件。
Q960D钢板库存:#舞阳孙凡#
Q960D钢板执行标准:执行GB/T16270标准
厚度探伤可做:NB1、NB2、NB3
厚度延伸可做:Z15、Z25、Z35
Q960D钢板机械性能
屈服强度:≥960Mpa
抗拉强度:980-1150Mpa
延伸率A%:≥10
温度:-20℃
冲击功:≥27 J
Q960D钢板具有较高的抗拉强度和屈服强度,通常在淬火加回火状态下交货。
它可以应用于需要承受高压力和载荷的设备零件,如大型船舶、桥梁、电站设备、中高压锅炉、高压容器、机车车辆、起重机械、矿山机械等。
Q960D钢板规格:
Q960D 15*2500*12000
Q960D 18*2500*12000
Q960D 20*2500*12000
Q960D 25*2500*12000
Q960D 30*2500*12000
Q960D 35*2500*12000
Q960D钢板切割,Q960D钢板数控切割,Q960D钢板等离子切割,Q960D钢板激光切割
船舶及海洋工程用结构钢
管线用钢
桥梁结构用钢
锅炉及压力容器用钢
水电用钢
核电用钢。
一种960MPa高强钢焊接工艺研究
一种960MPa高强钢焊接工艺研究文章针对高空作业车行业上应用的960MPa等级的高强板进行了工艺研究,对5mm厚度的薄板类高强板进行工艺试验,探究出该种类板材的焊接工艺参数。
经拉伸及弯曲试验,同时对金相组织进行了分析确定了最为合适的工艺参数,该参数下的焊接金属力学性能最好、焊接变形小,满足使用要求。
标签:960MPa板材焊接;焊接工艺参数;CO2气保焊引言900MPa级别的高强度钢板在国内工程机械行业已得到了较快的发展的应用,而在国内高空作业车行业900MPa级别的高强钢还没有普及。
随着高空作业车行业的快速发展,大高度的作业车也是逐步上马,对900Mpa等级的高强板进行工艺研究已是迫在眉睫。
公司开发的新型高空作业车臂筒材料首次采用了900MPa级别的高强钢。
对这一级别的高强钢,我们还没有相关的使用经验,因此有必要对该级别钢板的焊接性能、折弯及机加工性能进行工艺试验,以获得相关的工艺资料为后续的生产提供第一手资料。
1 试验材料及方法1.1 试验材料分析本次试验采用Weldox960E高强板作为焊接母材,该钢板化学成分见下表1.1.1 化学成分其中C、Si、Mn、B、Nb、Cr、V、Ti、Al、Mo的元素配比经过优化,钢板的晶粒细化,令其碳当量较低、机械性能更好。
1.1.2 碳当量分析随着碳当量的增加,钢板的可焊性变差,碳当量越低钢板的焊接性能越好[1]。
当碳当量大于0.6%时焊接接头的冷裂纹敏感性将增大,焊接时需要采取预热后热等工艺措施。
采用高强板焊接钢结构时尽量减少冷裂至关重要。
Weldox960E的碳当量为0.55%,焊接性能较好。
采用如下公式计算碳当量:CEV=C+(Mo+Cr+V)/5+(Ni+Cu)/151.2 焊接工艺设定1.2.1 焊接材料的选择焊丝选用瑞典伊萨OK13.31、φ1.2mm直径焊丝,高空作业车的臂架承受动载荷,焊缝金属不仅要求有较高的强度,还要求有较高的韧性。
就焊缝金属而言,焊缝的强度越高可达到的韧性水平就越低,因此在高强钢的焊接中可以采用“低强匹配”原则来选择焊丝,即可以选择强度低于母材的焊丝,通常焊丝强度不低于母材强度的87%即可保证接头强度及韧性[2]。
WQ960E高强板执行标准及应用范围
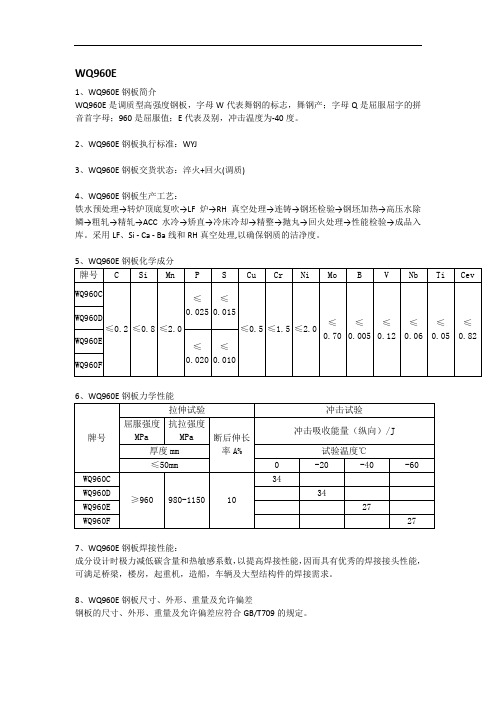
WQ960E1、WQ960E钢板简介WQ960E是调质型高强度钢板,字母W代表舞钢的标志,舞钢产;字母Q是屈服屈字的拼音首字母;960是屈服值;E代表及别,冲击温度为-40度。
