光滑极限量规表(全)内孔 外圆
第5章 光滑极限量规
下一页 返回
表5-1光滑极限量规公差T和通规公差带的中心到工件最大实体尺寸之间 的距离Z 值
返回
5.3 量规公差与量规公差带
(4)工作量规的形位公差的尺寸与形状公差间的关系应遵守包容要 求.形状公差取值为t=T/2 (5)工作量规的表面粗糙度Ra值一般取0.025~0.4μm如表5-2所示 2 校对量规的公差 (1)校对量规公差Tp,校对量规公差取值为Tp=T/2 (2)Tp的位置.对于TT规ZT规,Tp在T 的中心以下:对于TS规,Tp 在轴工件公差的最大实体尺寸线MMS以下. (3)校对量规的形位公差.校对量规形位公差与其尺寸公差间的关系 遵守包容要求. (4)校对量规的表面粗糙度Ra值.取值比工作量规要小,约占工作量 规表面粗糙度Ra值的1/2 3量规公差带 光滑极限量规中的工作量规,校对量规的公差带如图5-2所示
下一页 返回
图5-3 孔,轴用量规的型式
返回
5.4 光滑极限量规的设计
但在实际应用中,极限量规常偏离上述原则. 例如,为了用标准化的量规,允许通规长度小于结合面的全长; 对于尺寸大于100mm的孔,用全形塞规通规很笨重,不便使用, 允许用不全形塞规;环规通规不能检验正在顶尖上加工的工件及 曲轴m允许用卡规代替;检验小孔的塞规止规,常用便于制造的 全形塞规;刚性差的工件,由于考虑受力变形,常用全形塞规或 环规 如图5-4(a)图5-4(b)所示分别为孔用和轴用量规在不同尺寸段的型 式.必须指出,只有在保证被检验工件的形状误差不致影响配合性 质的前提下,才允许用偏离极限尺寸判断原则的量规
上一页 下一页 返回
5.4 光滑极限量规的设计
光滑极限量规教程(塞规-检具)
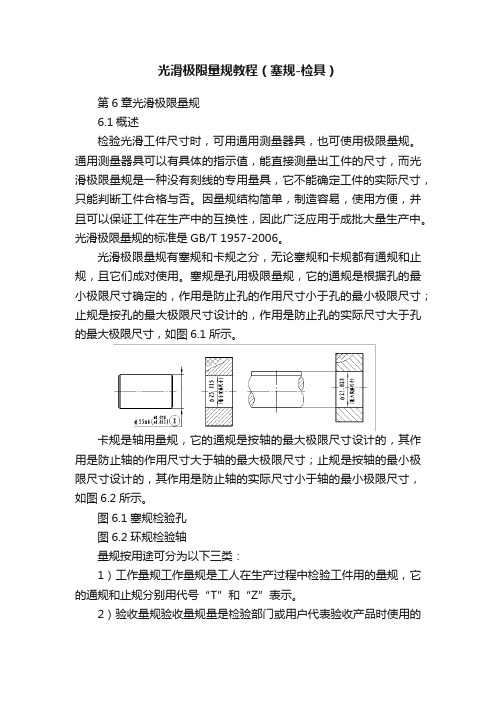
光滑极限量规教程(塞规-检具)第6章光滑极限量规6.1概述检验光滑工件尺寸时,可用通用测量器具,也可使用极限量规。
通用测量器具可以有具体的指示值,能直接测量出工件的尺寸,而光滑极限量规是一种没有刻线的专用量具,它不能确定工件的实际尺寸,只能判断工件合格与否。
因量规结构简单,制造容易,使用方便,并且可以保证工件在生产中的互换性,因此广泛应用于成批大量生产中。
光滑极限量规的标准是GB/T 1957-2006。
光滑极限量规有塞规和卡规之分,无论塞规和卡规都有通规和止规,且它们成对使用。
塞规是孔用极限量规,它的通规是根据孔的最小极限尺寸确定的,作用是防止孔的作用尺寸小于孔的最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸大于孔的最大极限尺寸,如图6.1所示。
卡规是轴用量规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的作用尺寸大于轴的最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺寸小于轴的最小极限尺寸,如图6.2所示。
图6.1塞规检验孔图6.2环规检验轴量规按用途可分为以下三类:1)工作量规工作量规是工人在生产过程中检验工件用的量规,它的通规和止规分别用代号“T”和“Z”表示。
2)验收量规验收量规量是检验部门或用户代表验收产品时使用的量规。
3)校对量规校对量规是校对轴用工作量规的量规,以检验其是否符合制造公差和在使用中是否达到磨损极限。
6.2量规设计6.2.1极限尺寸判断原则(泰勒原则)单一要素的孔和轴遵守包容要求时,要求其被测要素的实体处处不得超越最大实体边界,而实际要素局部实际尺寸不得超越最小实体尺寸,从检验角度出发,在国家标准“极限与配合”中规定了极限尺寸判断原则,它是光滑极限量规设计的重要依据,阐述如下:孔或轴的体外作用尺寸不允许超过最大实体尺寸。
即对于孔,其体外作用尺寸应不小于最小极限尺寸;对于轴,其体外作用尺寸不大于最大极限尺寸。
任何位置上的实际尺寸不允许超过最小实体尺寸。
光滑极限量规设计

四、量规设计
放图5-9
量规型式的选择
测孔时可用下列型式的量规 全形塞规 (2)不全形塞规 片状塞规 (4)球端杆规
01
测轴时,可用下列型式的量规 环规 (2)卡规
02
按照GB推荐
1、量规型式的选择
从《公差与配合》中查得被检工件的极限偏差。
画出量规公差带图
由表5-8查出工作量规的T和Z。 按工作量规T确定工作量规的形状公差和校对量规的制造公差。
误废: 当Da<Dmax 0~3μm,测量误差可能为+3μm 将合格品误判为废品而误废!