2、WQ960E钢板执行标准:WYJ3、WQ960E钢板交货状态:淬火+回火(调质)4、WQ960E钢板生产工艺:铁水预处理→转炉顶底复吹→LF炉→RH真空处理→连铸→钢坯检验→钢坯加热→高压水除鳞→粗轧→精轧→ACC水冷→矫直→冷床冷却→精整→抛丸→回火处理→性能检验→成品入库。
采用LF、Si - Ca - Ba线和RH真空处理,以确保钢质的洁净度。
7、WQ960E钢板焊接性能:成分设计时极力减低碳含量和热敏感系数,以提高焊接性能,因而具有优秀的焊接接头性能,可满足桥梁,楼房,起重机,造船,车辆及大型结构件的焊接需求。
8、WQ960E钢板尺寸、外形、重量及允许偏差钢板的尺寸、外形、重量及允许偏差应符合GB/T709的规定。
9、WQ960E钢板高韧性:具有优良的低温韧性,因此可在大型的焊接结构件和低温环境中使用。
10、WQ960E调质钢加工性能:钢板可作冷加工,弯曲加工和切断加工。
气体切断时,即使不预热也不会发生裂缝。
进行预热加工时,调质钢需在回火温度以下加工。
高超的耐磨损和腐蚀性:由于含有铜,铬等合金元素,与一般钢材比较,耐腐蚀性良好,硬度也比较高,耐磨损性也良好。
11、WQ960E钢板应用范围WQ960E调质型高强钢,用于制作耐压壳件、深潮救生器、高压结构件、宇航设备、装甲车辆,制造各类工程机械,如矿山和各类工程施工用的钻机、电铲、电动轮翻斗车、矿用汽车、挖掘机、装载机、推土机、各类起重机、煤矿液压支架等机械设备及耐磨结构件。
国内生产的钢板材质表,表格中的材质都可以生产并对外销售或出口

类别牌号技术条件用途锅炉及压力容器钢板Q245R、Q345R、Q370R、Q420R、16MnDR、18MnMoNbR、13MnNiMoR、15CrMoR、14Cr1MoR、12Cr2Mo1R、12Cr1MoVR、12Cr2Mo1VR、07Cr2AlMoR、07MnMoVR、07MnNiVDR、07MnNiMoDR、12MnNiVR、16MnDR、09MnNiDR、15MnNiDR、15MnNiNbDR、08Ni3DR、06Ni9DR、9Ni590B、SB410、SB450、SB480、SPV235、SPV315、SPV355、SPV410、SPV450、SPV490、SGV410、SGV450、SGV480、SBV1A、SBV1B、SBV2、SBV3、SEV245、SEV295、SEV345、HⅠ、HⅡ、17Mn4、19Mn6、15Mo3、16Mo3、13CrMo4-4、13CrMo4-5、10CrMo9、11CrMo9、10CrMo9-10、CCS/410A、CCS/410B、CCS/490B、1Cr0.5Mo、2.25Cr1Mo(2-1/4Cr1Mo)、2.25Cr1Mo0.25V、2.25Cr1Mo0.3V、1.25Cr0.5MoSi、1.25Cr0.5Mo、3.5Ni、5Ni、9Ni、KP42、KP46、KP49、SA203GrA、SA203GrB、SA203GrC、SA203GrD、SA203GrE、SA204MGrA、SA204MGrB、SA204MGrC、SA285GrA、SA285GrB、SA285GrC、SA299GrA、SA299GrB、SA302BrA、SA302BrB、SA302BrC、SA302BrD、SA387Gr2、SA387Gr5、SA387Gr11(CL1、CL2)、SA387Gr12(CL1、CL2)、SA387Gr22(CL1、CL2)、SA387Gr91(CL1、CL2)、SA387Gr92、SA387Gr9、SA515Gr60、SA515Gr65、SA515Gr70、SA516Gr60、SA516Gr65、SA516