0
φ25
+
-
H8
+33
最小生产公差
-3
+3
+30
+36
误废
误收
误收
5.2用普通计量器具检验
普通计量器具——指带有刻度的变值测量器具,如游标卡尺、千分尺及车间使用的比较仪等。这类量仪通用性强,使用范围广,一般采用两点法测量工件的实际尺寸。
合格性的条件:通规“通”,止规“止”,二者缺一不可。
塞规
卡规
2、种类
(1)工作量规:操作工人检验工件时使用的量规; (2)验收量规:检验部门和用户代表验收产品时使用的; (3)校对量规:用来检验在制造和使用过程中轴用工作量规的量规。它又分为三种:
“校通-通”量规(TT)—检验轴用量规通规; “校止-通”量规(ZT)—检验轴用量规止规; “校通-损”量规(TS)—检验轴用量规通规磨损极限。
第五章 光滑工件尺寸的检验
PLEASE ENTER YOUR TITLE HERE
概述 用普通计量器具检验 光滑极限量规
5.1概述
误收 误废
光滑极限量规设计计算表.xls

0.011 T 值 0.006 Z 值 0.008 工件公差 .036~.057 57~89 0.0125 大于315 (Z+T/2)值 0.0089 至500 T 值 0.0054 0.007 Z 值 0.0062 0.009 大于250 至315
(Z+T/2)值
0.008 0.0048 0.0056
0.1225 0.045 0.1 0.135 0.05 0.11
890~1400 1400~2300
塞规(止) 0 0.0032
磨损极限 109.992
卡规(止) 0.0038 0
磨损极限 166.667
基本尺寸 孔上偏差 孔下偏差 110 0.017 -0.008
(Z+T/2)值
塞规(止) 110.017
0.0054
基本尺寸 轴上偏差 轴下偏差 166.65 0.017 -0.008
(Z+T/2)值
查表T值 0.0038
查表Z值 0.0044
0.0063
卡规(通) 0.0038 166.6607 0
0.015 0.021 0.028 0.04 0.055 0.008 0.01 0.012 0.016 0.02 0.011 0.016 0.022 0.032 0.045 89~140 140~230 230~360 360~570 570~890 0.0165 0.0235 0.032 0.045 0.061 0.009 0.011 0.014 0.018 0.022 0.012 0.018 0.025 0.036 0.05 孔用量规各尺寸一览 塞规(通) 查表T值 查表Z值 0 0.0032 0.0038 109.9974 0.0032 轴用量规各尺寸一览
光滑极限量规

测量孔的塞规
Dmax
Dmin
通规 检验孔的塞规
止规
如果 塞规的通端(最大实体尺寸Dmin)通过检验孔 塞规的通端(最大实体尺寸 )通过检验孔; 止端(最小实体尺寸Dmax)未通过 止端(最小实体尺寸 ) 则孔合格。 则孔合格。
测量轴的卡规
dmax
T
通规
测量轴的卡规
如果 通端(最大实体尺寸dmax)通过检验轴 通过检验轴; 通端(最大实体尺寸 通过检验轴 止端(最小实体尺寸dmin)未通过 止端(最小实体尺寸 ) 则轴合格。 则轴合格。
Φ 20.0067 Φ 20.0330
(0+ 0.033 )
Φ 20.0067 0 0.0034 Φ 20.0330 0 0.0034
Φ 19 . 9574 Φ 19 . 9590 Φ 19 . 9766 Φ 19 . 9602 Φ 19 . 9800
+ 0 . 0024 0 + 0 . 0024 0 0 0 . 0012 0 0 . 0012 0 0 . 0012
第四章 光滑极限量规
光滑极限量规是指检验孔和轴用的极限量规。 光滑极限量规标准适用于检验国标《极限与配合》 中规定的基本尺寸至500mm,公差等级IT6~ IT16的孔和轴
《光滑工件尺寸的检验》(GB/T3177-1997) 光滑工件尺寸的检验》 GB/T3177-1997) 《光滑极限量规》(GB/T1957-1981) 光滑极限量规》 GB/T1957-1981)
dmin
Z
止规
二、光滑极限量规的分类
用的量规。通规T,止规Z。 验收量规: 验收量规:用于验收部门检验产品所用。
工作量规: 工作量规:工件在制造时,操作者检验工件所使
光滑极限量规的设计

对于孔
DDafe
Dl Du
对于轴
d fe
d
a
du dl
三、量规设计原理——泰勒原则
量规的设计应符合泰勒原则(极限尺寸判断原则)。 (1)量规的基本尺寸 通规的基本尺寸应等于工件的最大实体
尺寸(DM或dM);止规的基本尺寸应等于工件的最小实体尺 寸(DL或dL)。
(2)量规的形状要求 通规用来控制工件的作用尺寸,它的测 量面应是与孔或轴形状相对应的完整表面,且测量长度等于 配合长度,因此,通规通常制成全形量规。 止规用来控制工件的实际尺寸,接触面应是点状的,测量长 度可短些,。
四、工作量规的公差带
四、工作量规的公差带
1. 制造公差 国家标准规定量规的公差带不得超出工件的公差带。通 规的制造公差带对称于Z值(称为公差带位置要素,见表 6-1),其允许磨损量以工件的最大实体尺寸为极限值; 止规的制造公差带是从工件的最小实体尺寸算起,分布在 尺寸公差带之内。其公差带分布如图6-3所示。
六、工作量规设计 ③ 工作量规的极限偏差计算
六、工作量规设计
④ Φ30H8/f7孔与轴用量规工作图
图6-6 塞规简图
六、工作量规设计
④ Φ30H8/f7孔与轴用量规工作图
图6-7 卡规简图
六、工作量规设计
工作量规的设计步骤: (1)根据被检工件的尺寸大小和结构特点等因素选择量 规的结构形式。 (2)根据被检工件的基本尺寸和公差等级查出量规的位 置要素Z和制造公差T,画出量规公差带图,计算量规工作尺 寸的上、下偏差。 (3)查出量规的结构尺寸,画量规工作图,标注尺寸及 技术要求。
六、工作量规设计
四、工作量规的公差带
量规是专用检验工具,它的制造精度要求比被检验工件更 高,公差等级一般在7级以上。工作量规“通规”,除规 定制造公差外,还规定了磨损极限;工作量规“止规”, 由于不经常通过被测工件,磨损较少,故未规定磨损公差。 工作量规“通规”的制造公差带对称于Z值,其磨损极限 与工件的最大实体尺寸重合。
孔轴光滑极限量规表

孔、轴用光滑极限量规表孔、轴用光滑极限量规表 D (mm ) 公差等级IT6 IT7 IT8IT9IT10 IT11IT12IT13IT140至3工件公差.006~.0110~14 14~25 25~40 40~60 60~100 100~140 140~250 250~400 (Z+T/2)值 0.00150.0022 0.0028 0.004 0.0052 0.0075 0.011 0.017 0.0245 T 值 0.001 0.0012 0.0016 0.002 0.0024 0.003 0.004 0.006 0.009 Z 值 0.0010.0160.0020.0030.004 0.0060.0090.0140.02大于3至6工件公差.008~.012 12~1818~30 30~48 48~75 75~120 120~180 180~300 300~480 (Z+T/2)值 0.0020.0027 0.0036 0.0052 0.0065 0.01 0.0135 0.0195 0.0305 T 值 0.0012 0.0014 0.0020.00240.003 0.004 0.005 0.007 0.011 Z 值 0.00140.002 0.0026 0.004 0.005 0.008 0.011 0.016 0.025 大于6至10工件公差.009~.015 15~22 22~36 36~58 58~90 90~150 150~220 220~360 360~580(Z+T/2)值 0.00230.0033 0.0044 0.0064 0.0078 0.0115 0.016 0.024 0.0365 T 值 0.00140.0018 0.0024 0.0025 0.0036 0.005 0.006 0.008 0.013 Z 值 0.00160.0024 0.0032 0.005 0.006 0.009 0.013 0.02 0.03 大于10至18工件公差.011~.018 18~27 27~43 43~70 70~110 110~180 180~270 270~430 430~700(Z+T/2)值 0.00280.0038 0.0054 0.0077 0.01 0.014 0.0185 0.029 0.0425 T 值 0.0016 0.002 0.0028 0.0034 0.004 0.006 0.007 0.01 0.015 Z 值 0.0020.0028 0.0040.0060.008 0.011 0.015 0.024 0.035 大于18至30工件公差.013~.021 21~33 33~52 52~84 84~130 130~210 210~330 330~520 520~840(Z+T/2)值 0.00340.0046 0.0064 0.009 0.0115 0.0165 0.022 0.034 0.049 T 值 0.002 0.0024 0.0034 0.004 0.005 0.007 0.008 0.012 0.018 Z 值 0.00240.0034 0.005 0.007 0.009 0.013 0.018 0.028 0.04 大于30至50工件公差.016~.025 25~39 39~62 62~100 100~160 160~250 250~390 390~620 620~1000(Z+T/2)值 0.0040.0055 0.008 0.0105 0.014 0.02 0.027 0.041 0.061 T 值 0.0024 0.003 0.004 0.005 0.006 0.008 0.01 0.014 0.022 Z 值 0.00280.004 0.0060.0080.011 0.016 0.022 0.034 0.05 大于50至80工件公差.019~.030 30~46 46~74 74~120 120~190 190~300 300~400 400~740 740~1200 (Z+T/2)值 0.00540.0075 0.0107 0.0135 0.019 0.027 0.037 0.056 0.085 T 值 0.0028 0.0036 0.0046 0.006 0.007 0.009 0.012 0.016 0.026 Z 值 0.00340.0046 0.0070.0090.013 0.019 0.026 0.04 0.06 大于80至120工件公差.022~.035 35~54 54~87 87~140 140~220 220~350 350~540 540~870 870~1400 (Z+T/2)值 0.00540.0075 0.0107 0.0135 0.019 0.027 0.037 0.056 0.085 T 值 0.0032 0.0042 0.0054 0.007 0.008 0.01 0.014 0.02 0.03 Z 值 0.0038 0.0054 0.008 0.01 0.015 0.022 0.03 0.046 0.07 大于120至180工件公差.025~.04 40~63 63~100 100~160 160~250 250~400 400~630 630~1000 1000~1600(Z+T/2)值 0.00630.0084 0.012 0.016 0.0225 0.031 0.043 0.063 0.0975 T 值 0.0038 0.0048 0.006 0.008 0.009 0.012 0.016 0.022 0.035 Z 值 0.00440.006 0.0090.0120.018 0.025 0.035 0.052 0.08 大于180至250工件公差.029~.046 46~72 72~115 115~185 185~290 290~460 460~720 720~1150 1150~1850 (Z+T/2)值 0.00720.0097 0.0135 0.0185 0.025 0.036 0.049 0.073 0.11 T 值 0.0044 0.0054 0.007 0.009 0.01 0.014 0.018 0.026 0.04 Z 值 0.0050.007 0.01 0.014 0.02 0.029 0.04 0.06 0.09 大于250至315工件公差.032~.052 52~81 81~130 130~210 210~320 320~520 520~810 810~1300 1300~2100(Z+T/2)值 0.0080.011 0.015 0.021 0.028 0.04 0.055 0.08 0.1225 T 值 0.0048 0.006 0.008 0.01 0.012 0.016 0.02 0.028 0.045 Z 值 0.00560.008 0.0110.0160.022 0.032 0.045 0.066 0.1 大于315至500 工件公差.036~.057 57~89 89~140 140~230 230~360 360~570 570~890 890~1400 1400~2300 (Z+T/2)值 0.00890.0125 0.0165 0.0235 0.032 0.045 0.061 0.09 0.135 T 值 0.0054 0.007 0.009 0.011 0.014 0.018 0.022 0.032 0.05 Z 值 0.0062 0.009 0.012 0.018 0.025 0.036 0.05 0.074 0.11孔用量规各尺寸一览 基本尺寸 孔上偏差 孔下偏差 (Z+T/2)值 查表T 值 查表Z 值 塞规(通) 塞规(止) 磨损极限 20 0.1 0.05 0.08 0.0012 0.05 20.13 0 20.1 0 20.05 0.0012 0.0012轴用量规各尺寸一览 基本尺寸 轴上偏差 轴下偏差 (Z+T/2)值 查表T 值 查表Z 值 卡规(通) 卡规(止) 磨损极限 0 0 0 0 0 0 0校通-通 校通-损 校止-通 00 00 0。