Gr70、SA537CL1、SA537CL2、SA533GrB、SA612M、SA662GrA、SA662GrB、SA662GrC、SA737GrA、SA737GrB、SA737GrC、SA738GrA、SA738GrB、SA738GrC、SA841GrD、P235GH、P265GH、P275NH、P275NL、P275NL1、P295GH、P355N、P355NH、P355GH、P355NL1、P355NL2、P460NH、P460NL1、P460NL2、P690QL1、A573Gr70、12Ni14、X7Ni9、X8Ni9、A42、A52、A48、07Cr2AlMoRE、13MnNiMo5-4、BHW35、DIWA353、DIWA373、20MnNiMo、20MnMoNi55、20MnMoR、25CrMoVA、TC128GrB、A48CPR、AISI4140、410B、B61N-S临氢CrMo钢:临氢14Cr1MoR、14Cr1MoR(H)、临氢15CrMoR、15CrMoR(H)、临氢12Cr2Mo1R、12Cr2Mo1R(H)、临氢12Cr2Mo1VR、12Cr2Mo1VR(H)、SA387Gr11CL2(H)、SA387Gr12CL2(H)、SA387Gr22CL2(H)等抗氢钢:Q245R(HIC)、Q245R(R-HIC)、Q345R(HIC)、Q345R(R-HIC)、SA516Gr70(HIC)、SA516Gr70(R-HIC)等GB/T 713GB 19189GB/T 3531Q/WTB专用技术条件GB24510JIS G3103JIS G3115JIS G3118JIS G3119JIS G3124DIN 17155CCS、ABS、BV、VL(DNV-GL)、LR、KR、RINA、NKASME/ASTMEN10028-2EN10025-3EN10028-4NFA36-205专用技术条件主要用于制造50立方米以上的球型贮罐,也可用于制造单层卷焊容器、多层热套卷焊容器、多层包扎容器等二、三类容器及低温压力容器。
bs960e高强钢激光-电弧复合高速焊接接头组织及性能研究
高强钢激光电弧复合高速焊接接头组织及性能研究李斌1,朱勇辉1,邓林2,马彦龙2(1.中国核动力研究设计院,四川成都610213;2.西南交通大学材料科学与工程学院,四川成都610031)摘要:采用激光-电弧复合技术焊接BS960E高强钢板材,以探索高强度合金钢的焊接接头组织及性能。
采用扫描电子显微镜表征焊缝组织及断口形貌,结果显示:采用直径1.2mm的90G型焊丝焊接,对应的接头组织主要为板条贝氏体,少量马氏体和MA组元,热影响区组织以板条马氏体为主。
焊缝接头抗拉强度为1117.13MPa,延伸率为11.82%;焊缝冲击吸收功为23J,冲击断口主要呈现韧窝状形貌,热影响区冲击吸收功为14J,冲击断口主要以准解理断裂为主。
关键词:BS960E;激光-电弧复合焊中图分类号:TG456.7文献标志码:A文章编号:1001-2303(2020)05-0072-05 DOI:10.7512/j.issn.1001-2303.2020.05.15本文参考文献引用格式:李斌,朱勇辉,邓林,等.BS960E高强钢激光-电弧复合高速焊接接头组织及性能研究[J].电焊机,2020,50(5):72-76.收稿日期:2020-04-11;修回日期:2020-04-28作者简介:李斌(1981—),男,硕士,高级工程师,主要从事特种焊接工艺的科研管理工作。
E-mail:383164381@。
0前言高强钢广泛应用于工程机械、轨道交通、船舶、车辆等领域,由于各行业都朝着高参数化和轻型化方向发展,因此更高强度级别的高强钢需求量大大增加。