光滑极限量规设计计算表

<0.006~0.01 <0.01~0.014 <0.014~0.025 <0.025~0.04
0至3
T 值 Z 值 工件公差
(Z+T/2)值
大于3 至6
T 值 Z 值 工件公差
(Z+T/2)值
大于6 至10
T 值 Z 值 工件公差
(Z+T/2)值
大于10 至18
T 值 Z 值 工件公差
(Z+T/2)值
塞规、卡规用光滑极限量规表 IT8 IT9 0.0028 0.0016 0.002 18~30 0.0036 0.002 0.0026 22~36 0.0044 0.0024 0.0032 27~43 0.0054 0.0028 0.004 33~52 0.0064 0.0034 0.005 39~62 0.008 0.004 0.006 46~74 0.0107 0.0046 0.007 54~87 0.0107 0.0054 0.008 63~100 0.012 0.006 0.009 72~115 0.0135 0.007 0.01 81~130 0.004 0.002 0.003 30~48 0.0052 0.0024 0.004 36~58 0.0064 0.0025 0.005 43~70 0.0077 0.0034 0.006 52~84 0.009 0.004 0.007 62~100 0.0105 0.005 0.008 74~120 0.0135 0.006 0.009 87~140 0.0135 0.007 0.01 100~160 0.016 0.008 0.012 115~185 0.0185 0.009 0.014 130~210
大于18 至30
T 值 Z 值 工件公差
光滑极限量规表(全)内孔 外圆

塞规(止) 0 20.1 0.0012
磨损极限 20.05
基本尺寸 轴上偏差 轴下偏差
(Z+T
磨损极限 0
校通-通 0 0 0 0
0 0
0
0 0
IT12 100~140 0.011 0.004 0.009 120~180 0.0135 0.005 0.011 150~220 0.016 0.006 0.013 180~270 0.0185 0.007 0.015 210~330 0.022 0.008 0.018 250~390 0.027 0.01 0.022 300~400 0.037 0.012 0.026 350~540 0.037 0.014 0.03 400~630 0.043 0.016 0.035 460~720 0.049 0.018 0.04 520~810 0.055 0.02 0.045 570~890 0.061 0.022 0.05
孔、轴用光滑极限量规表 IT8 IT9 IT10 14~25 25~40 40~60 0.0028 0.004 0.0052 0.0016 0.002 0.0024 0.002 0.003 0.004 18~30 30~48 48~75 0.0036 0.0052 0.0065 0.002 0.0024 0.003 0.0026 0.004 0.005 22~36 36~58 58~90 0.0044 0.0064 0.0078 0.0024 0.0025 0.0036 0.0032 0.005 0.006 27~43 43~70 70~110 0.0054 0.0077 0.01 0.0028 0.0034 0.004 0.004 0.006 0.008 33~52 52~84 84~130 0.0064 0.009 0.0115 0.0034 0.004 0.005 0.005 0.007 0.009 39~62 62~100 100~160 0.008 0.0105 0.014 0.004 0.005 0.006 0.006 0.008 0.011 46~74 74~120 120~190 0.0107 0.0135 0.019 0.0046 0.006 0.007 0.007 0.009 0.013 54~87 87~140 140~220 0.0107 0.0135 0.019 0.0054 0.007 0.008 0.008 0.01 0.015 63~100 100~160 160~250 0.012 0.016 0.0225 0.006 0.008 0.009 0.009 0.012 0.018 72~115 115~185 185~290 0.0135 0.0185 0.025 0.007 0.009 0.01 0.01 0.014 0.02 81~130 130~210 210~320 0.015 0.021 0.028 0.008 0.01 0.012 0.011 0.016 0.022 89~140 140~230 230~360 0.0165 0.0235 0.032 0.009 0.011 0.014 0.012 0.018 0.025
光滑极限量规
6. 3 量规设计
• 但在实际应用中,极限量规常偏离上述原则。例如:为了用已标准化 的量规,允许通规的长度小于结合面的全长;对于尺寸大于100 mm的 孔,用全形塞规通规很笨重,不便使用,允许用不全形塞规;环规通 规不能检验正在顶尖上加工的工件及曲轴,允许用卡规代替;检验小 孔的塞规止规,常用便于制造的全形塞规;刚性差的工件,由于考虑 受力变形,也常用全形塞规或环规。
上一页 下一页 返回
6. 3 量规设计
• (2)计算工作量规的极限偏差 • ①φ20 H7孔用塞规 • 通规 上偏差=EI+Z+T/2=0+0.0034+0.0012=+0.0046(mm) • 下偏差=EI+Z-T/2=0+0.0034-0.0012=+0.0022(mm) • 磨损极限=EI=0 • 止规 上偏差=ES=+0.0021mm • 下偏差=ES-T=0.021-0.0024=+0.0186(mm)
所示。
上一页 下一页 返回
6. 3 量规设计
• 3.量规其他技术要求
• 工作量规的形状误差应在量规的尺寸公差带内,形状公差为尺寸公差 的50 %,但形状公差小于0. 001 mm时,由于制造和测量都比较困难, 形状公差都规定选为0. 001 mm。量规测量面的材料可用淬硬钢(合金 工具钢、碳素工具钢等)和硬质合金,也可在测量面上镀以耐磨材料, 测量面的硬度应为HRC 58 ~ 65。
• 量规按用途分为如下几种: • (1)工作量规 • 工作量规是工人在生产过程中检验工件用的量规,它的通规和止规分
别用代号T和Z表示
上一页 下一页 返回
6. 1 概述
• (2)验收量规 • 验收量规是检验部门或用户验收产品时使用的量规。工厂检验工件时,
关于光滑极限量规

光滑极限量规
第一节 概述
光滑极限量规是一种没有刻线的专用量具,属于量 规的一种。
它只能判断零件的合格与否,不能确定零件的 具体尺寸。
量具 量规 计量器具 量仪 计量装置
第六章
光滑极限量规
塞规——用于检验孔的极限量规 光滑极限量规
环规——用于检验轴的极限量规
第六章
塞规、环规
光滑极限量规
通端:控制零件最大实体尺寸和形位公差 止端:控制零件最小实体尺寸和形位公差
0
T
T/2
TD
通
EI
Z
T/2
+
-
止端上偏差 = ES 止端下偏差 = ES-T
通端上偏差 = EI+Z+T/2 通端下偏差 = EI+Z-T/2
第六章
2、环规
①、画出轴的公差带图 +
光滑极限量规
es
T/2
通
Z
Td
ei 止
T
T/2
②、判断通、止端
③、查出T、Z值 ④、画出止端的公差带图 ⑤、画出通端的公差带图
0
-
止端上偏差=ei+T 止端下偏差=ei
通端上偏差=es-Z+T/2 通端下偏差=es-Z-T/2
第六章
二、量规的结构设计
卡规
光滑极限量规
第六章
二、量规的结构设计
塞规
光滑极限量规
第六章
光滑极限量规
三、量规材料
1、不易变形 2、耐磨
合金工具钢、碳素工具钢、渗碳钢、 硬质合金等
四、表面粗糙度 五、形位公差:应在量规尺寸公差带内,其值 为尺寸公差的50%。
1、塞规—— 通端是根据孔的最小极限尺寸确定。 止端是根据孔的最大极限尺寸确定。
5、光滑极限量规

通规:按被测孔的最大实体尺寸(DM = Dmin)制造。 止规 :按被测孔的最小实体尺寸( DL = Dmax )制造。 环规:检验轴径的光滑极限量规叫环规或卡规。 通规 :按被测轴的最大实体尺寸(dM = dmax)制造。 止规:按被测轴的最小实体尺寸(dL= dmin)制造。 根据量规不同用途,分为:工作量规 、验收量规、校对 量规。 泰勒原则:孔或轴的作用尺寸不允许超过最大实体尺寸, 实际尺寸不允许超过最小实体尺寸。
第二节 泰勒原则
因工件上一般存在形状误差,而且各处的实际尺寸往往 不相等,为正确地评定被测工件是否合格,是否能装配, 光滑极限量规应遵循泰勒原则来设计。 泰勒原则:孔或轴的作用尺寸不允许超过最大实体尺寸,实 际尺寸不允许超过最小实体尺寸。 极限尺寸判断原则(泰勒原则) 根据极限尺寸判断孔、 轴是否合格。 体外作用尺寸不允许超过最大实体尺寸: 孔 D作用≥Dmin 轴 d作用≤dmax 任何位置上的实际尺寸不允许超过最小实体尺寸: 孔 Da≤ Dmax 轴 da≥ dmin
第二节 泰勒原则
光滑极限量规 通规 用于控制工件的体外作用尺寸 全形量规 测量面:应具有与孔或轴相应的完整表面全形; 尺寸等于孔或轴 的最大实体尺寸,量规长度等于配合长度。 止规 用于控制工件的实际尺寸 不全形量规 测量面:应为点状的(两点接触式);尺寸等于孔或轴的最小实 体尺寸。
光滑极限塞规~1

2.2数据的修约 数据的修约
数据修约规定有效位数后面的数字,要按一定的规则进行 取舍处理,修约值应为修约间隔的整数倍.1单位修约的取舍 原则为(除此之外还有0.2单位和0.5单位原则): 2.2.1拟舍弃数字最左一位小于5时舍去; 2.2.2拟舍弃数字最左一位大于5时(包括等于5且其后还有非 "0"数字)则向前位进1; 2.2.3拟舍弃数字最左一位大于5且其后无数字或有但均为"0"时, 2.2.3 5 0" "5"前的数字为奇数则进1,为偶数则舍弃,即应使数据末位 数为偶数. 对下列数据取4位有效数字 其结果如下所示. 位有效数字, 例:对下列数据取 位有效数字,其结果如下所示. 8.42349 1.2000 41.996 1.51051 1.51750 1.51050 1.6235 8.423 1.200 45.00 1.511 1.518 1.510 1.624
Z 1.6 2 2.4 2.8 3 4 4.6 5.4 6 7 8 9 1
IT8 IT8 T 1 1.6 1 2 22 2.4 27 2.8 33 3 39 4 46 4.6 54 5.4 63 6 72 7 81 8 89 9 97 1
Z 2 2.6 3 4 5 6 7 8 9 1 1 1 1
IT9 IT9 T 25 2 30 2.4 36 2.8 43 3 52 4 62 5 74 6 87 7 100 8 115 9 13 1 140 1 155 1
IT6 IT6 T 6 1 8 1.2 9 1.4 1 1.6 1 2 1 2.4 1 2.8 22 3 25 3 29 4.4 32 4.8 36 5.4 40 6
Z 1 1.4 1.6 2 2.4 2.8 3 3 4.4 5 5.6 6.2 7
光滑极限量规尺寸算法

IT14 0.0245 0.009 0.02 0.0305 0.011 0.025 0.0365 0.013 0.03 0.0425 0.015 0.035 0.049 0.018 0.04 0.061 0.022 0.05 0.085 0.026 0.06 0.085 0.03 0.07 0.0975 0.035 0.08 0.11 0.04 0.09 0.1225 0.045 0.1 0.135 0.05 0.11
IT9 25~40 0.004 0.002 0.003 30~48 0.0052 0.0024 0.004 36~58 0.0064 0.0025 0.005 43~70 0.0077 0.0034 0.006 52~84 0.009 0.004 0.007 62~100 0.0105 0.005 0.008 74~120 0.0135 0.006 0.009 87~140 0.0135 0.007 0.01 0.016 0.008 0.012 0.0185 0.009 0.014 0.021 0.01 0.016 0.0235 0.011 0.018
IT12
100~140
0.011 0.004 0.009
120~180
0.0135 0.005 0.011
150~220
0.016 0.006 0.013 0.0185 0.007 0.015 0.022 0.008 0.018 0.027 0.01 0.022 0.037 0.012 0.026 0.037 0.014 0.03 0.043 0.016 0.035 0.049 0.018 0.04 0.055 0.02 0.045 0.061 0.022 0.05
5 0.06 0.03 0.0135 0.0085 0.005 0.011 5.06 0.005 0.0085
日本光滑极限量规标准