目前各行业用钢主要集中在700MPa级以下,已不适应当前行业发展需求,1000MPa级及其以上强度钢的出现极大地满足了各领域发展需求。
然而随着钢材强度等级的增加,其焊接性变差,传统焊接方法的焊接接头易出现冷裂纹、热影响区脆化、软化等问题[1]。
激光复合焊接技术具有焊接效率高、热出入低、焊接变形小、装配间隙敏感性小等特点,可有效抑制焊接接头冷裂敏感性等问题[2]。
Q960E高强度调质钢焊接工艺研究

注 :C e q =C + Mn / 6 + ( C r + V+ Mo ) / 5 +( C u + Ni ) / 1 5
表2 Q 9 6 0 E钢板质保 书力学 性能 拉 伸性 能
钢 号
Q9 6 0 E Q9 6 0 E
冲击 性能 ( . 4 0  ̄ C)J
厚度
屈服 ( MP a ) 抗 拉( MP a ) 伸 长 率/ %
F Kl 0 0 0( O E RL I KO N) ,气 体采 用 富氩保 护 气 行 了预 热 1 4 0  ̄ C和 室温 ( 1 5 ℃)两种 条 件 下进 分别在 1 0 0  ̄ C、 1 2 0  ̄ C、1 5 0  ̄ C三 种 预 热 温 度 焊 准 规 定进 行 HV ( 1 0 )硬 度 测定 。试验 结果 见
1 2 mm 2 0 mm 1 0 2 6 1 0 0 9 1 0 6 8 ,7 5 ,7 7 8 8 ,6 1 ,8 4
均 值
8 3 7 8
1 5 1 5
3 4— —
为 了获得 良好 的低 温冲 击 韧性 ,所 以试 验采 用 接 头 良 好 的 低 温 冲 击 吸 收 功 。试 验 选 用
3 .焊接工 艺
载强度角度 来看 ,“等强 匹配 ” 为最佳 选择 , 但 “ 等强 匹配 ”的焊 缝韧性储 备可 能不够 , 极 易产 生裂 纹 ,焊缝 强度越高 ,可达到 的韧性就 越低 ,
3 . 1 焊接方法
高强度钢 的焊接 方法 的选 取 [ 1 】 ,大都 采用
焊接热 输入密度 集 中、 效率 高、 熔池保 护及脱 氢
焊, 也有采 用焊条 电弧焊 、 埋弧焊 和激光焊 等焊
高强 度钢 因其优 异 的性 能和显 著 的经济 效 接 方法 ,根据 我们 公 司 的生产 条件 及 产 品的特 益 ,越 来 越多 的应 用 在交 通运 输机 械 、工程 机 点 , 选 用 富氩 的混合 气体保护焊 进行试 验 。
Q960E高强度工程机械钢板

Q960E属于调质型高强度钢板,多于用大型工程机械制造,具有高屈服强度、高抗拉强度特点。
那么Q960E高强度工程机械钢板哪家好呢?本文为您推荐南京和菱贸易有限公司。
调质钢:碳含量0.3-0.5,并含有一种或几种合金元素,具有较低或中等的合金化程度。
钢中合金元素的作用主要是提高钢的淬透性和保证零件在高温回火后获得预期的综合性能。
热处理工艺是在临界点以上一定温度加热后淬火成马氏体,并在500℃-650℃回火。
热处理后的金相组织是回火索氏体。
这种组织具有强度、塑性和韧性的良好配合。
除一般的冶金方面的低倍和高倍组织要求处,主要为钢的力学性能以及与工作可靠性和寿命密切相关的冷脆性转变温度、断裂韧性和疲劳抗力等。
在特定条件下,还要求具有耐磨性、耐蚀性和一定的抗热性。
由于调质钢最终采用高温回火,能使钢中应力完全消除,钢的氢脆破坏倾向性小,缺口敏感性较低,脆性破坏抗力较大,但也存在的高温回火脆性。
大多数调质钢为中碳合金结构,屈服强度(σ0.2)在490-1200Mpa。
以焊接性能为突出要求的调质钢,为低碳合金结构钢,屈服强度(σ0.2)一般为490-800Mpa,有很高的塑性和韧性。