目录1.语言意义............................................................51.1工作用量规........................................................51.2检查用量规........................................................51.3界限量规..........................................................51.4板规..............................................................51.5标准量规..........................................................51.6特殊量规..........................................................51.7组合量规..........................................................51.8公称尺寸..........................................................51.9界限量规的磨损界限................................................62.量规名称............................................................73.附号要领............................................................83.1原图编号(KG编号)...............................................8 3.2量规编号.........................................................8 4.设计标准............................................................9 4.1总体..............................................................9 4.2标准量规.........................................................11 4.3特殊量规.........................................................11 4.4组合量规.........................................................12 5.其他...............................................................12 5.1质量管理部使用的量规附号要领.....................................12附件①............................................................13附件①(续前页)...................................................14 附件②............................................................15附件③1.孔径、内宽、深度界线规(B、C、D型)制作尺寸公差及消耗限度(1/2)................................................................16 1.孔径、内宽、深度界线规(B、C、D型)制作尺寸公差及消耗限度(2/2)17 2.轴径、外宽、厚度界限规(A、R型)制作尺寸公差及消耗限度(1/3)...18 2.轴径、外宽、厚度界限规(A、R型)制作尺寸公差及消耗限度(2/3)...19 2.轴径、外宽、厚度界限规(A、R型)制作尺寸公差及消耗限度(3/3)...20 3.螺纹塞规制作尺寸、尺寸容许差....................................21 4.螺纹环规制作尺寸、制作尺寸容许差................................21 5.外螺纹外径、内螺纹内径检查规制作尺寸、制作尺寸容许差............22 附件④(1/16)A1型卡规..................................................23 (2/16)A2型卡规..................................................24 (3/16)A3型卡规..................................................25 (4/16)AA、AG型卡规.............................................26 (5/16)B1型塞规..................................................27 (6/16)BB型棒规..................................................28 (7/16)B5型u规....................................................29 (8/16)C1、C2型内宽规.............................................30 (9/16)R1型环规...................................................31 (10/16)SB型螺纹塞规..............................................32 (11/16)SP型螺纹下孔用塞规........................................33 (12/16)SR型螺纹环规..............................................33 (13/16)SC型螺纹外径用卡规........................................34 (14/16)SH型螺纹深度规............................................35 (15/16)FR型半径规................................................36 (16/16)FC型倒角用成型规..........................................37附件⑤1.量规原纸CAD标准程序库ID编号一览表..................................38 附属资料①(1/2).........................................................39 附属资料①(2/2).........................................................40 附属资料②(1/2).........................................................41 附属资料②(2/2).........................................................42 附属资料③(1/2).........................................................43 附属资料③(2/2).........................................................44 附属资料④(1/2).........................................................45 附属资料④(2/2).........................................................46 附属资料⑤(1/2).........................................................47 附属资料⑤(2/2).........................................................48 附属资料⑥(1/2).........................................................49 附属资料⑥(2/2).........................................................50 附属资料⑦(1/2).........................................................51 附属资料⑦(2/2).........................................................52 附属资料⑧(1/2).........................................................53 附属资料⑧(2/2).........................................................54 附属资料⑨(1/2).........................................................55 附属资料⑨(2/2).........................................................56 附属资料⑩(1/2).........................................................57 附属资料⑩(2/2).........................................................58 附属资料⑾(1/2).........................................................59 附属资料⑾(2/2).........................................................60 附属资料⑿(1/2).........................................................61 附属资料⑿(2/2).........................................................62 附属资料⒀(1/2).........................................................63 附属资料⒀(2/2).........................................................641.语言意义1.1工作用量规生产部门使用的、检查、测量产品的量规。
09-光滑极限量规
第二节 光滑极限量规
一、基本概念 二、极限尺寸判断原则及量规形式 三、量规公差带(不作要求) 四、量规设计(不作要求)
光滑极限量规
量规基本概念
量规分为光滑极限轴用量规和光滑极限孔用 量规。其特点是: (1)量规是一种没有刻度的专用定值检验工具, 其外形与被检验对象相反。 检验孔的量规为塞规. 检验轴的量规为环规与卡规。
第一节 光滑工件尺寸检验
【解】 1、确定安全裕度A和不确定度允许值u1 公差值0.074mm, 查表6-1: A=0.0074mm, u1 = 0.0067mm (I) 2、计算验收极限 上验收极限:dmax-A= Φ59.9926 下验收极限:dmin + A= Φ59.9334
第一节 光滑工件尺寸检验
3、确定测量器具和测量方法 u1 = 0.0067mm(I ) 查表6-2: 分度值0.01的外径千分尺满足要求。
第二节 光滑极限量规
检验光滑工件尺寸时,可使用通用测量器具, 也可使用极限量规。 通用测量器具能测出工件实际尺寸的具体数 值,能够了解产品质量情况,有利于对生产过 程进行分析。 用量规检验的特点是无法测出工件实际尺寸 确切的数值,但能判断工件是否合格。用这种 方法检验,迅速方便,并且能保证工件在生产 中的互换性.因而在生产中特别是大批量生产 中,量规的应用非常广泛。
光滑极限量规
二、极限尺寸判断原则与量规形式 若不然: 因为孔有形状误差,若通规采用 片状塞规,止规采用圆柱塞规,不能揭示 孔的形状误差,因为量规不符合泰勒原则。
• • • • •
作业: P141: 6-5 6-6 6-12(1)、2)
量规基本概念 按不同的用途,量规可分为: (1)工作量规 工件制造过程中,操作者用于检验 工件的量规;通规、止规用“T”、“Z”表示。 (2)验收量规 检验部门或用户代表在验收产品时 所使用的量规;检验人员应用与生产人员相同类 型、磨损较大但没超出磨损极限的量规。 (3)校对量规 在制造和使用过程中,用于检验量 规的量规。通常,校对量规只用于检验轴的量规, 对于检验孔的量规可方便地用仪器测量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
IT14 250~400 0.0245 0.009 0.02 300~480 0.0305 0.011 0.025 360~580 0.0365 0.013 0.03 430~700 0.0425 0.015 0.035 520~840 0.049 0.018 0.04 620~1000 0.061 0.022 0.05 740~1200 0.085 0.026 0.06 870~1400 0.085 0.03 0.07
IT11 60~100 0.0075 0.003 0.006 75~120 0.01 0.004 0.008 90~150 0.0115 0.005 0.009 110~180 0.014 0.006 0.011 130~210 0.0165 0.007 0.013 160~250 0.02 0.008 0.016 190~300 0.027 0.009 0.019 220~350 0.027 0.01 0.022 250~400 0.031 0.012 0.025 290~460 0.036 0.014 0.029 320~520 0.04 0.016 0.032 360~570 0.045 0.018 0.036