少数沉淀硬化型调质钢,屈服强度(σ0.2)可到1400Mpa以上,属高强度和超高强度调质钢。
以上就是关于Q960E的相关介绍,有需要的客户欢迎致电那宁和菱贸易有限公司进行咨询。
南京和菱贸易有限公司,位于六朝古都南京的鼓楼区中储生产资料市场,为钢材市场诚信单位,公司地理位置优越,交通便利。
我公司资源丰富,价格合理,服务周到,可按照客户要求,加工开平,可待定期货。
材料位于钢厂内,钢厂外仓库为洪申库,方瑞库,中储库,西马船厂库等各大仓库。
公司主要经销:宝钢、涟钢、武钢、马钢、南钢、太钢等大钢厂产品。
产品主要包括:耐磨钢(热处理钢板)、高强度工程机械用钢(单张回火调制钢板)等;汽车大梁钢;搅拌车筒体及叶片用钢;耐候钢,耐酸钢;中高碳钢;双相钢;管线钢等。
工程机械钢板q960d焊接工艺参数的研究
工程机械钢板q960d焊接工艺参数的研究1.引言工程机械钢板q960d是一种高强度、高韧性的材料,广泛应用于建筑、桥梁、船舶及机械制造等行业。
在实际生产中,对于q960d钢板的焊接工艺参数研究显得尤为重要。
本文将从深度和广度的角度展开,探讨工程机械钢板q960d焊接工艺参数的研究。
2. 工程机械钢板q960d的基本概况q960d是一种非常特殊的高强度、高韧性钢材,具有优良的冷弯性能和焊接性能。
因其优异的性能,q960d被广泛应用于工程机械领域。
然而,由于其高强度和特殊的化学成分,q960d的焊接工艺参数需要经过深入研究和探讨。
3. 工程机械钢板q960d焊接工艺参数的影响因素(1)材料的化学成分和组织结构q960d的化学成分和组织结构对焊接工艺参数有着重要的影响。
其中,碳含量、硅含量、锰含量、磷含量等元素的含量以及晶粒度的大小都会对焊接产生一定影响。
(2)焊接电流和电压焊接电流和电压是决定焊接热输入量的重要参数。
对于q960d这样的高强度钢材,合理的电流和电压能够有效控制热输入,保证焊接接头的质量。
(3)焊接速度焊接速度对焊接过程中的热影响区和冷却速度都有着直接影响。
合适的焊接速度能够有效控制焊接热影响区的尺寸,减少焊接产生的变形和裂纹。
4. q960d焊接工艺参数的研究进展近年来,国内外学者对q960d钢板的焊接工艺参数进行了大量研究。
通过对不同焊接参数下焊接接头的组织结构、力学性能以及断裂形态的分析,学者们逐渐总结出一套较为完善的q960d焊接工艺参数研究方法。
5. 个人观点和理解作为文章写手,我在撰写本文时深入研究了工程机械钢板q960d焊接工艺参数的相关文献,对这一主题有了更加深刻的理解。
我认为,随着科学技术的不断发展,对于工程机械钢板q960d焊接工艺参数的研究将会更加深入,为相关行业的生产和发展提供更好的支持。
6. 总结本文从工程机械钢板q960d的基本概况、焊接工艺参数的影响因素、研究进展以及个人观点等多个方面全面论述了q960d焊接工艺参数的研究。
Q1100E技术标准Q1100E化学成分Q1100E炼钢工艺
Q1100E技术标准Q1100E化学成分Q1100E炼钢工艺
Q1100E钢板简介
Q1100E调质高强钢,这种超高强钢板被广泛应用于建筑及桥梁、工程及矿山机械、车辆结构、集装箱等制造行业。
Q1100E钢板具有优良的成形性,不同强度级别钢板均能够冷加工成形;良好的焊接性,钢板具有低焊接裂纹敏感性,焊接接头的性能优良;良好的低温冲击韧性等特性。
Q1100E钢板技术标准:GB/T 28909-2012
Q1100E钢板热处理交货状态:Q+T、淬火+回火、调质
Q1100E钢板化学成分熔炼分析
Q1100E钢板力学性能
Q1100E钢板炼钢工艺
原料(废钢、生铁和铁水)——电炉( 100吨电弧炉冶炼)、转炉——LF炉钢水精炼处理——VD或VOD炉钢水真空处理——模铸( 多种键型模铸线)或连铸(大型板坯连铸机);(一钢锭重熔处理50吨板坯式电渣炉)——加热(连续炉和均热炉)——钢板轧制( 4100和4200mm 轧机)——钢板热处理(正火回火调质)——钢板切割检验——入库。
高强度调质钢XG960E的开发
邱福祥
摘 要
介 绍了湘钢 高强 度调质钢板 X 9 0 G 6 E的开发 , 括成 分设计原则 、 包 生产工 艺控制要点 、 板组织 钢
形 貌 、 物 性 能 及 焊 接性 能 评 定 等 。X 90 实 G 6 E钢 板 具 有 高 强 度 、 韧 性 和 良好 的焊 接 性 能 , 制 造 大 型 风 机 叶 高 是
≤ O. 0 7
≤0. 8 0
≤O. 6 0
≤O0 .3
≤O 0 .3
≤O. 0 3 ≤O 5 .0
05 .9
注 :e C q=C+Mn6+( r o+V)5+( i u / 5+V I 5 / C +M / N +C ) 1 / O+ B
表 2 XG 6 E钢 的 力 学 性 能 要 求 90
0 前 言
1 主要技 术要求 1 1 化学 成分 .
为满足 国 内市 场 的需 求 , 近年来 , 湘钢 加大 了 新 产 品开 发 力 度 , 功 开 发 了 屈 服 强 度 为 8 0 成 9
借鉴 国 内外该 钢生 产 实践 , 合 湘 钢 的设 备 结
及工 艺情况 , 确定 了 X 9 0 G 6 E钢 的化 学成 分 , 见表
成 分设计 采用在 碳 、 固溶 强化 的基 础上 进 行 微 锰
合 金化 , 通过合 适 的碳 锰 含 量来 降低 对韧 性 和焊
接 性能影 响最 大 的碳 当量 , 保 在 中碳 含 量 情 况 确
下 仍能获 得高 的韧性 , 最终 保证优 良的综 合性 能 。
微合 金化元 素 主要是 N 、 T 、 通 过控 轧 控 冷 b V、 iB,
p 1 ra d tep s igrd o ih —e d h da l u p r a d teb o f ag bl rn . e1 n h uhn o fhg . e n y rui s p otn h o m o lremo i ca e c e
高强度钢材料型号
高强度钢材料型号
高强度钢材料型号是指钢材的牌号或型号,用于表示其有着高强度的
特性。
高强度钢是通过添加合金元素或改变制造工艺来实现的,可用
于制造各种领域的材料。
以下是几种常见的高强度钢材料型号:
1. Q345B:Q表示钢材的拉伸强度等级为“高强度”;345表示钢材的最小屈服强度为345 MPa;B表示钢材的冷弯性能等级为“普通”。
Q345B常用于建筑结构、桥梁、车辆、船舶等领域。
2. S960QL:S表示钢材为结构钢;960表示钢材的最小屈服强度为960 MPa;QL表示钢材的冷弯形式为低温冲击韧性。
S960QL非常适用于直升机起落架、桥梁、海洋工程等领域。
3. GR70:GR表示钢材为高温和高压容器用钢;70表示钢材的最小屈服强度为70 ksi(482 MPa)。
GR70常用于制造压力容器、锅炉等
高强度设备。
4. AH36:AH表示钢材为轮船用钢材;36表示钢材的屈服强度为36 ksi(248 MPa)。
AH36常用于船体结构、舾装等领域。
总的来说,高强度钢材料型号的选择应根据不同用途和要求来确定。
诸如屈服强度、冷弯性能等因素都需要考虑。
在实际应用中,我们需
要充分利用高强度钢材的优势,同时也要注意其加工难度、焊接性能、防腐性等方面的问题。
Q800E高强度调制钢板
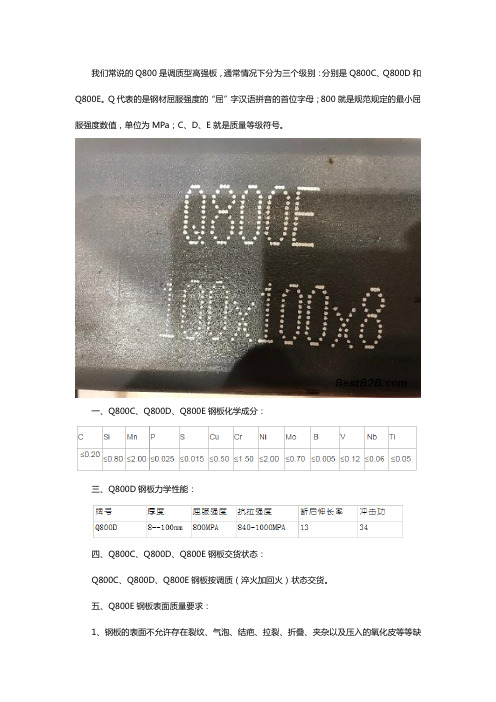