1000~1600
0.0975 0.035 0.08
1150~1850
0.11 0.04 0.09
1300~2100
0.1225 0.045 0.1
1400~2300
0.135 0.05 0.11
基本尺寸 孔上偏差 孔下偏差 20 0.1 0.05
(Z+T/2)值
0.08
孔用量规各尺寸一览 塞规(通) 查表T值 查表Z值 0 0.0012 0.05 20.13 0.0012 轴用量规各尺寸一览 卡规(通) 查表T值 查表Z值 0 0 0 校通-损
孔、轴用光滑极限量规表 IT8 IT9 IT10 14~25 25~40 40~60 0.0028 0.004 0.0052 0.0016 0.002 0.0024 0.002 0.003 0.004 18~30 30~48 48~75 0.0036 0.0052 0.0065 0.002 0.0024 0.003 0.0026 0.004 0.005 22~36 36~58 58~90 0.0044 0.0064 0.0078 0.0024 0.0025 0.0036 0.0032 0.005 0.006 27~43 43~70 70~110 0.0054 0.0077 0.01 0.0028 0.0034 0.004 0.004 0.006 0.008 33~52 52~84 84~130 0.0064 0.009 0.0115 0.0034 0.004 0.005 0.005 0.007 0.009 39~62 62~100 100~160 0.008 0.0105 0.014 0.004 0.005 0.006 0.006 0.008 0.011 46~74 74~120 120~190 0.0107 0.0135 0.019 0.0046 0.006 0.007 0.007 0.009 0.013 54~87 87~140 140~220 0.0107 0.0135 0.019 0.0054 0.007 0.008 0.008 0.01 0.015 63~100 100~160 160~250 0.012 0.016 0.0225 0.006 0.008 0.009 0.009 0.012 0.018 72~115 115~185 185~290 0.0135 0.0185 0.025 0.007 0.009 0.01 0.01 0.014 0.02 81~130 130~210 210~320 0.015 0.021 0.028 0.008 0.01 0.012 0.011 0.016 0.022 89~140 140~230 230~360 0.0165 0.0235 0.032 0.009 0.011 0.014 0.012 0.018 0.025
IT7 10~14 0.0022 0.0012 0.016 12~18 0.0027 0.0014 0.002 15~22 0.0033 0.0018 0.0024 18~27 0.0038 0.002 0.0028 21~33 0.0046 0.0024 0.0034 25~39 0.0055 0.003 0.004 30~46 0.0075 0.0036 0.0046 35~54 0.0075 0.0042 0.0054 40~63 0.0084 0.0048 0.006 46~72 0.0097 0.0054 0.007 52~81 0.011 0.006 0.008 57~89 0.0125 0.007 0.009
塞规(止) 0 20.1 0.0012
磨损极限 20.05
基本尺寸 轴上偏差 轴下偏差
(Z+T/2)值
卡规(止) 0 0 0 校止-通
磨损极限 0校通-通 0 0 0 00 000 0
IT12 100~140 0.011 0.004 0.009 120~180 0.0135 0.005 0.011 150~220 0.016 0.006 0.013 180~270 0.0185 0.007 0.015 210~330 0.022 0.008 0.018 250~390 0.027 0.01 0.022 300~400 0.037 0.012 0.026 350~540 0.037 0.014 0.03 400~630 0.043 0.016 0.035 460~720 0.049 0.018 0.04 520~810 0.055 0.02 0.045 570~890 0.061 0.022 0.05
IT13 140~250 0.017 0.006 0.014 180~300 0.0195 0.007 0.016 220~360 0.024 0.008 0.02 270~430 0.029 0.01 0.024 330~520 0.034 0.012 0.028 390~620 0.041 0.014 0.034 400~740 0.056 0.016 0.04 540~870 0.056 0.02 0.046 630~1000 0.063 0.022 0.052 720~1150 0.073 0.026 0.06 810~1300 0.08 0.028 0.066 890~1400 0.09 0.032 0.074
D(mm) 0至3
大于3至6
大于6至10
大于10至 18
大于18至 30
大于30至 50
大于50至 80
大于80至 120
大于120至 180
大于180至 250
大于250至 315
大于315至 500
公差等级 IT6 工件公差 .006~.01 (Z+T/2)值 0.0015 T 值 0.001 Z 值 0.001 工件公差 .008~.012 (Z+T/2)值 0.002 T 值 0.0012 Z 值 0.0014 工件公差 .009~.015 (Z+T/2)值 0.0023 T 值 0.0014 Z 值 0.0016 工件公差 .011~.018 (Z+T/2)值 0.0028 T 值 0.0016 Z 值 0.002 工件公差 .013~.021 (Z+T/2)值 0.0034 T 值 0.002 Z 值 0.0024 工件公差 .016~.025 (Z+T/2)值 0.004 T 值 0.0024 Z 值 0.0028 工件公差 .019~.030 (Z+T/2)值 0.0054 T 值 0.0028 Z 值 0.0034 工件公差 .022~.035 (Z+T/2)值 0.0054 T 值 0.0032 Z 值 0.0038 工件公差 .025~.04 (Z+T/2)值 0.0063 T 值 0.0038 Z 值 0.0044 工件公差 .029~.046 (Z+T/2)值 0.0072 T 值 0.0044 Z 值 0.005 工件公差 .032~.052 (Z+T/2)值 0.008 T 值 0.0048 Z 值 0.0056 工件公差 .036~.057 (Z+T/2)值 0.0089 T 值 0.0054 Z 值 0.0062