我们常说的Q800是调质型高强板,通常情况下分为三个级别:分别是Q800C、Q800D和Q800E。
Q代表的是钢材屈服强度的“屈”字汉语拼音的首位字母;800就是规范规定的最小屈服强度数值,单位为MPa;C、D、E就是质量等级符号。
一、Q800C、Q800D、Q800E钢板化学成分:
三、Q800D钢板力学性能:
四、Q800C、Q800D、Q800E钢板交货状态:
Q800C、Q800D、Q800E钢板按调质(淬火加回火)状态交货。
五、Q800E钢板表面质量要求:
1、钢板的表面不允许存在裂纹、气泡、结疤、拉裂、折叠、夹杂以及压入的氧化皮等等缺
陷。
钢板不得有分层。
如有上述表面缺陷,允许清理,清理深度从钢板实际尺寸算起,不得超过钢板厚度公差之半,并应保证钢板的最小厚度。
2、允许有不妨碍使用的薄层氧化皮、铁锈、以及由于氧化铁皮脱落所引起的粗糙、划痕和轧辊造成的网纹缺陷等。
但缺陷深度从钢板实际尺寸算起,不得超过钢板厚度允许公差之半,并应保证钢板的最小厚度。
如果您也有这方面的需要,可以直接与我们取得联系。
南京和菱贸易有限公司资源丰富,价格合理,服务周到,可按照客户要求,加工开平,可待定期货。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Q960E高强度结构用调质钢板
(本牌号执行标准GB/T 16270-2009)
1、范围
本标准规定了高强度结构用调制钢板的牌号、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志和质量证明书等。
本标准适用于厚度不大于150mm,以调质(淬火+回火)状态交货的高强度结构用钢板。
2、规范性引用文件
下列文件中的条款通过本标准的引用而成本本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版本均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222 钢的成品化学成分允许偏差
GB/T 223.5 钢铁及合金化学分析方法还原型硅钼酸盐光度法测定酸溶硅含量
GBT/T 223.9 钢铁及合金铝含量的测定铬天青S分光光度法
GB/T 223.11 钢铁及合金化学分析方法过硫酸铵氧化容量法测定铬量
GB/T 223.14 钢铁及合金化学分析方法钽试剂萃取取光度法测定钒含量
GB/T 223.16 钢铁及合金化学分析方法变色酸光度法测定钛含量
GB/T 223.17 钢铁及合金化学分析方法二安替比林甲烷光度法测定钛含量
GB/T 223.23 钢铁及合金镍含量的测定丁二酮肟分光光度法
GB/T 223.26 钢铁及合金钼含量的测定硫氰酸盐分光光度法
GB/T 223.40 钢铁及合金铌含量的测定氯磺酚S分光光度法
GB/T 223.53 钢铁及合金化学分析方法火焰原子吸收分光光度法测定铜含量
GB/T 223.54 钢铁及合金化学分析方法火焰原子吸收分光光度法测定镍量
GB/T 223.58 钢铁及合金化学分析方法亚坤酸钠-亚硝酸钠滴定法测定锰量
GB/T 223.59 钢铁及合金化学分析方法锑磷钼蓝光度法测定磷量
GB/T 223.60 钢铁及合金化学分析方法高氯酸脱水重量法测定硅含量
FB/T 223.62 钢铁及合金化学分析方法乙酸丁酯萃取光度法测定磷量
GB/T 223.63 钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量
GB/T 223.64 钢铁及合金锰含量的测定火焰原子吸收光谱法
GB/T 223.68 钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量
GB/T 223.69 钢铁及合金碳含量的测定管式炉内燃烧后气体容量法
GB/T 223.76 钢铁及合金化学分析方法火焰原子吸收光谱法测定钒含量
GB/T 223.78 钢铁及合金化学分析方法姜黄素直接光度法测定硼含量
GB/T 228 金属材料室温拉伸试验方法(GB/T 228-2002,eqvISO6892:1998)
GT/T 229 金属材料夏比摆锤冲击试验方法(GB/T 229-2007,ISO 148-1:2006,MOD)
GB/T 247 钢板和钢带检验、包装、标志及质量证明书的一般规定
GB/T 709 热轧钢板和钢带的尺寸、外形、重量及允许偏差
GB/T 2970 厚钢板超声波检验方法
GB/T 钢及钢产品的力学性能实验取样位置及试样的制备(GB/T 2975-1998,eqvISO377:1997)
GB/T 4336 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)
GB/T 14977 热轧钢板表面质量一般要求
GB/T 17505 钢及钢产品交货一般技术要求(GB/T 17505-1998,eqvISO404:1992)
GB/T 20123 钢铁总碳含量的测定高频感应炉燃烧后红外吸收法(常规方法)(GB/T 20123-2006,ISO 15350:2000,IDT)
GB/T 20125 低合金钢多元素的测定电感耦合等离子体发射光谱法
GB/T 20126 非合金钢低碳含量的测定第2部分:感应炉(经预热)内燃烧后红外吸收法(GB/T 20126-2006,ISO 15349-2:1999,IDT)
GB/T 20066 钢和铁化学成分测定用试样的取样和制样方法(GB/T 20066-2006,
eqvISO14284:1996)
YB/T 081 冶金技术标准的数值修约与检测数值的判定原则
3、牌号命名方法
钢的牌号由代表屈服强度的汉语拼音首位字母,规定最小屈服强度数值、质量等级符号(C、D、E、F)三个部分按顺序排列。
示例:Q96E
Q-钢材屈服强度的“屈”字汉语拼音的首位字母;
960—规定最小屈服强度数值,单位MPa;
E—质量等级符号;
4、订货所需信息
订货时用户需提供以下信息
a)本标准牌号;
b)牌号;
c)尺寸;
d)交货状态;
e)边缘状态;
f)重量;
g)用途;
h)其他要求。
5、尺寸、外形、重量及允许偏差
5.1、钢板的尺寸、外形、重量及允许偏差应符合GB/T 709的规定。
5.2、经供需双方协议,可供应其他尺寸、外形及允许偏差的钢板。
6、技术要求
6.1、牌号和化学成分
6.1.1、钢的牌号、化学成分(熔炼分析)和碳当量CEV应符合表1的规定。
6.1.2、根据需方要求,经供需双方协商并在合同中注明,可以提供碳当量CET,
CET=C+(Mn+Mo)/10+(Cr+Cu)/20+Ni/40。
6.1.3、成品钢板的化学成分允许偏差应符合GB/T 222的规定。
6.2、冶炼方法
由氧气转炉或电炉冶炼。
6.3、交货状态
钢板按调质(淬火+回火)状态交货。
6.4、力学性能和工艺性能
6.4.1、钢板的力学性能和工艺性能应符合表2的规定。
6.4.2、夏比摆锤冲击功,按一组三个试样算数平均值计算,允许其中一个试样单个值低于表2规定值,但不得低于规定值的70%。
表1
b 钢中至少应添加Nb 、Ti 、Al 中的一种细化晶粒元素,其中至少一种元素的最小量为0.015%
(对于Al 为
C CEV=C+Mn/6+(Cr+Mo+V )/5+(Ni+Cu )/15。
)
表2
b 当屈服现象不明显时,采用Rpo.2。